Vous aimerez peut-être aussi
- Modélisation de l'ingénierie publique: Tome 3 : Mode d'emploi du ModèleD'EverandModélisation de l'ingénierie publique: Tome 3 : Mode d'emploi du ModèleÉvaluation : 5 sur 5 étoiles5/5 (1)
- Évaluations nationales des acquis scolaires, Volume 3: Mettre en oeuvre une évaluation nationale des acquis scolairesD'EverandÉvaluations nationales des acquis scolaires, Volume 3: Mettre en oeuvre une évaluation nationale des acquis scolairesÉvaluation : 1 sur 5 étoiles1/5 (1)
- Rapport de Stage CDG DevDocument14 pagesRapport de Stage CDG DevMeryemMaqboubPas encore d'évaluation
- Guide Marocain Des Associations NoRestrictionDocument6 pagesGuide Marocain Des Associations NoRestrictionMouguelisYoussefPas encore d'évaluation
- Rapport de Stage Final Aya MdemaghDocument44 pagesRapport de Stage Final Aya MdemaghYousra Abarkan100% (1)
- Ofppt PrésentationDocument1 pageOfppt Présentationtakad4073Pas encore d'évaluation
- Mémoire Assurance 2Document184 pagesMémoire Assurance 2oumaimadoukali01Pas encore d'évaluation
- MEMOIREDocument21 pagesMEMOIREAdam LamchahabPas encore d'évaluation
- Expossursupplychainmanagement 170105231340Document28 pagesExpossursupplychainmanagement 170105231340leo messiPas encore d'évaluation
- Presentation Reforme de Transport Routiers de Marchandises Au Maroc 2023Document18 pagesPresentation Reforme de Transport Routiers de Marchandises Au Maroc 2023Nohayla KhaiderPas encore d'évaluation
- Lmou9ef MaDocument19 pagesLmou9ef Maamalouk chaymaaPas encore d'évaluation
- Rapport FinalDocument78 pagesRapport FinalOussama CheraibiPas encore d'évaluation
- Présentation Sur La Compagnie de Transport Marocaine CTM: Réaliser ParDocument14 pagesPrésentation Sur La Compagnie de Transport Marocaine CTM: Réaliser ParMama SihamPas encore d'évaluation
- Stage D Observation Islam - TIMARDocument46 pagesStage D Observation Islam - TIMAREssemlali IsslamPas encore d'évaluation
- ERDF - Dossier Evaluation LinkyDocument32 pagesERDF - Dossier Evaluation LinkyJean-Pierre Barbeau100% (1)
- Mon Rapport FinalDocument19 pagesMon Rapport FinalRéda Bamous100% (1)
- Rapp Logistique Word To PDFDocument20 pagesRapp Logistique Word To PDFهجار العاقلPas encore d'évaluation
- Corrigé DS 2017Document5 pagesCorrigé DS 2017thouraya hadj hassenPas encore d'évaluation
- Introduction à la douane commerciale au Canada: Comprendre les procédures douanières d'importation de marchandisesD'EverandIntroduction à la douane commerciale au Canada: Comprendre les procédures douanières d'importation de marchandisesPas encore d'évaluation
- Démarche Qualité Et Changement Organisationnel en PMEDocument23 pagesDémarche Qualité Et Changement Organisationnel en PMEAhmed ait ben hassanPas encore d'évaluation
- CV Acheteur Bouhant - 1Document1 pageCV Acheteur Bouhant - 1FlorentPas encore d'évaluation
- FinalDocument39 pagesFinalKhalil IdrissiPas encore d'évaluation
- PFE L'innovation en SCM Levier de La Performance Des EntreprisesDocument92 pagesPFE L'innovation en SCM Levier de La Performance Des EntreprisesKhadija MarwanPas encore d'évaluation
- Pfe Version Finale MasterDocument97 pagesPfe Version Finale MasterHamza BsfPas encore d'évaluation
- DEFELIX (Fonction RH)Document25 pagesDEFELIX (Fonction RH)tarikovePas encore d'évaluation
- These Taher HASSANDocument294 pagesThese Taher HASSANel ouafiPas encore d'évaluation
- Kiabi: Top Employer 2011Document6 pagesKiabi: Top Employer 2011Romain NavelloPas encore d'évaluation
- UML: Entrepot PDFDocument7 pagesUML: Entrepot PDFperico1962Pas encore d'évaluation
- Manuel Logistique Psa Peugeot Citroen (MLP) Version - Ilfc - Rfla10 - 0003 v4 Introduction v4 1Document163 pagesManuel Logistique Psa Peugeot Citroen (MLP) Version - Ilfc - Rfla10 - 0003 v4 Introduction v4 1Foued RjibaPas encore d'évaluation
- Pfa 1Document41 pagesPfa 1ouameur abderrahimPas encore d'évaluation
- Externalisation MarocDocument20 pagesExternalisation MarocbastaniPas encore d'évaluation
- Pfe Management Supply Chain 2022 Latest Update 13-07-22Document60 pagesPfe Management Supply Chain 2022 Latest Update 13-07-22Mahmoud HanouchePas encore d'évaluation
- Master Mention Economie de La Firme Et Des Marchés Spécialité E-Achats Et MarchésDocument41 pagesMaster Mention Economie de La Firme Et Des Marchés Spécialité E-Achats Et Marchésidrissi_cabinet_bencherifPas encore d'évaluation
- Rapport de Stage Final (Niss)Document53 pagesRapport de Stage Final (Niss)taoufiq chguirefPas encore d'évaluation
- ComanavDocument15 pagesComanavHoud100% (1)
- RAPPORT DE STAGE-RIVERA METAL-SERVICE IMPORT-converti (Enregistré Automatiquement)Document33 pagesRAPPORT DE STAGE-RIVERA METAL-SERVICE IMPORT-converti (Enregistré Automatiquement)Atif HernafiPas encore d'évaluation
- Les Technique D'evaluation FC VFDocument23 pagesLes Technique D'evaluation FC VFChaymae SerradPas encore d'évaluation
- Manuel de Meilleures Pratiques: L Etiquette Logistique ETL Avis D ExpeditionDocument38 pagesManuel de Meilleures Pratiques: L Etiquette Logistique ETL Avis D ExpeditionAbderrahim EzzaghyryPas encore d'évaluation
- Techniques de Négociation Avec Les FournisseursDocument2 pagesTechniques de Négociation Avec Les FournisseursTrainer Ayoub Al AjroudiPas encore d'évaluation
- Gestion de La Production LicenceDocument29 pagesGestion de La Production LicenceJibhar samuel KromanPas encore d'évaluation
- Amélioration Logistique MémoireDocument137 pagesAmélioration Logistique MémoireKassi FranckPas encore d'évaluation
- Securite D'entrepôtDocument15 pagesSecurite D'entrepôtJean Jacques BabouPas encore d'évaluation
- 533 D 1159 DaacfDocument3 pages533 D 1159 DaacfMoncef ChaouiPas encore d'évaluation
- MON Dossier GO Culture ManagérialeDocument39 pagesMON Dossier GO Culture ManagérialeSephora KapilukwaPas encore d'évaluation
- PDF Importancia Del Agua y Energia Solar - CompressDocument12 pagesPDF Importancia Del Agua y Energia Solar - CompressYanii RojasPas encore d'évaluation
- APA1Document23 pagesAPA1Mohammed KhamarPas encore d'évaluation
- Mémoire de Fin D'étude Ait Ouali Fatima ZohraDocument121 pagesMémoire de Fin D'étude Ait Ouali Fatima Zohraakikabdo0100% (1)
- Pfe Ihssan 2022Document78 pagesPfe Ihssan 2022Asmae ElPas encore d'évaluation
- These PDFDocument385 pagesThese PDFZahira JbiraPas encore d'évaluation
- Swot SancellaDocument8 pagesSwot SancellaAmira WarhéniPas encore d'évaluation
- Rapport de SALMA CorrectionDocument24 pagesRapport de SALMA CorrectionMonsif ElyachiouiPas encore d'évaluation
- 1.statistique Appliquée À La Logistique PDFDocument18 pages1.statistique Appliquée À La Logistique PDFmouahi1862100% (2)
- Gartner PhaseDocument293 pagesGartner PhasehanharinPas encore d'évaluation
- Rapport Pfa - MergedDocument61 pagesRapport Pfa - Mergedtakwin copiePas encore d'évaluation
- Rapport PrettlDocument44 pagesRapport PrettlIkram AsaidiPas encore d'évaluation
- Mémoire PFE - Megaiz Et Nouçair - GI 2020Document117 pagesMémoire PFE - Megaiz Et Nouçair - GI 2020Lagoumiri ABDELILAHPas encore d'évaluation
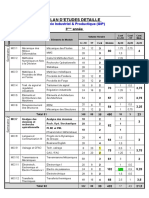
- Plan Etudes-GIP 3A 4A 5ADocument3 pagesPlan Etudes-GIP 3A 4A 5AZakariae ZâamounPas encore d'évaluation
- Pfa-Version-4 2Document36 pagesPfa-Version-4 2Boda LewisPas encore d'évaluation
- L' APPRENTISSAGE VISIBLE POUR LES ENSEIGNANTS: Connaître son impact pour maximiser le rendement des élèvesD'EverandL' APPRENTISSAGE VISIBLE POUR LES ENSEIGNANTS: Connaître son impact pour maximiser le rendement des élèvesPas encore d'évaluation
- Finance offshore et paradis fiscaux: Légal ou illégal?D'EverandFinance offshore et paradis fiscaux: Légal ou illégal?Pas encore d'évaluation
- Dette Et Financement de LDocument20 pagesDette Et Financement de LAya MDEMAGHPas encore d'évaluation
- Management Interculturel 2Document9 pagesManagement Interculturel 2Aya MDEMAGHPas encore d'évaluation
- Club CréativitéDocument10 pagesClub CréativitéAya MDEMAGHPas encore d'évaluation
- Charge AménagementDocument1 pageCharge AménagementAya MDEMAGHPas encore d'évaluation
- Commerce Bilat en 2018Document6 pagesCommerce Bilat en 2018Aya MDEMAGHPas encore d'évaluation
- Le LuxeDocument1 pageLe LuxeAya MDEMAGHPas encore d'évaluation
- Presentation SoutenanceDocument25 pagesPresentation Soutenancemorris DUKULYPas encore d'évaluation
- Memoire FirewallDocument97 pagesMemoire FirewallLou LoulouPas encore d'évaluation
- Bvah 52Document109 pagesBvah 52Harold de MoffartsPas encore d'évaluation
- 14 Systeme Éducatif Algérien PDFDocument19 pages14 Systeme Éducatif Algérien PDFZeyneb Enseignante0% (1)
- Liste Principale Des Candidats Admis Au Concours D'accès Au Master GMPMDocument1 pageListe Principale Des Candidats Admis Au Concours D'accès Au Master GMPMOutmane KachachPas encore d'évaluation
- Cloud ComputingDocument25 pagesCloud ComputinghalimPas encore d'évaluation
- Série N°4 Gestion Comptable Des Stocks Bac 2022-2023Document4 pagesSérie N°4 Gestion Comptable Des Stocks Bac 2022-2023maaloulfarah8Pas encore d'évaluation
- 07 Exos Prod Scalaire Geo RepereeDocument10 pages07 Exos Prod Scalaire Geo RepereeVitaliy BushuevPas encore d'évaluation
- TD N°3 S.AlimentairesDocument45 pagesTD N°3 S.AlimentairesSagacious IvejutenPas encore d'évaluation
- 0 PDFDocument3 pages0 PDFДжалала ХілаліPas encore d'évaluation
- Firestone (Kygo)Document3 pagesFirestone (Kygo)bengt_berglundPas encore d'évaluation
- Liste Dépicerie VégétarienneDocument2 pagesListe Dépicerie Végétariennesandrinemode100% (1)
- Rapport PFE VFDocument82 pagesRapport PFE VFrarzi12100% (1)
- Statuts Renault Sa Ag 15.06.17Document20 pagesStatuts Renault Sa Ag 15.06.17aminata aboudramanePas encore d'évaluation
- Lettre de Motivation NACHAT OssamaDocument1 pageLettre de Motivation NACHAT OssamaOssama NachatPas encore d'évaluation
- Assainissement Lit Filtrant (SOTRALENTZ) Fiche-UtilisateurPLASTEPURDocument64 pagesAssainissement Lit Filtrant (SOTRALENTZ) Fiche-UtilisateurPLASTEPURValcenyPas encore d'évaluation
- Les Pratiques Funéraires Néolithiques Avant 3500 Av J-C en France Et Dans Les Régions LimitrophesDocument310 pagesLes Pratiques Funéraires Néolithiques Avant 3500 Av J-C en France Et Dans Les Régions LimitrophesGerardo Gómez RuizPas encore d'évaluation
- Chap 1Document53 pagesChap 1hamid kamalPas encore d'évaluation
- Bilan Hydrique Des Sols Et Recharge de La Nappe Profonde de La Plaine Du Gharb (Maroc) PDFDocument7 pagesBilan Hydrique Des Sols Et Recharge de La Nappe Profonde de La Plaine Du Gharb (Maroc) PDFBck RymPas encore d'évaluation
- Dell Emc Poweredge r650xs Technical Guide FRDocument61 pagesDell Emc Poweredge r650xs Technical Guide FRImen Makhlouf Ben AyedPas encore d'évaluation
- EN 1090-2 01-07-2010 Cle783afcDocument20 pagesEN 1090-2 01-07-2010 Cle783afcfontainePas encore d'évaluation
- CGV SANIFER-Juillet 2022Document5 pagesCGV SANIFER-Juillet 2022Cyanno Michael RANDRIAMIADANARISOAPas encore d'évaluation
- Eolienne CorrigeDocument6 pagesEolienne CorrigeJad AyaPas encore d'évaluation
- Guide RDocument797 pagesGuide RKamel KamelPas encore d'évaluation
- Chapitre 2 Integration NumériqueDocument18 pagesChapitre 2 Integration NumériqueSarah BardiPas encore d'évaluation
- Guide D Accompagnement - Le Petit PoucetDocument15 pagesGuide D Accompagnement - Le Petit Poucetآلبرت خلیلPas encore d'évaluation
- Marketing Comportement Consommateur DistributionDocument83 pagesMarketing Comportement Consommateur Distributionnguyen100% (2)
- Exposé Durée Du Travail KASSOU FinalDocument27 pagesExposé Durée Du Travail KASSOU FinalAya BaroudiPas encore d'évaluation
- Exercice Compta KchiriDocument9 pagesExercice Compta KchiriTàHàà ZRPas encore d'évaluation
- Normes Comptables InternationalesDocument10 pagesNormes Comptables InternationalesAbdou Diatta100% (1)