Vous aimerez peut-être aussi
- Positions de SoudageDocument34 pagesPositions de SoudagebouhamidiPas encore d'évaluation
- Poutre Mixte PDFDocument27 pagesPoutre Mixte PDFaams_s100% (1)
- 07 Cours ProfDocument9 pages07 Cours Profdaemsal100% (1)
- Cours Techniques de ProductionDocument108 pagesCours Techniques de ProductionKOOPas encore d'évaluation
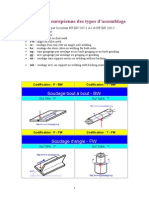
- Codification Européenne Des Types de Soudure Soudage 2000Document3 pagesCodification Européenne Des Types de Soudure Soudage 2000Mhéîdô ColoryoPas encore d'évaluation
- EXP-PR-EQ040-FR Slides La TuyauterieDocument35 pagesEXP-PR-EQ040-FR Slides La TuyauterieStive Ozimba Ebomi100% (1)
- Synthèse MagDocument5 pagesSynthèse MagNorr MalPas encore d'évaluation
- Inspecteur Polyvalent CNDDocument17 pagesInspecteur Polyvalent CNDSid BouhaPas encore d'évaluation
- Dossier ExercicesDocument45 pagesDossier ExercicespetacciaPas encore d'évaluation
- 1-Chapitre I. Assemblage Poutre-PoteauDocument19 pages1-Chapitre I. Assemblage Poutre-PoteauMidou Mhmd100% (2)
- Compte Rendu Soudage ZDocument13 pagesCompte Rendu Soudage ZOumayma BoudaboussPas encore d'évaluation
- Ressuage Niv1Document28 pagesRessuage Niv1Ilyes kPas encore d'évaluation
- Menadi - Chapitre II - Soudures - Matériaux V1Document13 pagesMenadi - Chapitre II - Soudures - Matériaux V1Veronika PrymPas encore d'évaluation
- I) Le Choix: Conversion Des Pouce / Millimètres en Pouce en MM 1/4 3/8 9,52 1/2 12,7 5/8 15,9 3/4 19Document6 pagesI) Le Choix: Conversion Des Pouce / Millimètres en Pouce en MM 1/4 3/8 9,52 1/2 12,7 5/8 15,9 3/4 19HoussemTunisinoPas encore d'évaluation
- FT Soudeurs PromechFT SOUDEURS PROMECH - docFT SOUDEURS PROMECHDocument10 pagesFT Soudeurs PromechFT SOUDEURS PROMECH - docFT SOUDEURS PROMECHDanem HalasPas encore d'évaluation
- Fascicule TP Cuivre 1Document34 pagesFascicule TP Cuivre 1Ben MoussaPas encore d'évaluation
- COURS UT2 SpecifiqueDocument74 pagesCOURS UT2 SpecifiqueDëLux OwOPas encore d'évaluation
- Iso 3834-4Document9 pagesIso 3834-4Aîda hajriPas encore d'évaluation
- 002 Exercice Gestion de ProductionDocument2 pages002 Exercice Gestion de ProductionLamrani Mohamed67% (12)
- Securite Machines GeoffroyDocument8 pagesSecurite Machines GeoffroyRayouf AliPas encore d'évaluation
- Cours N°1Document112 pagesCours N°1baPas encore d'évaluation
- Qualif Soudeur EuropeDocument47 pagesQualif Soudeur EuropeRami MathlouthiPas encore d'évaluation
- 01 Parametre Operatoire de SoudageDocument3 pages01 Parametre Operatoire de SoudageDamien MoukanzaPas encore d'évaluation
- Le Soudage Part 2 CalculDocument45 pagesLe Soudage Part 2 CalculImane BahirPas encore d'évaluation
- N JCRN30 Ee OV7 D DX WM IX70 Lebs FSGZ TSX 8 VLP Q0 TXDocument34 pagesN JCRN30 Ee OV7 D DX WM IX70 Lebs FSGZ TSX 8 VLP Q0 TXayoubbenali281Pas encore d'évaluation
- 5 - SoudageDocument42 pages5 - SoudageMahdi Gnouma100% (1)
- PAP PIPI Pipe Standards LeeuwenDocument52 pagesPAP PIPI Pipe Standards Leeuwenyannickjan2005Pas encore d'évaluation
- Catalogue VT 012 MailDocument68 pagesCatalogue VT 012 MailJero MilPas encore d'évaluation
- Les Matériels de Soudage Et Decoupage Thermiques Les Plus Courants, ChapitreDocument38 pagesLes Matériels de Soudage Et Decoupage Thermiques Les Plus Courants, ChapitreAhmed Saleh lufuluabuPas encore d'évaluation
- Groupe ElectrodesDocument55 pagesGroupe Electrodesbey100% (1)
- Procé .Original de Soudage Format. (Enregistrement Automatique)Document227 pagesProcé .Original de Soudage Format. (Enregistrement Automatique)Kaoutar BouqdirPas encore d'évaluation
- Serie SoudageDocument2 pagesSerie SoudageKadri RaniaPas encore d'évaluation
- Viaduc Bow-StringDocument54 pagesViaduc Bow-StringAnonymous mzn5BiPas encore d'évaluation
- Tableau Récapitulatif Des Différents Procédés de Soudage Et LexiqueDocument37 pagesTableau Récapitulatif Des Différents Procédés de Soudage Et LexiquesenouabdelhakPas encore d'évaluation
- EDM-CHAP2 Éléments D'assemblagesDocument19 pagesEDM-CHAP2 Éléments D'assemblagesFa TehPas encore d'évaluation
- 316L-GTSM-002 R.00Document3 pages316L-GTSM-002 R.00Massimo FumarolaPas encore d'évaluation
- 202 Programmes Auxiliaires Numero1 V2Document37 pages202 Programmes Auxiliaires Numero1 V2badrezzamanePas encore d'évaluation
- Comment Souder Une Tôle Inox 1.4404 de 10 MM en 141 (TIG) + 111 (ARC EE)Document8 pagesComment Souder Une Tôle Inox 1.4404 de 10 MM en 141 (TIG) + 111 (ARC EE)H_DEBIANEPas encore d'évaluation
- L'aluminium Dans Le BTPDocument22 pagesL'aluminium Dans Le BTPSamer BousabaPas encore d'évaluation
- MS 02 200Document7 pagesMS 02 200kicsnerPas encore d'évaluation
- Tige Goujon D PDFDocument39 pagesTige Goujon D PDFcd dPas encore d'évaluation
- 2017 WALTER Fraises À ChanfreinerDocument15 pages2017 WALTER Fraises À ChanfreinerDPO PRPas encore d'évaluation
- Recapitulatif Procedes Soudage PDFDocument1 pageRecapitulatif Procedes Soudage PDFghodbanePas encore d'évaluation
- Recommandation SoudageDocument130 pagesRecommandation Soudagebensossi_441944896100% (1)
- Cours CM ZAK Assemblage Bouloné 2020 2021Document64 pagesCours CM ZAK Assemblage Bouloné 2020 2021ramzi 568Pas encore d'évaluation
- M10F Vanne À Boule-Technical InformationDocument2 pagesM10F Vanne À Boule-Technical InformationcretinonPas encore d'évaluation
- Présentation CM Robot BatDocument19 pagesPrésentation CM Robot BatHoucine ZnikerPas encore d'évaluation
- Smaw - 9 0Document42 pagesSmaw - 9 0attalah.djaafar19887Pas encore d'évaluation
- Barres BADocument2 pagesBarres BAmessiPas encore d'évaluation
- CS-GT-009 R.00Document2 pagesCS-GT-009 R.00Massimo FumarolaPas encore d'évaluation
- Soudure Sur Tube InoxDocument10 pagesSoudure Sur Tube InoxStéphane NegPas encore d'évaluation
- Ensemble de Normes en Fran9aisDocument5 pagesEnsemble de Normes en Fran9aisDriss ZormatiPas encore d'évaluation
- TP SoudageDocument9 pagesTP SoudageRayonne NkounkouPas encore d'évaluation
- Diapos-Cours Chapitre 1Document34 pagesDiapos-Cours Chapitre 1lolitta noraPas encore d'évaluation
- Série 6Document1 pageSérie 6Ikram DahmaniPas encore d'évaluation
- Vanne Spiratrol Le LF LLDocument10 pagesVanne Spiratrol Le LF LLKSDPas encore d'évaluation
- Bride Iso Metrique PDF 904 Ko Serie57 Lser1Document24 pagesBride Iso Metrique PDF 904 Ko Serie57 Lser1Philippe LecerfPas encore d'évaluation
- Resistance Au Flambement D'un Poteau Bi-Articule Avec Maintiens Lateraux IntermediairesDocument5 pagesResistance Au Flambement D'un Poteau Bi-Articule Avec Maintiens Lateraux IntermediairesmohsenPas encore d'évaluation
- Module 109Document2 pagesModule 109Nouha AbardazzouPas encore d'évaluation
- Technologie Du Béton ArméDocument19 pagesTechnologie Du Béton ArméAbdelhay KhyiPas encore d'évaluation
- Positions de SoudageDocument3 pagesPositions de SoudageAbdessalam RePas encore d'évaluation
- Raccord Cuivre Et GCU Informations Techniques - Inconnu (E)Document6 pagesRaccord Cuivre Et GCU Informations Techniques - Inconnu (E)aretirePas encore d'évaluation
- Les Défauts Des SouduresDocument36 pagesLes Défauts Des SouduresRayouf AliPas encore d'évaluation
- Le Groupement Codifié Des Métaux D'apport Selon Le Code ASME IX - F-NumbersDocument6 pagesLe Groupement Codifié Des Métaux D'apport Selon Le Code ASME IX - F-NumbersRayouf AliPas encore d'évaluation
- Le Groupement Codifié Des Matériaux de Base Selon Le Code ASME IX - P NumbersDocument7 pagesLe Groupement Codifié Des Matériaux de Base Selon Le Code ASME IX - P NumbersRayouf AliPas encore d'évaluation
- Désignation Des AciersDocument13 pagesDésignation Des AciersRayouf AliPas encore d'évaluation
- Securitemachine 001Document11 pagesSecuritemachine 001Rayouf AliPas encore d'évaluation
- Le Format D'édition ASME IX QW-483 - PQR Et Son GlossaireDocument9 pagesLe Format D'édition ASME IX QW-483 - PQR Et Son GlossaireRayouf AliPas encore d'évaluation
- Méthode Pour Utiliser Le Code ASMEDocument1 pageMéthode Pour Utiliser Le Code ASMERayouf AliPas encore d'évaluation
- Securite MachineDocument20 pagesSecurite MachineRayouf AliPas encore d'évaluation
- Securite Machines PDFDocument28 pagesSecurite Machines PDFhsdvhlsvPas encore d'évaluation
- Ed807sec Masinilor Si A Echip Tehn-FrancezaDocument98 pagesEd807sec Masinilor Si A Echip Tehn-Francezano nameejjPas encore d'évaluation
- Soudage Par FrictionDocument9 pagesSoudage Par FrictionDjellab Mounir DjellabPas encore d'évaluation
- CCTP Lot 8 Serrurerie - MetallerieDocument14 pagesCCTP Lot 8 Serrurerie - MetalleriefourPas encore d'évaluation
- Defauts de SoudageDocument76 pagesDefauts de SoudageWissem El'MissaouiPas encore d'évaluation
- DC 223 En-FrDocument2 pagesDC 223 En-FrRizk ElkhoolyPas encore d'évaluation
- 1 Encastrement CoursDocument8 pages1 Encastrement CoursLarbi ElbakkaliPas encore d'évaluation
- Mode Emploi SoudeuseDocument11 pagesMode Emploi SoudeuseAZIZPas encore d'évaluation
- Manual Cautin Weller 8200Document2 pagesManual Cautin Weller 8200Diego Andrés Bermúdez NiñoPas encore d'évaluation
- Bts CM 2019 U52 SujetDocument7 pagesBts CM 2019 U52 SujetSmith FrankPas encore d'évaluation
- Ferraillage BetonDocument125 pagesFerraillage BetonDavid PolyPas encore d'évaluation
- 174-Concours Professionnel A CorrigerDocument19 pages174-Concours Professionnel A CorrigerBakaye DembelePas encore d'évaluation
- Le Contrôle Visuel Et Dimensionnel Des Assemblages Soudés Alfapipes 24 11 2019Document15 pagesLe Contrôle Visuel Et Dimensionnel Des Assemblages Soudés Alfapipes 24 11 2019Menad SalahPas encore d'évaluation
- Catalogue Feinmetall Coaxial À Courant Elevé - Pointes de Test CotelecDocument96 pagesCatalogue Feinmetall Coaxial À Courant Elevé - Pointes de Test CotelecCotelecPas encore d'évaluation
- Chapitre 3 - CanalisationsDocument71 pagesChapitre 3 - CanalisationsAzzedine GarahPas encore d'évaluation
- Stick Welding FRDocument6 pagesStick Welding FRMenad SalahPas encore d'évaluation
- RapportDocument20 pagesRapportKhamed TabetPas encore d'évaluation
- Soudage PlastiqueDocument12 pagesSoudage Plastiquechairi mohamedPas encore d'évaluation