Vous aimerez peut-être aussi
- 5.1.2 MOD3 Controles Prealables A La ReceptionDocument20 pages5.1.2 MOD3 Controles Prealables A La ReceptionChristian NtomboPas encore d'évaluation
- Metalor Ut 1Document1 pageMetalor Ut 1Massimo FumarolaPas encore d'évaluation
- Procedure Controle Reception Et Gestion Des Non Conformites FournisseursDocument8 pagesProcedure Controle Reception Et Gestion Des Non Conformites FournisseursAbderrahmane79Pas encore d'évaluation
- Q 05 Controle de Reception Et Visite Des Pieces Finies PDFDocument80 pagesQ 05 Controle de Reception Et Visite Des Pieces Finies PDFdeziri mohamed67% (3)
- Mise en Serive Étape Par ÉtapeDocument11 pagesMise en Serive Étape Par Étapemameri malek100% (2)
- Inspection Test Plan: Projet Adaptation Plant Mea & DaouiDocument10 pagesInspection Test Plan: Projet Adaptation Plant Mea & DaouiPatrice CottyPas encore d'évaluation
- Annexe NormisoDocument4 pagesAnnexe Normisoabaelwalid01Pas encore d'évaluation
- Paq Embouchure Fleuve Comoe Arab ContractorsDocument14 pagesPaq Embouchure Fleuve Comoe Arab ContractorsSerge AmonPas encore d'évaluation
- Liste Des Taches de L'inspecteur en SoudageDocument9 pagesListe Des Taches de L'inspecteur en SoudageFethi BELOUISPas encore d'évaluation
- Annexe - Technique NORMISODocument4 pagesAnnexe - Technique NORMISOTaki JuvePas encore d'évaluation
- Qualite: Bernard HERBAIN Iup3 Geii AmiensDocument14 pagesQualite: Bernard HERBAIN Iup3 Geii AmiensSalma LouatiPas encore d'évaluation
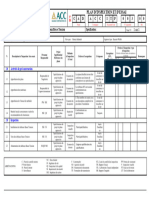
- Cite Administrative Calavi 1 Sur 1: Plan D'Inspection Et D'EssaiDocument1 pageCite Administrative Calavi 1 Sur 1: Plan D'Inspection Et D'Essaihamza salamiPas encore d'évaluation
- Inspection Check ListDocument1 pageInspection Check Listhamza salamiPas encore d'évaluation
- Processus ConceptionDocument1 pageProcessus ConceptionAhmed HamadaPas encore d'évaluation
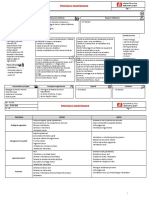
- Processus ApprovisionnementDocument3 pagesProcessus ApprovisionnementMariem Grine100% (9)
- Procédure PieuxDocument16 pagesProcédure PieuxMorade DifPas encore d'évaluation
- MA801 Audit-Qualite ADocument7 pagesMA801 Audit-Qualite Aghada gattouchPas encore d'évaluation
- Cours Qualité MME GHARBI SLITI Chapitre 6Document13 pagesCours Qualité MME GHARBI SLITI Chapitre 6Dhouha AbbassiPas encore d'évaluation
- PR-013-A - Viaducs - Fondation, Culées Et Piles V01Document40 pagesPR-013-A - Viaducs - Fondation, Culées Et Piles V01Morade DifPas encore d'évaluation
- CV Canadien Chokri FinaleDocument4 pagesCV Canadien Chokri FinaleSondes KraiemPas encore d'évaluation
- Cartographie Des EchantillonsDocument1 pageCartographie Des Echantillonsyao alexPas encore d'évaluation
- Liste de ReferenceDocument16 pagesListe de ReferencesalahjallaliPas encore d'évaluation
- Evaluation Du Systeme Qualite Des FournisseursDocument56 pagesEvaluation Du Systeme Qualite Des FournisseurshaitemPas encore d'évaluation
- Évaluation Du Système Qualité - ISO TS 16949Document56 pagesÉvaluation Du Système Qualité - ISO TS 16949DOUNIAPas encore d'évaluation
- Annexe #2 PLAN DE CONTROLE QUALITE 11 11 22Document7 pagesAnnexe #2 PLAN DE CONTROLE QUALITE 11 11 22abderrahmanboudguigPas encore d'évaluation
- Présentation Dossier Arh v1Document10 pagesPrésentation Dossier Arh v1abdellatif.driouech13Pas encore d'évaluation
- Cite Administrative Calai 1 Sur 1: Plan D'Inspection Et D'EssaiDocument1 pageCite Administrative Calai 1 Sur 1: Plan D'Inspection Et D'Essaihamza salamiPas encore d'évaluation
- Fiche de Poste Chap2Document3 pagesFiche de Poste Chap2chacha ndam abdou abdalPas encore d'évaluation
- 3-METROLOGIE S2 2 (Mode de Compatibilité)Document75 pages3-METROLOGIE S2 2 (Mode de Compatibilité)Saad HamimiPas encore d'évaluation
- Taches de Controle Qualite de Travaux de SoudageDocument9 pagesTaches de Controle Qualite de Travaux de SoudageMohamedkheireddine100% (3)
- MetrologieDocument70 pagesMetrologieSoufiane ElKostaliPas encore d'évaluation
- GRP0165-0-3 2010Document29 pagesGRP0165-0-3 2010kabil boualiPas encore d'évaluation
- Afaq Afnor En9100Document39 pagesAfaq Afnor En9100hichmak100% (2)
- GlossaireDocument4 pagesGlossairegfgPas encore d'évaluation
- QACCC001P - en Tubos PDFDocument15 pagesQACCC001P - en Tubos PDFGerardoPas encore d'évaluation
- Plan de Controle Qaulité - xlsx1Document1 pagePlan de Controle Qaulité - xlsx1Bassem Ben FrajPas encore d'évaluation
- Processus MaintenanceDocument2 pagesProcessus MaintenanceMariem Grine86% (21)
- CV Referent Technique Integrite Des Pipeiline Bac Tyuitaurie-2022Document2 pagesCV Referent Technique Integrite Des Pipeiline Bac Tyuitaurie-2022ait.koufiPas encore d'évaluation
- Procédure Qualif Soudage A35-027Document4 pagesProcédure Qualif Soudage A35-027Imane KhammouriPas encore d'évaluation
- PMB 720 - 0Document11 pagesPMB 720 - 0fayssal salvadorPas encore d'évaluation
- Prestations en Contrôle Et Inspection: Fiche TechniqueDocument7 pagesPrestations en Contrôle Et Inspection: Fiche TechniqueseddikPas encore d'évaluation
- Audit Des Projet Module 3Document37 pagesAudit Des Projet Module 3Hassan MhtPas encore d'évaluation
- Measurement Canada Mesures Canada An Agency of Industry Canada Un Organisme D'industrie CanadaDocument4 pagesMeasurement Canada Mesures Canada An Agency of Industry Canada Un Organisme D'industrie CanadahecjehepPas encore d'évaluation
- Procedure Montage Et Contole BACDocument15 pagesProcedure Montage Et Contole BACHocine Chekroun50% (2)
- Annexe Technique 22Document4 pagesAnnexe Technique 22Taibi YoucefPas encore d'évaluation
- Annexe VERITALDocument4 pagesAnnexe VERITALOran Hamid100% (1)
- 1409.02.DBQR.02000 Rev.00Document4 pages1409.02.DBQR.02000 Rev.00Zakari LOUNIS50% (2)
- PEM - Juillet 202008Document2 pagesPEM - Juillet 202008Islam-Lotfi Hadj-ArabPas encore d'évaluation
- Plan Qualité - Laboratoire de Masse - V3 - LuDocument13 pagesPlan Qualité - Laboratoire de Masse - V3 - LuMamadou OuattaraPas encore d'évaluation
- PCQ Contrôle Qualité Vente BétonDocument1 pagePCQ Contrôle Qualité Vente BétonAbdelghani Bouhouche100% (1)
- CV Ingénieur Mécanique FR Rev 01Document4 pagesCV Ingénieur Mécanique FR Rev 01aminePas encore d'évaluation
- Modèle Protocole QP PSMDocument28 pagesModèle Protocole QP PSMAzeddine LA100% (3)
- Check-List Audit LaboratoireDocument1 pageCheck-List Audit LaboratoireMohamed RazzouqyPas encore d'évaluation
- OFT XXX-17 Offre Technique - ACOSERVDocument2 pagesOFT XXX-17 Offre Technique - ACOSERVmajdi jerbiPas encore d'évaluation
- Programme D'audit VFDocument4 pagesProgramme D'audit VFYoùsséfOùménSsor100% (2)
- Communication BPF PDFDocument20 pagesCommunication BPF PDFzgbfaijaPas encore d'évaluation
- Iso2 PDFDocument17 pagesIso2 PDFAmir Bakar100% (1)
- Norme NF P 98-501Document93 pagesNorme NF P 98-501Philippe PoiretPas encore d'évaluation
- REPORTDocument1 pageREPORTdodoPas encore d'évaluation
- Molecor Projets de ReferenceDocument64 pagesMolecor Projets de ReferencedodoPas encore d'évaluation
- Medapoxy 20repDocument2 pagesMedapoxy 20repdodoPas encore d'évaluation
- Sika Monotop 620 FDocument2 pagesSika Monotop 620 FdodoPas encore d'évaluation
- CTG002 FRDocument20 pagesCTG002 FRalexmalhaoPas encore d'évaluation
- Rapport de StageDocument15 pagesRapport de StageAgossa BénédictePas encore d'évaluation
- 1-Rem Commande - PrédictiveDocument28 pages1-Rem Commande - PrédictiveLots of lovePas encore d'évaluation
- Mouvements Plans Cours 1 2Document8 pagesMouvements Plans Cours 1 2kenza.elkansouriPas encore d'évaluation
- Video RO1Document39 pagesVideo RO1lovebooksPas encore d'évaluation
- Chapitre 3 IRMPartie 3Document42 pagesChapitre 3 IRMPartie 3Khadhra LassouedPas encore d'évaluation
- Avp Loi 67.15 FRDocument9 pagesAvp Loi 67.15 FRSerge KohemunPas encore d'évaluation
- Coefficient K, Devis Estimatif, Quantitatif Et PlanificationDocument21 pagesCoefficient K, Devis Estimatif, Quantitatif Et PlanificationMarco JoyPas encore d'évaluation
- Exo 18 Partitifs en LigneDocument1 pageExo 18 Partitifs en LigneMaria SousaPas encore d'évaluation
- Parler de La Nourriture Mars 2021 FinaleDocument19 pagesParler de La Nourriture Mars 2021 FinalepeterPas encore d'évaluation
- Notice de La Commande Numerique DSP BRAXESDocument11 pagesNotice de La Commande Numerique DSP BRAXESHassan HassanPas encore d'évaluation
- Examen Pruebas de Acceso A La Universidad FRANCES 2021 2022Document13 pagesExamen Pruebas de Acceso A La Universidad FRANCES 2021 2022Andres HerreraPas encore d'évaluation
- Cahier de Poutres Bloc Administration 1Document8 pagesCahier de Poutres Bloc Administration 1Ourajim issamPas encore d'évaluation
- Cours de Absorption Des NutrimentsDocument67 pagesCours de Absorption Des NutrimentsHamidPas encore d'évaluation
- Protocole KINE PREOP Etude Pilote Sur La Préhabilitation Pulmonaire en Libéral Dans Le Cadre de La Chirurgie Thoracique Pulmonaire OncologiqueDocument103 pagesProtocole KINE PREOP Etude Pilote Sur La Préhabilitation Pulmonaire en Libéral Dans Le Cadre de La Chirurgie Thoracique Pulmonaire OncologiqueSelmaPas encore d'évaluation
- Nouveau Microsoft Word DocumentDocument3 pagesNouveau Microsoft Word DocumentIlyas BoutouahanPas encore d'évaluation
- Chapitre-Les Systèmes de ClimatisationDocument13 pagesChapitre-Les Systèmes de ClimatisationInsaf Bouazza ʚîɞ100% (2)
- Premior Mat - FRDocument3 pagesPremior Mat - FRgogoPas encore d'évaluation
- Voyage de La Grèce PDFDocument539 pagesVoyage de La Grèce PDFspéculairePas encore d'évaluation
- Pf4 DessinDocument5 pagesPf4 Dessinfareltanda841Pas encore d'évaluation
- Club944 - Net - Injection Bosch L-JetronicDocument8 pagesClub944 - Net - Injection Bosch L-JetronicYann DaynatPas encore d'évaluation
- 15 May 2013Document343 pages15 May 2013Download_Scribd_stufPas encore d'évaluation
- Attachement Du ChantierDocument10 pagesAttachement Du ChantierOussamaBahloul100% (1)
- Chapitre 4Document12 pagesChapitre 4zakariamaazouztradingPas encore d'évaluation
- 1Document8 pages1Ladys Ruth Caballero PeluffoPas encore d'évaluation
- Philosophie Subtile ParacelseDocument16 pagesPhilosophie Subtile Paracelseredvelvetmask2343Pas encore d'évaluation
- Rapport RFIDDocument29 pagesRapport RFIDed-fer666Pas encore d'évaluation
- VRAI - FAUX DEVOIR (Sujet)Document1 pageVRAI - FAUX DEVOIR (Sujet)karim sharifPas encore d'évaluation
- Med 5an Cas Clinique1 GynecoDocument7 pagesMed 5an Cas Clinique1 GynecoIbtissem TissamPas encore d'évaluation
- Wcms 183740Document4 pagesWcms 183740Bakaye DembelePas encore d'évaluation
- Première Année de Médecine Dentaire Module de Biophysique Chapitre 3 Prof Karim MANSOUR 2022Document26 pagesPremière Année de Médecine Dentaire Module de Biophysique Chapitre 3 Prof Karim MANSOUR 2022wiamePas encore d'évaluation