Vous aimerez peut-être aussi
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Intitulé: Sécurité Industrielle IntrodictionDocument9 pagesIntitulé: Sécurité Industrielle IntrodictionBadro 01100% (1)
- Plan de Prévention Contre Les Risques D'un Chantier de ConstructionDocument3 pagesPlan de Prévention Contre Les Risques D'un Chantier de ConstructionomarPas encore d'évaluation
- Sante Et Securite Sur Chantier Tfi Ofppt Module 02Document74 pagesSante Et Securite Sur Chantier Tfi Ofppt Module 02Anonymous hQ6z6OBw0% (1)
- M03 - Santé Et Sécurité Au Travail GE-ESADocument7 pagesM03 - Santé Et Sécurité Au Travail GE-ESAmec2maroc100% (1)
- M26 - Hygiène Et Sécurité Au Travail en Contruction Métallique - WWW - OFPPT.01.MA PDFDocument81 pagesM26 - Hygiène Et Sécurité Au Travail en Contruction Métallique - WWW - OFPPT.01.MA PDFCasablanca CoramPas encore d'évaluation
- M Hygiene Et Securite Dans Les Chantiers BTPDocument57 pagesM Hygiene Et Securite Dans Les Chantiers BTPmehdi89% (9)
- EPI Equipement de Protection IndividulleDocument32 pagesEPI Equipement de Protection IndividulleYouness Ezziyani100% (2)
- 2007-10-25, Prevention Des Risques HSE Des EntreprisesDocument41 pages2007-10-25, Prevention Des Risques HSE Des EntreprisesJonathan Kacou100% (1)
- HSE Et Installations Industrielles: Chapitre 2: Risques Industriels-AccidentsDocument17 pagesHSE Et Installations Industrielles: Chapitre 2: Risques Industriels-Accidentspeter domasPas encore d'évaluation
- Securité Des Machines PDFDocument72 pagesSecurité Des Machines PDFyoan116Pas encore d'évaluation
- Les 9 Principes de PreventionDocument1 pageLes 9 Principes de PreventionrobertPas encore d'évaluation
- (CDG72) Travail en HauteurDocument9 pages(CDG72) Travail en Hauteurf.BPas encore d'évaluation
- PDF Plan Prevention Chantier ImprimeDocument3 pagesPDF Plan Prevention Chantier ImprimeMoumouni KabrePas encore d'évaluation
- 4 Methodologie Etude Dangers 2008 00Document33 pages4 Methodologie Etude Dangers 2008 00ismailines100% (1)
- Travailler Avec Des Produits ChimiquesDocument29 pagesTravailler Avec Des Produits ChimiquesBoualam BouPas encore d'évaluation
- Les Regles Dor de TotalDocument16 pagesLes Regles Dor de TotalIo SummonerPas encore d'évaluation
- Hygiéne Et Sécurité Sur Les Chantiers (FINAL)Document14 pagesHygiéne Et Sécurité Sur Les Chantiers (FINAL)Ghasston MradPas encore d'évaluation
- Fiche Prevention 06 Les EPI PDFDocument17 pagesFiche Prevention 06 Les EPI PDFAdnen GuedriaPas encore d'évaluation
- Cour 1HSE Def, ConceptsDocument25 pagesCour 1HSE Def, Conceptsfadiila100% (1)
- Exercices Prévention Des Risques Et Arbre Des CausesDocument6 pagesExercices Prévention Des Risques Et Arbre Des CausesFatima-Ezzahrae BAZPas encore d'évaluation
- Formation SignaleurDocument13 pagesFormation SignaleurBABAH FREDPas encore d'évaluation
- Risques ÉlectriquesDocument71 pagesRisques ÉlectriquesLamjed Ben Abdallah100% (1)
- Hygiène Et SécuritéDocument63 pagesHygiène Et Sécuritésaito36Pas encore d'évaluation
- M08 Plan D'hygine Et de securité-BTP-MAlDocument28 pagesM08 Plan D'hygine Et de securité-BTP-MAlMohammed Chtioui100% (1)
- La Maintenance Et La Sécurité Au TravailDocument2 pagesLa Maintenance Et La Sécurité Au TravailAlae Qiwi100% (1)
- LP Mipsa 1213 j1 SupportDocument13 pagesLP Mipsa 1213 j1 SupportBaldomero Castillo PachecoPas encore d'évaluation
- HSEDocument4 pagesHSEZitouni SamyPas encore d'évaluation
- Mini Projet La Sécurité IndustrielleDocument23 pagesMini Projet La Sécurité IndustrielleAhmed RiahyPas encore d'évaluation
- Hygiène, Sécurité Et Santé Au TravailDocument10 pagesHygiène, Sécurité Et Santé Au TravailChawki ZerroukiPas encore d'évaluation
- 1 Cahier de ChargeDocument4 pages1 Cahier de ChargeAboumaachar IssamPas encore d'évaluation
- Manuel SecuriteDocument84 pagesManuel Securitebhsbhs19100% (2)
- Les Risques Sur ChantierDocument19 pagesLes Risques Sur Chantierwalid100% (1)
- Décret Exécutif N° 09-335 Elaboration Et Mise en Oeuvre Des PIIDocument5 pagesDécret Exécutif N° 09-335 Elaboration Et Mise en Oeuvre Des PIIZerrouki Mohamed100% (1)
- Formation, Diagnostic, Audit, Conseil, Assistance, Multiservices 3bsecurite Catalogue Formation Hse 2016Document216 pagesFormation, Diagnostic, Audit, Conseil, Assistance, Multiservices 3bsecurite Catalogue Formation Hse 2016service IamPas encore d'évaluation
- Module Formation Déchargement, Mise en Stock Et Reprise de Tas - V MehdiDocument17 pagesModule Formation Déchargement, Mise en Stock Et Reprise de Tas - V MehdiNAHOUI ABDELOUAHABPas encore d'évaluation
- Reglesor Livret 2017-07 FR BDDocument10 pagesReglesor Livret 2017-07 FR BDscribd_alphaPas encore d'évaluation
- Hygiène Et Securité Dans Les Chantiers CCTP-BTP - 1Document41 pagesHygiène Et Securité Dans Les Chantiers CCTP-BTP - 1Jaouad Id Boubker80% (5)
- Sécurité EchafaudageDocument1 pageSécurité EchafaudageLionel Poully100% (1)
- Equipements de Protéction Individuelle: Le GuideDocument22 pagesEquipements de Protéction Individuelle: Le GuidePedro Sousa100% (1)
- Module 23 Organisation de La Sécurité de Chantier-BTP-TCCTPDocument73 pagesModule 23 Organisation de La Sécurité de Chantier-BTP-TCCTPBadr Asri60% (5)
- Mon Harnais de Securite PDFDocument8 pagesMon Harnais de Securite PDFLak niam NzikePas encore d'évaluation
- Trav en HauteurDocument9 pagesTrav en HauteurAnarchimiPas encore d'évaluation
- Espace ConfinéDocument44 pagesEspace ConfinéIhsan afriad100% (4)
- Norme EPIDocument6 pagesNorme EPITaha GrissaPas encore d'évaluation
- m25 Hygiene Et Securite Au TravailDocument52 pagesm25 Hygiene Et Securite Au Travailfaouzidz75Pas encore d'évaluation
- Hse Aaourida PDFDocument89 pagesHse Aaourida PDFBest CHannelPas encore d'évaluation
- Hse DevoirDocument1 pageHse DevoirAyoub Bentakhiet100% (1)
- Cours SécuritéDocument79 pagesCours SécuritéMohamed Snoussi100% (1)
- Risques ProfessionnelsDocument4 pagesRisques ProfessionnelsValéry Epee EbonguePas encore d'évaluation
- Hse Batiment PDFDocument450 pagesHse Batiment PDFKarima Felkir100% (2)
- Travail en HauteurDocument9 pagesTravail en HauteurIss OUAPas encore d'évaluation
- 2019-04 Meuleuses Portatives - 2019-04-03-16-09Document36 pages2019-04 Meuleuses Portatives - 2019-04-03-16-09Barbouche MohamedYassinePas encore d'évaluation
- Consignes de Securite en SoudageDocument2 pagesConsignes de Securite en Soudageslaao100% (2)
- Evaluation Des Risques Professionnel s1Document8 pagesEvaluation Des Risques Professionnel s1Oussama Sissaoui100% (1)
- Opcm - M02Document106 pagesOpcm - M02yousseftahhiri194Pas encore d'évaluation
- M5 - Hygiène Et Sécurité Au Travail en Contruction MétalliqueDocument94 pagesM5 - Hygiène Et Sécurité Au Travail en Contruction Métalliquehg kjPas encore d'évaluation
- L'employeur Est Responsable de Prendre Les Mesures Nécessaires Pour Assurer La Sécurité Et Protéger La Santé Physique Et Mentale Des TravailleursDocument10 pagesL'employeur Est Responsable de Prendre Les Mesures Nécessaires Pour Assurer La Sécurité Et Protéger La Santé Physique Et Mentale Des TravailleursNik LavhiePas encore d'évaluation
- M Hygiene Et Securite Dans Les Chantiers BTPDocument54 pagesM Hygiene Et Securite Dans Les Chantiers BTPالصحراء المغربية100% (1)
- Module 2 Hygiene Et Securite Au Travail en Contruction Metallique TCMDocument87 pagesModule 2 Hygiene Et Securite Au Travail en Contruction Metallique TCMtagolla tvPas encore d'évaluation
- As SigneDocument13 pagesAs SigneSeth LyhalimPas encore d'évaluation
- Last ApplicationDocument16 pagesLast ApplicationSeth LyhalimPas encore d'évaluation
- Last ApplicationDocument16 pagesLast ApplicationSeth LyhalimPas encore d'évaluation
- HP 360 174Document3 pagesHP 360 174Seth LyhalimPas encore d'évaluation
- Béton ArméDocument39 pagesBéton ArméSeth LyhalimPas encore d'évaluation
- 2Document14 pages2Seth LyhalimPas encore d'évaluation
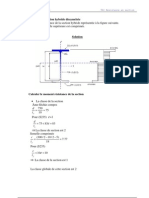
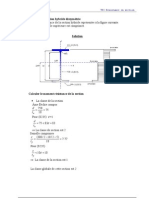
- Flexion D'une Section Hybride DissymétrieDocument14 pagesFlexion D'une Section Hybride DissymétrieSeth LyhalimPas encore d'évaluation
- Béton Armé (BAEL)Document27 pagesBéton Armé (BAEL)Seth LyhalimPas encore d'évaluation
- Last ApplicationDocument16 pagesLast ApplicationSeth LyhalimPas encore d'évaluation
- Last ApplicationDocument16 pagesLast ApplicationSeth LyhalimPas encore d'évaluation
- Flexion D'une Section Hybride DissymétrieDocument14 pagesFlexion D'une Section Hybride DissymétrieSeth LyhalimPas encore d'évaluation
- Fondation Profond 9.5Document14 pagesFondation Profond 9.5Seth LyhalimPas encore d'évaluation
- Book 2Document5 pagesBook 2Seth LyhalimPas encore d'évaluation
- Book 1Document4 pagesBook 1Seth LyhalimPas encore d'évaluation
- ApplicationDocument3 pagesApplicationSeth LyhalimPas encore d'évaluation
- As SigneDocument13 pagesAs SigneSeth LyhalimPas encore d'évaluation
- TP2Document14 pagesTP2Seth LyhalimPas encore d'évaluation
- ApplicationDocument3 pagesApplicationSeth LyhalimPas encore d'évaluation
- Application de FlambementDocument3 pagesApplication de FlambementSeth LyhalimPas encore d'évaluation
- Book 2Document5 pagesBook 2Seth LyhalimPas encore d'évaluation
- HP 360 174Document3 pagesHP 360 174Seth LyhalimPas encore d'évaluation
- Flexion D'une Section Hybride DissymétrieDocument14 pagesFlexion D'une Section Hybride DissymétrieSeth LyhalimPas encore d'évaluation
- As SigneDocument13 pagesAs SigneSeth LyhalimPas encore d'évaluation
- 2Document14 pages2Seth LyhalimPas encore d'évaluation
- ApplicationDocument3 pagesApplicationSeth LyhalimPas encore d'évaluation
- Flexion D'une Section Hybride DissymétrieDocument14 pagesFlexion D'une Section Hybride DissymétrieSeth LyhalimPas encore d'évaluation
- Application de FlambementDocument3 pagesApplication de FlambementSeth LyhalimPas encore d'évaluation
- Flexion D'une Section Hybride DissymétrieDocument14 pagesFlexion D'une Section Hybride DissymétrieSeth LyhalimPas encore d'évaluation
- La Charpente Bois2Document21 pagesLa Charpente Bois2Seth LyhalimPas encore d'évaluation
- Ko enDocument16 pagesKo enSeth LyhalimPas encore d'évaluation
- Animal, Animalité, Devenir Animal PDFDocument12 pagesAnimal, Animalité, Devenir Animal PDFSarah CarmoPas encore d'évaluation
- Code de L'urbanismeDocument334 pagesCode de L'urbanismeTeezy CarterPas encore d'évaluation
- CinéMatique en ZDocument20 pagesCinéMatique en ZLiebherrPas encore d'évaluation
- La Sylviculture Du ChataignierDocument2 pagesLa Sylviculture Du ChataignierAnonymous gFyRLGRBPas encore d'évaluation
- Dongmo Mémoire Dorisse 3novDocument72 pagesDongmo Mémoire Dorisse 3novImado Eco TarmountPas encore d'évaluation
- CHP 1 - Les Enjeux Du Développement DurableDocument3 pagesCHP 1 - Les Enjeux Du Développement Durablerom1achard4476Pas encore d'évaluation
- L'île Aux Trésors: Biodiversité - Nouvelles Espèces Découvertes (WWF/2011)Document32 pagesL'île Aux Trésors: Biodiversité - Nouvelles Espèces Découvertes (WWF/2011)HayZara MadagascarPas encore d'évaluation
- Cours 5 - La Composition en Architecture p1Document6 pagesCours 5 - La Composition en Architecture p1OuahidAbdouh100% (1)
- Module 2 - Plan de Gestion de Kahuzi Biega - 0Document129 pagesModule 2 - Plan de Gestion de Kahuzi Biega - 0blaise kabeyaPas encore d'évaluation
- Techniques DeconstructionDocument28 pagesTechniques DeconstructionAnne PionPas encore d'évaluation
- Oasis UrbainesDocument7 pagesOasis UrbainesalbrechtPas encore d'évaluation
- Baudelaire SpleenDocument171 pagesBaudelaire SpleenNing SunPas encore d'évaluation
- Guide Des Terrassements Routier GTRDocument211 pagesGuide Des Terrassements Routier GTRyara392% (12)
- The Richest Man in Babylon - L'Homme Le Plus Riche de BabyloneDocument9 pagesThe Richest Man in Babylon - L'Homme Le Plus Riche de Babylonetuputhomas67% (3)
- Origine D'eau de M yDocument20 pagesOrigine D'eau de M yAyad SaidPas encore d'évaluation
- Cours Et ExercicesDocument32 pagesCours Et ExercicesMohamed NejibPas encore d'évaluation
- Notice Extraclean A4-HDDocument2 pagesNotice Extraclean A4-HDpkh29Pas encore d'évaluation
- Economie de L'environnementDocument31 pagesEconomie de L'environnementde_mor_gan100% (2)
- Monographie Porto NovoDocument67 pagesMonographie Porto NovoGraciela Fernández Marín100% (1)
- Guide de Dimensionnement: Les Pinces PneumatiquesDocument5 pagesGuide de Dimensionnement: Les Pinces PneumatiquesmimoPas encore d'évaluation
- Cours Geologie de L'environnement l2 Geologie LMD - 2023Document190 pagesCours Geologie de L'environnement l2 Geologie LMD - 2023muhindo musubao boscoPas encore d'évaluation
- Presentation Du Karst Et DefinitionsDocument2 pagesPresentation Du Karst Et DefinitionsBOUFTOUPas encore d'évaluation
- Cours BiodiversitéDocument26 pagesCours BiodiversitéFatma MessaoudenePas encore d'évaluation
- Projet Pose de Câbles Souterrains Methodes-GestionDocument12 pagesProjet Pose de Câbles Souterrains Methodes-GestionharoldPas encore d'évaluation
- DD Gendron-Reveret 2000Document14 pagesDD Gendron-Reveret 2000Bilaal DjaneyePas encore d'évaluation
- Catalougue Tour VHMDocument8 pagesCatalougue Tour VHMMohammed TahriPas encore d'évaluation
- Etude de Stabilité D'un GlissementDocument19 pagesEtude de Stabilité D'un GlissementMaroua LHPas encore d'évaluation
- 1 Le Plan D'operations Internes (Poi)Document17 pages1 Le Plan D'operations Internes (Poi)DiopPas encore d'évaluation
- Geology and Petroleum Systems of The OffshoreDocument19 pagesGeology and Petroleum Systems of The OffshoreKhaled BoudiaPas encore d'évaluation