Vous aimerez peut-être aussi
- Tableaux Des Unites de Mesure PDFDocument1 pageTableaux Des Unites de Mesure PDFMaster CIL100% (2)
- Compte Rendu Metrologie tp2Document34 pagesCompte Rendu Metrologie tp2No Raya100% (1)
- Cours Techno Générale APDocument24 pagesCours Techno Générale APAziz KaborePas encore d'évaluation
- Bardad Salah Eddine - TP RDM 2Document12 pagesBardad Salah Eddine - TP RDM 2bourorga chaimaàPas encore d'évaluation
- College Metrologie Les EnjeuxDocument32 pagesCollege Metrologie Les EnjeuxmetrologuesenherbePas encore d'évaluation
- Specifications Dimensionnelles-Geometriques PDFDocument8 pagesSpecifications Dimensionnelles-Geometriques PDFMed Ali MaatougPas encore d'évaluation
- Exercice METROLOGIE eDocument2 pagesExercice METROLOGIE ebottiother100% (1)
- Etude Sur Les Technologies D'usinage Par LASERDocument10 pagesEtude Sur Les Technologies D'usinage Par LASERSandu NutzuPas encore d'évaluation
- Superalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceD'EverandSuperalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficacePas encore d'évaluation
- Génie IndustrielDocument6 pagesGénie Industrielghizlan chouibaPas encore d'évaluation
- Formation de Base Sur La MétrologieDocument42 pagesFormation de Base Sur La MétrologieKrimo KitouchiPas encore d'évaluation
- NF E 02-200 - Calibres LisseDocument22 pagesNF E 02-200 - Calibres LisseLaversinPas encore d'évaluation
- Presentation AmdecDocument39 pagesPresentation AmdecChikhaouiPas encore d'évaluation
- 1 - Spécif ISO - Bases Juin 2017 v5 ANSELMETTIDocument123 pages1 - Spécif ISO - Bases Juin 2017 v5 ANSELMETTIrihabPas encore d'évaluation
- C12 CotationFonctionnelleDocument24 pagesC12 CotationFonctionnelleHicham BaghdadiPas encore d'évaluation
- Metro 1 GMDocument60 pagesMetro 1 GMmrduck lyPas encore d'évaluation
- 4 Éme Lecture de Dessin CHAPITRE .Document9 pages4 Éme Lecture de Dessin CHAPITRE .imade zidanePas encore d'évaluation
- Metro 2021Document69 pagesMetro 2021MngPas encore d'évaluation
- Chapitre I: Chapitre I: Généralités Sur La Métrologie 2019-2020Document68 pagesChapitre I: Chapitre I: Généralités Sur La Métrologie 2019-2020djakoune adlenePas encore d'évaluation
- Cours Metrologie Finale 2006Document68 pagesCours Metrologie Finale 2006Ahmed Kanoun100% (1)
- Chapitre 1 Introduction À La MétrologieDocument4 pagesChapitre 1 Introduction À La MétrologieLaurenne YaoPas encore d'évaluation
- Cours TolerancesDocument18 pagesCours TolerancesGuiliassPas encore d'évaluation
- 1.mesures Et Incertitudes PDFDocument3 pages1.mesures Et Incertitudes PDFkimmikPas encore d'évaluation
- Exercice 1 - Les Specifications GeometriquesDocument11 pagesExercice 1 - Les Specifications GeometriquesBarou Haya SanniPas encore d'évaluation
- MSP PrincipeDocument8 pagesMSP PrincipeHayat RaouiPas encore d'évaluation
- Interpr99 PDFDocument55 pagesInterpr99 PDFMajda El AouniPas encore d'évaluation
- Cot at IonDocument23 pagesCot at IonTitou SbzPas encore d'évaluation
- Mesures Et IncertitudesDocument11 pagesMesures Et IncertitudesKodakPas encore d'évaluation
- Erreur Aléatoire Et SystématiqueDocument39 pagesErreur Aléatoire Et SystématiqueZaki BouananePas encore d'évaluation
- Présentation2 1Document46 pagesPrésentation2 1Mahamadou Makan DiakitéPas encore d'évaluation
- 3 MSA Etude Type1Document9 pages3 MSA Etude Type1Hichem ArbiPas encore d'évaluation
- Rancic 2Document346 pagesRancic 2Julien GilPas encore d'évaluation
- PR-07 Processus Méthode Et IndustrialisationDocument4 pagesPR-07 Processus Méthode Et IndustrialisationstudentibnrachikPas encore d'évaluation
- M18 - Organisation D'un Poste de TravailDocument47 pagesM18 - Organisation D'un Poste de Travailahmadmati915Pas encore d'évaluation
- Sys MLDocument17 pagesSys MLMatthieu MorelPas encore d'évaluation
- Polycopie Internet10 v1Document162 pagesPolycopie Internet10 v1Mourad BenabderrahmanePas encore d'évaluation
- TpMetrologieAuMarbre CorrigeDocument4 pagesTpMetrologieAuMarbre CorrigeNoOr Hane0% (1)
- Eléments de Métrologie (Incertitude, Limites Physiques)Document79 pagesEléments de Métrologie (Incertitude, Limites Physiques)Amil DhafPas encore d'évaluation
- La Corrosion LocaliseeDocument15 pagesLa Corrosion LocaliseeridhaPas encore d'évaluation
- 7 - Incertitude de MesureDocument14 pages7 - Incertitude de MesureBarbaraPas encore d'évaluation
- Machines Mesures TridimensionnellesDocument14 pagesMachines Mesures TridimensionnellessaraPas encore d'évaluation
- Guide La Corrosion GalvaniqueDocument2 pagesGuide La Corrosion GalvaniqueMOHAMMED31100% (1)
- FluageDocument3 pagesFluagechristophePas encore d'évaluation
- Cours Métrologie V3Document47 pagesCours Métrologie V3cedric EloundouPas encore d'évaluation
- 04 Msa1 PDFDocument43 pages04 Msa1 PDFTunENSTABPas encore d'évaluation
- Cours CmsDocument60 pagesCours CmsLamjed WhibiPas encore d'évaluation
- Cours Metrologie 2017 2018Document93 pagesCours Metrologie 2017 2018leulmi mouhsenPas encore d'évaluation
- Structure Polymeres Chap1Document28 pagesStructure Polymeres Chap1Hatem DebzPas encore d'évaluation
- NotionsMetrologie 30 06 2005 PDFDocument55 pagesNotionsMetrologie 30 06 2005 PDFenzoPas encore d'évaluation
- Cours SDM GMP2 M318 Partie 1Document23 pagesCours SDM GMP2 M318 Partie 1Jules NanaPas encore d'évaluation
- Cours Sur La Mesure Et ControleDocument4 pagesCours Sur La Mesure Et ControleHadj Taïeb Rami100% (1)
- Exigence de L'enveloppeDocument14 pagesExigence de L'enveloppeCirclips100% (1)
- Cours MetrologieDocument47 pagesCours MetrologieMehdi Billah ouassimPas encore d'évaluation
- MMC SidoroffDocument172 pagesMMC SidoroffMohamud LhafPas encore d'évaluation
- Carte de Controle 1 PDFDocument20 pagesCarte de Controle 1 PDFmiraPas encore d'évaluation
- M20 Métrologie Dimensionnelle Et géométrique-FM-TSMFMDocument106 pagesM20 Métrologie Dimensionnelle Et géométrique-FM-TSMFMJã Wād Snü100% (1)
- Métrologie Geer2: Département Génie Civil, Energétique Et EnvironnementDocument55 pagesMétrologie Geer2: Département Génie Civil, Energétique Et Environnementlatifa aqchachPas encore d'évaluation
- Cours Intégrité Surfaces Janvier 2021 VFDocument158 pagesCours Intégrité Surfaces Janvier 2021 VFعامر الشعيلي ولد شعبانPas encore d'évaluation
- Cours MateriauxDocument6 pagesCours MateriauxRamzi MansouriPas encore d'évaluation
- Cours 1 - (1 Et 2) MétrologieDocument33 pagesCours 1 - (1 Et 2) MétrologieSafir GhadjaliPas encore d'évaluation
- TD 1 Maths 3 GM 2021 2022Document2 pagesTD 1 Maths 3 GM 2021 2022Nasr ÄllahPas encore d'évaluation
- Résumé - Intégrales - Doubles - 2021 - 2022Document5 pagesRésumé - Intégrales - Doubles - 2021 - 2022Nasr ÄllahPas encore d'évaluation
- Pendule CouplesDocument6 pagesPendule CouplesNasr ÄllahPas encore d'évaluation
- Résumé Intégrales Doubles 2021 2022Document5 pagesRésumé Intégrales Doubles 2021 2022Nasr ÄllahPas encore d'évaluation
- L2 TTLDocument7 pagesL2 TTLNasr ÄllahPas encore d'évaluation
- L2 Elt Ep - VFDocument5 pagesL2 Elt Ep - VFNasr ÄllahPas encore d'évaluation
- L2 Eln Ep - VFDocument5 pagesL2 Eln Ep - VFNasr ÄllahPas encore d'évaluation
- L2 TTLDocument7 pagesL2 TTLNasr ÄllahPas encore d'évaluation
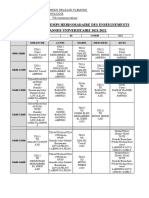
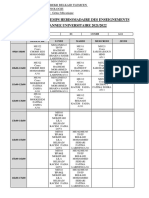
- Emploi Du Temps Hebdomadaire Des Enseignements Annee Universitaire 2021/2022Document6 pagesEmploi Du Temps Hebdomadaire Des Enseignements Annee Universitaire 2021/2022Nasr ÄllahPas encore d'évaluation
- RecoursDocument3 pagesRecoursNasr ÄllahPas encore d'évaluation
- Pendule CouplesDocument6 pagesPendule CouplesNasr ÄllahPas encore d'évaluation
- L2 Auto Ep - VFDocument3 pagesL2 Auto Ep - VFNasr ÄllahPas encore d'évaluation
- AP 1S Mesures Incertitudes Prof DILUTION PDFDocument3 pagesAP 1S Mesures Incertitudes Prof DILUTION PDFDidou BncrPas encore d'évaluation
- TP Topo Muser DistanceDocument6 pagesTP Topo Muser Distancehamid100% (1)
- Le Barycentre Dans Le Plan Cours 1Document7 pagesLe Barycentre Dans Le Plan Cours 1thomsen azizPas encore d'évaluation
- 2101f Techn de Mesure Et de Controle PDFDocument10 pages2101f Techn de Mesure Et de Controle PDFsaraPas encore d'évaluation
- TP Topo Calcul de SurgaceDocument6 pagesTP Topo Calcul de SurgaceAya Ayoucha100% (1)
- TP MesureDocument7 pagesTP MesureYoucef ChakamPas encore d'évaluation
- TopoDocument7 pagesTopoAnonymous 1ZYcCTINXPas encore d'évaluation
- Ficha Técnica Termohigrometro AnalogoDocument101 pagesFicha Técnica Termohigrometro AnalogoBiomédico ValleSaludPas encore d'évaluation
- TP MétrologieDocument12 pagesTP Métrologiecjs_rades8101Pas encore d'évaluation
- Cours - Matreriel Et Appareils Topographique - ZEGAIT 2Document8 pagesCours - Matreriel Et Appareils Topographique - ZEGAIT 2Azzedine GarahPas encore d'évaluation
- Topo Chapitre 5 - 2Document18 pagesTopo Chapitre 5 - 2Haithem KiassaPas encore d'évaluation
- Planning L2 Génie Biomédical PDFDocument5 pagesPlanning L2 Génie Biomédical PDFmoun khalPas encore d'évaluation
- Mesures Incertitudes PDFDocument7 pagesMesures Incertitudes PDFdhouhaPas encore d'évaluation
- VM 120Document1 pageVM 120soltaniPas encore d'évaluation
- Données Topométriques Notions GéodésieDocument35 pagesDonnées Topométriques Notions GéodésieMelchisedek MeignanPas encore d'évaluation