Académique Documents
Professionnel Documents
Culture Documents
Chapitre 1
Transféré par
Imene LchTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Chapitre 1
Transféré par
Imene LchDroits d'auteur :
Formats disponibles
Chapitre I : Additions Minérales
I.1. Introduction
L'amélioration de certaines propriétés des matériaux cimentaires nécessite l'ajout de poudres
minérales appelées « les additions minérales ». Dans le domaine du génie civil, le terme
« Addition » désigne, à partir des années 1990, une catégorie de produits minéraux utilisés dans
la confection des bétons et des mortiers. Ce chapitre a pour objectif de présenter les additions
minérales et ses différents types ainsi que leur composition chimique, minéralogique, finesse et
répartition granulométrique.
Ce chapitre fait le point de connaissance sur les actions des additions minérales dans les
matériaux ainsi leurs effet sur l'ouvrabilité et les propriétés du béton durci aussi l'utilisation de
ces additions dans l'Algérie et leurs principaux atouts.
I.2. Définition
Une addition minérale est définie par la norme européenne EN 206-1 comme étant un matériau
minéral finement divisé utilisé dans le béton afin d'améliorer certaines propriétés ou pour lui
conférer des propriétés particulières [1].
Les additions minérales sont des poudres utilisées dans le ciment ou directement dans le béton
en substitution partielle du ciment ou en complément, afin d'améliorer certaines propriétés du
béton ou pour lui conférer des propriétés particulières, Elles sont aussi employées pour des
raisons économiques, comme les cendres volantes qui sont des résidus de la combustion du
charbon pulvérisé dans les centrales thermiques [2].
I.3. Différents types d'additions minérales
La norme distingue NF EN 206 deux types d’additions :
Additions de type I : quasiment inertes
Additions de type II : à caractère pouzzolanique ou hydraulique latent.
Les additions de type I correspondent à des fillers conformes à la norme relative aux granulats
(NF EN 12620) et les pigments de coloration des bétons conformes à la norme NF EN 12878.
Ainsi que :
Les additions calcaires conformes à la norme NF P 18-508.
Les additions siliceuses conformes à la norme NF P 18-509.
Les additions de type II regroupent :
Les cendres volantes de centrale thermique conformes à la norme NF EN 450-1.
Les laitiers vitrifiés moulus de haut fourneau conformes à la norme NF EN 15671-1.
Les fumées de silice conforme à la norme NF EN 13263-1.
Master II : Matériaux en Génie Civil Page 3
Chapitre I : Additions Minérales
Les métakaolins conformes à la norme NF P 18-513 [3].
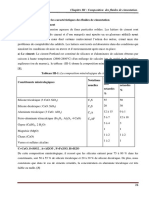
Tableau I.1 : Quelques données Sur les additions minérales [4]
Coefficient d'efficacité
Additions minérales Densité Norme produit
cimentière à 28 jours
Fillers calcaires 2,7 NFP 18-501 et 508 0,1 - 0,3
Fillers Siliceux 2,65 NFP 18-501 et 509 0,1 - 0,2
Cendres volantes
2,2 NF EN 450 0,3 - 0,6
Silico - alumineuses
Fumée de silice 2,2 NFP 18-502 2-4
Laitiers de hauts-fourneaux 2,9 NFP 18-506 0,5 -1
I.3.1. Fillers calcaires
I.3.1.1. Généralité
En 1960, le code espagnol permit l'introduction de plus de 10 % de filler pour des classes faibles
de ciment. Puis en 1975, le code fut révisé pour permettre d'incorporer jusqu'à 35% de calcaire.
En 1979, une nouvelle norme française a permis d'utiliser jusqu'à 35% de laitier , des cendres
volantes , de calcaire et de pouzzolane naturelle pour un ciment composé nommé CPJ .En plus ,
l'introduction de quatre classe de ciments a encouragé l'utilisation du ciment au calcaire pour
contrôler les classes inférieures tout en assurant une rhéologie satisfaisantes .Dés les années 90,
plusieurs pays européens révisaient leurs normes et permettaient l'introduction du calcaire en
cimenterie comme le BS7583 en 1992. En 2000, la norme européenne EN 197-1 définit quatre
types de ciment au calcaire parmi 27 ciments normalisés, ce qui favorise la production de ce
type de ciment qui s'élève à 40 millions de tonnes représentant 24% de la production
européenne [5].
Les produits désignés dans le commerce comme fillers sont des poudres fines à granulométrie
contrôlée, dont les plus gros grains ne dépassent pas 80 microns obtenus par broyage ou par
pulvérisation de certaines roches (calcaires, basalte, bentonite,...) .Les fillers calcaires sont des
produits obtenus par broyage fin de roches naturelles présentant une teneur en carbonate de
calcium CaCO₃ supérieure à 75 %. Les fillers se différencient les uns des autres par leur origine,
leur composition chimique et minéralogique, leurs défauts de structure, les impuretés qui 'ils
contiennent, leur finesse, la forme des grains, leur état de surface, leur dureté, leur porosité, un
fillers est dit calcaire s'il contient au moins 90% de carbonate de calcium. Dans les autres cas, le
fillers est désigné par le nom de sa roche d'origine [6].
Les fillers calcaires proviennent essentiellement de l’industrie de production de la chaux, de
l’extraction de granulats calcaires ou encore de l’industrie des pierres ornementales. Deux
Master II : Matériaux en Génie Civil Page 4
Chapitre I : Additions Minérales
procédés principaux sont utilisés : par voie sèche et par voie humide. Le premier consiste
successivement en un concassage/broyage, suivi d’un criblage, pour finalement terminer par
un dépoussiérage. Les fillers produits par voie humide sont issus du sciage ou polissage des
roches ornementales ou de la phase de lavage dans le cas de la production de granulats [7].
L'utilisation des fillers calcaires est généralement favorable à l'amélioration de la maniabilité
d'un mortier ou d'un béton .Il est alors possible de réduire la quantité d’eau du mélange
entraînant en répercussion une hausse de la résistance : c'est l'effet filler. Le besoin en eau
dépend de la finesse et de la morphologie des additifs introduits et peut varier de 1 à 4 [8].
Figure I.1 : Fillers calcaires
I.3.1.2. Composition chimique
Le calcaire se compose principalement de carbonate de calcium CaCO₃ (56%de Cao et 44% de
CO₂). Le carbonate de calcium existe sous plusieurs formes polymorphiques : calcite, aragonite
et vatérite. Le calcaire peut obtenir aussi de la SiO₂, AL₂O₃, Fe₂O₃ ou le minéral accessoire qui
est la dolomite CaMg(CO₃)₂ [9], le tableau I-2 représente la composition chimique des fillers
calcaires.
Tableau I.2 : composition chimique des fillers calcaires [10]
Éléments Teneur (%)
SiO₂ 2,62
Master II : Matériaux en Génie Civil Page 5
Chapitre I : Additions Minérales
AL₂ O₃ 0,80
Fe₂ O₃ 0,63
CaO 51,45
MgO 1,30
SO₃ 0,16
K₂O 0,11
Na₂O 0,001
P.F 42,50
I.3.1.3. Composition minéralogique
Le calcaire est essentiellement de la calcite et parfois de la calcite et de l'argonite (deux formes
polymorphes de CaCo₃), de la dolomite (MgCo₃), du quartz (SiO₂), des minéraux argileux et des
feldspaths peuvent être présents en quantité beaucoup plus faibles [11]. Le tableau I-3
représente l'analyse minéralogique du calcaire.
Tableau I.3 : Analyse minéralogique du calcaire [12]
Composant Quartz Calcaire Dolomite
Pourcentage (%) 04 90 06
I.3.1.4. Finesse et répartition granulométrique
La finesse
La finesse, mesurée soit par la surface spécifique Blaine ou alors BET, on trouve des fillers allant
de 2200 cm²/g à 7700 cm²/g (en Blaine) et de 12000 cm²/g à70000 cm²/g (en BET) [13].
Répartition granulométrique
Le filler est défini, selon la norme NF EN 1097-7 comme des granulats dont la plupart passent
au tamis de 0.063 µm, qui peuvent être ajoutés aux matériaux de construction pour obtenir
certaines caractéristiques. Les charges sont désignées par classe 0/D telle que D ≤ 2 mm avec au
moins 85% passant au tamis de 1.25 mm et 70% au moins passant au tamis de 0.063µm [14].
Master II : Matériaux en Génie Civil Page 6
Chapitre I : Additions Minérales
Figure I.2 : Courbe des passants cumulés des fillers calcaires [10]
I.3.2. Cendres volante
I.3.2.1. Généralité
La première recherche publiée dans la perspective d’ajouter des cendres de charbon pulvérisé
au ciment en tant que pouzzolane remonte à 1914 avec l’article «An investigation of the
pozzolanic nature in Coal Ash». L’appellation de cendre volante apparaît quant à elle en 1937
dans l’article de R. E. Davis, R. W. Carlson, J. W. Kelly, H. E. Davis : «Properties of cements and
concrete containing fly ash». C'est alors Aux USA, que se développe la recherche sur la qualité
des cendres volantes sur leur utilisation dans les bétons de masse, notamment dans les grands
barrages comme celui de Hungry Horse Dam figure I-3, dont la construction démarre en 1948.
En 1949, l’ASTM fait paraître dans la Publication Technique n° 99 le recensement de l’état de la
pratique dans ce domaine avec l’article de H. S. Meissner « Pozzolans used in Mass Concretes ».
La première norme ASTM sur les cendres volantes parait en 1954 : « Tentative specification for
fly ash for use as an admixture in Portland cement concrete ». En 1964, la norme NF P 15-302
consacre l’existence de ciments aux cendres [15].
Master II : Matériaux en Génie Civil Page 7
Chapitre I : Additions Minérales
Figure I.3 : Vue aérienne du Hungry Horse Dam
En France, la valorisation des cendres volantes ne commence vraiment que vers 1950. Ce sera en
1954 que des études sur les cendres volantes, du CERILH (Centre d'Études et de Recherches de
l'Industrie des Liants Hydrauliques) et du Laboratoire de minéralogie de l’Université de
Toulouse, vont être conduites avec l’implication du Centre de recherches des Charbonnages de
France. Les premières publications du CERILH vont être le travail de Michel Vénuat, Louis
Ferret en 1955 d’abord, puis en 1957 avec « Étude des propriétés du ciment aux cendres volantes
» Vénuat M., CERILH, publication technique n°93,1957, qui donne des conclusions sur la
pouzzolanicité des CVC, sur l’influence du broyage et de la chaleur, sur l’absence d’influence
sur le retrait et la chaleur d’hydratation. En 1964, la norme NF P15-301 fait son apparition avec
une définition de ciments aux cendres [16].
Au Canada, le Centre canadien pour la technologie des ressources énergétiques et minérales a
joué un grand rôle dans les recherches sur les ajouts pouzzolaniques depuis le milieu des
années 50. Associé à l’American Concrete Institute, il a organisé en 1986, à 2007 des colloques
internationaux sur ce sujet [15].
Les cendres volantes sont les pouzzolanes artificielles les plus courants. Elles sont générées par
la combustion du charbon pulvérisé, utilisé dans les centrales thermiques. Elles se présentent
sous forme de particules sphériques très fines (diamètre compris entre 1 à 100 µm), avec une
distribution granulométrique semblable à celle du ciment portland. Les cendres volantes
contribuent à l'amélioration des propriétés du béton. Surtout la maniabilité du béton frais. Elles
diminuent le dégagement de chaleur et elles réduisent grandement la pénétration des ions
chlorures [17]. On distingue : les cendres volantes siliceuses (v) qui ont des propriétés
pouzzolaniques, les cendres volantes calciques (w) qui ont des propriétés hydrauliques et
parfois pouzzolaniques [18].
La couleur des cendres volantes dépend de ses constituants chimiques et minéraux, elle peut
être de couleur tan à gris foncé. Les couleurs tan et claires sont généralement associées à une
teneur en chaux plus élevée et à une couleur brunâtre avec la teneur en feu. Une couleur gris
foncé à noir est attribuée à une teneur élevée en carbone non brûlé (LOI) contenu. La couleur
des cendres volantes est généralement très cohérente pour chaque centrale électrique et source
de charbon [19].
Master II : Matériaux en Génie Civil Page 8
Chapitre I : Additions Minérales
Les constituants principaux étant la silice et l'alumine, la masse volumique moyenne est poche
de 2.6 g/cmᶾ. La surface spécifique varie entre 2000 à 4000 cm²/g et la densité des cendres
volantes sèches en vrac varie de 550 à 900 Kg/mᶾ après tassement [20].
Figure I.4 : Cendre volante
I.3.2.2. Composition chimique
La norme ASTM C-618-80 regroupe les cendres volantes en deux grandes classes suivant leur
composition chimique :
La classe (F) riche en oxyde (SiO₂ +AL₂O₃ + Fe₂O₃ > 70 %) avec une teneur faible en
chaux (CaO < 10 %). Elle est qualifiée de silicoalumineuse avec un faible potentiel
pouzzolanique.
La classe (C) riche en chaux (CaO > 10 %), avec une teneur en oxyde supérieure à 50 %.
Elle est qualifiée de silicocalcaire avec un potentiel pouzzolanique élevé [21]. Le tableau
I-4 représente la Composition typique des différentes cendres volantes normalisées.
Tableau I.4 : Composition typique des différentes cendres volantes normalisées [61]
Principaux éléments Gamme pour les CVF Gamme pour les CVC
SiO₂ 38 à 65 33 à 61
AL₂O₃ 11 à 33 8 à 26
Fe₂O₃ 3 à31 4 à 10
SiO₂ +AL₂O₃ + Fe₂O₃ > 70 < 70
CaO 0.6 à 13.3 14 à 37 ( > 10)
SO₃ 0à4 0.5 à 7.3
MgO 0à5 1à7
Master II : Matériaux en Génie Civil Page 9
Chapitre I : Additions Minérales
K₂O 0.7 à 5.6 0.3 à 2
Na₂O 0 à 3.1 0.4 à 6.4
Perte au feu 0.1 à 12 0.2 à 1.4
I.3.2.3. Composition minéralogique
Les cendres volantes sont constituées d'alumino-silicates vitrifiés incluant des proportions
moindre de calcium, fer, magnésium, potassium, sodium et titanium, associées à des phases
de quartz, mullite (silicate d'aluminium) et magnétite [22]. Le Tableau I-5 résume la
composition minéralogique typique des cendres volantes.
Tableau I.5 : La composition minéralogique typique des cendres volantes [17]
Phases Moyenne (%) Minimum (%) Maximum (%)
Amorphes 59 30 78
Mullite 19 7 46
Hématite 7 2 15
Magnétite 6 2 10
Quartz 5 1 12
Carbonne 4 1 13
I.3.2.4. Finesse et répartition granulométrique
Finesse
La finesse des cendres volantes est étroitement liée aux conditions de fonctionnement des
broyeurs de charbon et à la broyabilité du charbon lui-même. La finesse des cendres volantes
est liée à son activité pouzzolanique [19] .La surface spécifique Blaine est le plus souvent
comprise entre 2200 et 4500 cm²/g elle est analogue à celle d'un ciment [23].
Répartition granulométrique
Les cendres volante sont des matériaux très fins leur courbe granulométrique est très peu
différente de celle d'un limon. En outre cette granularité est relativement serrée presque la
totalité du matériau étant comprise entre 5 et 20 microns, le refus au tamis de 80 microns est
généralement entre 10 et 20 % en poids et le refus au tamis de 50 microns est entre 15 et 40% [23].
Master II : Matériaux en Génie Civil Page 10
Chapitre I : Additions Minérales
Figure I.5 : Distribution granulométrique des cendres volantes [60]
I.3.3. Laitier de haut Fourneau
I.3.3.1. Généralité
Une des premières utilisation du laitier de haut-fourneau comme liant hydraulique remonte à
1774, lorsque Loriot en a utilisé avec de la chaux pour faire du mortier [24 ].Vers 1818, L. Vicat
avait déjà mentionné la possibilité d'utiliser du laitier en cimenterie mais il faut attendre 1862
pour qu'Emil Langen démontre qu'un mélange de laitier broyé et de chaux donnait naissance à
un liant hydraulique.
La fabrication industrielle du ciment de laitier commença en Allemagne en 1882, grâce à G.
Prussing, ce n'est que beaucoup plus tard et vers 1928 que ces ciments apparaissent en France.
Cependant, bien avant cette date, les ciments portlands additionnés de laitier et les ciments de
laitier à la chaux furent employés. Comme par exemple en 1900 pour la construction du métro à
paris [25].
Actuellement, un très grand nombre de cimenteries fabriquent des liants hydrauliques
contenant des teneurs variées en laitier (ciment normalisé où des ciments spéciaux) [26].
La production d’une tonne de fonte génère 250 à 300 kg de laitier de haut fourneau. Pour
l’élaboration de la fonte, le haut-fourneau (Figure I-6) est alimenté par un mélange de minerai
de fer, de coke et de chaux. De l'air chaud (à 1200 °C) est ensuite insufflé dans la tuyère et
provoque la combustion du coke. Des réactions d’oxydation et de réduction ont lieu et il se
Master II : Matériaux en Génie Civil Page 11
Chapitre I : Additions Minérales
forme de la fonte et un liquide essentiellement chargé d’oxydes. Ce résidu est appelé laitier de
haut fourneau [27].
Figure I.6 : schéma de principe d’un haut fourneau
Le laitier de haut fourneau est un matériau non-métallique formé essentiellement de silice,
d'alumine et de chaux. C'est un sous-produit de l'industrie sidérurgique provenant de
l'élaboration de la fonte. Il est constitué par la partie non ferreuse de la «charge ». C'est-à-dire la
gangue du minerai, et par des constituants secondaires tel que les résidus de minerais de fer, de
combustion du coke et de carbonate de calcium [28].
Suivant le processus de refroidissement, il est possible d’obtenir deux types de laitiers de haut
fourneau :
Le laitier de haut fourneau est cristallisé lorsqu’il est dirigé par une rigole vers des fosses
où il refroidit et se cristallise lentement à l’air sous forme de roche dure. Après le début
de la solidification, ce laitier est arrosé afin d’en abaisser la température puis fragmenté,
concassé et criblé.
Le laitier de haut fourneau est dit vitrifié, ou granulé, s’il est dirigé vers un dispositif
dans lequel il subit une trempe (arrosage violent et abondant d’eau sous haute pression).
L’énergie calorifique contenue dans le laitier en fusion provoque son explosion et forme
instantanément de fines particules d’un produit vitreux désordonné. Il possède ainsi une
Master II : Matériaux en Génie Civil Page 12
Chapitre I : Additions Minérales
énergie interne plus élevée qu’à l’état cristallin, ce qui le rend plus réactif chimiquement. Lors
de son hydratation, le laitier évoluera sous une forme cristalline stable pouvant être mise à
profit pour les formulations de ciments ou de bétons [29].
Figure I.7 : Les principales formes de laitier
Le laitier de haut fourneau étant un coproduit de la sidérurgie, ces caractéristiques cimentières
ne sont pas optimisées vis-à-vis de son utilisation en génie civil. En particulier, sa prise est lente
et nécessite un activant. C’est pourquoi il n'est jamais employé pur dans les bétons de structure,
on l'utilise en combinaison avec du ciment portland, qui assure l’activation chimique. Par
contre, l’hydratation des laitiers, une fois démarrée, contribue aux qualités du béton durci dans
des proportions similaires à celle du portland. la pâte de ciment au laitier durcie présente une
moindre quantité de chaux (portlandite), par rapport à celle issue de l'hydratation du ciment
portland seul. C'est pourquoi les ciments au laitier sont particulièrement indiqués pour les
bétons soumis à des ambiances agressives [4].
Figure I.8 : Laitier de haut fourneau cristallisé Figure I.9: Laitier de haut fourneau vitrifié
I.3.3.2. Composition chimique
Master II : Matériaux en Génie Civil Page 13
Chapitre I : Additions Minérales
La composition chimique comporte de l'oxyde de calcium dans des proportions de l'ordre de 40
à 50 % de la silice entre 25 à 35 %, de l'alumine entre 12 à 30 % ainsi que la magnésie et d'autre
oxydes en très faibles quantités , tous ces éléments étant pratiquement les mêmes que ceux du
clinker [30 ] . Le tableau I-6 représente la composition chimique d'un laitier de haut fourneau.
Tableau I.6 : La composition chimique d'un laitier de haut fourneau d'après [27]
Élément SiO AL₂O SO TiO P₂O
CaO MgO Fe₂O₃ Na₂O K₂O MnO
₂ ₃ ₃ ₂ ₅
Teneur
43.7 33.3 12.4 8.3 3.0 0.9 0.6 0.3 0.3 0.2 0.1
(%)
I.3.3.3. Composition minéralogique
La composition minéralogique potentielle des laitiers a été calculée à partir des principaux
oxydes (CaO, MgO, AL₂O₃, SiO₂) par analyse chimique les phases cristallisées susceptibles
d'apparaître au cours de la dévitrification sont la mélilite que est une solution solide de la
gehlinite (C₂AS) et de l'akermanite (C₂MS₂). La pseudowollastonite (CS). La rankinite (C₃S₂). La
merwinite (C₃MS₂), le silicate bicalcique (C₂S), le diopside (CMS₂), la montécellite (CMS) et la
forstérite (MS₂). Les résultats des calculs chimiques conduisent à conclure que les laitiers de
haut fourneau utilisés en cimenterie sont potentiellement constituées de (C₃S₂.C₂AS et C₂MS₂)
pour 95% et de (CS ou C₃MS₂ ou C₂S) pou 5% [31]. Le tableau I-7 résume la composition
minéralogique du laitier de haut fourneau.
Tableau I.7 : Composition minéralogique du laitier [42]
Composition
Formule
minéralogique
Pseudo-wollastonite CS
Silicate bicalcique C₂S
Rankinite C₃S₂
Gehlinite C₂AS
Anorthite CAS₂
Monticellite CMS
Akermanite C₂MS₂
Merwinite C₃MS₂
Diopside CMS₂
Spinel MA
Forsterite M₂S
I.3.3.4. Finesse et répartition granulométrique
Finesse
Les LHF sont utilisés dans les systèmes cimentaires après avoir été finement broyés à une
finesse souhaitée qui se situe généralement entre 350 et 600 m²/kg (surface spécifique Blaine)
[11].
Master II : Matériaux en Génie Civil Page 14
Chapitre I : Additions Minérales
Répartition granulométrique
La granulométrie du laitier cristallisé brut est de l'ordre de 0/300 mm lors de son extraction des
fosses, après fragmentation par arrosage a l'issue du concassage-criblage, les granulats
présentent un très bon coefficient de forme, essentiellement cubique, les éléments plats ou
longs étant généralement en quantité inférieur à 2 % [32]. Le laitier de haut fourneau vitrifié
(granulé ou bouleté) est quant à lui obtenu par un arrosage sous haute pression du laitier en
fusion (trempe). Il se présente sous forme de sable jaune ou beige (granulométrie 0/8 mm) [27].
Figure I.10 : Courbe des passants cumulés du laitier [10]
I.3.4. Fumée de silice
I.3.4.1. Généralités
La fumée de silice a été testée pour la première fois dans du béton en Norvège au début des
années 1950. Des bons résultats de résistance mécanique ont été obtenus dans le béton et plus
tard, il a été établi que ces bétons résistent mieux aux attaques sulfatiques externes. Toutefois, à
l'époque, la production industrielle était impossible car à ce moment aucune méthode pour
retenir de grandes quantités de particules ultrafines n'était disponible. Ainsi, ces résultats
satisfaisants ont vite été oubliés [33]. Avec la mise en œuvre de lois environnementales plus
strictes au milieu des années 1970, les fonderies se silicium ont commencé à collecter la fumée
de slice et à rechercher ses applications. Les premiers travaux effectués en Norvège ont retenu la
plus grande attention, car ils avaient montré que les bétons à base de ciment portland contenant
des fumées de silice avaient des résistances très élevées et de faibles porosités. Depuis lors, la
recherche et le développement de la fumée de silice en ont fait l'un des adjuvants les plus
précieux et les plus polyvalents au monde pour le béton et les produits à base de ciment [34].
Master II : Matériaux en Génie Civil Page 15
Chapitre I : Additions Minérales
La fumée de silice est obtenue pendant la production du silicium et des alliages de ferrosilicium.
Ces produits sont fabriqués dans un four à arc, en réduisant le quartz par un apport
approprié de carbone, à une température d'environ 2000 °C [ 35]. Les particules de fumée de
silice ont un diamètre moyen inférieur à 0.10 µm soit 100 fois plus petit que les particules du
ciment portland [36].
Figure I.11 : Fabrication de la fumée de silice
La couleur des fumées de silice varie généralement d'un bleu-gris pâle à un gris foncé.
Cependant, les fumées de silice recueillies ans une usine équipée d'un système de récupération
de chaleur sont plutôt blanchâtres. Cette variation de couleur semble dépendre de la teneur en
carbone [37].
La fumée de silice peut êtres utilisé :
Comme correcteur de la granularité des sables ;
En additions au ciment ;
En substitution partielle du ciment CEM I [38].
Pour entrer dans la composition d’un ciment en tant que constituant principal, elles doivent
comporter au moins 85% (en masse) de silice amorphe et avoir une surface massique supérieure
à 15 m²/g. Les fumées de silice ont des propriétés pouzzolaniques [18].
Master II : Matériaux en Génie Civil Page 16
Chapitre I : Additions Minérales
Figure I.12 : La Fumée de Silice
I.3.4.2. Composition chimique
Les fumée de silice sont principalement composées de silice, la teneur en SiO₂ des fumée de
silice varie en fonction du type d'alliage produit plus la teneur en silicium de l'alliage est
élevée, plus la teneur en SiO₂ de la fumée de silice est élevée, la fumée de silice produite lors de
la fabrication du silicium métallique contient généralement plus de 90% de SiO₂. La fumée de
silice produite lors de la fabrication de 75% d'alliage Fe-Si une teneur en SiO₂ supérieure à 85%
[39]. Le tableau I-8 représente la composition chimique de la fumée de silice.
Tableau I.8 : Composition chimique de la fumée de silice d'après [36]
Composition
Pourcentage
chimique
SiO₂ 93
Fe₂O₃ 0.8
AL₂O₃ 0.4
CaO 0.6
MgO 0.6
SO₃ 0.4
Na₂O 0.2
K₂O 1.2
Na₂Oéq 1.0
Chaux libre 2.0
Perte au feu 3.5
I.3.4.3. Composition minéralogique
L’analyse minéralogique par diffractogrammes X de différentes fumées de silice illustrés à la
figure I-13 montre que la fumée de silice est composée principalement de silice vitreuse, ce qui
indique le caractère siliceux amorphe de la fumée de silice. Le refroidissement de la vapeur de
SiO₂ et son oxydation en SiO₂ se produisent si rapidement que les tétraèdres de SiO₂ n’ont pas
le temps de s’organiser de manière ordonnée pour donner une forme de silice cristalline [40].
Master II : Matériaux en Génie Civil Page 17
Chapitre I : Additions Minérales
Figure I.13 : Diffractogrammes des rayons X d’une fumée de silice [40]
I.3.4.4. Finesse et répartition granulométrique
Finesse
La finesse de la fumée de silice est inférieure à 1µm, la taille moyenne des particules est de 0.1 à
0.3 µm et la surface spécifique est de 20 à 28 m²/g. La finesse et la surface spécifique sont
d'environ 80 à 100 fois celles du ciment et 50 à 70 fois celles des cendres volantes [41].
Répartition granulométrique
Les particules de fumée de silice non densifiée (telles que produites) ont une forme sphérique et
un diamètre moyen de 0.02 à 0.25 µm, soit près de 100 fois plus petites que la particule de
ciment moyenne [42].
Figure I.14 : Courbe de distribution granulométrique de la fumée de silice [98]
I.3.5. Autres adjuvants minéraux
Master II : Matériaux en Génie Civil Page 18
Chapitre I : Additions Minérales
I.3.5.1. Argiles calcinées
Les sols calcinés peuvent être considérés comme les premières pouzzolanes artificielles car leur
utilisation sous forme de sol avec de la chaux remonte aux civilisations minoenne et
mycénienne, il y a plus de 3600 ans [11].
Figure I.15 : Les sols calcinés [46]
Les argiles sont des fines particules (< 2 microns) qui résultent de l'érosion des roches. Elles sont
constituée de plusieurs centaines de feuilles empilées les unes sur les autres. Chaque feuille est
à son tour composée de différentes couches (entre 2 et 5) qui varient d'un type d'argile à l'autre
mais qui sont souvent une combinaison de couches de silicate et d'aluminates [43].
Les argiles calcinées, utilisées comme MCS depuis plusieurs décennies comme par exemple au
Brésil, sont obtenues par calcination d’argiles kaolinitiques. La calcination consiste à
transformer la kaolinite inerte en un produit métastable amorphe appelé métakaolin [44], une
argile qu’on trouve partout dans la croûte terrestre. Cette pouzzolane est très réactive ; la
substitution de 5 % à 10% de ciment par du métakaolin peut augmenter sensiblement les
propriétés mécaniques du béton [43].
I.3.5.1.2. Le métakaolin
Le métakaolin (MK) est une argile (kaolinite) calcinée dont la production génère de faibles
quantités de CO2. Il est obtenu par calcination d’argile kaolinite (silicate d’alumine hydraté) à
des températures comprises entre 600 et 900°C, la température de calcination dépend du degré
de pureté en kaolin utilisé, La réaction de calcination s’effectue selon l’équation ci-dessous :
AL₂O₃.2SiO₂.2H₂O → AL₂O₃.2SiO₂ + 2H₂O [45]
Master II : Matériaux en Génie Civil Page 19
Chapitre I : Additions Minérales
Figure I.16 : Métakaolin Flash
I.3.5.1.3. Méthode de calcination
On distingué deux méthodes de calcination :
La méthode traditionnelle : calcination en lit fixe ou le plus souvent en four rotatif. L’argile est
introduite sous forme de boulets et calcinée pendant 5 heures à 750° C. Les boulets de kaolin
vont se transformer en boulets de métakaolin par perte de l’eau structurelle. Ces boulets sont
ensuite broyés. Cette méthode entraîne beaucoup d’usure et de consommation d’énergie [46] ;
Figure I.17 : Calcination industrielle des argiles kaolinitiques
La méthode Flash : calcination très rapide d’un lit fluidisé de matériau préalablement broyé et
séché qui permet d'obtenir une meilleure qualité de produit et une économie d'énergie car la
température de cuisson est moins importante de 50°C, avec un temps de cuisson réduit. Le
séchage est en partie effectué avec les fumées chaudes recyclées. Ce système de cuisson permet
également des économies en émission de CO 2 qui complète l’enveloppe des bénéfices de cette
méthode [47].
Master II : Matériaux en Génie Civil Page 20
Chapitre I : Additions Minérales
Figure I.18 : Calcination flash de l'argile
I.3.5.1.4. Composition chimique
Les métakaolins sont essentiellement formés d’oxydes d'aluminium et de silicium ( ˃ 90 %). Les
autres éléments qui composent les 10% restants sont le plus souvent (dans l'ordre décroissant)
des oxydes de fer, de titane, de potassium, de phosphore, de sodium, de calcium, de
magnésium ... [48].
Tableau I.9 : Exemple de composition chimique de métakaolins [50]
Composition (%) SiO₂ AL₂O₃ Fe₂O₃ CaO MgO Na₂O K₂O TiO₂
[Khatib et al .,1996 a] 52.1 41.0 4.3 - - - - -
[Poon et al .,2001] 53.2 43.9 0.4 0.02 0.05 0.2 - 1.7
[Gruber et al .,2001] 52.1 45.3 0.6 0.05 - 0.2 0.2 1.6
[Staquet et al .,2004 ] 55.0 40.0 0.6 < 0.1 - 1.6 -
65.9* 22.6 0.9 0.4 0.02 - - -
[Batis et al ., 2005]
47.8 38.2 1.3 0.03 0.04 - - -
I.3.5.1.5. Composition minéralogique
Selon le degré de pureté de l’argile kaolinitique utilisée, le métakaolin conséquent peut être
associé à d’autres minéraux tels que le quartz, l’hématite, l’illite, etc [ 49].
Tableau I.10 : Composition minéralogique du mtakaolins [51]
Master II : Matériaux en Génie Civil Page 21
Chapitre I : Additions Minérales
Minéraux présents %
Quartz SiO₂ 42
Calcite CaCo₃ -
Dolomite CaMg (Co₃)₂ 01
Albite NaAISi₃O₈ 27
Feldspaths (K₂O₆SiO₂AL₂O₃) 25
Illite 2K₂O AL₂O₃ 24SiO₂ 2H₂O 04
Minéraux ferrugineux+ autres 01
Total 100
Figure I.19 : Diffractogrammes de rayons X de différents métakaolins [48]
I.3.5.1.6. Granulométrie des MK
Les particules de métakaolin ont une granulométrie comprise entre celle des ciments et celle des
fumées de silice. Sa finesse est obtenue par micronisation. Les études bibliographiques
concernant les granulométriques des poudres minéraux ont montré que le diamètre moyen
(D50) des métakaolins est de l’ordre de un à une vingtaine de µm [45], le métakaolin contient
ainsi plus de fines que le ciment et moins que les fumées de silice [48].
La figure I-20 présente les distributions granulométriques moyennes de différentes ultrafines
dont les métakaolins ainsi que les distributions granulométriques de trois métakaolins
différents déterminées à partir de la mesure de passants cumulés [50].
Master II : Matériaux en Génie Civil Page 22
Chapitre I : Additions Minérales
Figure I.20 : Distributions granulométriques [50]
I.3.5.1.7. La surface spécifique
La surface spécifique désigne la superficie réelle de la surface développée par une particule. Elle
s’exprime en m2g [50]. La surface spécifique BET des métakaolins est de l’ordre d’une dizaine de
m2/g, les différences de valeurs de surface spécifique entre les métakaolins s’expliquent par des
différences de granulométrie, de morphologie et de texture des particules [45].
La surface spécifique et la taille des particules ont une grande influence sur la demande en eau
du mortier ou de la pâte de ciment. En effet, les grandes surfaces spécifiques et les
granulométries fines induisent une augmentation de cette demande [49].
Tableau I.11 : Surface spécifique du métakaolin [45]
Surface spécifique
Référence bibliographique
des MK (m²/g)
7 [Garcia-Diaz, 1995]
12.7 [Poon et al., 2001]
8.9 [Courard et al., 2003
12 [Staquet et al., 2004]
12 [Khatib et al., 2004]
Figure I.21 : Surface spécifique des métakaolins [45]
I.3.5.1.8. Les avantage de l'utilisation de MK
Master II : Matériaux en Génie Civil Page 23
Chapitre I : Additions Minérales
Les avantages de l'utilisation de MK sont les suivants [42] :
Augmentation des résistances à la compression et à la flexion.
Perméabilité réduite.
Résistance accrue aux attaques chimiques.
Durabilité accrue.
Effet réduit de la réactivité alcali-silice (ASR).
Réduction du retrait dû au tassement des particules, ce qui rend le béton plus dense.
Amélioration de la maniabilité et de la finition de béton.
Potentiel d'efflorescence réduit.
Finition, couleur et apparence améliorées.
I.3.5.2. Déchets de briques
En Algérie, suite à des sinistres naturels comme les séismes et les crues ou par vieillissement et
dégradation des bâtiments publics, des ponts et des installations industrielles sont démolis mais
jamais recyclés. Les ressources naturelles dans certains régions sont donc épuisées, les granulats
des briques cuite concassé issus de produit de construction et/ou de démolition présentent un
intérêt particulier, car leur valorisation permet de contribuer à la résolution du problème de
stockage des déchets, à la réduction de la pollution de l'environnement, à la préservation des
ressources naturelles, à la réduction du coût de construction et enfin à la résolution du
problème d'approvisionnement en sable et graviers. Le manque de connaissances sur les
déchets de brique engendre la méfiance des usagers, par conséquent, une meilleure
connaissance du comportement des bétons incluant de tels granulats pourrait contribuer au
développement de l’industrie de recyclage et à la valorisation des déchets de construction et de
démolition en Algérie [52].
Des travaux ont été effectués au Danemark, envisageant un recyclage complet des maçonneries
en brique de terre cuite. Ils consistent, après démolition des murs, de réduire les briques avec
mortier, afin de séparer aisément des mortiers de chaux ou de ciment dégradés par des hautes
températures. Les mortiers ainsi régénérés sont utilisés de nouveau. La partie terre cuite est
ensuite triée en briques entières et en demi briques pour une éventuelle réutilisation et les
autres petits éléments seront concassés pour produire des granulats [53].
Master II : Matériaux en Génie Civil Page 24
Chapitre I : Additions Minérales
Figure I.22 : Les déchets de briques
I.3.5.2.1. Définition des déchets de briques
Les déchets de briques sont issus de l'industrie des produits rouges. Ces produits comptent
parmi les plus anciens matériaux de construction, ils sont des produits céramiques dont les
argiles sont la matière première et parfois des additifs. Les briques ont généralement une forme
parallélépipède rectangle. Il existe deux types de brique : brique en terre crue et briques en terre
cuite [54].
I.3.5.2.2. Les types de brique
I.3.5.2.2.1. Brique en terre crue
Brique crue ou brique en terre crue est une brique faite de terre ou de limon mélangé à de la
paille. Le mélange est ensuite mis dans des moules, afin de donner aux briques des formes
identiques .Elle sont ensuite séchée au soleil [55].
Figure I.23 : Brique en terre crue
I.3.5.2.2.2. Brique en terre cuite
La brique en terre cuite est un matériau de construction issu d'un savoir-faire artisanal ancien .Il
s'agit principalement d'un mélange d'argile et de sable moulé puis cuit à 1200 degrés. La
couleur jaune ou rouge de la brique en terre cuite est du à la présence de fer dans l'argile [56].
Master II : Matériaux en Génie Civil Page 25
Chapitre I : Additions Minérales
Figure I.24 : Brique en terre cuite
I.3.5.2.3. Composition chimique des déchets de briques
La composition chimique des déchets de brique est présentée dans le tableau I-12
Tableau I.12 : Composition chimique des déchets de briques [57]
Éléments CaO AL₂O₃ Fe₂O₃ SiO₂ MgO Na₂O K₂O SO₃ P.A.F
% 4.28 14.17 6.30 69.26 2.25 0.28 1.34 0.02 1.96
I.3.5.2.4. Propriétés des bétons des déchets de brique
L’absorption de brique concassée est estimée entre 5 et 15 % par rapport au poids de la
matière dans son état sec. C’était nécessaire, par conséquent, à saturer les granulats de la
brique concassée avant tout mélange pour empêcher le raidissement du béton. Dans la
pratique et suite aux implications économiques, cette condition peut être accomplie en
vaporisant simplement le stock du granulat avec l'eau au lieu de l’immersion totale du
granulat pendant 30 min [53].
Le béton contenant des granulats de brique concassée est plus perméable et si les briques
contiennent des sels solubles, il peut y avoir corrosion et efflorescence dans le béton [58].
La masse volumique apparente du béton de brique concassé varie de 2000 à 2080 kg/m 3. Elle
est approximativement de 17 % inférieure à celle du béton normal [59].
La procédure de la reproduction du mélange pour bétons de granulat normal, peut être
utilisée avec succès pour la production du béton de brique concassée [53].
La résistance à la compression nominale du béton de granulats de brique concassée est
comprise entre 13.8 et 34.5 MPa [59].
L’utilisation du granulat grossier de brique concassée peut produire un béton de structure de
haute résistance avec une économie de poids allant jusqu'à 15 % pour une diminution de
quelques 20 % de la résistance, par rapport à un béton normal [53 ].
Pour les bétons de granulats de brique concassée, le rapport eau - ciment optimum est 0,55 ;
bien que si la haute ouvrabilité est exigée, alors les mélanges puissent être faits avec un
rapport eau - ciment jusqu'à 0,7 [53].
Master II : Matériaux en Génie Civil Page 26
Chapitre I : Additions Minérales
Le béton contenant de l'argile cuite comporte une résistance au feu beaucoup plus élevée que
celle du béton à base de gravier naturel [58].
I.3.5.2.5.Utilisation des bétons des déchets de brique
Les débris de briques, surtout, ceux qu’on trouve en quantités énormes dans les tas de
décombres de nos villes, ainsi que les incuits et surcuits de briqueterie, peuvent être concassés
pour produire des granulats d’un béton léger :
De structure pour semelles de fondation, pour parois de caves et éléments de construction en
béton armé d’un poids spécifique de 1600 à 2100 kg/m 3 , d’une résistance à l’écrasement de
50 à 320 kg/cm2 , présentant une élasticité remarquable à la pression et à la flexion composée,
de faible coefficients de retrait et des indices de conductibilité et de dilatation relativement
bas.
Isolant poreux pour les parois, les parpaings et les carrelages, avec des poids spécifiques de
1000 à 1600 kg/m3, une résistance à l’écrasement de 20 à 50 kg/cm 2, une résistance à la
traction de 5 à 10 kg/cm2, des coefficients de retrait de 0,20 à 0,30 mm/m (sans durcissement
à la vapeur) et une faible conductibilité de la chaleur (Z environ 0,25 kcal/m°C pour 1050
kg/ m3).
Mono granulométrique du groupe granulométrique 1/3 mm, avec lequel on peut produire
des bétons poreux de débris de briques présentant une isolation thermique particulièrement
poussée [59].
Damé (béton non armé) nécessaire aux fondations massives, fondations de murs et
soubassements ainsi que lors de la fabrication du béton de remplissage [53].
I.3.5.3. Déchets de verre
Le verre est un des plus anciens matériaux connus par l’homme. Dans le temps préhistorique
déjà on utilisait les obsidiennes pour la confection des couteaux, pointes de flèches…etc. Ce
verre naturel provenant en Europe principalement des iles grecques des mélos et de théra. Le
plus ancien objet daté de verre produit par l’homme a été découverts en Égypte, ils remontent à
environ 300 ans avant J.C, mais vraisemblablement la matière d’obtenir le verre a été découverte
auparavant en Mésopotamie environ 4500 avant J.C [62].
Aujourd'hui, le verre est fabriqué industriellement dans des usines verrières. L’automatisation
de la fabrication des verres creux et l’avènement de l’obtention de verres plats par flottage
(procédé Float) favorisent l’accroissement considérable des quantités de productions permettant
ainsi aux verres d’occuper une place indispensable dans l’économie moderne (bâtiment,
Master II : Matériaux en Génie Civil Page 27
Chapitre I : Additions Minérales
transport, éclairage, industrie chimique, etc.). Le verre apporte également des solutions
originales aux nouvelles technologies (laser, téléphonie sur fibres optiques, conversion
d’énergie) [63].
Le problème environnemental que posent les déchets non biodégradables tels que les bouteilles
non réutilisables (verre) devient une préoccupation majeure au regard des quantités énormes
produites dans les grandes villes. L’une des rares voies de recyclage de ces déchets est de les
stocker dans les procédés de construction (béton). Ainsi, le verre est un matériau riche en silice
et en sodium [54]. L’utilisation de la poudre de verre dans un système cimentaires, est un
moyen de valorisation des verres en décharge. C'est un technique récente et les quelques
résultats des travaux antérieurs effectués sur le verre, utilisé en poudre comme substitut partiel
du ciment [64].
Figure I.25 : Déchet de verre
I.3.5.3.1. La gestion des déchets de verre
Le recyclage du verre est beaucoup plus simple que le recyclage du papier, car le verre peut se
recycler à l'infini. Son caractère minéral et inerte en fait un matériau non-dangereux (sauf les
tessons) mais très stable. Si le recyclage n'était pas pratiqué, il lui faudrait plus de mille ans pour
se dégrader dans la nature.
Il y a deux méthodes pour valoriser ces déchets : les réutiliser s’ils sont intacts ou recycler leur
matière première [65].
La réutilisation des récipients en verre, appelée aussi consignation, n'est plus très pratiquée en
France, mais elle l'est ailleurs en Europe et pas seulement pour le verre. En ce qui concerne le
recyclage de la matière première, après tri par les consommateurs et collecte, le verre subit
encore plusieurs étapes de tri automatique pour éliminer les impuretés (étiquettes, capsules,…)
Master II : Matériaux en Génie Civil Page 28
Chapitre I : Additions Minérales
avant d'être broyé pour former du calcin. Celui-ci peut alors être introduit avec les matières
premières afin de former le lit de fusion. Il est broyé très finement [66].
Figure I.26 : Cycle du recyclage du verre
L’utilisation du calcin présente de nombreux avantages pour l’environnement, ainsi que pour le
verrier [66] :
Elle ne nécessite pas l’extraction de matières premières naturelles et évite la consommation
de 60 kg de fuel par tonne de calcin utilisée pour l’extraction des matières premières ;
Elle évite le transport de matières premières naturelles sur de longues distances pour
transporter le calcin sur de plus courtes distances. Elle limite donc la pollution
atmosphérique due au déplacement ;
Elle limite le rejet dans l’atmosphère de polluants (dioxyde de carbone et dioxyde de soufre)
causé par la fabrication du verre à partir de matières premières naturelles ;
Elle diminue la température de fusion et permet donc l’économie de 40 kg de fuel par tonne
de calcin utilisé.
I.3.5.3.2. La poudre de verre
La poudre de verre est un matériau polyvalent qui est connu pour sa grande résistance à la
chaleur et sa forte teneur en silice. Dans l'application réfractaire, elle est le plus souvent utilisée
comme source de silice et d'acidité lors de la production de fer et d'acier. La brique réfractaire
Master II : Matériaux en Génie Civil Page 29
Chapitre I : Additions Minérales
est une utilisation courante de la poudre de verre de silice qui démontre sa capacité à résister à
une chaleur élevée et à conserver sa stabilité [67].
Figure I.27 : Poudre de verre
I.3.5.3.2.1. La composition chimique
La composition chimique de poudre de verre est présentée dans le tableau I-13
Tableau I.13 : Composition chimique de la poudre de verre [104]
Éléments SiO₂ AL₂O₃ Fe₂O₃ CaO MgO SO₃ K₂O Na₂O P₂O₅ TiO₂ PAF
% 72.84 0.98 0.55 9.66 1.76 0.25 0.43 12.69 0.01 0.04 0.79
I.3.5.3.2.2.La répartition granulométrique
L'analyse granulométrique de poudre de verre est présentée dans la figure I-28
Figure I.28 : Analyse granulométrique par laser de la poudre de verre [103]
I.3.5.3.3. Comportement du verre dans un milieu cimentaire
Le verre incorporé dans les bétons peut manifester plusieurs types de comportement,
essentiellement en fonction de sa granularité : une granularité grossière tend à provoquer un
phénomène d’alcali-réaction générateur de désordres, alors qu’un verre fin développe une
action bénéfique identifiable à une réaction pouzolanique [68].
Master II : Matériaux en Génie Civil Page 30
Chapitre I : Additions Minérales
I.3.5.3.3.1. Réaction alcali-silice du verre
Le remplacement partiel du granulat naturel ou du ciment par le verre dans les bétons, améliore
ses propriétés mécaniques notamment les résistances en compression. Toutefois, certains
travaux conseillent l'utilisation de ce matériau, en prenant certaines précautions. Effectivement,
les bétons à base de verre sont confrontés à un problème lie à leur durabilité. La silice du verre
en combinaison avec les alcalins du ciment donne naissance à des produits gonflants qui
entraînent l'endommagement des bétons. La bibliographie a montré que le processus de la
réaction alcali-silice en général et des granulats de verre est un phénomène complexe influence
par plusieurs facteurs [69] :
La taille des grains de verre.
Teneur en verre.
La porosité et la réaction alcali-silice du verre.
Les éléments mineurs et la réaction alcali-silice.
I.3.5.3.3.2. Réaction pouzzolanique
L'activité pouzzolanique du verre évalué par diverses méthodes : les tests mécaniques sur
éprouvettes, ou tests chimiques de consommation de chaux. L'indice d'activité est défini comme
étant le rapport de la résistance du mélange avec verre à la résistance du mélange témoin (sans
verre), l’indice d’activité influencé par plusieurs facteurs [70] :
La taille des grains de verre.
Teneur en verre.
La couleur de verre.
La température de cure (pendant l’hydratation).
La réaction pouzzolanique peut se résumer comme suit :
Pouzzolane + Ca(OH)2 + Eau => silicates de calcium hydratés, silico-aluminates de calcium
hydratés [71].
I.3.5.3.4. Domaines d'application du verre au Génie Civil
I.3.5.3.4.1. Le verre et les routes
Peut-être utiliser les déchets de verre dans les routes au lieu de gravier ou de petits cailloux de
mélange de quelques pourcentages, et ce type d'industrie fut un grand sucées en Amérique et
avéré très réussie à conserver la température, comme sa propriété, et la résistance au glissement
sur la route [72].
Master II : Matériaux en Génie Civil Page 31
Chapitre I : Additions Minérales
I.3.5.3.4.2. Le verre et les bâtiments
Brique et tuiles en verre : est Un mélange de verre avec un matériau en caoutchouc a faible
densité et en ajoutant des substances chimiques qui ont la capacité de résister à la température
et de la résistance, est considéré comme un matériau insonorisant.
Dalle en béton avec poudre de verre : construit à l'aide de mélanges de béton avec un
pourcentage de la poudre de verre en remplacement du ciment [69].
I.4. Les actions physique et chimique des additions
I.4.1. Les actions physiques
L'incorporation d'addition inerte ou réactive au sein d'une matrice cimentaire contribue au
développement des résistances à court terme, il n'est plus à démontrer que les additions jouent
le rôle de sites de nucléation préférentiels au cours des réactions d'hydratation du ciment.
L'effet de surface consiste à la création de sites préférentiels d’hydratation constitués par les
surfaces procurées par l'addition minérale par conséquent. L'épaisseur de la couche d'hydrate
qui se forme autour d’un grain de ciment anhydre est réduite, facilitant aussi l'hydratation du
cœur anhydre par phénomène de diffusion. L'addition entraine donc une meilleure hydratation
du ciment à un instant donné [73].
Les particules des additions parviennent à remplir les porosités du squelette granulaire (ciment
et granulats), et à libérer l'eau habituellement contenue dans les espaces intergranulaires. Cet
arrangement favorable optimisé conduit, soit à l'amélioration de la consistance du mélange frais
du moment que la quantité d'eau reste constante soit à la réduction de la quantité d'eau
nécessaire pour obtenir une consistance donnée [74].
I.4.2. Les actions chimiques
L'effet chimique concerne la capacité des additions, caractérisées par des propriétés
pouzzolaniques et/ou hydrauliques à réagir avec l'eau et les constituants anhydres ou hydratés
du ciment pour former de nouvelles phases minérales qui contribuent à la résistance mécanique
au même titre que les produits hydratés du ciment ,mais aussi à l'amélioration de la durabilité
[73].
Cet effet bénéfique est fonction de nombreux paramètres et peut se manifester à différents âges
en fonction de la composition chimique ou minéralogique de l’addition, de sa surface spécifique
et du type de ciment .Cet effet est complémentaire à l'effet physico-chimique et microstructural.
Ils peuvent donc être associés dans une notion unique qui est celle de la contribution des
additions à l'activité liante du ciment [75].
Master II : Matériaux en Génie Civil Page 32
Chapitre I : Additions Minérales
Carbonate de calcium (CaCO₃) et les aluminates du ciment (C₃A, C₄AH₁₃,...) réagiraient
chimiquement en présence d’eau pour former un mono-carboaluminate de calcium hydraté
C₃A.CaCO₃.11H₂O qui cristallise en fines plaquettes hexagonales. La quantité de
carboaluminates formée dépend des teneurs en C₃A, en CaCO₃ et de la finesse.de plus, il se
formerait aussi une solution solide C-S-H-CaCO₃ : les C-S-H seraient modifiés d'un point de
vue composition (il a été constaté que le rapport C/S augmentait lentement avec l'addition de
CaCO₃ dans le mélange) et morphologie et il apparaîtrait une zone de transition entre addition
et pâte de ciment [76].
I.5. Effets des ajouts minéraux sur l'hydratation du ciment portland
I.5.1. Généralité sur le ciment portland
C’est l’Anglais Joseph Aspdin qui fait breveter en 1824 le ciment “Portland”, obtenu à partir de
la cuisson de calcaire et d’argile dans des fours alimentés au charbon. La dénomination
“Portland”, due simplement au fait que la couleur de son produit ressemblait aux célèbres
pierres des carrières de la péninsule de « Portland » situées en Manche, en Angleterre [77].
Le ciment Portland est un mélange de clinker et de sulfate de calcium finement broyé, auquel
on peut aussi y ajouter des laitiers, cendres volantes, pouzzolanes ou fillers. Le clinker est
obtenu par réaction chimique à haute température (environ 1450°C) de la matière première (le
cru) contenant de la silice (SiO₂), de l’oxyde d’aluminium (Al₂O₂), de l’oxyde de calcium (CaO)
et de l’oxyde de fer (Fe₂O₃) dans des proportions appropriées. Le clinker contient quatre phases
principales qui représentent environ 90% de la masse du ciment Portland et déterminent ses
propriétés [78].
Technique de fabrication : Les opérations suivantes sont communes à tous les procédés [79] :
Extraction des matières premières, ·
Stockage et broyage des matières premières,
Cuisson pour obtention du clinker,
Broyage du clinker et d’additifs pour obtenir le ciment,
Conditionnement et expédition.
Les paramètres de fabrication du ciment portland ont une influence indéniable sur les
caractéristiques du produit final. Ainsi, la vitesse avec laquelle les résistances du ciment hydraté
vont augmenter avec le temps, le dégagement de chaleur concomitant, la résistance aux agents
chimiques et plus généralement la durabilité, dépendent de : la composition chimique, le
traitement thermique (chauffage et refroidissement) et de la finesse de mouture du clinker [80].
Master II : Matériaux en Génie Civil Page 33
Chapitre I : Additions Minérales
L'analyse chimique d’un ciment Portland est présentée dans le Tableau I-14
Tableau I.14 : Analyse chimique du ciment Portland [80]
Elément SiO₂ AL₂O₃ CaO Fe₂O₃ MgO SO₃ K₂O Na₂O
% 19-25 2-9 62-67 1-5 0-3 1-3 0.6 0.2
L’analyse minéralogique du ciment portland est présentée dans le Tableau I-15 :
Tableau I.15 : Analyse minéralogique du ciment portland [80]
Phase minérale C₃S βC₂S C₃A C₄AF
% 50-70 15-30 5-15 5-15
I.5.2. Hydratation du ciment portland
Dans la chimie du ciment, le terme hydratation regroupe la totalité des changements qui se
produisent quand un ciment anhydre ou un de ses composants se trouve en contact avec l’eau.
Ces réactions sont généralement plus complexes qu’une simple conversion en hydrates. La prise
du ciment est le processus d’évolution du système vers un mélange consistant et le
développement de propriétés mécaniques remarquables. Du fait de la complexité du système à
étudier, les travaux sur la chimie de l’hydratation du ciment Portland se sont focalisés sur les
phases les plus importantes [81].
I.5.2.1. Hydratation des silicates
Le C₃S et le C₂S représentent 75-80 % du ciment portland, leurs mécanismes d'hydratation sont
similaires, mais dans le cas du C₂S, la cinétique d'hydratation est plus lente. Les produits
d'hydratation formés à la température ambiante sont la portlandite et les silicates de calcium
hydratés (C-S-H). Ces derniers sont des composés semi-cristallins, possédant une composition
variable, dont le rapport molaire CaO/SiO₂ < 3 [82].
Les réactions hydratation sont les suivants [83] :
Pour le C₃S : 2C3S + 6H → C₃S₂H₃+3CH
Pour le C₂S : 2C₂S + 4H →C₃S₂H₃+CH
Les particules de C-S-H sont extrêmement petites. Leur structure est variable, entre autre en
fonction au degré d'avancement de la réaction d'hydratation et de l'espace disponible, et elles
peuvent aussi contenir d'autres produits en solution solide [84].
Le type de CSH dépend de son origine (C₃S ou C₂S) et des conditions d'hydratation. De plus, le
rapport E/C (donc la porosité) et le degré de maturation affecte la composition du gel de CSH.
La progression de la réaction d'hydratation peut être suivie par des mesures de calorimétrie et
de conductivité (Figure I-29) comme on peut le voir, l'hydratation des silicates peut être séparée
en cinq périodes distinctes [83].
Master II : Matériaux en Génie Civil Page 34
Chapitre I : Additions Minérales
Figure I.29 : Évolution du dégagement de chaleur et de la conductivité électrique lors de l’hydratation
d’une pâte de C3S [83]
I.5.2.2. Hydratation des aluminates
Le C₃A est le premier des composants à s'hydrater, suivi de C₃S .C'est le composé qui s'hydrate
rapidement (comparé aux C₃S, β C₂S), il est responsable en partie des résistances au jeune âge (1
jour). Ce composé libère beaucoup de chaleur d'hydratation lors de son interaction avec l'eau .sa
vitesse de réaction a un effet direct sur les temps de prise du ciment portland. C'est le composé
qui est principalement attaqué par les sulfates [80].
En absence du gypse, une réaction accélérée se produit et conduit à la formation d'aluminates
hydratés hexagonaux suivant la réaction :
2C₃A + 21 H₂O → C₄AH₁₃ +C₂AH₈
Ces hydrates hexagonaux ne sont pas stables et se transforment au cours du temps sous l'action
de chaleur d’hydratation du C₃A en hydrate cubique C₃AH₆, plus stable, suivant la réaction :
C₄AH₁₃ + C₂AH₈ → 2C₃AH₆ + 9H₂O [21].
L'hydratation du C₄AF est similaire à celle du C₃A en substituant aux aluminates des alumino-
ferrites. Cependant, le C₄AF réagit moins vite que le C₃A. Son hydratation n'est toujours pas
totalement élucidée et souvent ignorée dans les publications portant sur l'hydratation des
ciments. Les réactions d'hydratation du C₄AF sont les suivantes :
Sans gypse : C₄AF+H₂O → C₂(A,F)H₈ ,C₄(A,F)H₁₃,C₃(A,F)H₆
Avec gypse : : C₄AF+gypse +H₂O → C₃(A,F),3 C-Ŝ-H₃₂,C₃(A,F) C-Ŝ-H₁₂ ,C₄(A,F)H₁₃ [85 ].
I.5.3. L'hydratation en présence des ajouts minéraux
Généralement, Les AM les plus couramment utilisés dans l'industrie du béton sont classifiés en
trois catégories : les ajouts aux propriétés pouzzolaniques, les ajouts aux propriétés
hydrauliques et les fillers. Dans la catégorie des ajouts aux propriétés pouzzolaniques, on y
Master II : Matériaux en Génie Civil Page 35
Chapitre I : Additions Minérales
trouve les pouzzolanes naturelles, les cendres volantes, la fumée de silice et le métakaolin qui
réagissent avec la portlandite (CH) pour former des C-S-H. Pour les ajouts aux propriétés
hydrauliques, on y trouve principalement les laitiers de haut fourneau qui ont besoin de chaux
pour activer leur réaction d'hydratation pour former des C-S-H secondaires [86]. L'hydratation
du ciment en présence des additions minérales sont résumés ci-dessous.
I.5.3.1. Hydratation du ciment en présence de la fumée de silice
La fumée de silice réagit avec la portlandite libérée lors de la réaction du C₃S et du C₂S avec
de l'eau (réaction pouzzolaniques) (figure I-30) pour former le C-S-H. Dès qu'il ya suffisamment
de ciment hydraté pour saturer la solution interstitielle en portlandite, Le C-S-H se forme sur la
surface des grains de la fumée de silice [87]. De plus, les très fines particules de la FS constituent
des sites de nucléation pour la germination des produits de CH, ce qui peut accélérer la réaction
d’hydratation. D’ailleurs, la chaleur dégagée en présence d’un faible pourcentage en FS est plus
importante que celle dégagée par le ciment portland [86].
Figure I.30 : Principe de la réaction pouzzolanique [35]
La vitesse initiale de chaleur d'hydratation du ciment est influencée par la présence de fumée de
silice. Cette diminution s'explique par la couche de silice se formant autour des particules de
ciment. Lorsque l'eau entre en contact avec le mélange ciment/fumée de silice, les ions Ca 2+ et
OH libérés par C₃S doivent traverser cette couche pour entrer dans la solution, ce qui retarde
l'augmentation des ions Ca2+ et OH-. L'augmentation de la quantité de fumée de silice augmente
l'épaisseur de la couche de silice retardant davantage la dissolution de C₃S [26].
Master II : Matériaux en Génie Civil Page 36
Chapitre I : Additions Minérales
Figure I.31 : Taux de chaleur d'hydratation par gramme de ciment /Fumée de silice [26]
Li et al. [88], le système binaire de fumées ciment-silice peut raccourcir la période de dormante,
augmenter le taux exothermique pendant la période d'accélération, diminuer le deuxième pic
d'évolution de la chaleur d'hydratation et réduire le taux d'hydratation pendant la période de
décélération. De plus, cela devient clair avec l'augmentation de la quantité de fumée de silice,
par rapport au processus d'évolution de la chaleur d'hydratation du ciment pur (figure I-32).
Au début de l'hydratation la fumée de silice a été hydrolysée et a formé SiO ⁻ chargé
négativement, qui se combinerait avec Ca2+ et ion alcalin pour former des hydrates de silicate de
calcium (C–S–H). De plus, en tant que charge active, la fumée de silice apporte une densité de
nucléation accrue qui raccourcirait la durée de sa période d'induction. Pendant le période
d'accélération, la fumée de silice dans les matériaux cimentaires peut favoriser l'hydratation du
ciment, mais dans âge plus avancé (période de décélération pendant laquelle le processus de
réaction d'hydratation est principalement dû à la diffusion), l'hydratation est retardée et la
diffusibilité des ions est affaiblie du fait de la présence d'une couche de produits d'hydratation
plus épaisse située à la surface du ciment non hydraté. Cela a conduit à une réduction du taux
d'hydratation et de la chaleur. Cependant, au cours de l'âge d’hydratations ultérieures, la
chaleur d'hydratation et sa vitesse diminuaient remarquablement lorsque la fraction volumique
de fumée de silice dépassait 10%, entraînant de mauvaises propriétés mécaniques et une faible
compacité du béton [88].
Master II : Matériaux en Génie Civil Page 37
Chapitre I : Additions Minérales
Figure I.32 : Chaleur et flux de chaleur du système cimentaire composite (ciment /fuméé de silice) [88]
La fumée de silice diminue la taille des pores capillaires sans nécessairement diminuer la
porosité totale. La pâte de ciment devient plus dense et moins perméable. Tout cela cause une
augmentation de l'autodessiccation de la pâte de ciment et une évolution plus lente de la
résistance en compression [87].
I.5.3.2. L'hydratation en présence de filler calcaire
Les fillers calcaires ne réagissent pas ou peu chimiquement avec les composants du ciment ou
l'eau de gâchage. Quand ils sont ajoutés aux matériaux cimentaires, ils constituent un lieu de
nucléation et de germination pour les hydrates de ciment [10]. Un site de nucléation n’est autre
qu’un espace répondant à toutes les conditions de saturation en ions pour obtenir une
précipitation d’hydrates favorisant ainsi leurs croissances [89].
Certaines études ont montré que les fillers ne sont pas complètement inertes et que les fines
particules peuvent réagir avec le C₃A pour former du carboaluminate de calcium [85].
I.5.3.3. L'hydratation en présence de cendre volante
Les cendres volantes accélèrent l'hydratation du ciment Portland. Les ions Ca⁺² sont adsorbés
par la pouzzolane contenue dans les cendres. Cette adsorption cause un déséquilibre dans la
solution interstitielle et une dissolution plus rapide des ions Ca +2 provenant du C3S. Donc, il se
produit une précipitation plus rapide de C-S-H [87].
Les réactions pouzzolaniques des CV sont lentes. Pour des pâtes de ciment qui contiennent 40%
de CV, 30% de ces cendres sont hydratés après 3 mois et pour 60% de CV, 20% sont hydratés
après cette même durée [86].
Lors de l’hydratation du ciment en présence d’additions minérales de type pouzzolane, une
grande quantité d’ions calcium et hydroxyde est consommée. La teneur en portlandite pour ce
Master II : Matériaux en Génie Civil Page 38
Chapitre I : Additions Minérales
type de liant est plus petite comparée à celle d’un CEM I. A contrario, la quantité de C-S-H est
généralement plus grande pour les ciments avec additions minérales [90].
Les cendres volantes retardent la prise du béton à cause de la libération des ions SO 42- présents à
la surface des grains de cendres volantes. Elles diminuent la résistance en compression du
béton, surtout au jeune âge [87].
I.5.3.4. L'hydratation en présence de laitier de haut fourneau
La cinétique d’hydratation du ciment est influencée par la présence du laitier de haut fourneau.
Tout d’abord, la substitution du ciment par les additions minérales entraîne forcément une
diminution de la teneur en ciment du mélange, ce qui peut provoquer une diminution des
caractéristiques mécaniques du mélange si l'effet des pouzzolanes n'est pas assez
compensatoire. Le PH du mélange de la solution interstitielle diminue également lors de cette
substitution. De plus, le laitier de haut fourneau agit également comme un accélérateur
d'hydratation du ciment (en favorisant le nucléation des hydrates sur les fines particules. Cela
s'observe par une diminution de la période dormante) [10]. Enfin, l'utilisation du laitier de haut
fourneau permet de diminuer significativement la chaleur dégagée surtout pour des dosages
supérieurs à 50 %, ce qui est très avantageux pour les bétons de masse et le bétonnage à temps
chaud [86].
En présence du laitier la pate de ciment est plus dense. II y a aussi une diminution du pic de
température. Le laitier retarde le temps de prise du béton et augmente sa résistance en
compression à partir de 28 jours [87].
I.6. Effets des adjuvants minéraux sur l'ouvrabilité du béton frais
I.6.1. Effet de filler calcaire
La rhéologie des pâtes, des mortiers et des bétons dépend de la qualité du filler et de sa finesse.
Si le filler est finement broyé, il y aura une réduction de la quantité d’eau pour une maniabilité
fixe, surtout pour des rapports E/C < 0,40. Il est important de signaler que la présence de fines
d’argile dans le filler peut augmenter la demande en eau [21].
L’ouvrabilité du béton augmente avec la finesse du filler calcaire jusqu’à 500 m 2/kg. Au-delà de
cette limite, il peut y avoir des problèmes de maniabilité [91].
La maniabilité des ciments et des mortiers contenant des fines calcaires est affectée d’une
manière très sensible, elle passe de 55% pour le béton de contrôle (0% d’ajout calcaire) à 45 %
pour une teneur de 10%, et atteint 36% pour 20% de fines [92].
Master II : Matériaux en Génie Civil Page 39
Chapitre I : Additions Minérales
Figure I.33 : Variation de la maniabilité en fonction du pourcentage des fines calcaires [92]
I.6.2. Effet de la fumée de silice
Les bétons formulés avec la fumée de silice ont une rhéologie différente des bétons courants. Ils
sont thixotropes et ont donc un comportement visqueux et compact au repos et deviennent
fluides dès qu’on leur applique une pression. Cette particularité offre en particulier les
avantages suivants [93] :
Moins de ségrégation (nids de cailloux et ressuage) ;
Transfert par pompage sous pression possible sur de grandes distances ;
Projection sur des parois sans perte de produit dans le cas de béton.
La figure I-34 présente que l’ouvrabilité d’un béton augmente avec le pourcentage de fumée de
silice pour un rapport eau/liant constant.
Figure I.34 : Variation de l’ouvrabilité d’un béton en fonction du pourcentage de fumée de silice pour
différents rapports eau/liant [94]
I.6.3. Effet de laitier de haut fourneau
Master II : Matériaux en Génie Civil Page 40
Chapitre I : Additions Minérales
Plusieurs recherches confirment que la consistance et l’ouvrabilité des bétons et des mortiers au
laitier sont plus grandes que celles des mortiers et des bétons ordinaires. Cette amélioration est
due d’une part, à l’augmentation de la viscosité de la pâte des ciments au laitier en fonction de
l’accroissement du pourcentage de substitution en laitier, et d’autre part à la surface
caractéristique des particules du laitier. Ces particules sont en fait denses, lisses et n’absorbent
pas beaucoup d’eau dans la phase initiale d’hydratation [92].
Tableau I.16 : Effet de l’incorporation du laitier broyé d’El-Hadjar sur la maniabilité du béton [ 92]
I.6.4. Effet de cendre volante
Les cendres volantes agissent par leur finesse, leur forme, leur état de surface et leur faible
masse volumique améliorent l’ouvrabilité des mortiers et bétons. Ceci est d’autant plus marqué
que les cendres volante permet de diminuer la quantité d’eau pour une même ouvrabilité,
d’augmenter l’homogénéité, la compacité du béton et d’améliorer sa mise en place [21].
La maniabilité d’un béton qui contient de la CV est influencée par deux mécanismes
contradictoires. Généralement les particules de CV sont plus fines que les particules de ciment
qu’elles remplacent, la surface spécifique qui doit être mouillée augmente, ce qui conduit à une
diminution de la maniabilité. D’autre part, la forme sphérique des particules de la CV produit
un effet de bille qui permet aux plus grosses particules de s’écouler plus facilement en
améliorant ainsi la maniabilité [86].
I.7. Effets des ajouts minéraux sur les propriétés du béton durci :
I.7.1. Effet de filler calcaire
L’utilisation des fillers calcaires dans l'industrie du ciment et du béton est assez récente. Les
additions calcaires dans les matrices cimentaires ont déjà fait l'objet de plusieurs études. Les
auteurs rapportent qu'avec le filler calcaire, il y a une augmentation des résistances mécaniques
au jaune âge due à l'effet accélérateur et à l'effet filler du calcaire. à note que pour une finesse de
300 à 350 m²/kg, il y a seulement l'effet filler [75].
Master II : Matériaux en Génie Civil Page 41
Chapitre I : Additions Minérales
Boubekeur et al. [95], ont montré que la résistance à la compression est similaires à celle du
mortier contrôle de 15.96 % pour une substitution de 10 % de calcaire à 2 jours, ensuite elle
diminue de 37 % pour une substitution de 20 % de calcaire. A l’âge de 28 jours, la résistance à la
compression diminue de 11 % et de 20% avec l’augmentation du pourcentage du calcaire de
10% à 20% respectivement.
Figure I.35 : Évolution de la résistance à la compression en fonction de l’âge des mortiers contenant le
calcaire [95]
Amouri [21], à montré que la résistance mécanique des mortiers de fillers calcaires, qu’à 7 et 14
jours est légèrement supérieures au mortier témoin mais cet avantage n'est pas durable car
pour les échéances supérieures, les mortiers contenant l’addition calcaire présente les mêmes
résistances pour un taux de substitution donné, la figure I-36 montre que le mortier à base de
20% de l’addition a développé les plus faibles résistances par rapport à 10%.
Figure I.36 : Variation de la résistance à la compression en fonction de l’âge Pour les deux taux de
substitution de filler calcaire [21]
Master II : Matériaux en Génie Civil Page 42
Chapitre I : Additions Minérales
La présence du filler calcaire augmente le retrait durant les 24 premières heures. Le retrait
augmente aussi avec la finesse du filler, sauf dans le cas d’une granulométrie optimisée. Pour
une période supérieure à 24 heures, il n’y pas de différence pour le retrait par séchage [91].
Les auteurs prétendent que l’addition de filler calcaire ne change pas le taux de carbonatation
dans le béton. Au contraire, certains trouvent que pour des résistances mécaniques
équivalentes, la profondeur de carbonatation augmente avec l’ajout du filler calcaire [96].
I.7.2. Effet de la fumée de silice
Ben messaoud et al. [97], ont étudié l'influence de la fumée de silice sur les résistances à la
compression de béton à haute performance. Ils rapportent qu’il y a un gain spectaculaire en
résistances des bétons incorporant la fumée de silice par rapport au béton témoin, de résistance
caractéristique à 28 jours (supérieure à 80 MPa). Cette cinétique de montée en résistance traduit
directement le double rôle de la fumée de silice (figure I-37 et figure I-38).
Figure I.37 : Évolution de la résistance à la compression de béton en fonction du temps et de l’ajout de la
fumée de silice des granulats de la fraction 5/15 et 15/25 pour E/L = 0.22 [97]
Master II : Matériaux en Génie Civil Page 43
Chapitre I : Additions Minérales
Figure I.38 : Évolution de la résistance à la compression de béton en fonction du temps et de l’ajout de la
fumée de silice des granulats de la fraction 5/10 pour E/L = 0.22 [97]
Presque tous les auteurs sont d’accord sur le rôle de la fumée de silice qui consiste à réduire la
perméabilité du béton à l’eau et aux sels et augmenter la résistivité électrique. Ceci contribue à
réduire le risque de corrosion des armatures. Les fumées de silice peuvent aussi neutraliser les
réactions alcalis-granulats en augmentant le degré de polymérisation des CSH, ce qui réduit la
mobilité des alcalis et des hydroxydes dans les solutions des pores [96].
L’introduction de la fumée de silice a peu d’effets sur le risque de carbonatation. L’effet est
également minime dans le cas de la résistance aux cycles de gel-dégel avec des bétons de
rapport E/L de 0,4 et des additions de fumée de silice de 15% ou moins. La résistance diminue
pour des additions de 20 à 30% de fumée de silice et pour des rapports E/L variant de 0,35 à
0,55 [91].
I.7.3. Effet de laitier de haut fourneau
La cinétique d'hydratation des laitiers est plus lente que celle du ciment portland, par
conséquent le développement de la résistance sera inférieur, et l'addition du laitier diminuera la
résistance mécanique du béton à jeune âge, qui se rattrapera à plus longues échéances
principalement par l'effet hydraulique et pouzzolanique significatifs au -delà de 28 jours [99].
Boubekeur et al. [95], ont montré que la substitution du ciment par du laitier a donné des
résistances à la compression faibles à jeune âge (2 à 7 jours) .ceci est du à la faible activité
hydraulique du laitier granulé d'EL Hadjar.
Figure I.39 : Effet du pourcentage de laitier sur la résistance à la compression [95]
Les laitiers permettent de réaliser des bétons résistant à l'action des eaux agressives, surtout en
immersion complète. Les mortiers aux laitiers sont de 10 à 100 fois moins perméable à l'eau que
les mortiers de ciment portland. Un remplacement de 10% du ciment par laitier permet de
réduire l'épaisseur de la zone de transition. Les chercheurs rapportent l'effet bénéfique des
Master II : Matériaux en Génie Civil Page 44
Chapitre I : Additions Minérales
bétons aux laitiers sur la résistance aux sulfates à des taux de remplacement élevés, grâce à la
réduction de la perméabilité [75].
Les réactions alcalis-silice décroissent avec l'augmentation de la teneur en laitier due à la
fixation par ce dernier des ions sodium .quant à la résistance aux cycles de gel-dégel, presque
tous les auteurs sont d'accord que les bétons avec et sans laitier se comportent de la même façon
[21]. Une addition de 20 % ou plus de laitier provoque une augmentation du retrait par séchage
du béton [91].
I.7.4. Effet de cendre volante
Balakrishnan et al. [100], au jeune âge, la résistance à la compression du mortier diminue avec
l'augmentation de la quantité de cendres volantes. La diminution de la résistance à 1 jour des
mélanges de mortier est proportionnelle à la teneur en cendres volantes, où la résistance du
mortier avec 10, 20, 30, 40 et 50 % de cendres volantes était inférieure de 0,4, 1,2, 1,8, 2,4 et 2,8
MPa respectivement. Comme cela dans les matériaux en béton, ce comportement a changé avec
le temps de durcissement. À l'âge de 7 jours, par exemple, on constate que le mortier de
maçonnerie contenant 10 % de cendres volantes a acquis presque la même résistance à la
compression par rapport au mortier ordinaire. À 28 jours de cure, cependant, le mortier
contenant 10, 20, 30 et 40 % de cendres volantes dépassait la résistance à la compression du
mortier ordinaire (11,2 MPa) ayant respectivement 12,0, 13,4, 13,2 et 12,2 MPa. À l'âge de 90
jours, le mélange de mortier contenant 50 % de cendres volantes a atteint 16,2 MPa tandis que le
mortier ordinaire n'a gagné que 13,0 MPa. Cela indique que le développement de la résistance à
la compression du mortier avec des cendres volantes nécessite un temps de durcissement plus
long par rapport au mortier ordinaire sans aucune cendre.
Figure I.40 : Développement de la résistance des cubes de mortier contenant diverses quantités de cendres
volantes [100]
Master II : Matériaux en Génie Civil Page 45
Chapitre I : Additions Minérales
La résistance au gel est légèrement diminuée dans le cas d’une addition de cendres volantes.
Cette diminution est assez limitée pour 20% de cendre et en opérant à ouvrabilité égale. La
cendre volante absorbe une partie de l’agent entraîneurs d’air lors de l’addition de ce dernier au
béton, c’est pourquoi les ciments aux cendres nécessitent une quantité d’adjuvant un peu plus
élevée pour obtenir la même teneur en air. Certains chercheurs ont étudié la résistance au gel
(ASTM C 666-A) de béton composés de 40 à 60% de cendre volante de classe F. Tous les bétons
ont présenté des facteurs de durabilité supérieurs à 87% après 300 cycles de gel-dégel. Ils
concluent que les bétons avec cendres volantes procurent de bonnes résistances au gel même
pour des taux de remplacement élevées [21]
L’utilisation des cendres volantes a donc aussi été observée sous l’aspect d’une diminution de la
perméabilité dans les bétons de cendres volantes, avec pour conséquence avantageuse une
augmentation de leur durabilité. En effet, il est généralement observé que moins un béton est
perméable, plus il est résistant aux solutions agressives et aux eaux pures [16].
Sow [16], a montré que les cendres volantes ont une légère tendance à détériorer la résistance à
la carbonatation face à la pouzzolane naturelle. Cependant, cette tendance n’est pas observable
à 15 % de remplacement. De plus, les imbrûlés ne semblent pas avoir d’effet sur la
carbonatation. Cependant, à ce taux d’incorporation, il est difficile de garantir cette observation
Figure I.41 : Profondeur de carbonatation après 3 mois de cure suivis d’une immersion dans une
atmosphère à 4% de CO2 durant 14, 28, 56 et 90 jours [16]
I.8. Les atouts des additions minérales
Master II : Matériaux en Génie Civil Page 46
Chapitre I : Additions Minérales
Malhotra et al. [101], les avantages tirés de l'utilisation des ajouts minéraux dans les industries
du ciment et du béton peuvent être divisés en trois catégories : avantages fonctionnels ou
d'ingénierie, avantages économiques et avantages écologiques.
I.8.1. Les avantages fonctionnels
Tout d'abord, L'incorporation de particules finement divisées dans un mélange de béton tend à
améliorer l’ouvrabilité et à réduire les besoins en eau à une consistance donnée (sauf pour les
matériaux à très grande surface, comme la fumée de silice). Deuxièmement, en général, il ya une
amélioration de la résistance ultime, de l'imperméabilité et de la durabilité aux attaques
chimiques. Troisièmement, une résistance améliorée à la fissuration thermique est obtenue en
raison de la plus faible chaleur d'hydratation des ciments mélangés et de la capacité de
déformation en traction accrue du béton contenant des ajouts minéraux [101].
1.8.2. Les avantages économiques
Typiquement, le ciment portland est le composant le plus coûteux d'un mélange de béton,
puisqu'il est un matériau à forte intensité d'énergie. La plupart des matériaux (ajouts)
susceptibles de remplacer le ciment dans le mortier ou béton sont des sous-produits, et, à ce
titre, demandent relativement moins d’énergie, sinon aucune, et sont beaucoup moins coûteux
que le ciment portland. Toutefois, la distance qui sépare la source des ajouts cimentaires et le
coût élevé du transport qui en résulte risquent de l'emporter sur leurs avantages économiques
potentiels. De même, le manque de stockage abordable est parfois une barrière à leur utilisation
dans certains marchés .Bien qu'il soit difficile à prédire, le prix des ajouts cimentaires pourrait se
comparer à celui du ciment si la demande en béton ne diminuait pas, dans ce monde que
menace le (CO₂). Et c'est bien le gaz carbonique (dioxyde de carbone) qui pourrait finalement
décider de la valeur de ces denrées [102].
I.8.3. Les avantages écologiques
La production d’une tonne de ciment Portland libère dans l’atmosphère une quantité quasi
équivalente de gaz carbonique. De ce fait, le remplacement du ciment Portland par les ajouts
cimentaires réduit d’autant les émissions de CO 2. En général, l’utilisation de cendres volantes et
de fumées de silice comme ajouts cimentaires ne demande pas un traitement à forte intensité
d’énergie. Le laitier, par contre, doit être granulé et sa granulation provoque l’émission
d’environ 0,07 tonne de CO2 par tonne de LGHF (laitier granulé de haut fourneau) produit. À
cela, il faut ajouter les émissions de CO 2 causées par le transport des matériaux jusqu’au
Master II : Matériaux en Génie Civil Page 47
Chapitre I : Additions Minérales
chantier de construction. Les études montrent que le transport (par camion et chemin de fer)
d’une tonne d’ajouts cimentaires sur une distance de 1000 Km libère environ 0,022 tonne de
CO2. Il convient donc de considérer tous les paramètres avant d’établir les avantages
écologiques des ajouts cimentaires sur le ciment [74].
I.9. Utilisation des additions minérales en Algérie
Bien que l’emploi des additions minérales se soit généralisé dans le monde, il reste très limité en
Algérie. L’emploi de ces matériaux n’est pas encore répandu dans le domaine du génie civil
malgré la disponibilité en grande quantité de ces ajouts tels que le laitier granulé, le calcaire ou
la pouzzolane naturelle et leurs coûts relativement réduit par rapport au ciment. En effet, de
nombreuses études ont été réalisées, traitant de l’influence des additions minérales sur
plusieurs aspects des bétons. Actuellement, l’emploi des additions se limite seulement au
secteur de l’industrie cimentaire pour la production du ciment composé .Le tableau I-17 résume
l’utilisation des différentes additions dans les cimenteries algériennes [73].
Tableau I.17 : Utilisations des additions minérales dans les cimenteries algériennes [73]
Cimenterie Ajouts utilisés
Ain Touta (Batna)
Ain EL Kebira (Sétif)
Pouzzolane
Hamma Bouziane
(Constantine)
Hadjar Soud (Skikda)
Laitier granulé
Tebessa
Meftah (Alger) Tuf /Calcaire
Raïs Hamidou (Alger)
Calcaire/Tuf
Sour EL Ghozlane (Bouira)
Chlef Calcaire
M'sila Laitier granulé pouzzolane
Beni Saf (Aïn Témouchent)
Zahana (Oran) pouzzolane
Saida
I.10. Conclusion
Dans cette recherche bibliographique. Notre objectif était de définir les additions minérales ainsi
que leurs types. Cette étude nous a permis de connaître la composition chimique,
minéralogique, finesse et répartition granulométrique des différents types d’addition minérales.
D’après notre revue de littérature, l'action des additions minérales peut être distinguée suivant
deux effets principaux : un effet physique et un effet chimique.
Master II : Matériaux en Génie Civil Page 48
Chapitre I : Additions Minérales
Cette synthèse bibliographie a montré que ces additions minérales ont un effet sur l’hydratation
du ciment Portland et sur l’ouvrabilité du béton frais ainsi que sur ses propriétés à l’état durci.
Nous montrons dans cette recherche les principaux atouts de ces additions et leurs utilisations
dans l’Algérie.
Master II : Matériaux en Génie Civil Page 49
Vous aimerez peut-être aussi
- La fin du ciment: Les bonnes et les mauvaises raisons d'une technologie sans avenirD'EverandLa fin du ciment: Les bonnes et les mauvaises raisons d'une technologie sans avenirÉvaluation : 3 sur 5 étoiles3/5 (1)
- CH 02 LiantsDocument44 pagesCH 02 LiantsKebier MohamedPas encore d'évaluation
- Chapitre 1 - Formation Des Minéraux Du ClinkerDocument9 pagesChapitre 1 - Formation Des Minéraux Du ClinkeramirPas encore d'évaluation
- Les LaitiersDocument41 pagesLes Laitierselfarissi jaouadPas encore d'évaluation
- Chapitre II - Le CimentDocument6 pagesChapitre II - Le CimentouahidabdouPas encore d'évaluation
- Cours Le - Ciment Partie2Document10 pagesCours Le - Ciment Partie2Veronika PrymPas encore d'évaluation
- CT G10.14 20 PDFDocument7 pagesCT G10.14 20 PDFamjed_de_enimPas encore d'évaluation
- Syllabus Technologie A2Document103 pagesSyllabus Technologie A2Josh Christian BisimwaPas encore d'évaluation
- TempDocument13 pagesTempBekraoui KeltoumPas encore d'évaluation
- CH 02 - Liants TMCDocument44 pagesCH 02 - Liants TMCHanine DjouadiPas encore d'évaluation
- Beton de SableDocument7 pagesBeton de SableMicko AbdallahPas encore d'évaluation
- 1 2Document7 pages1 2Beny AbdouPas encore d'évaluation
- Etude de La ManDocument10 pagesEtude de La ManAli KerbabiPas encore d'évaluation
- Chapitre IIIDocument18 pagesChapitre IIIAhmed ChahinePas encore d'évaluation
- Chapitre 2Document12 pagesChapitre 2ChebouPas encore d'évaluation
- Chap 2Document24 pagesChap 2salah eddine aidelPas encore d'évaluation
- Chap 2Document26 pagesChap 2Milica SavicPas encore d'évaluation
- Partie 1Chapitre-Les-mortiers-et-les-Bétons-partie-1Document15 pagesPartie 1Chapitre-Les-mortiers-et-les-Bétons-partie-1Marc IvanPas encore d'évaluation
- 3 Le CimentDocument30 pages3 Le CimentFatre 1980100% (1)
- Addutions Au BétonDocument14 pagesAddutions Au BétonAbdelhamid BabahPas encore d'évaluation
- 3 Le CimentDocument53 pages3 Le CimentSalhi ImanePas encore d'évaluation
- TECHNO-CONS CHAP 3 Et Chap 4Document28 pagesTECHNO-CONS CHAP 3 Et Chap 4IssifouHamdaneAdamPas encore d'évaluation
- 02 Ajouts MinãrauxDocument23 pages02 Ajouts MinãrauxÀs Mà100% (1)
- Famille EnrobésDocument32 pagesFamille Enrobésabhd benzidPas encore d'évaluation
- Les Liants HydrocarbonésDocument32 pagesLes Liants HydrocarbonésRachid Aallam100% (1)
- Chapitre 02 (1) Formulation Du Béton de SableDocument21 pagesChapitre 02 (1) Formulation Du Béton de SableMohamed YagoubPas encore d'évaluation
- Cours NIGRI - Ghania 2020 (TEC DU Béton)Document115 pagesCours NIGRI - Ghania 2020 (TEC DU Béton)marouabenhamouda13Pas encore d'évaluation
- Chap 2 - Ajouts MinéreauxDocument62 pagesChap 2 - Ajouts Minéreauxاعمارة لعيسPas encore d'évaluation
- Expo LiantDocument10 pagesExpo LiantHarrisson Keith Tevoedjre100% (1)
- 2-Caracteristique Des MateriauxDocument11 pages2-Caracteristique Des MateriauxAhlem HrPas encore d'évaluation
- CH 2 T de BétonDocument9 pagesCH 2 T de Bétonadel1hammiaPas encore d'évaluation
- USh - Ch1 - Composition Du Ciment PortlandDocument43 pagesUSh - Ch1 - Composition Du Ciment PortlandBrahim NéciraPas encore d'évaluation
- Ciment Et BétonDocument50 pagesCiment Et BétonYhanePas encore d'évaluation
- 3MDC ok مخرمشDocument47 pages3MDC ok مخرمشabde NourPas encore d'évaluation
- Cours Complet Synthèse de CimentDocument18 pagesCours Complet Synthèse de CimentAbdellPas encore d'évaluation
- Chapitre 3 MatDocument9 pagesChapitre 3 MatBaye DiopPas encore d'évaluation
- Additions Partiellement Substituables Au CimentDocument16 pagesAdditions Partiellement Substituables Au CimentRedouane TebbounePas encore d'évaluation
- Chapitre 1Document27 pagesChapitre 1Eliézerd UpenjmunguPas encore d'évaluation
- 2022 Chapitre 3 Additions MineralesDocument11 pages2022 Chapitre 3 Additions MineralesLilia LiPas encore d'évaluation
- Durabilité D'un Ciment Composé À Base de Mâchefer de Tefereyre (Niger) : Absorption Capillaire, Porosité Accessible À L'eau Et Attaque AcideDocument11 pagesDurabilité D'un Ciment Composé À Base de Mâchefer de Tefereyre (Niger) : Absorption Capillaire, Porosité Accessible À L'eau Et Attaque Acideمحمد الطاهر لقويPas encore d'évaluation
- Cours Sur Le Béton 03-04Document32 pagesCours Sur Le Béton 03-04Cyrille Jefedjie FezeuPas encore d'évaluation
- COURS DE TECHNOLOGIE GENERALE TG 2e Année - DONKADocument25 pagesCOURS DE TECHNOLOGIE GENERALE TG 2e Année - DONKAanon_705026174Pas encore d'évaluation
- BouallegDocument9 pagesBouallegNiou MekkiPas encore d'évaluation
- Cours Enrobés ETS PDFDocument35 pagesCours Enrobés ETS PDFBelheziel Aek100% (1)
- Cours CimentDocument7 pagesCours Cimentالصديق بن سعد100% (1)
- Chap Ii Mat GC2Document12 pagesChap Ii Mat GC2danielcassimirPas encore d'évaluation
- Chapitre 1 AttachDocument5 pagesChapitre 1 AttachBob IsmailPas encore d'évaluation
- Ciment FinalDocument23 pagesCiment Finalnaruto hinataPas encore d'évaluation
- Les Ciments 2019Document63 pagesLes Ciments 2019kheiro brahimPas encore d'évaluation
- Expose de MateriauxDocument7 pagesExpose de Materiauxvianney wilfried DjekePas encore d'évaluation
- Cours Performance Betons 1Document107 pagesCours Performance Betons 1robin barracouPas encore d'évaluation
- 9 - Le BitumeDocument16 pages9 - Le Bitumeamani.arfaoui1991Pas encore d'évaluation
- Durabilité Béton Bas Carbone HalDocument5 pagesDurabilité Béton Bas Carbone Halsnoussi omarPas encore d'évaluation
- SAM Formulation Des Betons V2023 PDFDocument92 pagesSAM Formulation Des Betons V2023 PDFKolann AubertPas encore d'évaluation
- Matériaux BitumineuxDocument10 pagesMatériaux BitumineuxFatima zohra LabbiPas encore d'évaluation
- Cours MDC PDFDocument103 pagesCours MDC PDFIpɥǝɯ IʇɥʞǝqPas encore d'évaluation
- Bonneau-Jeanmotte-Leon TDC Rapport Edk CompressedDocument59 pagesBonneau-Jeanmotte-Leon TDC Rapport Edk Compressedapi-638155363Pas encore d'évaluation
- Chapitre 2 PredimensionnementDocument12 pagesChapitre 2 PredimensionnementNselapi SopPas encore d'évaluation
- Chapitre III Modes de Mesurage Et D'évaluation Des Travaux: Titre Iv Reglement Des OuvragesDocument6 pagesChapitre III Modes de Mesurage Et D'évaluation Des Travaux: Titre Iv Reglement Des OuvragesMustaph eng100% (1)
- SRS FRDocument16 pagesSRS FRFabrice KouakouPas encore d'évaluation
- Extraits - Sika - Bourget (93) - Ind B - Dallage Befon FibreDocument28 pagesExtraits - Sika - Bourget (93) - Ind B - Dallage Befon FibreASSOGBA Dègninou CarlosPas encore d'évaluation
- CPC Travaux - Fascicule N°2Document50 pagesCPC Travaux - Fascicule N°2Youssef Wardouni86% (7)
- Catalogue Gros Oeuvres CompressedDocument90 pagesCatalogue Gros Oeuvres CompressedHdia FayçalPas encore d'évaluation
- Efm Coba V2Document4 pagesEfm Coba V2Oussama BoussahfaPas encore d'évaluation
- Contrôle de L'homogénéité Du Béton Des Pieux Avec La Méthode Sonique.Document4 pagesContrôle de L'homogénéité Du Béton Des Pieux Avec La Méthode Sonique.omarPas encore d'évaluation
- Support de Cours Assainissement - Octobre 2018-1Document22 pagesSupport de Cours Assainissement - Octobre 2018-1stifmarkosPas encore d'évaluation
- Note de Calcul: Projet: Construction D'un R+3 Avec Terrasse AccessibleDocument4 pagesNote de Calcul: Projet: Construction D'un R+3 Avec Terrasse AccessibleGhani GéniePas encore d'évaluation
- BordereauDocument2 pagesBordereauajaghjaghPas encore d'évaluation
- Rapport de Stage OuvrierDocument30 pagesRapport de Stage OuvrierBilel Abdelmalek100% (2)
- CPS Parking-Fontaine-CascadeDocument63 pagesCPS Parking-Fontaine-Cascadeabdokham41Pas encore d'évaluation
- Sujets TFL 2022 PDFDocument75 pagesSujets TFL 2022 PDFAaron NtumbaPas encore d'évaluation
- NC-Dalot TripleDocument9 pagesNC-Dalot TripleMohamed BayoudhPas encore d'évaluation
- Exercices Etude de PrixDocument7 pagesExercices Etude de Prixahmedbourhim999100% (1)
- Dtu 65.9Document16 pagesDtu 65.9Taha Ziane100% (1)
- Dosage Des MateriauxDocument14 pagesDosage Des MateriauxDream OfficePas encore d'évaluation
- Bspub 1394520214 257Document15 pagesBspub 1394520214 257athena7redPas encore d'évaluation
- Note de Calcul - Canal 14.00 X 1.00Document7 pagesNote de Calcul - Canal 14.00 X 1.00KONE FADJIGUIPas encore d'évaluation
- Caractérisation Expérimentale D'un Béton Soumis À Hautes Températures Par Analyse VibratoireDocument6 pagesCaractérisation Expérimentale D'un Béton Soumis À Hautes Températures Par Analyse VibratoireALaa YaRaPas encore d'évaluation
- Ciment - WikipédiaDocument76 pagesCiment - WikipédiaMohamed Nelly Amecain TourePas encore d'évaluation
- Chapitre1: Présentation de L'organisme D'accueil Et Procédé de Fabrication Du CimentDocument3 pagesChapitre1: Présentation de L'organisme D'accueil Et Procédé de Fabrication Du CimentOuazzani TouhamiPas encore d'évaluation
- Charges PermanenteDocument6 pagesCharges PermanenteAbdou BouzianePas encore d'évaluation
- Dosage Béton B25Document2 pagesDosage Béton B25FFFF100% (1)
- These Capteur Rheologie BetonDocument177 pagesThese Capteur Rheologie Betonmarius fangangPas encore d'évaluation
- ARVOR - MPC-FP-04 - Etat Limite de Service en Compresssion Du Béton - CCTG - Fascicule 62 Titre V - BAELDocument1 pageARVOR - MPC-FP-04 - Etat Limite de Service en Compresssion Du Béton - CCTG - Fascicule 62 Titre V - BAELAntoine PhilippePas encore d'évaluation
- Calcul Du Volume de BetonDocument4 pagesCalcul Du Volume de BetondouoPas encore d'évaluation
- Mémoire HOUNGLA Archimede - CompressedDocument113 pagesMémoire HOUNGLA Archimede - CompressedRulliamPrince ZakouPas encore d'évaluation
- Cosmologie Égyptienne, L’Univers Animé, Troisième ÉditionD'EverandCosmologie Égyptienne, L’Univers Animé, Troisième ÉditionPas encore d'évaluation
- Harmonisation Energétique des Personnes: Manuel de Curothérapie 2020D'EverandHarmonisation Energétique des Personnes: Manuel de Curothérapie 2020Évaluation : 4 sur 5 étoiles4/5 (8)
- Géobiologie de l'habitat et Géobiologie sacrée: Pour un lieu sainD'EverandGéobiologie de l'habitat et Géobiologie sacrée: Pour un lieu sainÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Manuel pour les débutants Fabriquez des savons naturelsD'EverandManuel pour les débutants Fabriquez des savons naturelsÉvaluation : 3 sur 5 étoiles3/5 (2)
- Voici comment je suis devenue clairvoyante et thérapeute énergétiqueD'EverandVoici comment je suis devenue clairvoyante et thérapeute énergétiqueÉvaluation : 4 sur 5 étoiles4/5 (5)
- L'agroécologie - Cours Théorique: Une agriculture biologique artisanale et autonomeD'EverandL'agroécologie - Cours Théorique: Une agriculture biologique artisanale et autonomePas encore d'évaluation
- Transition énergétique ET Changement climatique: Développements et Perspectives d'AvenirD'EverandTransition énergétique ET Changement climatique: Développements et Perspectives d'AvenirPas encore d'évaluation
- Encyclopédie de la magie des cristaux, des pierres précieuses et des métauxD'EverandEncyclopédie de la magie des cristaux, des pierres précieuses et des métauxÉvaluation : 4 sur 5 étoiles4/5 (116)
- Le Big Bang: Une Théorie Basée sur une Physique Invalide et des Mathématiques Erronées.D'EverandLe Big Bang: Une Théorie Basée sur une Physique Invalide et des Mathématiques Erronées.Pas encore d'évaluation
- Macromolécules: Les Grands Articles d'UniversalisD'EverandMacromolécules: Les Grands Articles d'UniversalisPas encore d'évaluation
- Qu'arrive t'il a la terre arable ?: Le problème de l'érosion du sol.D'EverandQu'arrive t'il a la terre arable ?: Le problème de l'érosion du sol.Évaluation : 5 sur 5 étoiles5/5 (1)
- L'adieu à l'Au-delà: Ou l'art de vivre branché sur le réelD'EverandL'adieu à l'Au-delà: Ou l'art de vivre branché sur le réelPas encore d'évaluation
- Pédologie: Les Grands Articles d'UniversalisD'EverandPédologie: Les Grands Articles d'UniversalisPas encore d'évaluation
- L'ambition climatique: La planète Terre est-elle menacée ?D'EverandL'ambition climatique: La planète Terre est-elle menacée ?Évaluation : 2.5 sur 5 étoiles2.5/5 (2)
- Lanthane et lanthanides: Les Grands Articles d'UniversalisD'EverandLanthane et lanthanides: Les Grands Articles d'UniversalisPas encore d'évaluation
- La symétrie cachée de votre date de naissance: La date de votre naissance révèle le plan de votre vieD'EverandLa symétrie cachée de votre date de naissance: La date de votre naissance révèle le plan de votre vieÉvaluation : 4 sur 5 étoiles4/5 (2)
- L'agroécologie - Cours Technique: Une agriculture biologique artisanale et autonomeD'EverandL'agroécologie - Cours Technique: Une agriculture biologique artisanale et autonomeÉvaluation : 5 sur 5 étoiles5/5 (2)
- Directives volontaires pour une gestion durable des solsD'EverandDirectives volontaires pour une gestion durable des solsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Consultation d’experts sur les indicateurs nutritionnels pour la biodiversitéD'EverandConsultation d’experts sur les indicateurs nutritionnels pour la biodiversitéÉvaluation : 3 sur 5 étoiles3/5 (1)
- Danser dans le Vent: L’harmonie et le bien-être de la Kemò-vadD'EverandDanser dans le Vent: L’harmonie et le bien-être de la Kemò-vadPas encore d'évaluation
- Chromatographie: Les Grands Articles d'UniversalisD'EverandChromatographie: Les Grands Articles d'UniversalisPas encore d'évaluation