Vous aimerez peut-être aussi
- Cahier Des Charges CricDocument12 pagesCahier Des Charges CricLucas GricourtPas encore d'évaluation
- Galleze Tarek, Younsi YacineDocument124 pagesGalleze Tarek, Younsi Yacineben ftima fatmaPas encore d'évaluation
- Rapport Projet - Intéger PDFDocument12 pagesRapport Projet - Intéger PDFReda Arif0% (1)
- CH2 - Calcul D'arbres de Transmission 2020-2021Document18 pagesCH2 - Calcul D'arbres de Transmission 2020-2021nourhen bounemchaPas encore d'évaluation
- 07 CPT 05 LiaisonPivotRoulements Application 02Document3 pages07 CPT 05 LiaisonPivotRoulements Application 02Anthony MayPas encore d'évaluation
- Convoyeur ScotcheurDocument8 pagesConvoyeur ScotcheurHamrouniPas encore d'évaluation
- Suspension Active D'une Véhicule Commande LQRDocument97 pagesSuspension Active D'une Véhicule Commande LQRMostefa BentobbalPas encore d'évaluation
- Sujet-Janvier 2019 - Machine D'essai Mécanique PDFDocument20 pagesSujet-Janvier 2019 - Machine D'essai Mécanique PDFMrnadhir MecaniquePas encore d'évaluation
- Berria Mohamed Faouzi PDFDocument64 pagesBerria Mohamed Faouzi PDFHassen Hoggas100% (2)
- ChariotDocument8 pagesChariotNoureddine HermetienPas encore d'évaluation
- MAXPID - Vis À BilleDocument19 pagesMAXPID - Vis À BilleCenest Pasmoi100% (2)
- Catalogue Graissage 20083Document36 pagesCatalogue Graissage 20083Nacer NacerPas encore d'évaluation
- Analyse Fonctionnelle Solutions ConstrucDocument4 pagesAnalyse Fonctionnelle Solutions ConstrucRobert MartosPas encore d'évaluation
- Rapport Jury Agrégation SII-IM 2018 Final Final PDFDocument92 pagesRapport Jury Agrégation SII-IM 2018 Final Final PDFiman khadirPas encore d'évaluation
- Rapport PeugeotDocument39 pagesRapport PeugeotHãĐiR chetouiPas encore d'évaluation
- Guidage Galet Catalogue INADocument128 pagesGuidage Galet Catalogue INAAhmed MezniPas encore d'évaluation
- Torseur de CohesionDocument10 pagesTorseur de CohesionlamiabejaouiPas encore d'évaluation
- Atoufi MatDocument27 pagesAtoufi MatAdil EL AttarPas encore d'évaluation
- Exam Final Mat MetalliquesDocument3 pagesExam Final Mat MetalliquesMohammed El azhariPas encore d'évaluation
- Tp4 Calcul Raideur Rdm6 Optimisation de Structure Logiciel RDM Le ManDocument5 pagesTp4 Calcul Raideur Rdm6 Optimisation de Structure Logiciel RDM Le ManAmine RdPas encore d'évaluation
- Livre Blanc Mozzarella Web 2020Document13 pagesLivre Blanc Mozzarella Web 2020nacim.barechePas encore d'évaluation
- Cahier de Charge (Vélo Hydrolique)Document17 pagesCahier de Charge (Vélo Hydrolique)David parolePas encore d'évaluation
- TD: Optimisation Topologique Guidée D'un Cadre de Vélo: Fabbrication AdditiveDocument8 pagesTD: Optimisation Topologique Guidée D'un Cadre de Vélo: Fabbrication AdditiveLaila Azzouzi100% (1)
- DynamiqueDocument23 pagesDynamiqueSaidPas encore d'évaluation
- Mémoire Bouzidi Et DerraouiDocument72 pagesMémoire Bouzidi Et Derraouihouyam hamdiPas encore d'évaluation
- Examen de Conception Mécanique 2 Ième Année INSA Ingénierie de La Construction. Pont À Travée Mobile PDFDocument9 pagesExamen de Conception Mécanique 2 Ième Année INSA Ingénierie de La Construction. Pont À Travée Mobile PDFmabroukPas encore d'évaluation
- Ms GM AddounDocument122 pagesMs GM AddounFousseyni TRAOREPas encore d'évaluation
- Dimensionner Un Circuit Hydraulique Pour Une Presse - 40T (Feuille de Calcul)Document10 pagesDimensionner Un Circuit Hydraulique Pour Une Presse - 40T (Feuille de Calcul)lynda jerbiaPas encore d'évaluation
- Contribution À L'étude Du Comportement Dynamique Des Rotors Verticaux PDFDocument107 pagesContribution À L'étude Du Comportement Dynamique Des Rotors Verticaux PDFadel jcsiPas encore d'évaluation
- Avant ProposDocument2 pagesAvant ProposAnonymous y0LSdyM6YTPas encore d'évaluation
- Rapport Finale PDFDocument100 pagesRapport Finale PDFOussema ElloumiPas encore d'évaluation
- Sujet:: Train D'atterrissageDocument46 pagesSujet:: Train D'atterrissageygPas encore d'évaluation
- Exposé Palier Lisse RtsDocument45 pagesExposé Palier Lisse RtsSiwar Al-Felah100% (1)
- TD Conception2 - RévisionDocument6 pagesTD Conception2 - RévisionBokou KhalfaPas encore d'évaluation
- TD1 Analyse Fonctionnelle "Etude D'un Robot Nettoyeur de Piscine"Document15 pagesTD1 Analyse Fonctionnelle "Etude D'un Robot Nettoyeur de Piscine"nomaster nobadyPas encore d'évaluation
- Rapport BE1Document51 pagesRapport BE1ahmed017100% (1)
- Catalogue 2016 E9.1 FR WebDocument277 pagesCatalogue 2016 E9.1 FR WebNicolas AguilarPas encore d'évaluation
- Rendu N°1-Pelle HydrauliqueDocument4 pagesRendu N°1-Pelle Hydrauliqueettaqi_hassan11870% (1)
- Cours Metier Et Formation Génie MécaniqueDocument25 pagesCours Metier Et Formation Génie MécaniqueESSOME ESSOME OLIVIER STEPHANEPas encore d'évaluation
- UntitledDocument78 pagesUntitledAbdessamad Ben-amarPas encore d'évaluation
- Avantages Et Inconvenients Des RoulementsDocument7 pagesAvantages Et Inconvenients Des Roulementsprojet5millionPas encore d'évaluation
- Cours Levage 2013 01Document46 pagesCours Levage 2013 01Ousmane Diakité100% (1)
- Presentation Picos18Document22 pagesPresentation Picos18Saf Bes100% (1)
- TP3moulage ChariotDocument6 pagesTP3moulage ChariotJaouad ElPas encore d'évaluation
- Elasticite PDFDocument58 pagesElasticite PDFRedouane RedaPas encore d'évaluation
- PFF Chafik Bilal Elyargui 2020-2021 - Groupe 1 PDFDocument98 pagesPFF Chafik Bilal Elyargui 2020-2021 - Groupe 1 PDFMouad BottePas encore d'évaluation
- Dm4 Si Etude TransporteurDocument4 pagesDm4 Si Etude TransporteurM'hamed Rian100% (1)
- Bac GM 2006 Sept Metropole Lève Personne ORIOR PDFDocument33 pagesBac GM 2006 Sept Metropole Lève Personne ORIOR PDFGeorges EllaPas encore d'évaluation
- EngrenagesDocument21 pagesEngrenagesFatine Essafi0% (1)
- TD 29 - Arc-BoutementDocument7 pagesTD 29 - Arc-BoutementMohamed AbaakilPas encore d'évaluation
- Rapport Sur Le Stage D'initiationDocument30 pagesRapport Sur Le Stage D'initiationDhia AyadiPas encore d'évaluation
- RapportDocument33 pagesRapportmouaadPas encore d'évaluation
- Optimisation D'un Reservoir de StockageDocument8 pagesOptimisation D'un Reservoir de Stockagetaha oulkadiPas encore d'évaluation
- Rapport de StageDocument40 pagesRapport de StageYassine AouiniPas encore d'évaluation
- RMChap5 (Cisaillement) PDFDocument33 pagesRMChap5 (Cisaillement) PDFsoufyanPas encore d'évaluation
- Chapitre 2 Essais D'endurance: Cours de Fatigue Des MatériauxDocument5 pagesChapitre 2 Essais D'endurance: Cours de Fatigue Des MatériauxFrancis SonkengPas encore d'évaluation
- Problèmes en Élasticité Semi-Classique. Modélisation Et RésolutionDocument18 pagesProblèmes en Élasticité Semi-Classique. Modélisation Et RésolutionSousou FoufouPas encore d'évaluation
- Automatisation Et Supervision: Cas D'un Système de Lavage Automobile.Document33 pagesAutomatisation Et Supervision: Cas D'un Système de Lavage Automobile.Zine el abedine MKPas encore d'évaluation
- Superalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceD'EverandSuperalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficacePas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Informatique Et Societe QuebecDocument9 pagesInformatique Et Societe QuebecKalinatsiPas encore d'évaluation
- Ofppt: Examen de Fin de ModuleDocument4 pagesOfppt: Examen de Fin de ModuleJust to Try it100% (1)
- Machine A Courant ContinuDocument13 pagesMachine A Courant ContinuFrancois PerraisPas encore d'évaluation
- Boucif Smail PDFDocument128 pagesBoucif Smail PDFTayeb GherbiPas encore d'évaluation
- MOUILLOUR Marceau-ACDocument1 pageMOUILLOUR Marceau-ACouiPas encore d'évaluation
- Polycopie TP GE 2023Document51 pagesPolycopie TP GE 2023mariam.ouaaabedPas encore d'évaluation
- Fiche TD N°1 Et 2 Prepa Ing1Document4 pagesFiche TD N°1 Et 2 Prepa Ing1dislapufePas encore d'évaluation
- Systèmes MécatroniquesDocument44 pagesSystèmes MécatroniquesBOURAS Ihabe - بوراس إيهابPas encore d'évaluation
- PRESENTATION DE L'ENVIRONNEMENT WINDOWS (Enregistrement Automatique)Document25 pagesPRESENTATION DE L'ENVIRONNEMENT WINDOWS (Enregistrement Automatique)traore falyPas encore d'évaluation
- Cours SM en Ligne-ConvertiDocument72 pagesCours SM en Ligne-ConvertiAnfel CPas encore d'évaluation
- CH 2Document9 pagesCH 2Rahal karimPas encore d'évaluation
- MCC 1 0 0 FRDocument31 pagesMCC 1 0 0 FRDenis SpeicherPas encore d'évaluation
- DSI1 - BDR - Contrôle #1 - Semestre 2 - 2020-2021 - CorrigéDocument2 pagesDSI1 - BDR - Contrôle #1 - Semestre 2 - 2020-2021 - CorrigéFattane RayhanePas encore d'évaluation
- Confirmation de L'inscription À La Journée D'introductionDocument3 pagesConfirmation de L'inscription À La Journée D'introductionjimmy.gasserPas encore d'évaluation
- Bulletin 021 07Document3 pagesBulletin 021 07Walid NessabPas encore d'évaluation
- Examencours 2ST Math5Document12 pagesExamencours 2ST Math5Denilson JosemirPas encore d'évaluation
- ISO 14001 2015 Partie VI Gérer Les RisquesDocument23 pagesISO 14001 2015 Partie VI Gérer Les RisquesGhassen DhouibiPas encore d'évaluation
- GUIDE Moodle-VF.4 Enseignant 2024Document30 pagesGUIDE Moodle-VF.4 Enseignant 2024csdfs.chimiePas encore d'évaluation
- Dahmane MouradDocument152 pagesDahmane Mouradbright.bandjePas encore d'évaluation
- Dimensionnement TurbinesDocument30 pagesDimensionnement TurbinesUlrich NDJIKIPas encore d'évaluation
- Chapitre IVDocument7 pagesChapitre IVincocc nnuuPas encore d'évaluation
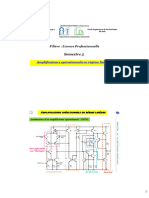
- AOP TA (1)Document9 pagesAOP TA (1)El Hasnaoui YsfPas encore d'évaluation
- Republique Du Benin: Demande de Cotation (DC) Référence: F - DG - 73044Document21 pagesRepublique Du Benin: Demande de Cotation (DC) Référence: F - DG - 73044Valerys JouoguepPas encore d'évaluation
- Limpact de La Digitalisation Sur La PerfDocument77 pagesLimpact de La Digitalisation Sur La PerfOumaima ElPas encore d'évaluation
- Theorie Des EnsemblesDocument10 pagesTheorie Des EnsemblesKhadija Ben MiledPas encore d'évaluation
- OGC Chap 3Document46 pagesOGC Chap 3Lengani Kader EvaricePas encore d'évaluation
- Informatique - Cours de XML - 124 Slides (Jacques Le Maitre) (Universite de Toulon)Document124 pagesInformatique - Cours de XML - 124 Slides (Jacques Le Maitre) (Universite de Toulon)bec souhilaPas encore d'évaluation
- Pistolet de Massage Musculaire, Cotsoco Massage GuDocument2 pagesPistolet de Massage Musculaire, Cotsoco Massage GuorelcreppyPas encore d'évaluation
- OCS Inventory & GLPI V.2 Installation Sur ... - OCS Inventory NGDocument22 pagesOCS Inventory & GLPI V.2 Installation Sur ... - OCS Inventory NGgnu slimPas encore d'évaluation
- Diplômes Et FormationsDocument1 pageDiplômes Et FormationsmohamedPas encore d'évaluation