Vous aimerez peut-être aussi
- Mini ProjetDocument18 pagesMini ProjetMajda El-aouni50% (2)
- Technologie de Batiment P2Document119 pagesTechnologie de Batiment P2jhonPas encore d'évaluation
- Pfe FinalDocument45 pagesPfe FinalSakhori0% (1)
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Devoir de Controle N1-2as-2022Document4 pagesDevoir de Controle N1-2as-2022GR GARMANI100% (2)
- Éssais GéotechniquesDocument28 pagesÉssais GéotechniquesSaâd Aziam100% (1)
- Grafcet APIDocument83 pagesGrafcet APIrabha ou benaceurPas encore d'évaluation
- Mini Projet - AUTO-maalej PDFDocument8 pagesMini Projet - AUTO-maalej PDFSarah SfaxiPas encore d'évaluation
- Corrigé Synthése ESA 2022 (TEST3)Document10 pagesCorrigé Synthése ESA 2022 (TEST3)otmane touilPas encore d'évaluation
- Devoir1 Controle2 4stDocument8 pagesDevoir1 Controle2 4stabou02100% (1)
- 3-Devoir+de+synthese +N1-2AS-2021Document4 pages3-Devoir+de+synthese +N1-2AS-2021amri mohamedPas encore d'évaluation
- TP Circuits Pneumatiques GDA SIM CORRECTIONDocument8 pagesTP Circuits Pneumatiques GDA SIM CORRECTIONNoOr HanePas encore d'évaluation
- Leroi SomerDocument20 pagesLeroi SomerJean FernandPas encore d'évaluation
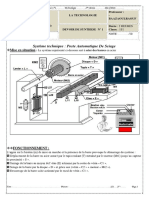
- Devoir de Synthèse N°1 - Technologie Poste de Fraisage Et Percage - 2ème Sciences (2011-2012) MR Rhimi MohamedDocument5 pagesDevoir de Synthèse N°1 - Technologie Poste de Fraisage Et Percage - 2ème Sciences (2011-2012) MR Rhimi MohamedSelim BoujnahPas encore d'évaluation
- DT DC3 FinaleDocument6 pagesDT DC3 FinaleChaabane BOUALIPas encore d'évaluation
- Detection de Couleur Par FPGA Cas de L AR DRONEDocument32 pagesDetection de Couleur Par FPGA Cas de L AR DRONEIlias Emsa100% (1)
- Mini Projet de EsaDocument30 pagesMini Projet de EsaBakr IbrahimiPas encore d'évaluation
- Mme Toumi Imen Système Unité D'usinageDocument6 pagesMme Toumi Imen Système Unité D'usinageKamel TayahiPas encore d'évaluation
- Correction Devoir+de+Controle+N2 2AS+ Perceuse+Rotative 2021Document5 pagesCorrection Devoir+de+Controle+N2 2AS+ Perceuse+Rotative 2021aliPas encore d'évaluation
- Grafcet Et Point de VueDocument4 pagesGrafcet Et Point de VueLTIMK100% (1)
- Ds2-2ème-Pot de Fleurs 2020-2021Document10 pagesDs2-2ème-Pot de Fleurs 2020-2021Adam BensaidPas encore d'évaluation
- Seie 4 Grafcet 3emeDocument3 pagesSeie 4 Grafcet 3emeSoumeya MachtaPas encore d'évaluation
- Devoir de Synthèse N°1 - Technologie - 2ème Sciences (2014-2015) MR Abdallah RaouafiDocument6 pagesDevoir de Synthèse N°1 - Technologie - 2ème Sciences (2014-2015) MR Abdallah RaouafiMeriem Abdelhafidh0% (1)
- Robot GrafcetDocument4 pagesRobot GrafcetYassine LazragPas encore d'évaluation
- Robotics Course DynamicsDocument30 pagesRobotics Course Dynamicshocine benmaizaPas encore d'évaluation
- TD 2 Automates Programmables Industriels 2020 - 2021Document2 pagesTD 2 Automates Programmables Industriels 2020 - 2021adamPas encore d'évaluation
- 06 GrafcetDocument28 pages06 Grafcetamine milanoPas encore d'évaluation
- Système Automatique de Découpage - Perçage: TechnologieDocument6 pagesSystème Automatique de Découpage - Perçage: TechnologieChaabane BOUALIPas encore d'évaluation
- Devoir de Contrôle N°1 - Technologie - Machine À Coller Les Étiquettes - 2ème Sciences (2018-2019) MR Dhifaoui AbdelwahebDocument4 pagesDevoir de Contrôle N°1 - Technologie - Machine À Coller Les Étiquettes - 2ème Sciences (2018-2019) MR Dhifaoui Abdelwahebelyes mleykiPas encore d'évaluation
- Devoir de Synthèse N°1 - Technologie - Poste Automatique de Perçage - 2ème Sciences (2016-2017) MR HammiDocument6 pagesDevoir de Synthèse N°1 - Technologie - Poste Automatique de Perçage - 2ème Sciences (2016-2017) MR HammiamaniPas encore d'évaluation
- Machine de Perçage Et Découpage Automatisée: I. Cahier de ChargeDocument3 pagesMachine de Perçage Et Découpage Automatisée: I. Cahier de ChargeSyrine Mzoughi100% (1)
- Perceuse Sidre AmdecDocument22 pagesPerceuse Sidre Amdecpacom zanguéPas encore d'évaluation
- Devoir de Contrôle N°1 - Génie Électrique - Bac Technique (2010-2011) MR Abdallah Raouafi PDFDocument4 pagesDevoir de Contrôle N°1 - Génie Électrique - Bac Technique (2010-2011) MR Abdallah Raouafi PDFAkram Ben Khemis50% (2)
- LE GRAFCET 2014 TrouDocument12 pagesLE GRAFCET 2014 Troukadri aliPas encore d'évaluation
- Compte Rendu Automatisme Systéme Monte ChargeDocument12 pagesCompte Rendu Automatisme Systéme Monte ChargeBilel BoulehmiPas encore d'évaluation
- Etude TC 2016 SUJET 21 11 2013Document14 pagesEtude TC 2016 SUJET 21 11 2013Ben Aissa ChokriPas encore d'évaluation
- Devoir de Contrôle Avec CorrectionDocument4 pagesDevoir de Contrôle Avec CorrectionharemPas encore d'évaluation
- GrafcetDocument18 pagesGrafcetABAHI100% (1)
- Exercice Codeur OptiqueDocument1 pageExercice Codeur OptiqueelmrabetPas encore d'évaluation
- Devoir de Contrôle N°1 - Technologie Machine À Cambrer - 2ème Sciences Exp (2011-2012) MR NouarDocument4 pagesDevoir de Contrôle N°1 - Technologie Machine À Cambrer - 2ème Sciences Exp (2011-2012) MR Nouarأبوأحمد الجزيريPas encore d'évaluation
- Exam API Seer-Gecsi 2020-2021Document4 pagesExam API Seer-Gecsi 2020-2021Safae AbdelmounimPas encore d'évaluation
- Devoir de Contrôle N1 Technologie 2ème Sciences 2012 2013 MR Abdallah RAOUAFIDocument3 pagesDevoir de Contrôle N1 Technologie 2ème Sciences 2012 2013 MR Abdallah RAOUAFIArwa BerrichPas encore d'évaluation
- Grafcet 5Document2 pagesGrafcet 5Tarek MehdidPas encore d'évaluation
- Devoir de Synthèse N°1 - Technologie - 2ème Sciences (2007-2008) Mme Toumi Imen Système Poste de Pliage Et de Poinçonnage de TôllesDocument5 pagesDevoir de Synthèse N°1 - Technologie - 2ème Sciences (2007-2008) Mme Toumi Imen Système Poste de Pliage Et de Poinçonnage de TôllesMed Aymen Bensalem100% (1)
- Devoir de Synthèse N°1 2015 2016 (MR Baazaoui Abderraouf)Document5 pagesDevoir de Synthèse N°1 2015 2016 (MR Baazaoui Abderraouf)Ahlem Rmida Ben HmidaPas encore d'évaluation
- Cours Lycée Pilote - Technologie Le GRAFCET - 2ème Sciences (2014-2015) MR Rafik Ben AmorDocument10 pagesCours Lycée Pilote - Technologie Le GRAFCET - 2ème Sciences (2014-2015) MR Rafik Ben AmorHana KhemissiPas encore d'évaluation
- TD2 Sciage ProfilesDocument2 pagesTD2 Sciage ProfilesKhalil Belghiyati100% (1)
- Exemple Grafcet Cycle Pendulaire en LadderDocument3 pagesExemple Grafcet Cycle Pendulaire en LadderAchraf Moussafir100% (1)
- Devoir de Contrôle N°1 - Technologie Poste Automatique de Pliage Et de Découpage - 2ème Sciences (2012-2013) MR BAAZAOUI RaoufDocument4 pagesDevoir de Contrôle N°1 - Technologie Poste Automatique de Pliage Et de Découpage - 2ème Sciences (2012-2013) MR BAAZAOUI Raoufchaouachi alarbiPas encore d'évaluation
- Devoir de Contrôle N°1 - Technologie - 1ère AS (2009-2010) 2 PDFDocument3 pagesDevoir de Contrôle N°1 - Technologie - 1ère AS (2009-2010) 2 PDFأبوأحمد الجزيريPas encore d'évaluation
- Exercice GRAFCET DUT 2019 Serie 1 PDFDocument4 pagesExercice GRAFCET DUT 2019 Serie 1 PDFAstou FallPas encore d'évaluation
- Devoir de Contrôle N°1 - Technologie - 1ère AS (2009-2010)Document0 pageDevoir de Contrôle N°1 - Technologie - 1ère AS (2009-2010)saded05Pas encore d'évaluation
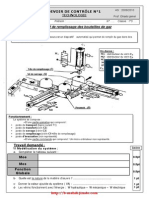
- 8c5kh-Etude Systeme Poste D Alimentation en Toles Avec Correction PDFDocument3 pages8c5kh-Etude Systeme Poste D Alimentation en Toles Avec Correction PDFIbra Moulay100% (2)
- Zaghouan Systeme de Traitement Thermique: Devoir de Synthese N°3Document3 pagesZaghouan Systeme de Traitement Thermique: Devoir de Synthese N°3Quincaillerie Ben MansourPas encore d'évaluation
- Les Douille À Billes PDFDocument50 pagesLes Douille À Billes PDFNadia DridiPas encore d'évaluation
- Mise en BouteillesDocument3 pagesMise en BouteillesIBRAHIMA DIOUF100% (1)
- CH Elements PneumatiquesDocument8 pagesCH Elements PneumatiquesNabilBouabana100% (1)
- Malaxeur de Sable AutomatiseDocument9 pagesMalaxeur de Sable AutomatiseHamada HamadaPas encore d'évaluation
- Compte RenduDocument12 pagesCompte RenduRayen Ab100% (1)
- DC N°1 - 1ère - Machine de Percage Et Lamage 2020-2021Document4 pagesDC N°1 - 1ère - Machine de Percage Et Lamage 2020-2021Adam BensaidPas encore d'évaluation
- TD2 - Grafcet - Mise en Équations - MatérialisationDocument4 pagesTD2 - Grafcet - Mise en Équations - Matérialisationfakhfakh100% (1)
- Devoir À RendreDocument2 pagesDevoir À RendreElias AzoumPas encore d'évaluation
- PliageDocument13 pagesPliageIlias Emsa100% (1)
- Pliage PDFDocument13 pagesPliage PDFlamriss100% (1)
- Rapport DES PDFDocument18 pagesRapport DES PDFIlias EmsaPas encore d'évaluation
- Station de Pompage - Imacab - Ouachtouk IliasDocument14 pagesStation de Pompage - Imacab - Ouachtouk IliasIlias EmsaPas encore d'évaluation
- Rapport de StageDocument60 pagesRapport de StageIlias EmsaPas encore d'évaluation
- Rapport de Zidane PDFDocument20 pagesRapport de Zidane PDFIlias EmsaPas encore d'évaluation
- Mon RapportDocument29 pagesMon RapportIlias Emsa100% (1)
- Identification Par GUI Sous MatlabDocument11 pagesIdentification Par GUI Sous MatlabIlias EmsaPas encore d'évaluation
- Cours de Mécanique Des Fluides2 PDFDocument27 pagesCours de Mécanique Des Fluides2 PDFIlias EmsaPas encore d'évaluation
- PliageDocument13 pagesPliageIlias Emsa100% (1)
- Fali, ImaneDocument128 pagesFali, ImaneSamsouma BkPas encore d'évaluation
- Cours3 Le RaffinageDocument3 pagesCours3 Le RaffinageKhalil Lasfer100% (2)
- Dc-One50-Fr (11-2011)Document12 pagesDc-One50-Fr (11-2011)IMEN DHIBIPas encore d'évaluation
- Catalogue Accessoires PMF PDFDocument20 pagesCatalogue Accessoires PMF PDFANAPas encore d'évaluation
- Dtu 60.33Document23 pagesDtu 60.33asmaaPas encore d'évaluation
- Diapo+cours Materiaux 2017Document47 pagesDiapo+cours Materiaux 2017Jik KkkPas encore d'évaluation
- Essais Mécanique 2 PDFDocument28 pagesEssais Mécanique 2 PDFkodifa50% (2)
- S1 La Matiere 1 NidalDocument7 pagesS1 La Matiere 1 NidalSamiha BenfaresPas encore d'évaluation
- LOT04 - CCTP Cloisons, Revetements, Peinture - Capitainerie TPM Ind3Document34 pagesLOT04 - CCTP Cloisons, Revetements, Peinture - Capitainerie TPM Ind3Yousra AzamPas encore d'évaluation
- Bétons Pret À L'emploiDocument7 pagesBétons Pret À L'emploiAbdou HababaPas encore d'évaluation
- Grue 50Document9 pagesGrue 50elazharyPas encore d'évaluation
- Ing Sudor InternationalDocument57 pagesIng Sudor Internationalcoco_62Pas encore d'évaluation
- Lave-Linge Arthur-Martin-Electrolux AWT 1256 PDFDocument16 pagesLave-Linge Arthur-Martin-Electrolux AWT 1256 PDFAnonymous oHrthNpgA0% (1)
- Chariot de Filtration FullDocument4 pagesChariot de Filtration FullArcaPas encore d'évaluation
- Sepromax Sur Sa1Document10 pagesSepromax Sur Sa1Claudio Jimmy Cabrera VivancoPas encore d'évaluation
- Herhof Bre FRDocument8 pagesHerhof Bre FRmarcelina24Pas encore d'évaluation
- Annexe 7 - Remblayage de TrancheeDocument8 pagesAnnexe 7 - Remblayage de TrancheeZineb ZizoPas encore d'évaluation
- TechnologieDocument11 pagesTechnologieDayang DayangPas encore d'évaluation
- Ch4 Alignement Des ArbresDocument16 pagesCh4 Alignement Des Arbreschabane_148549Pas encore d'évaluation
- Rapport de Stage (Momen Nawal)Document49 pagesRapport de Stage (Momen Nawal)Hamid AllaliPas encore d'évaluation
- EutecTrode Electrodes Enrobees Soudage Manuel ArcDocument12 pagesEutecTrode Electrodes Enrobees Soudage Manuel ArcAnonymous ap1THdqd3P100% (1)
- Mercure AniméDocument17 pagesMercure AnimédeedgiPas encore d'évaluation
- Charge FusionDocument2 pagesCharge FusionAyoub LaouinatePas encore d'évaluation
- MAÇONNERIESDocument5 pagesMAÇONNERIESsoumahPas encore d'évaluation
- Chapitre 3 Dureté Des AgrégatsDocument20 pagesChapitre 3 Dureté Des AgrégatsGianPas encore d'évaluation
- InersDocument84 pagesInershhPas encore d'évaluation