Vous aimerez peut-être aussi
- 2 - Enoncer Et Decrire Les Fonctions de Service A Realiser PDFDocument9 pages2 - Enoncer Et Decrire Les Fonctions de Service A Realiser PDFSamir KhPas encore d'évaluation
- REPERTOIRE DES ABREVIATIONS Inj Plast PDFDocument3 pagesREPERTOIRE DES ABREVIATIONS Inj Plast PDFSamir KhPas encore d'évaluation
- Bridage RApIDE Pour MOULES D INJECTION PDFDocument24 pagesBridage RApIDE Pour MOULES D INJECTION PDFSamir KhPas encore d'évaluation
- Résistance Des Matériaux en Conception MécaniqueDocument432 pagesRésistance Des Matériaux en Conception Mécaniquenafaa_ali137550% (6)
- AE GM Liaison - Pivot-Roul LightDocument32 pagesAE GM Liaison - Pivot-Roul LightSimoMonkadPas encore d'évaluation
- Modélisation Cinématique Des Liaisons PDFDocument25 pagesModélisation Cinématique Des Liaisons PDFSamir KhPas encore d'évaluation
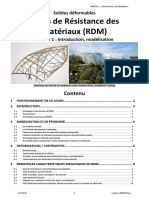
- Cours de Résistance Des Matériaux (RDM) PDFDocument12 pagesCours de Résistance Des Matériaux (RDM) PDFamr_akram_2Pas encore d'évaluation
- Le Contrôle de La ConformitéDocument25 pagesLe Contrôle de La ConformitéSamir KhPas encore d'évaluation
- Tutoriel 01-Niv5Document11 pagesTutoriel 01-Niv5Anonymous 1BuyZjZPas encore d'évaluation
- TP1 Conception PDFDocument15 pagesTP1 Conception PDFSamir KhPas encore d'évaluation
- Conception Des Systemes Mecaniques PDFDocument39 pagesConception Des Systemes Mecaniques PDFHA HAPas encore d'évaluation
- MaintenanceDocument50 pagesMaintenanceYassineModrichPas encore d'évaluation
- Cotation GPS PDFDocument24 pagesCotation GPS PDFSamir KhPas encore d'évaluation
- Guide Hors Production Operateur Traitement Thermique PDFDocument186 pagesGuide Hors Production Operateur Traitement Thermique PDFSamir KhPas encore d'évaluation
- (RDP) (CO) Dessin Technique 2D Et Perspectives PDFDocument12 pages(RDP) (CO) Dessin Technique 2D Et Perspectives PDFSamir KhPas encore d'évaluation
- 01 Mise en Plan PDFDocument1 page01 Mise en Plan PDFSamir KhPas encore d'évaluation
- Sim 2010 Hotd FraDocument146 pagesSim 2010 Hotd Frapurboworiko99Pas encore d'évaluation
- 29 PDFDocument6 pages29 PDFSamir KhPas encore d'évaluation
- MARTIN + TSCHOPP - Liste Des Prix 4.1 - FR PDFDocument16 pagesMARTIN + TSCHOPP - Liste Des Prix 4.1 - FR PDFSamir KhPas encore d'évaluation
- 05 Moulage PDFDocument30 pages05 Moulage PDFSamir KhPas encore d'évaluation
- 29 PDFDocument6 pages29 PDFSamir KhPas encore d'évaluation
- Autocad Base FRDocument27 pagesAutocad Base FRMed Moussaoui100% (1)
- 01 IS 01 Intro Cours PDFDocument24 pages01 IS 01 Intro Cours PDFSamir KhPas encore d'évaluation
- Filetage - Tarodage - Assemblage PDFDocument13 pagesFiletage - Tarodage - Assemblage PDFSamir KhPas encore d'évaluation
- Les Matieres Plastiques-2Document18 pagesLes Matieres Plastiques-2dimachampionPas encore d'évaluation
- 07 CPT 02 ElementsFiletes Cours PDFDocument7 pages07 CPT 02 ElementsFiletes Cours PDFSamir KhPas encore d'évaluation
- SPM2 Resistance Des Materiaux 2010 2011 PDFDocument56 pagesSPM2 Resistance Des Materiaux 2010 2011 PDFSamir KhPas encore d'évaluation
- Livret de Cours Noel Fressencourt Autocad 0Document117 pagesLivret de Cours Noel Fressencourt Autocad 0Tsix AndriaPas encore d'évaluation
- 2607f Techn D Assemblage PDFDocument20 pages2607f Techn D Assemblage PDFSamir KhPas encore d'évaluation
- FUMAGE DU POISSON, Valorisation Des Produits de La Mer PDFDocument178 pagesFUMAGE DU POISSON, Valorisation Des Produits de La Mer PDFalphonse1988Pas encore d'évaluation
- Ebec, T.desmarais, M.ménétrier, B.noel, R.noel, C.orsini Electromagnétisme HPrépa MPSI PCSI PTSIDocument212 pagesEbec, T.desmarais, M.ménétrier, B.noel, R.noel, C.orsini Electromagnétisme HPrépa MPSI PCSI PTSIEld AyoubPas encore d'évaluation
- Etude de L'ossature D'un Immeuble D'habitation (Sous Sol +Rdc+5 Etages)Document129 pagesEtude de L'ossature D'un Immeuble D'habitation (Sous Sol +Rdc+5 Etages)Hamza MamiPas encore d'évaluation
- Différentes Méthodes de Contrôle N DDocument3 pagesDifférentes Méthodes de Contrôle N DBen Aissa ChokriPas encore d'évaluation
- ENPC BAEP1 2011 - SEANCE 6 Mode de CompatibiliteDocument30 pagesENPC BAEP1 2011 - SEANCE 6 Mode de Compatibiliteaymen3333100% (1)
- CM-REP 03 PlanDocument127 pagesCM-REP 03 PlanOlivier MalclesPas encore d'évaluation
- F148157Document19 pagesF148157Wizardtuan WizardchienPas encore d'évaluation
- MCI32 TI Technologie Des Moteurs 36Document36 pagesMCI32 TI Technologie Des Moteurs 36Hamza Salloum0% (1)
- 209 - Cycles Du SoufreDocument29 pages209 - Cycles Du SoufreSaidou Gaye100% (1)
- Atelier Filtre PhotoshopDocument3 pagesAtelier Filtre Photoshopabdou866Pas encore d'évaluation
- 716 S Analyse Défaillances Traitement Des AciersDocument30 pages716 S Analyse Défaillances Traitement Des AciersGOUAREF SAMIRPas encore d'évaluation
- 7 Semaines - Cours # 1 Avec Audio - Reprise 2Document29 pages7 Semaines - Cours # 1 Avec Audio - Reprise 2Joshua ParkerPas encore d'évaluation
- Sujet Du Bac 2004 Epreuve de Mathematiques Serie CDocument3 pagesSujet Du Bac 2004 Epreuve de Mathematiques Serie CShekina NgakossoPas encore d'évaluation
- Medecine Cours MathDocument92 pagesMedecine Cours MathmrchretienPas encore d'évaluation
- Prépa Stage Imane Modification5651Document75 pagesPrépa Stage Imane Modification5651Imane BenaliPas encore d'évaluation
- Coulissant AG192403 V1Document39 pagesCoulissant AG192403 V1elenaPas encore d'évaluation
- Finitions PCBDocument15 pagesFinitions PCBTarek Med Nejib AttiaPas encore d'évaluation
- Anca Vasiliu, Le Mot Et Le Verre. Une Definition Médiévale Du Diaphane.Document29 pagesAnca Vasiliu, Le Mot Et Le Verre. Une Definition Médiévale Du Diaphane.aminickPas encore d'évaluation
- Ps1 NDC EtaiementDocument42 pagesPs1 NDC EtaiementnawramiPas encore d'évaluation
- 0822 Cinem:08 CinematiquePlane - PdfatiqueplaneDocument7 pages0822 Cinem:08 CinematiquePlane - PdfatiqueplanePorata UiopaPas encore d'évaluation
- Curve Number2Document26 pagesCurve Number2Abdelhak GuettiPas encore d'évaluation
- Examen National Mathematiques Sciences Maths 2011 Rattrapage CorrigeDocument2 pagesExamen National Mathematiques Sciences Maths 2011 Rattrapage CorrigeŤăhã ÊìîPas encore d'évaluation
- Cours IsostatismeDocument9 pagesCours Isostatismeأحمد الموريتاني100% (1)
- Corrig - S td2 s2 PDFDocument13 pagesCorrig - S td2 s2 PDFKhalid ZegPas encore d'évaluation
- Physique PDFDocument8 pagesPhysique PDFhajar zainiPas encore d'évaluation
- Diagraphies DifféréesDocument140 pagesDiagraphies DifféréesAli Mouloudi100% (6)
- Exercice Régression Multiple PDFDocument10 pagesExercice Régression Multiple PDFFouad KehilaPas encore d'évaluation
- Les Liaisons Intermol CulairesDocument31 pagesLes Liaisons Intermol CulairesAmine BoualiPas encore d'évaluation
- TP RDM - Etude de La Flexion Et Torsion D'une Poutre Cantilever - TP1 + Compte Rendu - Résistance Des Matériaux 6418 PDFDocument10 pagesTP RDM - Etude de La Flexion Et Torsion D'une Poutre Cantilever - TP1 + Compte Rendu - Résistance Des Matériaux 6418 PDFMohamed Sarmouk75% (4)
- Caractérisation Des Polymères Par Analyse ThermiqueDocument10 pagesCaractérisation Des Polymères Par Analyse ThermiqueghilesPas encore d'évaluation