Vous aimerez peut-être aussi
- Le Fraisage en RoulantDocument13 pagesLe Fraisage en RoulantAbderrazak MiassarPas encore d'évaluation
- TP Ndeg 2 FraisageDocument13 pagesTP Ndeg 2 FraisageMeriem Meriem100% (1)
- Fraisage 02Document13 pagesFraisage 02Nezar DhiaPas encore d'évaluation
- Usinage FraisageDocument33 pagesUsinage FraisageMarwane NasserPas encore d'évaluation
- Ghalem+ Lalla - FraisageDocument14 pagesGhalem+ Lalla - Fraisagefaroukhan0909Pas encore d'évaluation
- Technique de FraisageDocument157 pagesTechnique de FraisageAmin's LifestylePas encore d'évaluation
- Le Fraisage IllustrationDocument55 pagesLe Fraisage IllustrationIheb KahouachPas encore d'évaluation
- Fraisage PDFDocument14 pagesFraisage PDFOmar NabilPas encore d'évaluation
- Fraisage MSILADocument7 pagesFraisage MSILAOmar BerkachePas encore d'évaluation
- TPn°2 - Fraisage Et Percage PDFDocument16 pagesTPn°2 - Fraisage Et Percage PDFZach Leitch100% (1)
- Définition de La FraiseuseDocument10 pagesDéfinition de La Fraiseusedhaou_hamdi33% (3)
- Atlier Mécanique MI3 2022................ 1 (Enregistré Automatiquement)Document9 pagesAtlier Mécanique MI3 2022................ 1 (Enregistré Automatiquement)Bahari MoussaPas encore d'évaluation
- TP Fab - Meca BelhadiDocument14 pagesTP Fab - Meca BelhadiSayh YounessPas encore d'évaluation
- 1.1-Par Enlevement de Matiere - SupportDocument61 pages1.1-Par Enlevement de Matiere - Support56n4qscj6rPas encore d'évaluation
- Frais AgeDocument14 pagesFrais AgeAbdelilah El GmairiPas encore d'évaluation
- Technologie Mécanique: Haute Ecole de La Communaute Française en Hainaut Departement PedagogiqueDocument16 pagesTechnologie Mécanique: Haute Ecole de La Communaute Française en Hainaut Departement Pedagogiqueوسيم زعفوريPas encore d'évaluation
- Fresag LamineDocument18 pagesFresag LamineHamdani MohamdelaminePas encore d'évaluation
- 1-2-Otention Des Pièces Avec Enlèvement de Matière - FraisageDocument44 pages1-2-Otention Des Pièces Avec Enlèvement de Matière - FraisageSouidiPas encore d'évaluation
- Elements de Cours-FraisageDocument8 pagesElements de Cours-FraisageKhoubaib Khelifi50% (2)
- FRAISAGEDocument34 pagesFRAISAGERazan KhPas encore d'évaluation
- Cours Procédés FraisageDocument19 pagesCours Procédés FraisageMll RaghebPas encore d'évaluation
- Frais AgeDocument10 pagesFrais AgeFouad FerhanPas encore d'évaluation
- PercageDocument13 pagesPercageoffice fernanaPas encore d'évaluation
- Affutage QDocument10 pagesAffutage Qgouader selmenPas encore d'évaluation
- Module Usinage Sur M.O ESADocument9 pagesModule Usinage Sur M.O ESAMamadou Lamine FayePas encore d'évaluation
- TP AffutageDocument12 pagesTP AffutageEya EssayelPas encore d'évaluation
- (Rectification Perçage) Fatima-Ezzahra Elkhatibi G1Document21 pages(Rectification Perçage) Fatima-Ezzahra Elkhatibi G1Elkhatibi Fatima-EzzahraPas encore d'évaluation
- Fabrication Mecanique Chapitre IDocument20 pagesFabrication Mecanique Chapitre Irihab bkdPas encore d'évaluation
- Chapitre - 2 - Avec Enlèvement de Matière - FM - 2018-2019Document41 pagesChapitre - 2 - Avec Enlèvement de Matière - FM - 2018-2019MAJDA TAHIRIPas encore d'évaluation
- Chapitre 2 FraisageDocument62 pagesChapitre 2 FraisageMD HM BCPas encore d'évaluation
- F2 Les UsinagesDocument5 pagesF2 Les UsinagesYoussef FathPas encore d'évaluation
- Usinage Conv-TournageDocument64 pagesUsinage Conv-TournageMarwane NasserPas encore d'évaluation
- Usinage - Phénomène de La Coupe15 PDFDocument49 pagesUsinage - Phénomène de La Coupe15 PDFabdoul aziz zabrePas encore d'évaluation
- FraisageDocument19 pagesFraisageWiàm Zanobà100% (1)
- BM Chapitre - Technologie de FraisageDocument32 pagesBM Chapitre - Technologie de FraisageAhmed MallekhPas encore d'évaluation
- BW NLi Ca LX 1 FZ U22 IQb 7 K Wel L4 T FROC5 K0 PJM SealDocument53 pagesBW NLi Ca LX 1 FZ U22 IQb 7 K Wel L4 T FROC5 K0 PJM Sealayoubbenali281Pas encore d'évaluation
- Principaux Techniques D'usinageDocument208 pagesPrincipaux Techniques D'usinageNajwa AabirouchePas encore d'évaluation
- Fabrication MecaniqueDocument34 pagesFabrication MecaniqueDjelali BenPas encore d'évaluation
- Frais AgeDocument9 pagesFrais AgeWissal El LouzaniPas encore d'évaluation
- Chapitre 7 - FraisageDocument25 pagesChapitre 7 - FraisageAlexandru Daniel GhermanPas encore d'évaluation
- HCH-FAB II - Partie 1Document8 pagesHCH-FAB II - Partie 1lachhelPas encore d'évaluation
- Les Differents Outils de Fraisage Ainsi Que Leur DésignationDocument15 pagesLes Differents Outils de Fraisage Ainsi Que Leur DésignationAbdoulaye DIALLOPas encore d'évaluation
- Procédés FabricationDocument19 pagesProcédés FabricationSEIFEDDINE KADRIPas encore d'évaluation
- Application Du Fraisage - DiviseurDocument44 pagesApplication Du Fraisage - Diviseurftira89% (18)
- ProbeDocument4 pagesProbeAbdelmoghit Idhsaine100% (2)
- Chapitre 1 Usinage Des Meteaux Copie PDFDocument9 pagesChapitre 1 Usinage Des Meteaux Copie PDFLamia Nour Ben abdelrahmenPas encore d'évaluation
- Chapitre IV P 1Document13 pagesChapitre IV P 1dz filmPas encore d'évaluation
- 4 - Cours LA RECTIFICATIONDocument8 pages4 - Cours LA RECTIFICATIONLokman HamzaPas encore d'évaluation
- Banc de DesaroolloDocument6 pagesBanc de Desaroolloوسيم زعفوريPas encore d'évaluation
- Traçage en Chaudronnerie Et Tuyauterie - Raccordement de Deux Sections - WikibooksDocument23 pagesTraçage en Chaudronnerie Et Tuyauterie - Raccordement de Deux Sections - WikibooksUlrich AgognaPas encore d'évaluation
- Procédés Obtention Des SurfacesDocument26 pagesProcédés Obtention Des SurfacesFarouk Keniou100% (1)
- TMM Chap4 TerDocument12 pagesTMM Chap4 Tercha benPas encore d'évaluation
- Chapitre 10: Le FraisageDocument32 pagesChapitre 10: Le FraisageStef TfhPas encore d'évaluation
- ALESAGEDocument14 pagesALESAGEAdje EKLOUPas encore d'évaluation
- Machine Outil ConventionnellesDocument5 pagesMachine Outil ConventionnellesUGS univers games showPas encore d'évaluation
- Rapport TP FraisageDocument6 pagesRapport TP FraisageImad AznagPas encore d'évaluation
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautD'EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautÉvaluation : 5 sur 5 étoiles5/5 (1)
- TD - Action Du Vent + Bât. Ind. (EX.2 + EX.3)Document10 pagesTD - Action Du Vent + Bât. Ind. (EX.2 + EX.3)lolitta nora100% (1)
- TRDocument6 pagesTRMohamed KanzoutPas encore d'évaluation
- Enrobés Hydrocarbonés Et Enduits PDFDocument78 pagesEnrobés Hydrocarbonés Et Enduits PDFraoufPas encore d'évaluation
- Chap 4 Cours OM Les Ouvrges D'accostages Et D'amaragesDocument8 pagesChap 4 Cours OM Les Ouvrges D'accostages Et D'amaragesAhmed Haddar100% (1)
- Ad2 DTMB 3Document2 pagesAd2 DTMB 3oaca twraimhbPas encore d'évaluation
- Aero 3Document26 pagesAero 3sumaleePas encore d'évaluation
- Sema Sporet Prepravena Ec772wDocument3 pagesSema Sporet Prepravena Ec772wddimkovicyahoo.comPas encore d'évaluation
- Fiche de Progression Simple PDFDocument2 pagesFiche de Progression Simple PDFbobPas encore d'évaluation
- Note D Information Technique PDFDocument13 pagesNote D Information Technique PDFTayeb BeleghouiniPas encore d'évaluation
- Matelot Puisqu'il Fait Bon VentDocument1 pageMatelot Puisqu'il Fait Bon VentDi CoPas encore d'évaluation
- Plan Fixe HorizontalDocument1 pagePlan Fixe HorizontalPédro GONZALEZPas encore d'évaluation
- EmpennagesDocument18 pagesEmpennagesbochra jarhdouraPas encore d'évaluation
- Aérodynamique CompletDocument7 pagesAérodynamique CompletaymenPas encore d'évaluation
- Anexa I 123 Tabel Cu Echivalenţa Durităţilor Duritatea Brinell Duritatea Rockwell Duritatea Vickers Rezistenţa La RupereDocument4 pagesAnexa I 123 Tabel Cu Echivalenţa Durităţilor Duritatea Brinell Duritatea Rockwell Duritatea Vickers Rezistenţa La RupereSebastian Cristian Cosma100% (1)
- Projet Fin D'étudeDocument28 pagesProjet Fin D'étudeHajar OumnasPas encore d'évaluation
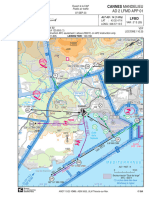
- Ad 2.Lfmd CannesDocument14 pagesAd 2.Lfmd Cannesjules.veran06Pas encore d'évaluation
- Manuel ThermostatDocument24 pagesManuel ThermostatScramasaxePas encore d'évaluation
- SSH 2022Document1 228 pagesSSH 2022Fajar Kurniawan Wahyu Utama0% (1)
- AérodromesDocument168 pagesAérodromesGharbi AbdarraoufPas encore d'évaluation
- TD 3 1 Roulements2Document4 pagesTD 3 1 Roulements2islam.boubekeurPas encore d'évaluation
- NNZ4314501 02Document16 pagesNNZ4314501 02marigentaPas encore d'évaluation
- Acn Bitume A380Document2 pagesAcn Bitume A380sarra ramPas encore d'évaluation
- Ad Dtti 4Document1 pageAd Dtti 4Jam LouizPas encore d'évaluation
- TP Epanet 2015Document3 pagesTP Epanet 2015Brahim AljjaouPas encore d'évaluation
- CartoMetroParis v4 6 SimpleDocument1 pageCartoMetroParis v4 6 SimpleThibaud MarchalPas encore d'évaluation
- L'Appel de Cthulhu - Murmures Des ProfondeursDocument62 pagesL'Appel de Cthulhu - Murmures Des ProfondeursSamuel PerriauxPas encore d'évaluation
- HDPE Pipe and Fitting CatalogueDocument14 pagesHDPE Pipe and Fitting CataloguehtanhPas encore d'évaluation
- Série TD-4 Contrat de Phase-ConvertiDocument9 pagesSérie TD-4 Contrat de Phase-ConvertiAljawhara Sara50% (2)
- BSIA48R0 Pignon Du Réducteur de Commande Des Volets Des Avions Wassmer WA421, WA51, WA52, WA54 Et CE43Document2 pagesBSIA48R0 Pignon Du Réducteur de Commande Des Volets Des Avions Wassmer WA421, WA51, WA52, WA54 Et CE43thierry42Pas encore d'évaluation
- Projet Aéroport 2022ingDocument4 pagesProjet Aéroport 2022ingAmbassaPas encore d'évaluation