Vous aimerez peut-être aussi
- 05c - Les Fréquences de Rotation en Perçage ProfDocument2 pages05c - Les Fréquences de Rotation en Perçage Profntayoub100% (1)
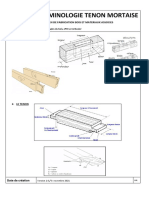
- Terminologie Tenon Et MortaiseDocument1 pageTerminologie Tenon Et Mortaiseapi-489017636Pas encore d'évaluation
- Toupie UtisDocument6 pagesToupie Utisapi-489017636100% (1)
- Scie Circulaire A Format FelderDocument7 pagesScie Circulaire A Format Felderapi-489017636Pas encore d'évaluation
- Module n8 Fluides Frigorigenes Recuperation Des Refrigerants TFCC OfpptDocument38 pagesModule n8 Fluides Frigorigenes Recuperation Des Refrigerants TFCC Ofpptيزيد عبد الحميد منصور100% (1)
- Fiches TP VBSDocument4 pagesFiches TP VBSAbdo EnnaceriPas encore d'évaluation
- Ebeniste Comp C5Document37 pagesEbeniste Comp C5Salah NabaouiPas encore d'évaluation
- Menuiserie 72Document26 pagesMenuiserie 72Driss ElazhariPas encore d'évaluation
- Scie Circulaire de Tronçonnage À Lame EscamotableDocument2 pagesScie Circulaire de Tronçonnage À Lame Escamotableapi-489017636Pas encore d'évaluation
- Contrat de Phase 60 DegauDocument1 pageContrat de Phase 60 Degauapi-489017636Pas encore d'évaluation
- Contrat de Phase 80 CorroyageDocument1 pageContrat de Phase 80 Corroyageapi-489017636Pas encore d'évaluation
- DF 7 F 7 Eadeab 1Document9 pagesDF 7 F 7 Eadeab 1api-489017636Pas encore d'évaluation
- Table Basse Petrin2 PDFDocument5 pagesTable Basse Petrin2 PDFMagdalena Alejandra PIERAPas encore d'évaluation
- Escaliers: Brochure TechniqueDocument8 pagesEscaliers: Brochure TechniqueAmenzou MohamedPas encore d'évaluation
- Scie Circulaire A Format AltendorfDocument6 pagesScie Circulaire A Format Altendorfapi-489017636Pas encore d'évaluation
- CAP Menuisier InstallateurDocument15 pagesCAP Menuisier Installateurboualemabassi532Pas encore d'évaluation
- Des Ruches U: Pour Nos AbeillesDocument9 pagesDes Ruches U: Pour Nos AbeillesJAREK MBAREKPas encore d'évaluation
- Bouvetage en Dents de Scie Ou Assemblage À Entures MultiplesDocument2 pagesBouvetage en Dents de Scie Ou Assemblage À Entures MultiplesHassan AzmiPas encore d'évaluation
- Toupie TB07 PDFDocument15 pagesToupie TB07 PDFNgapout MoubarakPas encore d'évaluation
- Déterminer Les Vraies Grandeurs Des Arêtes Et Les Surfaces D'Un Comble Avec Sablière de PenteDocument4 pagesDéterminer Les Vraies Grandeurs Des Arêtes Et Les Surfaces D'Un Comble Avec Sablière de Penterenaud LPas encore d'évaluation
- Déterminer Les Vraies Grandeurs Des Arêtes Et Les Surfaces D'Un Comble Avec Faîtage de PenteDocument4 pagesDéterminer Les Vraies Grandeurs Des Arêtes Et Les Surfaces D'Un Comble Avec Faîtage de Penterenaud LPas encore d'évaluation
- EXERCICE Formatif Épure SOLITAIREDocument8 pagesEXERCICE Formatif Épure SOLITAIREMcs SarrPas encore d'évaluation
- Tenonneuse PN SautereauDocument5 pagesTenonneuse PN Sautereauapi-489017636Pas encore d'évaluation
- Scie A Ruban Tb02Document10 pagesScie A Ruban Tb02Super ZuzuPas encore d'évaluation
- Identifier Le Système Constructif Des Panneaux Massifs: SommaireDocument11 pagesIdentifier Le Système Constructif Des Panneaux Massifs: Sommairerenaud LPas encore d'évaluation
- AQC - Remplacement Menuiseries ExterieuresDocument8 pagesAQC - Remplacement Menuiseries ExterieuresProutPas encore d'évaluation
- 5 Fenêtres Et Portes Extérieures Bois - Techniques D'assemblageDocument15 pages5 Fenêtres Et Portes Extérieures Bois - Techniques D'assemblagesalvadorPas encore d'évaluation
- Contrat de Phase 90 Mortaiseuse A MecheDocument1 pageContrat de Phase 90 Mortaiseuse A Mecheapi-489017636Pas encore d'évaluation
- Dossier Manipulation PerçeusesDocument20 pagesDossier Manipulation PerçeusesTedj Amine100% (1)
- Réaliser Un Arêtier Sur Tasseau Avec Barbe de Chevron, Désabout de Panne Et ReposDocument2 pagesRéaliser Un Arêtier Sur Tasseau Avec Barbe de Chevron, Désabout de Panne Et Reposrenaud LPas encore d'évaluation
- 0157f09 Techniques Dassemblage Mecanique PDFDocument2 pages0157f09 Techniques Dassemblage Mecanique PDFborisPas encore d'évaluation
- CorroyeuseDocument5 pagesCorroyeuseapi-489017636100% (1)
- Degauchisseuse TB03Document13 pagesDegauchisseuse TB03mickydu70Pas encore d'évaluation
- Dessin TechniqueDocument5 pagesDessin TechniqueHamrouni AnisPas encore d'évaluation
- Construction Bois Chapitre 5Document24 pagesConstruction Bois Chapitre 5Melchisedek MeignanPas encore d'évaluation
- TP Projet 2 Assemblage en TDocument1 pageTP Projet 2 Assemblage en Tapi-489017636Pas encore d'évaluation
- Lames de Scie Circulaire - Choix, Types Et Utilisation - C1F1814 UnsecuredDocument3 pagesLames de Scie Circulaire - Choix, Types Et Utilisation - C1F1814 UnsecuredaabPas encore d'évaluation
- Visserie BasesDocument9 pagesVisserie BasesgatPas encore d'évaluation
- Catalogo 2009Document32 pagesCatalogo 2009nagual2002Pas encore d'évaluation
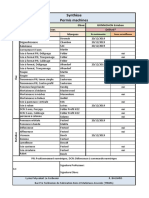
- Permis Machine Synthese Session 2021Document4 pagesPermis Machine Synthese Session 2021api-489017636Pas encore d'évaluation
- Initiation Au Dessin TechniqueDocument7 pagesInitiation Au Dessin TechniqueRodolphe SounouPas encore d'évaluation
- Bois Lamellé ColléDocument4 pagesBois Lamellé Colléعبد الفتاح المدنيPas encore d'évaluation
- Analyse FonctionnelleDocument10 pagesAnalyse FonctionnellechristodoulouantonioPas encore d'évaluation
- INI SW Pièce+plan 2006Document10 pagesINI SW Pièce+plan 2006Bouallegue MounirPas encore d'évaluation
- Guide Pratique 2015 BAT BisDocument36 pagesGuide Pratique 2015 BAT BismustaphaxaPas encore d'évaluation
- Les Charpentes en BoisDocument6 pagesLes Charpentes en Boiselie moyapPas encore d'évaluation
- Menuiserie BoisDocument21 pagesMenuiserie BoisHanane BenGamra50% (2)
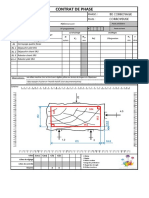
- Contrat de Phase 40 Tenon SimpleDocument1 pageContrat de Phase 40 Tenon Simpleapi-489017636Pas encore d'évaluation
- Guide Des Applications Bois Dans La MaisonDocument15 pagesGuide Des Applications Bois Dans La MaisonWilly Victor ObamPas encore d'évaluation
- CharpentesDocument9 pagesCharpenteselcantalouPas encore d'évaluation
- BOIS - FNB 5 - Bois de FermettesDocument4 pagesBOIS - FNB 5 - Bois de FermettesproutPas encore d'évaluation
- Cours Ajustements eDocument8 pagesCours Ajustements eGuy EffaPas encore d'évaluation
- Travail Mécanique Du Bois 2e Partie - FFCDocument66 pagesTravail Mécanique Du Bois 2e Partie - FFCCamelia SmahanPas encore d'évaluation
- Atelier CAO PDFDocument51 pagesAtelier CAO PDFchouchenePas encore d'évaluation
- Cours Initiation À AutoCADDocument39 pagesCours Initiation À AutoCADTIEMOKO BERTHÉPas encore d'évaluation
- Formation SolidWorks 2004Document36 pagesFormation SolidWorks 2004Iadh Triaa100% (2)
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesD'EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesPas encore d'évaluation
- Dépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3D pour les débutants et les utilisateurs avancésD'EverandDépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3D pour les débutants et les utilisateurs avancésPas encore d'évaluation
- Ebeniste Comp C2Document37 pagesEbeniste Comp C2Taleb B PandaPas encore d'évaluation
- Ebeniste Comp 03Document49 pagesEbeniste Comp 03Rd SlimaniPas encore d'évaluation
- PeintreFin - Module 1Document57 pagesPeintreFin - Module 1yassinPas encore d'évaluation
- Ebeniste Comp 04Document70 pagesEbeniste Comp 04adlayassine00Pas encore d'évaluation
- Chapitre 4 La DécantationDocument19 pagesChapitre 4 La DécantationZineb BelalaPas encore d'évaluation
- Manuel Hitachi 2017 (1)Document157 pagesManuel Hitachi 2017 (1)donscorePas encore d'évaluation
- Eau 2Document4 pagesEau 2jfffmlfd flkrPas encore d'évaluation
- TD Thermo SERIE2 AIT HOUDocument2 pagesTD Thermo SERIE2 AIT HOUOum FirasPas encore d'évaluation
- Mode Opératoire Total Have MetalsDocument3 pagesMode Opératoire Total Have MetalsMarwa SwibguiPas encore d'évaluation
- MCHI29Document84 pagesMCHI29sidi mohamed el amine nekkalPas encore d'évaluation
- Cours Protéomique Classique ÉtudiantsDocument24 pagesCours Protéomique Classique ÉtudiantsLamis HamouyPas encore d'évaluation
- AMH - 043316-02 - FR - 417011Document9 pagesAMH - 043316-02 - FR - 417011Drif LabPas encore d'évaluation
- Cours CHM 144 P14-P22Document11 pagesCours CHM 144 P14-P22Bejen BEJENPas encore d'évaluation
- SyllabusDocument2 pagesSyllabusRaki LuckyPas encore d'évaluation
- Chapitre 5 Les Grandes Synthèses MinéralesDocument6 pagesChapitre 5 Les Grandes Synthèses Minéralesrefran daliaPas encore d'évaluation
- 112-021 FRDocument156 pages112-021 FRYoussef AdnanePas encore d'évaluation
- Centrifugation PDFDocument8 pagesCentrifugation PDFManal IdaliPas encore d'évaluation
- 02 RemerciementsDocument3 pages02 RemerciementsǾussamaBarhouPas encore d'évaluation
- Cours de Pétrole II Prof CIBAMBULADocument127 pagesCours de Pétrole II Prof CIBAMBULAEddy Becker ManikaPas encore d'évaluation
- Evaluation Du Premier SemestreDocument4 pagesEvaluation Du Premier SemestrekathyPas encore d'évaluation
- 2nd AC - C5 Mole Et Grandeurs Molaires PDFDocument8 pages2nd AC - C5 Mole Et Grandeurs Molaires PDFZanaple CoulibalyPas encore d'évaluation
- 138 La Theorie Cellulaire Divers AuteursDocument51 pages138 La Theorie Cellulaire Divers AuteursmbusaPas encore d'évaluation
- Web Cours PrécipitationDocument9 pagesWeb Cours PrécipitationMohammed BenelkadiPas encore d'évaluation
- Section 4Document14 pagesSection 4fle92Pas encore d'évaluation
- tp04-MET-EXT-Hydrométallurgie Du ZinDocument12 pagestp04-MET-EXT-Hydrométallurgie Du Zinzakaria aissaouiPas encore d'évaluation
- Arthur Romain Elise Clément Mélanie François Emma Aurélie Paul ElodieDocument3 pagesArthur Romain Elise Clément Mélanie François Emma Aurélie Paul ElodieMoussa Diop MathématicienPas encore d'évaluation
- Uree Indole1Document2 pagesUree Indole1mac1er100% (1)
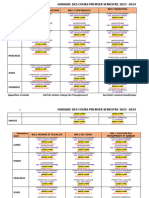
- Horaire 24Document10 pagesHoraire 24rmwange47Pas encore d'évaluation
- PSA Méthode Séssai MatériauxDocument22 pagesPSA Méthode Séssai MatériauxMiguel Queiros100% (1)
- Fluide de ForageDocument12 pagesFluide de Forageyacine upPas encore d'évaluation
- Hydro Distillation 2Document4 pagesHydro Distillation 2krim gasmiPas encore d'évaluation
- Ernesto de La Torre ChauvinDocument364 pagesErnesto de La Torre ChauvinBrou Guillaume KOUASSIPas encore d'évaluation