Vous aimerez peut-être aussi
- Corrige 6Document2 pagesCorrige 6sinchicovich100% (1)
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- OPT - Par L'exemple PDFDocument10 pagesOPT - Par L'exemple PDFBAFAR YASSIRPas encore d'évaluation
- Analyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsD'EverandAnalyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsPas encore d'évaluation
- Exo Avec CorrigéDocument2 pagesExo Avec CorrigéJabir Arif100% (1)
- Ordonncement 2021 2022 Chapitre 1Document57 pagesOrdonncement 2021 2022 Chapitre 1Rä Høuba100% (1)
- Chapitre 3 CSI 2019-2020 PDFDocument29 pagesChapitre 3 CSI 2019-2020 PDFBilel ChouayaPas encore d'évaluation
- Exercice MetalarmDocument2 pagesExercice MetalarmTCHAMADEU SEVERINPas encore d'évaluation
- 1.CH4 - Organisation D'un Atelier - LayoutDocument31 pages1.CH4 - Organisation D'un Atelier - Layoutgono playerPas encore d'évaluation
- MRP2Document47 pagesMRP2najlae alfathiPas encore d'évaluation
- Présentation Finale Du Thème Juste À TempsDocument19 pagesPrésentation Finale Du Thème Juste À TempsYasmineTobjiPas encore d'évaluation
- Chapitre II - GPDocument11 pagesChapitre II - GPmohamedPas encore d'évaluation
- TD IsiiiDocument16 pagesTD IsiiiadibPas encore d'évaluation
- Diaporama Gipsi M2 Implant 2Document24 pagesDiaporama Gipsi M2 Implant 2ZakariaChardoudiPas encore d'évaluation
- Cours IsiiiDocument208 pagesCours Isiiiadib100% (1)
- FMD1Document16 pagesFMD1mnassri houcinePas encore d'évaluation
- Presentation MRPDocument50 pagesPresentation MRPSafae BelmazouziPas encore d'évaluation
- Ordonncement 2021 2022 Chapitre 1Document57 pagesOrdonncement 2021 2022 Chapitre 1Rä Høuba100% (1)
- Exercices CapaciteDocument8 pagesExercices Capaciteaudrey mappyPas encore d'évaluation
- Ordonnancement Et Gestion Des Flux - Esith - 2019Document115 pagesOrdonnancement Et Gestion Des Flux - Esith - 2019Fatima Ezzahraa NahidPas encore d'évaluation
- Gestion Des Stocks Notions de BaseDocument33 pagesGestion Des Stocks Notions de BaseMIANOPas encore d'évaluation
- Chapitre III: Plan Industriel Et Commercial Et Plan de Production Plan Industriel Et Commercial Et Plan de ProductionDocument27 pagesChapitre III: Plan Industriel Et Commercial Et Plan de Production Plan Industriel Et Commercial Et Plan de Productionabdo tmPas encore d'évaluation
- Ogp - P1 - 2021 2022Document47 pagesOgp - P1 - 2021 2022Wassim Ben SalahPas encore d'évaluation
- Corrigé DS GPS ENIT 3AGM Nov19 Ex2Document21 pagesCorrigé DS GPS ENIT 3AGM Nov19 Ex2Oumaima Ben SaidPas encore d'évaluation
- TD1Gprod SP2Document2 pagesTD1Gprod SP2Anass CherrafiPas encore d'évaluation
- Examen Gestion de Production À Distance Du Master Génie Industriel 19-20Document3 pagesExamen Gestion de Production À Distance Du Master Génie Industriel 19-20BADR BADRPas encore d'évaluation
- 20 - TD TPM TRSDocument5 pages20 - TD TPM TRSMohammed Amine KenedPas encore d'évaluation
- Di2 Alphac2610Document19 pagesDi2 Alphac2610Muhammad SajidPas encore d'évaluation
- ImplantationDocument61 pagesImplantationlelibPas encore d'évaluation
- Examen Gestion Des Flux LP 21Document2 pagesExamen Gestion Des Flux LP 21YOUNES TASDROMTEPas encore d'évaluation
- Exemples de Calcul MRP1 Et MRP2 PDFDocument28 pagesExemples de Calcul MRP1 Et MRP2 PDFBadr EdouhabiPas encore d'évaluation
- TD2Document2 pagesTD2Khalil RaPas encore d'évaluation
- Exposé Sous Le Thème: Kanban Dans Le Secteur AutomobileDocument43 pagesExposé Sous Le Thème: Kanban Dans Le Secteur AutomobileMaouhoub AnasPas encore d'évaluation
- TD2 GPDocument8 pagesTD2 GPDEBBAGH KHALIDPas encore d'évaluation
- Gestion Des Flux Chap1Document25 pagesGestion Des Flux Chap1rida fargaliPas encore d'évaluation
- Theme22 Mémoire SCM OrdoDocument71 pagesTheme22 Mémoire SCM OrdoHassen LahmariPas encore d'évaluation
- Gestion de ProductionDocument33 pagesGestion de ProductionSaMira LFPas encore d'évaluation
- PMP Gestion de ProductionDocument28 pagesPMP Gestion de ProductionSimo TaziPas encore d'évaluation
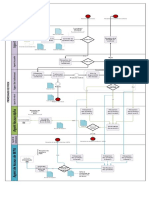
- BPMN Processus Gestion de StockDocument1 pageBPMN Processus Gestion de StockdaoPas encore d'évaluation
- Terminologie Et Typologie Des Systèmes de ProductionDocument25 pagesTerminologie Et Typologie Des Systèmes de Productionlolitaaaa100% (1)
- Chap3 - Ordonnancement en Ateliers SpécialisésDocument72 pagesChap3 - Ordonnancement en Ateliers Spécialisésjon kong100% (1)
- TD Fonction OrdonnancementDocument7 pagesTD Fonction OrdonnancementrtuiojPas encore d'évaluation
- Poster Du Stage Ouverier A La Societé SNCPA A Kaseserine TunisieDocument1 pagePoster Du Stage Ouverier A La Societé SNCPA A Kaseserine TunisieYassine GharssalliPas encore d'évaluation
- Hammouch Mohammed Ecograi Imi 2021Document22 pagesHammouch Mohammed Ecograi Imi 2021Simo HammouChPas encore d'évaluation
- Tracto CDocument6 pagesTracto CAli HamzaouiPas encore d'évaluation
- Methode de JohnsonDocument5 pagesMethode de JohnsonFernand BikahPas encore d'évaluation
- Exercice OrdoDocument3 pagesExercice OrdoFatima-ezzahrae BardouniPas encore d'évaluation
- Etude de Cas VSM 2013 IMIDocument11 pagesEtude de Cas VSM 2013 IMISara saraPas encore d'évaluation
- Standard 5S - ISOLA4Document1 pageStandard 5S - ISOLA4Zakaria KchiriPas encore d'évaluation
- 119 - TPM - SynthèseDocument6 pages119 - TPM - Synthèsekhalida1Pas encore d'évaluation
- Exercice 4Document2 pagesExercice 4najlae alfathiPas encore d'évaluation
- Typologies Des Systemes de ProductionDocument6 pagesTypologies Des Systemes de ProductionBrFoster ElalLaliPas encore d'évaluation
- Chapitre 02-MRP2 (Mode de Compatibilité)Document25 pagesChapitre 02-MRP2 (Mode de Compatibilité)fhfhbfhgcbfghdh100% (1)
- 02-81 Cas LazurexDocument16 pages02-81 Cas LazurexKOUAMI DONKEE GBOLOHAPas encore d'évaluation
- Cours Système Lean-ESPRITDocument179 pagesCours Système Lean-ESPRITZayene Khmais100% (1)
- TD Ro Ing1 Ensit 21-22Document12 pagesTD Ro Ing1 Ensit 21-22ange kouadioPas encore d'évaluation
- Theorie Des Contraintes1Document3 pagesTheorie Des Contraintes1Reda ChattahyPas encore d'évaluation
- Les GoulotsDocument11 pagesLes GoulotsFrançois AkpoPas encore d'évaluation
- Gestion Des Opérations de La Logistique Industrielle 8Document3 pagesGestion Des Opérations de La Logistique Industrielle 8charles langmiaPas encore d'évaluation
- GlossaireDocument4 pagesGlossaireaeroPas encore d'évaluation
- GlossaireDocument10 pagesGlossaireaeroPas encore d'évaluation
- GlossaireDocument10 pagesGlossaireaeroPas encore d'évaluation
- 5P, Méthode 5 Pourquoi PDFDocument2 pages5P, Méthode 5 Pourquoi PDFaero100% (3)
- M9 - Conception Et Dessin D'outillage de Production Version 1Document115 pagesM9 - Conception Et Dessin D'outillage de Production Version 1Walid Benazi0% (1)
- Watches Chayette-05122011-Bd PDFDocument58 pagesWatches Chayette-05122011-Bd PDFLate ArtistPas encore d'évaluation
- Cours1 PDFDocument81 pagesCours1 PDFANDAHMOUPas encore d'évaluation
- tp1 PDFDocument9 pagestp1 PDFiwibab 2018Pas encore d'évaluation
- La Fabrication Des Filés de CotonDocument6 pagesLa Fabrication Des Filés de CotonAnasse KribPas encore d'évaluation
- 7i1it-Doc AP KVHDocument4 pages7i1it-Doc AP KVHAzzeddine AbdolahPas encore d'évaluation
- CFAO Cours2Document16 pagesCFAO Cours2Yacine BenchaibPas encore d'évaluation
- Elce Elements NormalisesDocument35 pagesElce Elements Normalisesernst1978Pas encore d'évaluation
- Cout Des Outillages Specifiques de MaintenanceDocument5 pagesCout Des Outillages Specifiques de MaintenanceTOPASOPas encore d'évaluation
- Proyecto 87Document100 pagesProyecto 87editoBCNPas encore d'évaluation
- Manual Taller A3 TOTALDocument152 pagesManual Taller A3 TOTALpatroleitor50% (2)
- Calcul de SurfaceDocument22 pagesCalcul de SurfaceAbdellatif Abdell100% (3)
- DS 07 08 Bis CorrectionDocument5 pagesDS 07 08 Bis CorrectiononePas encore d'évaluation
- Cours Guidage TranslationDocument11 pagesCours Guidage Translationsaded05Pas encore d'évaluation
- Fraisage À Commande Numérique: UsinageDocument1 pageFraisage À Commande Numérique: UsinageMohammed BdrPas encore d'évaluation
- Chap It Re IIIDocument14 pagesChap It Re IIITedj Amine100% (1)
- Exemples de Montage de Roulements PDFDocument4 pagesExemples de Montage de Roulements PDFramiresSPas encore d'évaluation
- Manuel TP AtelierDocument44 pagesManuel TP AtelierAnonymous 9qKdViDP4Pas encore d'évaluation
- MASTER - Garnissage Et Sellerie 2Document35 pagesMASTER - Garnissage Et Sellerie 2Lotfi Ben SlimPas encore d'évaluation
- Fraiseuse AutomatiqueDocument6 pagesFraiseuse AutomatiqueJawher Salem100% (1)
- ExecartsDocument9 pagesExecartsMedBenPas encore d'évaluation
- Chapitre 2liaison CompleteDocument8 pagesChapitre 2liaison CompleteYouness El HamriPas encore d'évaluation
- Rodamientos Rotulas y Muchos OtrosDocument1 088 pagesRodamientos Rotulas y Muchos OtrosgusticoncariPas encore d'évaluation
- Catalogue Kuka 1291280521Document79 pagesCatalogue Kuka 1291280521Akram Ben KhemisPas encore d'évaluation
- TD Injection PlastiqueDocument4 pagesTD Injection PlastiqueMounir Douggaz100% (1)
- Etude de Cas OrdonnancementDocument3 pagesEtude de Cas OrdonnancementOussama LSPas encore d'évaluation
- 0157F09 - Techniques D'assemblage Mécanique PDFDocument2 pages0157F09 - Techniques D'assemblage Mécanique PDFSCORSAM1Pas encore d'évaluation
- Exercices de Filetage - eDocument4 pagesExercices de Filetage - eGuy Effa82% (11)
- Fabrication RessortsDocument15 pagesFabrication Ressortsعبد الغنيPas encore d'évaluation
- Cours Cotation Fonctionnelle PRDocument5 pagesCours Cotation Fonctionnelle PRmekkiPas encore d'évaluation