Vous aimerez peut-être aussi
- Maintenance Preventive - EtdDocument27 pagesMaintenance Preventive - EtdLafertisPas encore d'évaluation
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- ABC de La Maintenance Groupe 1-1Document65 pagesABC de La Maintenance Groupe 1-1paulin maissonPas encore d'évaluation
- Fiabilité, Maintenance Prédictive Et Vibration Des Machines PDF - Télécharger, LireDocument9 pagesFiabilité, Maintenance Prédictive Et Vibration Des Machines PDF - Télécharger, LireArmand EssPas encore d'évaluation
- 10 - Indicateurs en MaintenanceDocument11 pages10 - Indicateurs en MaintenanceKacem Mohamed Naim100% (1)
- M103T Travaux d'AtelierMFDocument6 pagesM103T Travaux d'AtelierMFkhalid borjaPas encore d'évaluation
- Chapitre 2 Organisation de La Fonction MaintenanceDocument53 pagesChapitre 2 Organisation de La Fonction MaintenanceAhmed ELBOUZIDIPas encore d'évaluation
- Pourquoi Une GMAODocument10 pagesPourquoi Une GMAOHoussein BenabdallahPas encore d'évaluation
- Basic MaintenanceDocument39 pagesBasic MaintenanceelalamiPas encore d'évaluation
- Concepts Et Strategies de MaintenanceDocument16 pagesConcepts Et Strategies de MaintenanceSoufiane NaniPas encore d'évaluation
- La Maintenance Préventive ConditionnelleDocument5 pagesLa Maintenance Préventive ConditionnelleAzeddine Boughmar0% (1)
- Organisation Maintenance Cours 2011Document249 pagesOrganisation Maintenance Cours 2011Elmelki AnasPas encore d'évaluation
- Tp-2 Pratique Moteur PDFDocument10 pagesTp-2 Pratique Moteur PDFEnzo MarottaPas encore d'évaluation
- OUT03 Maintenance Préventive MouleDocument1 pageOUT03 Maintenance Préventive MouleOussama SalHiPas encore d'évaluation
- Maintenance ConditionnelleDocument3 pagesMaintenance ConditionnelleEmmanuel SotongbePas encore d'évaluation
- Pourquoi Une GMAO PDFDocument18 pagesPourquoi Une GMAO PDFSadou HamadouPas encore d'évaluation
- Principes Fondamentaux de La LubrificationDocument8 pagesPrincipes Fondamentaux de La LubrificationBoujemaa BouhoudaPas encore d'évaluation
- Formation Brasage Sans Plomb PDFDocument36 pagesFormation Brasage Sans Plomb PDFm*daliPas encore d'évaluation
- Introduction A La Maintenance IndustrielleDocument1 pageIntroduction A La Maintenance Industriellenourelhouda71Pas encore d'évaluation
- Presentation Du Master Ingenierie de La MaintenanceDocument26 pagesPresentation Du Master Ingenierie de La MaintenanceBAALIPas encore d'évaluation
- Maintenance Des Systèmes ÉléctromécaniqueDocument8 pagesMaintenance Des Systèmes Éléctromécaniquefazfrito lacaviata100% (1)
- Gestion de La Maintenance MMOAMPADocument77 pagesGestion de La Maintenance MMOAMPASoufiane NaniPas encore d'évaluation
- AMDEC-MACHINE ProjetDocument81 pagesAMDEC-MACHINE Projetnadir benyoucefPas encore d'évaluation
- Cours de Maintenance CorrectiveDocument15 pagesCours de Maintenance CorrectiveBenhejjam SalahPas encore d'évaluation
- La Maintenance Préventive (Claude Kojchen) (Z-Library)Document176 pagesLa Maintenance Préventive (Claude Kojchen) (Z-Library)Mustapha Mezgrane100% (1)
- Devoir Stratégies de MaintenanceDocument10 pagesDevoir Stratégies de MaintenanceAymane R'mPas encore d'évaluation
- Comment Creer Et Developper Un Garage Solidaire - 2eme EditionDocument120 pagesComment Creer Et Developper Un Garage Solidaire - 2eme EditionJerome Lvlls100% (1)
- Analyse Fonctionelle InterneDocument39 pagesAnalyse Fonctionelle Internejlali tarekPas encore d'évaluation
- AMDECDocument12 pagesAMDECAssale MouhcinePas encore d'évaluation
- Livret Chariot 389Document45 pagesLivret Chariot 389Adel JeddiPas encore d'évaluation
- Cartographie Des Risques: Présentation & Mode D'emploi Du Kit InformatiqueDocument16 pagesCartographie Des Risques: Présentation & Mode D'emploi Du Kit InformatiqueBassemArgoubiPas encore d'évaluation
- Maintenance Productive Totale TPM 2019Document30 pagesMaintenance Productive Totale TPM 2019Omar El BourkhissiPas encore d'évaluation
- 60 - Localisation Des DéfaillancesDocument28 pages60 - Localisation Des DéfaillancesAymane R'mPas encore d'évaluation
- Démontage Remontage Système de Bridage TDDocument4 pagesDémontage Remontage Système de Bridage TDLucas HertzPas encore d'évaluation
- Fiche MaintenanceDocument5 pagesFiche MaintenanceKaram El FerhliPas encore d'évaluation
- 02 Gestion Des Interventions PDFDocument9 pages02 Gestion Des Interventions PDFAymen HssainiPas encore d'évaluation
- Rapport Annuel Sur La Sante, La Securite Et Les Conditions de Travail 2016Document61 pagesRapport Annuel Sur La Sante, La Securite Et Les Conditions de Travail 2016Ingrid PaolinePas encore d'évaluation
- GmaoDocument2 pagesGmaoWalid FoudadPas encore d'évaluation
- À VoirDocument33 pagesÀ Voirfaith2013Pas encore d'évaluation
- Securite Des InstallationsDocument10 pagesSecurite Des InstallationsLayla NAFOURIPas encore d'évaluation
- Dossier MachineDocument10 pagesDossier MachineE L I N O RPas encore d'évaluation
- Projet MaintenanceDocument36 pagesProjet MaintenanceSaad BenzaidaPas encore d'évaluation
- 08 - La Total Productive Maintenance (TPM)Document15 pages08 - La Total Productive Maintenance (TPM)Placide MEBIAME NDONGPas encore d'évaluation
- 2018Document21 pages2018ABD REZZAK ABD REZZAK100% (1)
- 9787 TP 0m Validation Risques Electriques Sur Ve VH ProfDocument3 pages9787 TP 0m Validation Risques Electriques Sur Ve VH ProfhassanPas encore d'évaluation
- Controle Tech Mineures PDFDocument14 pagesControle Tech Mineures PDFvolanges eliezer-vanerotPas encore d'évaluation
- Mini MaintDocument4 pagesMini MaintIliasMajdi100% (2)
- m18 Systemes AutomatiseesDocument127 pagesm18 Systemes AutomatiseesĶhąļìđ MįřïPas encore d'évaluation
- Machine À Mesurer Tridimensionnelle (MMT)Document4 pagesMachine À Mesurer Tridimensionnelle (MMT)Tahar ADJOUDJPas encore d'évaluation
- 6 - Velocimètres - Taximètres - TachymètresDocument9 pages6 - Velocimètres - Taximètres - TachymètresTecnicas Reunidas de AutomociónPas encore d'évaluation
- Polycopie Bouzouane PDFDocument54 pagesPolycopie Bouzouane PDFSou AdPas encore d'évaluation
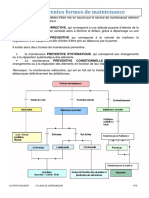
- 511 Les Differente Forme de MaintenanceDocument8 pages511 Les Differente Forme de MaintenanceLouhabAberbourPas encore d'évaluation
- 3 FreinomètresDocument13 pages3 FreinomètresTecnicas Reunidas de Automoción100% (1)
- 01 - Concepts Et Stratégies de MaintenanceDocument37 pages01 - Concepts Et Stratégies de MaintenanceJihane AbdessPas encore d'évaluation
- Cours Qualité-SécuritéDocument178 pagesCours Qualité-SécuritéAmira WarhéniPas encore d'évaluation
- Cours Maintenance V1!1!176Document176 pagesCours Maintenance V1!1!176Mohammed ElkouhenPas encore d'évaluation
- TourneurDocument25 pagesTourneurSlah Benali100% (1)
- Brochure Solutions de PalpageDocument40 pagesBrochure Solutions de PalpageBoutef El HachemiPas encore d'évaluation
- Module n27 Gestion de La Maintenance TFCC Ofppt PDFDocument29 pagesModule n27 Gestion de La Maintenance TFCC Ofppt PDFAnonymous hQ6z6OBw50% (2)
- Chiesi Calcul d9 Et D9aDocument3 pagesChiesi Calcul d9 Et D9akoum juniorPas encore d'évaluation
- Suivi Vérif PériodiqueDocument5 pagesSuivi Vérif Périodiquekoum juniorPas encore d'évaluation
- Daily Weekly Inspection Log-FRDocument1 pageDaily Weekly Inspection Log-FRkoum juniorPas encore d'évaluation
- Ecs Cmsi FT AvissDocument4 pagesEcs Cmsi FT Avisskoum juniorPas encore d'évaluation
- Chapitre 4.1 Segmentation de La Clientéle1Document23 pagesChapitre 4.1 Segmentation de La Clientéle1koum juniorPas encore d'évaluation
- Partie 4 - Etude de DangersDocument55 pagesPartie 4 - Etude de Dangerskoum juniorPas encore d'évaluation
- Installation DExtinction Automatique IG 55 1Document2 pagesInstallation DExtinction Automatique IG 55 1koum juniorPas encore d'évaluation
- Mbolog Damien: 286760 Attestation de Non RedevanceDocument1 pageMbolog Damien: 286760 Attestation de Non Redevancekoum juniorPas encore d'évaluation
- WEB 5. Services PPT Guide - FR - 0Document44 pagesWEB 5. Services PPT Guide - FR - 0koum juniorPas encore d'évaluation
- 212 Modele CV ExpressDocument2 pages212 Modele CV Expresskoum juniorPas encore d'évaluation
- Disjoncteurs de Puissance DPX 160-250 - FRDocument3 pagesDisjoncteurs de Puissance DPX 160-250 - FRkoum juniorPas encore d'évaluation
- Fiche de Paie Type 1Document1 pageFiche de Paie Type 1koum juniorPas encore d'évaluation
- Contrat de Presentation de ServiceDocument4 pagesContrat de Presentation de ServiceMahmoud FakhryPas encore d'évaluation
- Termes de Reference Pour L Elaboration Du Cadre Politique de ReinstallationDocument9 pagesTermes de Reference Pour L Elaboration Du Cadre Politique de Reinstallationchérif hadaminePas encore d'évaluation
- LE Manuel Du: Tage MageDocument49 pagesLE Manuel Du: Tage Magegnimmadabo123100% (1)
- Cours Environnement Du Commerce International 2022-2023Document21 pagesCours Environnement Du Commerce International 2022-2023Aude FangangPas encore d'évaluation
- Arrêté Du 5 Octobre 2021 Agrément Établissement de Distribution en GrosDocument6 pagesArrêté Du 5 Octobre 2021 Agrément Établissement de Distribution en GrosAmel CHERKIPas encore d'évaluation
- Contrat D'assuranceDocument2 pagesContrat D'assuranceRicardo M.GbetinPas encore d'évaluation
- Maroc TelecomDocument3 pagesMaroc TelecomOUMAIMA FILALI ABOUPas encore d'évaluation
- ITF2 S 1Document10 pagesITF2 S 1BOPas encore d'évaluation
- Recueil Des Reponses de La Dgi Partie IsDocument339 pagesRecueil Des Reponses de La Dgi Partie IsNajib BakkarPas encore d'évaluation
- TD 4 - Période 1980-86Document12 pagesTD 4 - Période 1980-86IngenieurPas encore d'évaluation
- CV Bocar Harouna DIALLODocument1 pageCV Bocar Harouna DIALLOBocar Harouna DialloPas encore d'évaluation
- Déclaration TVA 02-2024Document2 pagesDéclaration TVA 02-2024KQG Gaming (LeBOSSGaming 33)Pas encore d'évaluation
- Jihane Nabbar Pfe ( (ÈèDocument14 pagesJihane Nabbar Pfe ( (ÈènabbarjihanePas encore d'évaluation
- Cahier de Syllabus Des Sciences de La GestionDocument84 pagesCahier de Syllabus Des Sciences de La GestionSahbi DkhiliPas encore d'évaluation
- Quittance Octobre RichardDocument1 pageQuittance Octobre RichardSteeven DangladesPas encore d'évaluation
- M04 Economie Et Gestion D'entreprise TSGCDocument143 pagesM04 Economie Et Gestion D'entreprise TSGCmarouanePas encore d'évaluation
- Decouverte Produit Nutella-2Document28 pagesDecouverte Produit Nutella-2PASCAL LANDSHEEREPas encore d'évaluation
- Cartographie Des Centres de Promotion de La Femme Et de La Famille Fichier 1Document40 pagesCartographie Des Centres de Promotion de La Femme Et de La Famille Fichier 1LeuchiPas encore d'évaluation
- Memoire Optimisation de StockDocument119 pagesMemoire Optimisation de StockIsmael SanouPas encore d'évaluation
- Cadre Organique Du Conseil Régional de La Marahoué 2015Document12 pagesCadre Organique Du Conseil Régional de La Marahoué 2015Priscille YaoPas encore d'évaluation
- Le TRSDocument4 pagesLe TRSStevy Mikala100% (1)
- Communication CorporateDocument15 pagesCommunication CorporateLola LandPas encore d'évaluation
- Sem SmoDocument2 pagesSem SmoIsmaël DialloPas encore d'évaluation
- Theme N°2 La Reforme Des Centres Regionaux D - InvestissementDocument12 pagesTheme N°2 La Reforme Des Centres Regionaux D - InvestissementYouness Ahl FilaliPas encore d'évaluation
- Meig Scholarship Form - 9th Edition 2024 2025Document7 pagesMeig Scholarship Form - 9th Edition 2024 2025Ely BoraudPas encore d'évaluation
- Presentation Efficacite Energetique Christophe GUZELDocument33 pagesPresentation Efficacite Energetique Christophe GUZELMouna FgPas encore d'évaluation
- Etude OKJOBS Salaires Contrôle de GestionDocument8 pagesEtude OKJOBS Salaires Contrôle de GestionENCGPas encore d'évaluation
- Rapport D'activité Octobre 2020Document9 pagesRapport D'activité Octobre 2020OWOLABI ROSEPas encore d'évaluation
- Séance 1Document14 pagesSéance 1BADIPas encore d'évaluation
- Matrice de Faisabilité ProjetDocument12 pagesMatrice de Faisabilité ProjetHajar Ou100% (1)
- Secrets du Marketing des Médias Sociaux 2021: Conseils et Stratégies Extrêmement Efficaces votre Facebook (Stimulez votre Engagement et Gagnez des Clients Fidèles)D'EverandSecrets du Marketing des Médias Sociaux 2021: Conseils et Stratégies Extrêmement Efficaces votre Facebook (Stimulez votre Engagement et Gagnez des Clients Fidèles)Évaluation : 4 sur 5 étoiles4/5 (2)
- Revue des incompris revue d'histoire des oubliettes: Le Réveil de l'Horloge de Célestin Louis Maxime Dubuisson aliéniste et poèteD'EverandRevue des incompris revue d'histoire des oubliettes: Le Réveil de l'Horloge de Célestin Louis Maxime Dubuisson aliéniste et poèteÉvaluation : 3 sur 5 étoiles3/5 (3)
- Dark Python : Apprenez à créer vos outils de hacking.D'EverandDark Python : Apprenez à créer vos outils de hacking.Évaluation : 3 sur 5 étoiles3/5 (1)
- Le guide du hacker : le guide simplifié du débutant pour apprendre les bases du hacking avec Kali LinuxD'EverandLe guide du hacker : le guide simplifié du débutant pour apprendre les bases du hacking avec Kali LinuxÉvaluation : 5 sur 5 étoiles5/5 (2)
- Électrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsD'EverandÉlectrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Apprendre Python rapidement: Le guide du débutant pour apprendre tout ce que vous devez savoir sur Python, même si vous êtes nouveau dans la programmationD'EverandApprendre Python rapidement: Le guide du débutant pour apprendre tout ce que vous devez savoir sur Python, même si vous êtes nouveau dans la programmationPas encore d'évaluation
- Technologie automobile: Les Grands Articles d'UniversalisD'EverandTechnologie automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- Python | Programmer pas à pas: Le guide du débutant pour une initiation simple & rapide à la programmationD'EverandPython | Programmer pas à pas: Le guide du débutant pour une initiation simple & rapide à la programmationPas encore d'évaluation
- Hacking pour débutants : Le guide complet du débutant pour apprendre les bases du hacking avec Kali LinuxD'EverandHacking pour débutants : Le guide complet du débutant pour apprendre les bases du hacking avec Kali LinuxÉvaluation : 4.5 sur 5 étoiles4.5/5 (4)
- Hacking pour débutant Le guide ultime du débutant pour apprendre les bases du hacking avec Kali Linux et comment se protéger des hackersD'EverandHacking pour débutant Le guide ultime du débutant pour apprendre les bases du hacking avec Kali Linux et comment se protéger des hackersPas encore d'évaluation
- Kali Linux pour débutant : Le guide ultime du débutant pour apprendre les bases de Kali Linux.D'EverandKali Linux pour débutant : Le guide ultime du débutant pour apprendre les bases de Kali Linux.Évaluation : 5 sur 5 étoiles5/5 (1)
- Wireshark pour les débutants : Le guide ultime du débutant pour apprendre les bases de l’analyse réseau avec Wireshark.D'EverandWireshark pour les débutants : Le guide ultime du débutant pour apprendre les bases de l’analyse réseau avec Wireshark.Pas encore d'évaluation
- L'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésD'EverandL'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Vous saurez tout sur le permis: Un livre rassurant pour les maudits du volantD'EverandVous saurez tout sur le permis: Un livre rassurant pour les maudits du volantPas encore d'évaluation
- L'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)D'EverandL'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)Évaluation : 4 sur 5 étoiles4/5 (3032)
- Wi-Fi Hacking avec kali linux Guide étape par étape : apprenez à pénétrer les réseaux Wifi et les meilleures stratégies pour les sécuriserD'EverandWi-Fi Hacking avec kali linux Guide étape par étape : apprenez à pénétrer les réseaux Wifi et les meilleures stratégies pour les sécuriserPas encore d'évaluation
- Guide Pour Les Débutants En Matière De Piratage Informatique: Comment Pirater Un Réseau Sans Fil, Sécurité De Base Et Test De Pénétration, Kali LinuxD'EverandGuide Pour Les Débutants En Matière De Piratage Informatique: Comment Pirater Un Réseau Sans Fil, Sécurité De Base Et Test De Pénétration, Kali LinuxÉvaluation : 1 sur 5 étoiles1/5 (1)
- Dans l'esprit des grand investisseurs: Un voyage à la découverte de la psychologie utilisée par les plus grands investisseurs de tous les temps à travers des analyses opérationnellD'EverandDans l'esprit des grand investisseurs: Un voyage à la découverte de la psychologie utilisée par les plus grands investisseurs de tous les temps à travers des analyses opérationnellÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Production et propagation des sons: Les Grands Articles d'UniversalisD'EverandProduction et propagation des sons: Les Grands Articles d'UniversalisPas encore d'évaluation
- Python Offensif : Le guide du débutant pour apprendre les bases du langage Python et créer des outils de hacking.D'EverandPython Offensif : Le guide du débutant pour apprendre les bases du langage Python et créer des outils de hacking.Pas encore d'évaluation
- L'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.D'EverandL'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.Évaluation : 3.5 sur 5 étoiles3.5/5 (6)
- Le trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsD'EverandLe trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsÉvaluation : 3.5 sur 5 étoiles3.5/5 (19)
- La psychologie du trading facile à apprendre: Comment appliquer les stratégies et les attitudes psychologiques des traders gagnants pour réussir dans le trading.D'EverandLa psychologie du trading facile à apprendre: Comment appliquer les stratégies et les attitudes psychologiques des traders gagnants pour réussir dans le trading.Évaluation : 4 sur 5 étoiles4/5 (2)
- Le guide pratique du hacker dans les tests d’intrusion IoT : Le livre indispensable pour identifiez les vulnérabilités et sécurisez vos objets intelligentsD'EverandLe guide pratique du hacker dans les tests d’intrusion IoT : Le livre indispensable pour identifiez les vulnérabilités et sécurisez vos objets intelligentsPas encore d'évaluation
- Le Guide Rapide Du Cloud Computing Et De La CybersécuritéD'EverandLe Guide Rapide Du Cloud Computing Et De La CybersécuritéPas encore d'évaluation
- La vie des abeilles: Prix Nobel de littératureD'EverandLa vie des abeilles: Prix Nobel de littératureÉvaluation : 4 sur 5 étoiles4/5 (41)