Vous aimerez peut-être aussi
- MIJNO - Gamme MNTDocument8 pagesMIJNO - Gamme MNTLuis ZutaraPas encore d'évaluation
- TD Disponibilite 2gecsiDocument4 pagesTD Disponibilite 2gecsiÀLì Bk100% (1)
- dc31 3st 2023 2Document4 pagesdc31 3st 2023 2labossefPas encore d'évaluation
- Dc-l3cfm Novembre 2020 Fao-FDocument6 pagesDc-l3cfm Novembre 2020 Fao-Fhannachi medaminePas encore d'évaluation
- DC-Novembre 2019 - CNC-1Document4 pagesDC-Novembre 2019 - CNC-1hannachi medaminePas encore d'évaluation
- Planification Ordonnacement Séance 4Document16 pagesPlanification Ordonnacement Séance 4Brahim Khizrane100% (1)
- CF 2021 Avec Corrigé Compta Analy Section CDocument4 pagesCF 2021 Avec Corrigé Compta Analy Section CSimo MnhPas encore d'évaluation
- Serie Theorie de CoupeDocument9 pagesSerie Theorie de Coupezouga zougaPas encore d'évaluation
- 4544 Ni 92216100Document35 pages4544 Ni 92216100Didier TsheyaPas encore d'évaluation
- 4 SC Tech Ds3!13!14 DT FinalDocument5 pages4 SC Tech Ds3!13!14 DT Finalhassen mezniPas encore d'évaluation
- TPLM S10Document12 pagesTPLM S10Chakib BenmhamedPas encore d'évaluation
- Beton PrecontraineDocument30 pagesBeton PrecontraineHadi MoussaPas encore d'évaluation
- Compte Rendu:: Influence Des Paramètres de Coupe Sur L'état de SurfaceDocument10 pagesCompte Rendu:: Influence Des Paramètres de Coupe Sur L'état de SurfaceFerchichi HajerPas encore d'évaluation
- Devoir de Synthèse N°3 2010 2011 (Ben Abdallah Marouan) PDFDocument16 pagesDevoir de Synthèse N°3 2010 2011 (Ben Abdallah Marouan) PDFmohamed1101Pas encore d'évaluation
- Corrigés Capacité Charge ENIT Oct21Document20 pagesCorrigés Capacité Charge ENIT Oct21Oumaima Ben SaidPas encore d'évaluation
- TSMFM FF V1-2014 - ÉnoncéDocument15 pagesTSMFM FF V1-2014 - ÉnoncéAyoub CharkaniPas encore d'évaluation
- Devoir de Contrôle N°3 2013 2014 (Couche Moncef)Document8 pagesDevoir de Contrôle N°3 2013 2014 (Couche Moncef)Ayman TrikiPas encore d'évaluation
- Institut Supérieur Des Études Technologiques de Gafsa5Document2 pagesInstitut Supérieur Des Études Technologiques de Gafsa5Hamdi NefetiPas encore d'évaluation
- Grundfosliterature 1191307Document11 pagesGrundfosliterature 1191307David JayPas encore d'évaluation
- ANALYSE GRANULOMETRIQUE Sable Et GravierDocument4 pagesANALYSE GRANULOMETRIQUE Sable Et GravierLamri Moulay LahcenePas encore d'évaluation
- Intorq Bfk457 FRDocument12 pagesIntorq Bfk457 FRbelcadPas encore d'évaluation
- DS Maintenance 18-19Document3 pagesDS Maintenance 18-19Sidi MohamedPas encore d'évaluation
- Spit Maxima TigesDocument4 pagesSpit Maxima TigesouniPas encore d'évaluation
- Output 19Document20 pagesOutput 19lahjouji imanePas encore d'évaluation
- DS Emergence 3+MOB+Etude TecDocument64 pagesDS Emergence 3+MOB+Etude TecvittozaxPas encore d'évaluation
- Compte Rendu TP FAODocument8 pagesCompte Rendu TP FAOala dinne hajriPas encore d'évaluation
- CalculcoupleDocument9 pagesCalculcoupleGerfelin Nsinda MambaPas encore d'évaluation
- 3901 Ni 92252042Document49 pages3901 Ni 92252042MOHAM BELHOUDAPas encore d'évaluation
- TSMFM Fin de Formation 2014 v1Document15 pagesTSMFM Fin de Formation 2014 v1Ami ne100% (1)
- TSMFM Fin de Formation 2014 V1Document17 pagesTSMFM Fin de Formation 2014 V1Abdo DahbyPas encore d'évaluation
- Circuit Concassage SCMDocument18 pagesCircuit Concassage SCMJoseph RubonekaPas encore d'évaluation
- TD 2022 - 2023Document3 pagesTD 2022 - 2023Med JDPas encore d'évaluation
- 2 Solution MachinesParallà LesDocument8 pages2 Solution MachinesParallà LesAbderrahim DaouajiPas encore d'évaluation
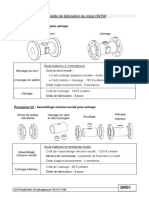
- Procédés de Fabrication Du Corps DN100: Processus C1: Moulage Puis UsinageDocument10 pagesProcédés de Fabrication Du Corps DN100: Processus C1: Moulage Puis UsinageHichem ArfaouiPas encore d'évaluation
- FT 38.3 Elévateur À Godets ED12 & EE14 Poste de Commande Et BandeDocument1 pageFT 38.3 Elévateur À Godets ED12 & EE14 Poste de Commande Et BandeChabane OubarechePas encore d'évaluation
- Bureau Des M Thodes FRDocument10 pagesBureau Des M Thodes FRMhamad TaklaPas encore d'évaluation
- Métré Et Durée Des TâchesDocument8 pagesMétré Et Durée Des Tâchesapi-700752820Pas encore d'évaluation
- Ikram StageDocument2 pagesIkram StageYosra SghaierPas encore d'évaluation
- Série OPT CorrigéeDocument3 pagesSérie OPT CorrigéeMohamed BOUCHAHLATA100% (5)
- Chap1 - Conception Des Pieces MouleesDocument48 pagesChap1 - Conception Des Pieces MouleesBouthayna HajjiPas encore d'évaluation
- Controle Esa101Document2 pagesControle Esa101MOHAM BELHOUDAPas encore d'évaluation
- Calcul de Nervure PDFDocument15 pagesCalcul de Nervure PDFGuillaume HOUNAKE100% (6)
- Mise en Forme Des Matériaux Par ForgeageDocument45 pagesMise en Forme Des Matériaux Par ForgeageMohamed ATOUFIPas encore d'évaluation
- O OrdonnancementDocument37 pagesO Ordonnancementmessadi rajaPas encore d'évaluation
- Omocn MTP06 PDFDocument90 pagesOmocn MTP06 PDFBadr HadriPas encore d'évaluation
- Caracteristici Materiale Surub PiulitaDocument2 pagesCaracteristici Materiale Surub PiulitaMunteanu MihaiPas encore d'évaluation
- 1-TD - Durée de VieDocument5 pages1-TD - Durée de Viedayzen jiff100% (1)
- Exo Avec CorrigéDocument2 pagesExo Avec CorrigéJabir Arif100% (1)
- TP EdmDocument6 pagesTP EdmOussama Abdesslam AÏSSAPas encore d'évaluation
- Datasheet PDF 00021 - 2020 02 - FRF - PRODATSH - Thermostatic Valve Preset KV - COMAPDocument8 pagesDatasheet PDF 00021 - 2020 02 - FRF - PRODATSH - Thermostatic Valve Preset KV - COMAPVincent GANNEVALPas encore d'évaluation
- Efm Planification Du Chantier Tsgo 2021Document4 pagesEfm Planification Du Chantier Tsgo 2021Younes AssissPas encore d'évaluation
- Examen Productique1 2019-CorrigéDocument3 pagesExamen Productique1 2019-CorrigéThouraya SaddiPas encore d'évaluation
- BiocéramiquesDocument43 pagesBiocéramiquesBoubou FouadPas encore d'évaluation
- Sujet 1 FAODocument8 pagesSujet 1 FAOTheodoreofficielPas encore d'évaluation
- Examen CM 06012021Document3 pagesExamen CM 06012021khaoula bezzinePas encore d'évaluation
- 2484 08 Etude de Phase - Exercice PDFDocument2 pages2484 08 Etude de Phase - Exercice PDFPse UdoPas encore d'évaluation
- Mesure de Carotte Et Déflexion de L'arase Avant ConstructionDocument1 pageMesure de Carotte Et Déflexion de L'arase Avant ConstructionN'cho Edouard BrouPas encore d'évaluation
- Moteurs Asynchrone Ie4Document8 pagesMoteurs Asynchrone Ie4YùriJiroùÈchiroPas encore d'évaluation
- Devoir de Maison Décembre 2021Document12 pagesDevoir de Maison Décembre 2021achraf karouiPas encore d'évaluation
- Fiscalité 2023Document4 pagesFiscalité 2023Dieudonné GBEMENOUPas encore d'évaluation
- TD Droit Des SociétésDocument14 pagesTD Droit Des SociétésImane El KasmiPas encore d'évaluation
- Construction D'un Palettier VFDocument33 pagesConstruction D'un Palettier VFdupuy100% (2)
- Rapport D'activité Octobre 2020Document9 pagesRapport D'activité Octobre 2020OWOLABI ROSEPas encore d'évaluation
- Cartographie Des Centres de Promotion de La Femme Et de La Famille Fichier 1Document40 pagesCartographie Des Centres de Promotion de La Femme Et de La Famille Fichier 1LeuchiPas encore d'évaluation
- Politique Agricole Et Stratégie de Développement Du Niger de 1960 À Notre JourDocument7 pagesPolitique Agricole Et Stratégie de Développement Du Niger de 1960 À Notre Jourmaigandi adoPas encore d'évaluation
- Quittance Octobre RichardDocument1 pageQuittance Octobre RichardSteeven DangladesPas encore d'évaluation
- Brochure NV 2022-2023Document8 pagesBrochure NV 2022-2023Souhail JmilaPas encore d'évaluation
- Venez Découvrir Nos Nouvelles FormationsDocument12 pagesVenez Découvrir Nos Nouvelles Formationsfousseni karaPas encore d'évaluation
- GRH MSDG s2 (2023)Document85 pagesGRH MSDG s2 (2023)Laila RahPas encore d'évaluation
- TD 4 - Période 1980-86Document12 pagesTD 4 - Période 1980-86IngenieurPas encore d'évaluation
- Cloture JournauxDocument1 pageCloture JournauxRacha GhazoiniPas encore d'évaluation
- Memoire Optimisation de StockDocument119 pagesMemoire Optimisation de StockIsmael SanouPas encore d'évaluation
- Résumé de Votre Facture: Olivier Monnom & Corine Pirnay Rue de Corsal 28 1450 CHASTREDocument9 pagesRésumé de Votre Facture: Olivier Monnom & Corine Pirnay Rue de Corsal 28 1450 CHASTREcor.pirnayPas encore d'évaluation
- ITF2 S 1Document10 pagesITF2 S 1BOPas encore d'évaluation
- Presentation Efficacite Energetique Christophe GUZELDocument33 pagesPresentation Efficacite Energetique Christophe GUZELMouna FgPas encore d'évaluation
- Contrat Type Maintenance Froid ClimatisationDocument3 pagesContrat Type Maintenance Froid ClimatisationNailotte100% (1)
- Compensation Plan 2014 (FR)Document24 pagesCompensation Plan 2014 (FR)adama thionganePas encore d'évaluation
- Bordereau Vinted 5501173894Document1 pageBordereau Vinted 5501173894Laurent Thillaye du BoullayPas encore d'évaluation
- Matrice de Faisabilité ProjetDocument12 pagesMatrice de Faisabilité ProjetHajar Ou100% (1)
- Termes de Reference Pour L Elaboration Du Cadre Politique de ReinstallationDocument9 pagesTermes de Reference Pour L Elaboration Du Cadre Politique de Reinstallationchérif hadaminePas encore d'évaluation
- Sem SmoDocument2 pagesSem SmoIsmaël DialloPas encore d'évaluation
- Communication CorporateDocument15 pagesCommunication CorporateLola LandPas encore d'évaluation
- Contrat de Presentation de ServiceDocument4 pagesContrat de Presentation de ServiceMahmoud FakhryPas encore d'évaluation
- Examen CRM LP TECI 2022Document23 pagesExamen CRM LP TECI 2022KawTar KadriPas encore d'évaluation
- Cahier de Syllabus Des Sciences de La GestionDocument84 pagesCahier de Syllabus Des Sciences de La GestionSahbi DkhiliPas encore d'évaluation
- Arrêté Du 5 Octobre 2021 Agrément Établissement de Distribution en GrosDocument6 pagesArrêté Du 5 Octobre 2021 Agrément Établissement de Distribution en GrosAmel CHERKIPas encore d'évaluation
- Les Défis de La RSE À L'ère Du Numérique - Quel Apport de L'audit Social (PDFDrive)Document220 pagesLes Défis de La RSE À L'ère Du Numérique - Quel Apport de L'audit Social (PDFDrive)carton SPSPas encore d'évaluation
- Le TRSDocument4 pagesLe TRSStevy Mikala100% (1)
- Jihane Nabbar Pfe ( (ÈèDocument14 pagesJihane Nabbar Pfe ( (ÈènabbarjihanePas encore d'évaluation