Vous aimerez peut-être aussi
- Compte Rendu TP FabricationDocument21 pagesCompte Rendu TP FabricationIsmail Oularbi100% (1)
- (Rectification Perçage) Fatima-Ezzahra Elkhatibi G1Document21 pages(Rectification Perçage) Fatima-Ezzahra Elkhatibi G1Elkhatibi Fatima-EzzahraPas encore d'évaluation
- TournageDocument31 pagesTournageOumaima100% (3)
- Fraisage CNCDocument46 pagesFraisage CNCAnonymous 9qKdViDP4Pas encore d'évaluation
- Technique de FraisageDocument157 pagesTechnique de FraisageAmin's LifestylePas encore d'évaluation
- Conditions de CoupeDocument22 pagesConditions de CoupeLahmarabderrahmanePas encore d'évaluation
- Fraisage PDFDocument14 pagesFraisage PDFOmar NabilPas encore d'évaluation
- FraisageDocument19 pagesFraisageWiàm Zanobà100% (1)
- Le Fraisage IllustrationDocument55 pagesLe Fraisage IllustrationIheb KahouachPas encore d'évaluation
- Cours TournageDocument10 pagesCours TournageCrazy ytPas encore d'évaluation
- Cours Usinage Parametre de Coupe PDFDocument12 pagesCours Usinage Parametre de Coupe PDFAit El Caid Abdellatif100% (2)
- S5 - La DéfonceuseDocument6 pagesS5 - La DéfonceuseSylv GrzPas encore d'évaluation
- Fraisage 02Document13 pagesFraisage 02Nezar DhiaPas encore d'évaluation
- TP Fab - Meca BelhadiDocument14 pagesTP Fab - Meca BelhadiSayh YounessPas encore d'évaluation
- TP Ndeg 2 FraisageDocument13 pagesTP Ndeg 2 FraisageMeriem Meriem100% (1)
- Compte Rendue TP FraissageDocument18 pagesCompte Rendue TP FraissageABDESSAMAD EZZALMADI50% (6)
- Cours Procédés FraisageDocument19 pagesCours Procédés FraisageMll RaghebPas encore d'évaluation
- Usinage FraisageDocument33 pagesUsinage FraisageMarwane NasserPas encore d'évaluation
- Chpitre I' LKJJJ .Document15 pagesChpitre I' LKJJJ .Aziz KaborePas encore d'évaluation
- FRAISAGEDocument34 pagesFRAISAGERazan KhPas encore d'évaluation
- Chapitre 2 FraisageDocument62 pagesChapitre 2 FraisageMD HM BCPas encore d'évaluation
- Outils en Fraisage ProfDocument7 pagesOutils en Fraisage ProfYoussef TrimechPas encore d'évaluation
- PercageDocument13 pagesPercageoffice fernanaPas encore d'évaluation
- Atlier Mécanique MI3 2022................ 1 (Enregistré Automatiquement)Document9 pagesAtlier Mécanique MI3 2022................ 1 (Enregistré Automatiquement)Bahari MoussaPas encore d'évaluation
- Fraisage MSILADocument7 pagesFraisage MSILAOmar BerkachePas encore d'évaluation
- PV A Afficher Licence 1 Groupe A S1S2Document3 pagesPV A Afficher Licence 1 Groupe A S1S2puyollesagePas encore d'évaluation
- 4 FraisageDocument74 pages4 FraisageSaley NouroudinePas encore d'évaluation
- Frais AgeDocument9 pagesFrais Ageardoleon186Pas encore d'évaluation
- Activité Sur Les Outils en Fraisage DevoirDocument5 pagesActivité Sur Les Outils en Fraisage Devoirmardochée tchobwé100% (1)
- 41 - Les Outils de TournageDocument5 pages41 - Les Outils de TournagetaiebshowPas encore d'évaluation
- Cours Fabrication MecaniqueDocument108 pagesCours Fabrication MecaniqueYasmine HammamiPas encore d'évaluation
- Fresag LamineDocument18 pagesFresag LamineHamdani MohamdelaminePas encore d'évaluation
- FraisageDocument20 pagesFraisageOussama CherifiPas encore d'évaluation
- Partie OperationDocument11 pagesPartie OperationAymen AchPas encore d'évaluation
- Le Fraisage en RoulantDocument13 pagesLe Fraisage en RoulantAbderrazak MiassarPas encore d'évaluation
- Ghalem+ Lalla - FraisageDocument14 pagesGhalem+ Lalla - Fraisagefaroukhan0909Pas encore d'évaluation
- Technologie Mécanique: Haute Ecole de La Communaute Française en Hainaut Departement PedagogiqueDocument16 pagesTechnologie Mécanique: Haute Ecole de La Communaute Française en Hainaut Departement Pedagogiqueوسيم زعفوريPas encore d'évaluation
- 1-2-Otention Des Pièces Avec Enlèvement de Matière - FraisageDocument44 pages1-2-Otention Des Pièces Avec Enlèvement de Matière - FraisageSouidiPas encore d'évaluation
- 1.étude de La Chaîne CinématiqueDocument12 pages1.étude de La Chaîne Cinématiquegono playerPas encore d'évaluation
- HCH-FAB II - Partie 1Document8 pagesHCH-FAB II - Partie 1lachhelPas encore d'évaluation
- Module Usinage Sur M.O ESADocument9 pagesModule Usinage Sur M.O ESAMamadou Lamine FayePas encore d'évaluation
- Définition de La FraiseuseDocument10 pagesDéfinition de La Fraiseusedhaou_hamdi33% (3)
- Crhe24 G3Document7 pagesCrhe24 G3aaaboudaPas encore d'évaluation
- 1 UsinageDocument12 pages1 UsinageHajar ChaddadPas encore d'évaluation
- TournageDocument11 pagesTournageyassine lakhalPas encore d'évaluation
- Frais AgeDocument14 pagesFrais AgeAbdelilah El GmairiPas encore d'évaluation
- Banc de DesaroolloDocument6 pagesBanc de Desaroolloوسيم زعفوريPas encore d'évaluation
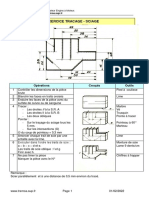
- Exercice Tracage - Sciage: Trait de ScieDocument1 pageExercice Tracage - Sciage: Trait de ScierabbajPas encore d'évaluation
- AisagesurpetitefraiseuseDocument10 pagesAisagesurpetitefraiseusezatoutmahdiPas encore d'évaluation
- Chapitre IV P 1Document13 pagesChapitre IV P 1dz filmPas encore d'évaluation
- Rapport TP FraisageDocument6 pagesRapport TP FraisageImad AznagPas encore d'évaluation
- 1.1-Par Enlevement de Matiere - SupportDocument61 pages1.1-Par Enlevement de Matiere - Support56n4qscj6rPas encore d'évaluation
- Cours - TF-PerçageDocument8 pagesCours - TF-PerçageOussama CherifiPas encore d'évaluation
- 1-3-Otention Des Pièces Avec Enlèvement de Matière - PerçageDocument29 pages1-3-Otention Des Pièces Avec Enlèvement de Matière - PerçageSouidiPas encore d'évaluation
- Lecon 5 Machine OutilDocument24 pagesLecon 5 Machine OutilYasmine HammamiPas encore d'évaluation
- Tournage Et PercageDocument23 pagesTournage Et PercageMehdi LallahPas encore d'évaluation
- Joel UsokoDocument32 pagesJoel UsokoJonathan MWIKAPas encore d'évaluation
- Le Tournage - 2Document11 pagesLe Tournage - 2مباشر يونسPas encore d'évaluation
- CaractéristiquesDocument46 pagesCaractéristiquesMahaman kabirouPas encore d'évaluation
- CfaoDocument19 pagesCfaoimenePas encore d'évaluation
- Exercice Tableaux Croisés DynamiquesDocument52 pagesExercice Tableaux Croisés Dynamiquesngock isom herve danielPas encore d'évaluation
- Rechargement 1Document8 pagesRechargement 1rgpaaaPas encore d'évaluation
- A. Définition de L'idée de Projet: Fabrication de Boites À Vitesse AutomatiquesDocument2 pagesA. Définition de L'idée de Projet: Fabrication de Boites À Vitesse AutomatiqueshichemPas encore d'évaluation
- Continental Edison CELVW1249A DishwasherDocument13 pagesContinental Edison CELVW1249A DishwasherAdi AntonescuPas encore d'évaluation
- PBE - EPU 04 - Equipment Enginering - ParticipantsDocument25 pagesPBE - EPU 04 - Equipment Enginering - ParticipantsHamidPas encore d'évaluation
- Utilisation CMT300Document11 pagesUtilisation CMT300DEPas encore d'évaluation
- Fiche Technique Simplifiée LA MAIZONETDocument5 pagesFiche Technique Simplifiée LA MAIZONETDéwidBenNirflötPas encore d'évaluation
- Tracteurs 7430 Premium SymDocument15 pagesTracteurs 7430 Premium Symbangaly amadouPas encore d'évaluation
- Catalogue L Univers Boulonnerie Visserie ProliansDocument180 pagesCatalogue L Univers Boulonnerie Visserie ProliansLabriss LabrissPas encore d'évaluation
- Fiche Technique PVC-U FORAGEDocument2 pagesFiche Technique PVC-U FORAGEKelanemer AboubakrPas encore d'évaluation
- Liste Des Pièces WDB9321821L488602Document2 pagesListe Des Pièces WDB9321821L488602Hadj Ahmed SaoudiPas encore d'évaluation
- 5 Freins 2Document64 pages5 Freins 2mehdiPas encore d'évaluation
- Transmission Et Transformation de MouvementsDocument37 pagesTransmission Et Transformation de MouvementsKarim DorghamPas encore d'évaluation
- Diapo Les Mesures de Longueurs 2Document7 pagesDiapo Les Mesures de Longueurs 2kebebintou8Pas encore d'évaluation
- Programme D'entretien Preventif TEREXDocument12 pagesProgramme D'entretien Preventif TEREXMourad Wanen100% (1)
- OKH-CKC 007 E08620 13 To 09 12 08Document20 pagesOKH-CKC 007 E08620 13 To 09 12 08DIMAKATSOVIC_2827026Pas encore d'évaluation
- Notice de Montage Equipement de Motorisation Servo Moteur de ...Document12 pagesNotice de Montage Equipement de Motorisation Servo Moteur de ...Cédric RONJONPas encore d'évaluation
- Construction de Triangles (Chauve-Souris)Document7 pagesConstruction de Triangles (Chauve-Souris)Equipe de MathématiquesPas encore d'évaluation
- Cours Accouplements RigidesetelastiquesDocument5 pagesCours Accouplements RigidesetelastiquesAyoub LaamiriPas encore d'évaluation
- Chapitre 2liaison CompleteDocument8 pagesChapitre 2liaison CompleteYouness El HamriPas encore d'évaluation
- École Sainte-ThérèseDocument3 pagesÉcole Sainte-ThérèseMeri VekuaPas encore d'évaluation
- 264 Winchester MagnumDocument10 pages264 Winchester MagnumCarlos AntonioPas encore d'évaluation
- Examen de Fin de Formation TSMFM 2011 v1 Pratique CorrigeDocument9 pagesExamen de Fin de Formation TSMFM 2011 v1 Pratique CorrigeMouad ElansariPas encore d'évaluation
- Glossaire Industriel Anglais FrançaisDocument4 pagesGlossaire Industriel Anglais Françaissebastien ghiciniPas encore d'évaluation
- Notice Telecommande Compatible SOMFY-SIMINORDocument1 pageNotice Telecommande Compatible SOMFY-SIMINORAlain LamouchePas encore d'évaluation
- Cinematique Transmission de PuissanceDocument22 pagesCinematique Transmission de Puissancepierre blanchinPas encore d'évaluation
- PLOMBERIEDocument4 pagesPLOMBERIEPapiPas encore d'évaluation
- Controle Grue RENAULT 798Document6 pagesControle Grue RENAULT 798diarraPas encore d'évaluation