Vous aimerez peut-être aussi
- Pompes Et Compresseurs Corriges D Exercices Et ProblemesDocument12 pagesPompes Et Compresseurs Corriges D Exercices Et Problemesabdou67% (3)
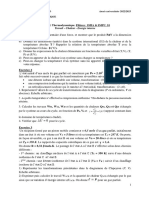
- Devoir N°7: Dynamique Des Fluides Réels: Exercice 1: Circuit Primaire D'une Centrale NucléaireDocument2 pagesDevoir N°7: Dynamique Des Fluides Réels: Exercice 1: Circuit Primaire D'une Centrale NucléaireMichael NyampaPas encore d'évaluation
- TD01 Calorifugeage Enoncé Et CorrigéDocument5 pagesTD01 Calorifugeage Enoncé Et Corrigémohammed medPas encore d'évaluation
- Programme de Technologie Terminale F3Document31 pagesProgramme de Technologie Terminale F3Bill Pitinguele95% (22)
- Transfert Thermique - Dimensionnement D'un ÉchangeurDocument8 pagesTransfert Thermique - Dimensionnement D'un ÉchangeurZahi DrawPas encore d'évaluation
- TP1 MDF Pour Les L2 GP 111 PDFDocument13 pagesTP1 MDF Pour Les L2 GP 111 PDFDjallil HameurlainePas encore d'évaluation
- Hydraulique Generale Et ReseauxDocument43 pagesHydraulique Generale Et ReseauxAnis Bousselmi100% (1)
- Examen 2023 - AcdDocument1 pageExamen 2023 - Acdomarboussakour7Pas encore d'évaluation
- Cours Complet HydrauliqueDocument88 pagesCours Complet HydrauliqueMinouch KPas encore d'évaluation
- Evaluation 2 Déquipements Thermiques AlaDocument7 pagesEvaluation 2 Déquipements Thermiques Alamounabenyoussef722Pas encore d'évaluation
- TD Dynamic ReelsDocument6 pagesTD Dynamic ReelsamalPas encore d'évaluation
- Proposition de Corrige Type de PCT: BEPC 2022Document1 pageProposition de Corrige Type de PCT: BEPC 2022NoraMatouPas encore d'évaluation
- 3 BioreacteursDocument27 pages3 BioreacteurssouiyPas encore d'évaluation
- TP N 3 Pertes de Charge Lineaires Et Sin PDFDocument12 pagesTP N 3 Pertes de Charge Lineaires Et Sin PDFHasibKaabiPas encore d'évaluation
- Exo 8 9 10 11 12 13 14 15 16 Et 17 - CopieDocument27 pagesExo 8 9 10 11 12 13 14 15 16 Et 17 - CopieInas Dr100% (1)
- TD L2 Thermo Complet 16 Juin 2020Document85 pagesTD L2 Thermo Complet 16 Juin 2020Nour El Houda TebbanePas encore d'évaluation
- Conception Et Calcul Des Réseaux DISTRIBUTION D - EAU POTABLEDocument88 pagesConception Et Calcul Des Réseaux DISTRIBUTION D - EAU POTABLEAbderrazak Amiri94% (81)
- TD - MF.5.23 - Copie..Document20 pagesTD - MF.5.23 - Copie..Taher GhannayPas encore d'évaluation
- Cours Master V Et VI Octobre 2020 ÉtudiantsDocument58 pagesCours Master V Et VI Octobre 2020 Étudiantsimad azhariPas encore d'évaluation
- Examen Chimie-2 Blida 2011Document4 pagesExamen Chimie-2 Blida 2011Feriel ZekriPas encore d'évaluation
- Correction Dimensionnement de MachineDocument3 pagesCorrection Dimensionnement de MachineZineb LamraniPas encore d'évaluation
- TP MDFDocument5 pagesTP MDFboudiaf diaaeddinePas encore d'évaluation
- Formulaire BTSDocument17 pagesFormulaire BTSMoussa TirPas encore d'évaluation
- I - But de La Manipulation: II-Description de L'appareil UtiliséDocument12 pagesI - But de La Manipulation: II-Description de L'appareil UtiliséAfiri SaphirPas encore d'évaluation
- Calcul Diametre EG-ECDocument11 pagesCalcul Diametre EG-ECDjamal MohammediPas encore d'évaluation
- SMP 3 PDFDocument60 pagesSMP 3 PDFsoufyane el ouahabiPas encore d'évaluation
- Centrale HydrauelectriqueDocument5 pagesCentrale HydrauelectriquePatrick KALTJOBPas encore d'évaluation
- M1 ENERG ME711 Corrigés PDFDocument4 pagesM1 ENERG ME711 Corrigés PDFIlyes BeloudanePas encore d'évaluation
- TP MDF N°4 - Ecoulement Autour Dun ObstacleDocument5 pagesTP MDF N°4 - Ecoulement Autour Dun ObstacleTtt HggPas encore d'évaluation
- Examen 2014 PDFDocument7 pagesExamen 2014 PDFNouvitch NouvitchePas encore d'évaluation
- Cours-1 PGDocument62 pagesCours-1 PGSONG YOUJINPas encore d'évaluation
- Devoir 1Document5 pagesDevoir 1Gifted Mouhcine100% (1)
- 2.04-Courbe Caractéristique Et Point de Fonctionnement de 4 Réservoirs PDFDocument9 pages2.04-Courbe Caractéristique Et Point de Fonctionnement de 4 Réservoirs PDFrabah100% (1)
- Mécanique Des Fluides Travaux Diriges Avec CorrectionDocument24 pagesMécanique Des Fluides Travaux Diriges Avec CorrectionMouhcine Mouhcinovich59% (17)
- TP D E MDF MESURE DE DEBIT Realiser ParDocument5 pagesTP D E MDF MESURE DE DEBIT Realiser Parboussaker khayreddinePas encore d'évaluation
- Td-Dynamic ParfaitsDocument8 pagesTd-Dynamic ParfaitsGuer RiePas encore d'évaluation
- Devoir Station de PompageDocument4 pagesDevoir Station de PompageCesaire Gatchieu100% (1)
- 21010-td1 Mecaflu 1314Document6 pages21010-td1 Mecaflu 1314Maryem KhadraouyPas encore d'évaluation
- Pertes de Charge Synthese PDFDocument4 pagesPertes de Charge Synthese PDFLahouari FatahPas encore d'évaluation
- Chapitre 4 Dynamique Des Fluides Reels IncompressiblesDocument10 pagesChapitre 4 Dynamique Des Fluides Reels IncompressiblesNesrine NasriPas encore d'évaluation
- Cours-Hydraulique - 20-11-2023Document75 pagesCours-Hydraulique - 20-11-2023OUMAIMA MOULAKELALIPas encore d'évaluation
- Btsmi11n PDFDocument7 pagesBtsmi11n PDFMed Ali Maatoug100% (1)
- TD1 Corrigé Exo3Document10 pagesTD1 Corrigé Exo3Virgile GibertPas encore d'évaluation
- Chap7 Mec3200Document26 pagesChap7 Mec3200Nadir BettaharPas encore d'évaluation
- Ex 1Document6 pagesEx 1henry michelPas encore d'évaluation
- TD 2.0 Exercice N°1Document4 pagesTD 2.0 Exercice N°1Oussama MohdebPas encore d'évaluation
- Correction Des Exercices de Mécanique Des Fluides: Exercice 1: (Voir Le Cours)Document4 pagesCorrection Des Exercices de Mécanique Des Fluides: Exercice 1: (Voir Le Cours)lilyPas encore d'évaluation
- Correction Des Exercices de Mécanique Des Fluides: Exercice 1: (Voir Le Cours)Document4 pagesCorrection Des Exercices de Mécanique Des Fluides: Exercice 1: (Voir Le Cours)lilyPas encore d'évaluation
- Communication - HENNI - CHESN & Al - Web (Important) PDFDocument4 pagesCommunication - HENNI - CHESN & Al - Web (Important) PDFait hssainPas encore d'évaluation
- 4 PDFBloc5 2013Document157 pages4 PDFBloc5 2013Philippe MartikkePas encore d'évaluation
- DS 14 15 1Document5 pagesDS 14 15 1Mohammed MarzougPas encore d'évaluation
- CC Distance (MDF GI GEMI) 20 21 (S1)Document2 pagesCC Distance (MDF GI GEMI) 20 21 (S1)Billy BignakePas encore d'évaluation
- CCC 10Document7 pagesCCC 10Haykel AlarbiPas encore d'évaluation
- La Chimie A Partir de ZeroDocument34 pagesLa Chimie A Partir de ZeroRudy Vuanga100% (2)
- Chp2 Thermique de L'enveloppe Des Batis 18Document7 pagesChp2 Thermique de L'enveloppe Des Batis 18Chemali RamziPas encore d'évaluation
- TD2 Thermo FSSM 2022-2023Document2 pagesTD2 Thermo FSSM 2022-2023عبدالغني السوسيPas encore d'évaluation
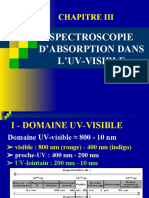
- Uv Visible PDFDocument72 pagesUv Visible PDFabadaze hasnaPas encore d'évaluation
- UntitledDocument2 pagesUntitledEva Ramilo NogueiraPas encore d'évaluation
- TP36 MasseVolumique2021Document2 pagesTP36 MasseVolumique2021Mouhamed NadirPas encore d'évaluation
- Décret Exécutif N° 06-141 Défifnssant Les Valeurs Limites Des Rejets D'effluent Liquide IndustrielDocument7 pagesDécret Exécutif N° 06-141 Défifnssant Les Valeurs Limites Des Rejets D'effluent Liquide IndustrielSamir AmeurPas encore d'évaluation
- TP 03 Dosage Des Sucres Réductuers Par DNSDocument2 pagesTP 03 Dosage Des Sucres Réductuers Par DNSAhmed SaciPas encore d'évaluation
- Capteur - Capteur de Température - WikiversitéDocument24 pagesCapteur - Capteur de Température - WikiversitéYussuf AdeniyiPas encore d'évaluation
- Reacteurs ChimiquesDocument25 pagesReacteurs ChimiquesKader Touri100% (2)
- Mini Projet DeramouneDocument31 pagesMini Projet Deramouneamal amoulaPas encore d'évaluation
- 3 Chimie Chap5 Cours de Cinetique ChimiqueDocument9 pages3 Chimie Chap5 Cours de Cinetique ChimiqueanaPas encore d'évaluation
- Aroma-Zone - Actif Cosmetique Actif Concentre Anti-Capitons Aroma-Zone - 17686Document6 pagesAroma-Zone - Actif Cosmetique Actif Concentre Anti-Capitons Aroma-Zone - 17686Stephanie HsuehPas encore d'évaluation
- MSDS ACT 500 0113 FR ACTI FLOC Rev1Document11 pagesMSDS ACT 500 0113 FR ACTI FLOC Rev1Hector-le-troyenPas encore d'évaluation
- Schemat Mercury Optimax 175Document12 pagesSchemat Mercury Optimax 175Wiesiek RabczukPas encore d'évaluation
- CXS 175fDocument4 pagesCXS 175fDominique RosaliePas encore d'évaluation
- O.U TP1Document2 pagesO.U TP1Adel Adaika85% (13)
- Equations de MaxwellDocument2 pagesEquations de MaxwellWalid StambouliPas encore d'évaluation
- Book Allura DecibelDocument6 pagesBook Allura DecibelEman EmyPas encore d'évaluation
- Buergler 5781958 TD PDFDocument65 pagesBuergler 5781958 TD PDFHafsa Ikram BadaouiPas encore d'évaluation
- Microalbumin Microalbumin: Domaine D'ApplicationDocument6 pagesMicroalbumin Microalbumin: Domaine D'ApplicationFouad RahiouyPas encore d'évaluation
- BA Application1 10-11Document27 pagesBA Application1 10-11archivesetp100% (1)
- CH9 - Force Des Acides Et Des Bases - ElevDocument4 pagesCH9 - Force Des Acides Et Des Bases - ElevmarinPas encore d'évaluation
- TD 2 Thermodynamique Corrigé PDFDocument4 pagesTD 2 Thermodynamique Corrigé PDFamiramPas encore d'évaluation
- Chapitre 3 La Membrane Plasmique MedDocument6 pagesChapitre 3 La Membrane Plasmique MedDear tynaPas encore d'évaluation
- PfeDocument36 pagesPfeahmed fahemPas encore d'évaluation
- SANA2Document15 pagesSANA2saxhornPas encore d'évaluation
- Exercice NDocument5 pagesExercice Nkolabot100% (3)
- Corrige Serie 10 Examen s6 2012Document7 pagesCorrige Serie 10 Examen s6 2012Jamal LachgrePas encore d'évaluation