Vous aimerez peut-être aussi
- Flash QualitéDocument98 pagesFlash QualitéRihab SAYADIPas encore d'évaluation
- BACSUNDocument34 pagesBACSUNdan BeaulandaPas encore d'évaluation
- ManilleDocument4 pagesManilleTouil HoussemPas encore d'évaluation
- Gu 00117Document1 pageGu 00117zakariaPas encore d'évaluation
- Recueil Version EPUB Rev29 SEC1HSE004 Rev4Document432 pagesRecueil Version EPUB Rev29 SEC1HSE004 Rev4MOUNTSOPas encore d'évaluation
- 03 Outillage MontageDocument10 pages03 Outillage Montageyoucef khenchoulPas encore d'évaluation
- Formulaire Caisse CemgDocument94 pagesFormulaire Caisse CemgAper DE LA TtwoPas encore d'évaluation
- Exo Cetim Piston V7Document8 pagesExo Cetim Piston V7EL Yahyaoui MohamedPas encore d'évaluation
- Engins Terrassement - Vérifications PeriodiquesDocument19 pagesEngins Terrassement - Vérifications Periodiquesjfejfe100% (1)
- PR SC 27 01 Travail HauteurDocument27 pagesPR SC 27 01 Travail HauteurprevensecPas encore d'évaluation
- Fiche Controle A La ReceptionDocument1 pageFiche Controle A La ReceptionMohammed ARDOUZPas encore d'évaluation
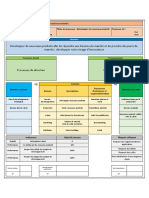
- TBD Des ProcesusDocument31 pagesTBD Des ProcesusYassine LoumiPas encore d'évaluation
- Cadre de Suivi Du RendementDocument2 pagesCadre de Suivi Du RendementAboubacrène Ag AhmadPas encore d'évaluation
- RAPPORT DE CALCUL COMBI TOP 3 TEKK S - INCL 15° - 26m - SDocument4 pagesRAPPORT DE CALCUL COMBI TOP 3 TEKK S - INCL 15° - 26m - SpompelargeurPas encore d'évaluation
- Sécurité Des Constructions - Règles de Calcul IDocument41 pagesSécurité Des Constructions - Règles de Calcul IstereonePas encore d'évaluation
- Outillage Du Peintre Et EPIDocument11 pagesOutillage Du Peintre Et EPILida PoghosyanPas encore d'évaluation
- De ChargeDocument19 pagesDe ChargeMourad AIT EMRARPas encore d'évaluation
- 42 HCPP x52sq Projecteur (Head Lamp) Dacia Xji - HDG - Varroc Ind B 20.10.2020Document18 pages42 HCPP x52sq Projecteur (Head Lamp) Dacia Xji - HDG - Varroc Ind B 20.10.2020Abou ZiadPas encore d'évaluation
- NF en Iso 12944-8 - 1998Document62 pagesNF en Iso 12944-8 - 1998Nassim Ben AbdeddayemPas encore d'évaluation
- Cartographie Des Risques HSE - Laverie Benguerir - S12 - 2023Document3 pagesCartographie Des Risques HSE - Laverie Benguerir - S12 - 2023Marwan JBPas encore d'évaluation
- Outillage PDFDocument6 pagesOutillage PDFSalah BoukeffaPas encore d'évaluation
- Etude Climatique Pour Un Hangar À 2 VersantsDocument30 pagesEtude Climatique Pour Un Hangar À 2 VersantsFarid TataPas encore d'évaluation
- Cu 00 N 00 00Document57 pagesCu 00 N 00 00Ozaki Zaki100% (1)
- Rapport Hebdomadaire Du PISE - Semaine Du 19 Au 25 Septembre 2022.VFDocument48 pagesRapport Hebdomadaire Du PISE - Semaine Du 19 Au 25 Septembre 2022.VFDésiré Ossouma EdouPas encore d'évaluation
- Wind Load NV65Document87 pagesWind Load NV65MedAmine KarroutPas encore d'évaluation
- Plan de ContrôleDocument1 pagePlan de ContrôleMohamed FaroukiPas encore d'évaluation
- 00-MPP HomeOffice Progress - Fevrier 07-Rev01Document39 pages00-MPP HomeOffice Progress - Fevrier 07-Rev01gdgfdPas encore d'évaluation
- Etude de Prix DetailDocument35 pagesEtude de Prix Detailetanok22Pas encore d'évaluation
- NC Ind.02Document6 pagesNC Ind.02Triki SamirPas encore d'évaluation
- Controle StationDocument3 pagesControle StationKACIMIPas encore d'évaluation
- DeversDocument8 pagesDeversKhawla MelkiPas encore d'évaluation
- Rapport D'identification GNT 0-31,5Document1 pageRapport D'identification GNT 0-31,5Reda ChouafPas encore d'évaluation
- Ashley Projet TechDocument34 pagesAshley Projet Techashley.takamPas encore d'évaluation
- 2-Evaluation Des Risques 2Document24 pages2-Evaluation Des Risques 2Mohamed Akram100% (1)
- Rappels TechniquesDocument1 pageRappels TechniquesPentapin TimexPas encore d'évaluation
- Check Liste Compacteur-1Document1 pageCheck Liste Compacteur-1Amin HATIMIPas encore d'évaluation
- COPREC Services GénérauxDocument2 pagesCOPREC Services GénérauxGaétanPas encore d'évaluation
- Model Fiche Pointage Materiels Par Mois ABDELAHDocument2 pagesModel Fiche Pointage Materiels Par Mois ABDELAHNour EddinePas encore d'évaluation
- Ag Sol - BassamDocument16 pagesAg Sol - BassamMamadou TourePas encore d'évaluation
- Ooreka Suivi Consommation CarburantDocument6 pagesOoreka Suivi Consommation CarburantParc Elyes100% (1)
- PPSPS PresticomDocument59 pagesPPSPS PresticomKouakou Jean Marc GbokoPas encore d'évaluation
- Pre-Commissioning & Commissioning Vendor List ProcedureDocument4 pagesPre-Commissioning & Commissioning Vendor List ProcedurestephanePas encore d'évaluation
- Mode Operatoire - Pipe PDFDocument4 pagesMode Operatoire - Pipe PDFhind ennouajiPas encore d'évaluation
- Fiche D'evaluation EIFFAGEDocument1 pageFiche D'evaluation EIFFAGEPedro VictorPas encore d'évaluation
- 1.1 - 402-Ent-Inf-Dce-Mai-Gcv-05045-006-BDocument93 pages1.1 - 402-Ent-Inf-Dce-Mai-Gcv-05045-006-BAnassPas encore d'évaluation
- DécompteDocument6 pagesDécompteSamen LempirePas encore d'évaluation
- Plan Hqse Verne MarocDocument17 pagesPlan Hqse Verne MarocalidiPas encore d'évaluation
- 1 - Outil - État de Sécurité ISO Vs 3.0Document35 pages1 - Outil - État de Sécurité ISO Vs 3.0Hicham NiamanePas encore d'évaluation
- CPS College Oulad Ziane 08-11-2014Document69 pagesCPS College Oulad Ziane 08-11-2014DjaouadPas encore d'évaluation
- Fiche Technique Produit GNT 0-31.5Document1 pageFiche Technique Produit GNT 0-31.5HASSEINE ALIPas encore d'évaluation
- FT EQUATEX Gabon 2018Document2 pagesFT EQUATEX Gabon 2018cedd100% (2)
- PV OprDocument5 pagesPV Opryoussouf tourePas encore d'évaluation
- 45 - Inspection Échangeurs 00952 - A - FDocument5 pages45 - Inspection Échangeurs 00952 - A - FWilson Njange100% (1)
- PV Inspection CommuneDocument3 pagesPV Inspection CommunekdsessionsPas encore d'évaluation
- P1C3-Formulaire Fiche IdentitéDocument1 pageP1C3-Formulaire Fiche Identitémoustafa officielPas encore d'évaluation
- Business PlanDocument16 pagesBusiness PlanABDELAZIZ MOUHAPas encore d'évaluation
- 2209 Olms Cint Exe Doc 001Document21 pages2209 Olms Cint Exe Doc 001AminePas encore d'évaluation
- Béton Armé 1 - EMG - CoursDocument107 pagesBéton Armé 1 - EMG - CoursNOHAYLA JouigaPas encore d'évaluation
- STEULER-OCP-ModeOperatoire JFC5 3386E22Document35 pagesSTEULER-OCP-ModeOperatoire JFC5 3386E22Salah znibiPas encore d'évaluation
- CCTP Lot SERRURERIEDocument6 pagesCCTP Lot SERRURERIEespechePas encore d'évaluation
- Formulaire F-S-HSE-ENV-02-4 - Bulletin de Mise en Parc de Stockage Temporaire - V2Document1 pageFormulaire F-S-HSE-ENV-02-4 - Bulletin de Mise en Parc de Stockage Temporaire - V2Zakaria Zéko BennaouiPas encore d'évaluation
- Ce - Pr.1528a.20 Man 01Document5 pagesCe - Pr.1528a.20 Man 01Zakaria Zéko BennaouiPas encore d'évaluation
- Ce - Pr.1532a.20 Man 05Document5 pagesCe - Pr.1532a.20 Man 05Zakaria Zéko BennaouiPas encore d'évaluation
- Risque D'incendieDocument42 pagesRisque D'incendieZakaria Zéko BennaouiPas encore d'évaluation
- Ce - Pr.1528a.20 Man 01Document5 pagesCe - Pr.1528a.20 Man 01Zakaria Zéko BennaouiPas encore d'évaluation
- Fiche IndividuelleDocument3 pagesFiche IndividuelleZakaria Zéko BennaouiPas encore d'évaluation
- Risques ChimiquesDocument31 pagesRisques ChimiquesZakaria Zéko BennaouiPas encore d'évaluation
- Réussir Aux Différentes Évaluations D'un Entretien Part 1Document30 pagesRéussir Aux Différentes Évaluations D'un Entretien Part 1Daniel Constant AttaPas encore d'évaluation
- These ND PAreconf VF PDFDocument174 pagesThese ND PAreconf VF PDFRachid HamianiPas encore d'évaluation
- Katalogs-19-Fusibles A Couteaux NHDocument8 pagesKatalogs-19-Fusibles A Couteaux NHhakimPas encore d'évaluation
- Audit Cycle VenteDocument38 pagesAudit Cycle VenteaminePas encore d'évaluation
- Gagner de L'argent Avec YoutubeDocument7 pagesGagner de L'argent Avec Youtubeanon_811149744Pas encore d'évaluation
- TP 02 La Masse VolumiqueDocument5 pagesTP 02 La Masse VolumiqueDai MentPas encore d'évaluation
- Guide de Logiciel Sap20000 CopierDocument54 pagesGuide de Logiciel Sap20000 CopierAbdou HababaPas encore d'évaluation
- Fin OofDocument24 pagesFin OofAhmed Ouss0% (1)
- CONDUITE TP2 Avec Quadrillage (1) 2Document6 pagesCONDUITE TP2 Avec Quadrillage (1) 2Agbatou Jean Baptiste N'chiepoPas encore d'évaluation
- L1 - GPL - Cours Numéro 01 La QualitéDocument13 pagesL1 - GPL - Cours Numéro 01 La Qualitéformation distancePas encore d'évaluation
- Guide Satellite Clubs FRDocument4 pagesGuide Satellite Clubs FRsoufiane mrabetPas encore d'évaluation
- Document 1249Document11 pagesDocument 1249MrYodaaPas encore d'évaluation
- Practice+exam+chap+3 - 1 - 1Document7 pagesPractice+exam+chap+3 - 1 - 1Box OfficePas encore d'évaluation
- Tome 2 Impacts EnvironnementauxDocument49 pagesTome 2 Impacts EnvironnementauxUlrich Ralph NjoyaPas encore d'évaluation
- InstallationDocument9 pagesInstallationfatihaPas encore d'évaluation
- T.D. N°2 - Les AmortissementsDocument3 pagesT.D. N°2 - Les Amortissementsangelinaa.bento05Pas encore d'évaluation
- Question Et Réponse 4Document15 pagesQuestion Et Réponse 4saraPas encore d'évaluation
- Cour 1 - VirtualisationDocument24 pagesCour 1 - Virtualisationjeremie zehouPas encore d'évaluation
- Mouteur DCDocument7 pagesMouteur DCElmokh LassaadPas encore d'évaluation
- Aid Memoire XP 18-545Document2 pagesAid Memoire XP 18-545Lotfi Merabet75% (4)
- UN ASPECT MÉCONNU D'AVALOKITEŚVARA - de MallmannDocument9 pagesUN ASPECT MÉCONNU D'AVALOKITEŚVARA - de MallmannClaudia RamassoPas encore d'évaluation
- Premier Exercice: (7 Points) Chauffe-Eau Solaire: Lire Attentivement L'extrait Suivant Puis Répondre Aux QuestionsDocument4 pagesPremier Exercice: (7 Points) Chauffe-Eau Solaire: Lire Attentivement L'extrait Suivant Puis Répondre Aux QuestionsHouda ChanPas encore d'évaluation
- UM Operation Manual FRFR 27021611646554123Document299 pagesUM Operation Manual FRFR 27021611646554123Georges TaradauxPas encore d'évaluation
- Entretien Du Reseau D'Eclairage Public Au Sein de La CommuneDocument24 pagesEntretien Du Reseau D'Eclairage Public Au Sein de La CommuneMProd AmmoPas encore d'évaluation
- Guide Investir Dans Les PME en AfriqueDocument74 pagesGuide Investir Dans Les PME en AfriquePDG EYAFPas encore d'évaluation
- T 200 IDocument36 pagesT 200 Iref100% (1)
- RégimeDocument12 pagesRégimeernestito2010Pas encore d'évaluation
- UltrafiltrationDocument10 pagesUltrafiltrationsoufyanePas encore d'évaluation
- Déformé D'un Portique Bi-Encastré: Câble de Branchement Câbles Vers Les Appuis Du PortiqueDocument11 pagesDéformé D'un Portique Bi-Encastré: Câble de Branchement Câbles Vers Les Appuis Du PortiqueFarahBoughanmiPas encore d'évaluation
- SigmaDocument2 pagesSigmaAli KPas encore d'évaluation
- L'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)D'EverandL'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)Évaluation : 4 sur 5 étoiles4/5 (3032)
- Secrets ancestraux d'un maître guérisseur: Un sceptique occidental, un maître oriental et les plus grands secrets de la vieD'EverandSecrets ancestraux d'un maître guérisseur: Un sceptique occidental, un maître oriental et les plus grands secrets de la vieÉvaluation : 5 sur 5 étoiles5/5 (2)
- Améliorer votre mémoire: Un Guide pour l'augmentation de la puissance du cerveau, utilisant des techniques et méthodesD'EverandAméliorer votre mémoire: Un Guide pour l'augmentation de la puissance du cerveau, utilisant des techniques et méthodesÉvaluation : 5 sur 5 étoiles5/5 (2)
- Semer avec succès pour rassembler avec abundance. Jardin organique et synergique: Calcul des meilleurs jours pour l'ensemencement de chaque légumeD'EverandSemer avec succès pour rassembler avec abundance. Jardin organique et synergique: Calcul des meilleurs jours pour l'ensemencement de chaque légumePas encore d'évaluation
- La vie des abeilles: Prix Nobel de littératureD'EverandLa vie des abeilles: Prix Nobel de littératureÉvaluation : 4 sur 5 étoiles4/5 (41)
- Manuel de fabrication du savon: Je fabrique mes savons facilementD'EverandManuel de fabrication du savon: Je fabrique mes savons facilementÉvaluation : 5 sur 5 étoiles5/5 (4)
- 20 Véritables remèdes de nos grands-mères pour maigrir vite et enfin perdre du poidsD'Everand20 Véritables remèdes de nos grands-mères pour maigrir vite et enfin perdre du poidsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Harmonisation Energétique des Personnes: Manuel de Curothérapie 2020D'EverandHarmonisation Energétique des Personnes: Manuel de Curothérapie 2020Évaluation : 4 sur 5 étoiles4/5 (8)
- Approvisionnement et traitement de l’eau: Les Grands Articles d'UniversalisD'EverandApprovisionnement et traitement de l’eau: Les Grands Articles d'UniversalisPas encore d'évaluation
- Le B.A.-Ba de la communication: Comment convaincre, informer, séduire ?D'EverandLe B.A.-Ba de la communication: Comment convaincre, informer, séduire ?Évaluation : 3 sur 5 étoiles3/5 (1)
- Harmonisation Energétique des Lieux: Habitat et haut-lieux sacrés 2020D'EverandHarmonisation Energétique des Lieux: Habitat et haut-lieux sacrés 2020Évaluation : 2.5 sur 5 étoiles2.5/5 (3)
- Transformez votre vie: Utilisez le pouvoir créateur qui est en vous pour construire votre vie à l'image de ce que vous voulez qu'elle soitD'EverandTransformez votre vie: Utilisez le pouvoir créateur qui est en vous pour construire votre vie à l'image de ce que vous voulez qu'elle soitÉvaluation : 4 sur 5 étoiles4/5 (14)
- L'Ombre à l'Univers: La structure des particules élémentaires XIIfD'EverandL'Ombre à l'Univers: La structure des particules élémentaires XIIfPas encore d'évaluation
- Technologie automobile: Les Grands Articles d'UniversalisD'EverandTechnologie automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- 500 secrets pour avoir un potager merveilleuxD'Everand500 secrets pour avoir un potager merveilleuxÉvaluation : 2 sur 5 étoiles2/5 (1)
- Histoire de la psychologie scientifique: De la naissance de la psychologie à la neuropsychologie et aux champs d'application les plus actuelsD'EverandHistoire de la psychologie scientifique: De la naissance de la psychologie à la neuropsychologie et aux champs d'application les plus actuelsPas encore d'évaluation
- Enseigner une Langue Etrangère Par l’Apprentissage HybrideD'EverandEnseigner une Langue Etrangère Par l’Apprentissage HybridePas encore d'évaluation
- Jus de Fruits et de Légumes Crus: 57 recettes faciles et un Guide Pratique Complet pour améliorer votre alimentation .: Santé, Vitalité et Minceur, avec ... ET DURABLEMENTD'EverandJus de Fruits et de Légumes Crus: 57 recettes faciles et un Guide Pratique Complet pour améliorer votre alimentation .: Santé, Vitalité et Minceur, avec ... ET DURABLEMENTPas encore d'évaluation
- Géologie de l'Amérique: Les Grands Articles d'UniversalisD'EverandGéologie de l'Amérique: Les Grands Articles d'UniversalisPas encore d'évaluation
- 160 ressources pour se lancer dans la vidéo quand on n’y connait rienD'Everand160 ressources pour se lancer dans la vidéo quand on n’y connait rienPas encore d'évaluation
- Anatomie & 100 étirements essentiels pour le running: Principes de base, Techniques, Tableaux de séries, Précautions à prendre, Conseils, Programmes d'étirementsD'EverandAnatomie & 100 étirements essentiels pour le running: Principes de base, Techniques, Tableaux de séries, Précautions à prendre, Conseils, Programmes d'étirementsPas encore d'évaluation
- Automatique: Les Grands Articles d'UniversalisD'EverandAutomatique: Les Grands Articles d'UniversalisPas encore d'évaluation