Vous aimerez peut-être aussi
- Zamet 2018 Fren Zu PDFDocument73 pagesZamet 2018 Fren Zu PDFFrancois HumbertPas encore d'évaluation
- Zamet 2018 Fren ZM PDFDocument87 pagesZamet 2018 Fren ZM PDFFrancois HumbertPas encore d'évaluation
- Zamet 2018 Fren ZT PDFDocument133 pagesZamet 2018 Fren ZT PDFFrancois HumbertPas encore d'évaluation
- Presse-Étoupes Sati BlockDocument50 pagesPresse-Étoupes Sati BlockFlorence VieiraPas encore d'évaluation
- Fact 2Document1 pageFact 2Pejean Tetros KamanaPas encore d'évaluation
- Muro Cortina Panel PIU' 500/40Document24 pagesMuro Cortina Panel PIU' 500/40kjusolPas encore d'évaluation
- Le CEREX CGAO PROB BLANC S1 ACCESSDocument2 pagesLe CEREX CGAO PROB BLANC S1 ACCESSKEUTCHAPas encore d'évaluation
- Devis N°001 - 24 - 07 - 23 Nvlle Base Vie Echira Perenco - 1Document7 pagesDevis N°001 - 24 - 07 - 23 Nvlle Base Vie Echira Perenco - 1Christophe BassPas encore d'évaluation
- Fiche de Renseignements DEPANNAGEDocument2 pagesFiche de Renseignements DEPANNAGEakabiPas encore d'évaluation
- Projet de Carrelage de La Maison Du Parti DDocument1 pageProjet de Carrelage de La Maison Du Parti D52kxh6qrj8Pas encore d'évaluation
- Recambios-Arranques-Alternadores 05 Magneti Marelli PDFDocument90 pagesRecambios-Arranques-Alternadores 05 Magneti Marelli PDFOmar Orlando Rincon FigueroaPas encore d'évaluation
- TP GmaoDocument5 pagesTP GmaoahmedPas encore d'évaluation
- Labtech90 FRDocument6 pagesLabtech90 FRzakaria kadimPas encore d'évaluation
- Document AtcholeDocument32 pagesDocument AtcholeSteph PilouPas encore d'évaluation
- Zoom Hebdo 1422 - 344Document10 pagesZoom Hebdo 1422 - 344Morgane patrick EffoutamePas encore d'évaluation
- SocietesDocument40 pagesSocietesJohn Brigaut50% (2)
- P.exe Lagdo OkDocument79 pagesP.exe Lagdo OkLe KambenPas encore d'évaluation
- DV138034 PDFDocument3 pagesDV138034 PDFMADelecPas encore d'évaluation
- Icorene PPC007 RM FRDocument1 pageIcorene PPC007 RM FRSimon BensoussanPas encore d'évaluation
- Garantie TTIDocument1 pageGarantie TTIAchref BEN KHALFALLAHPas encore d'évaluation
- Dossier D'Ouvrage Executé: Aiguillage Fibre Optique Réalisation TranchéeDocument4 pagesDossier D'Ouvrage Executé: Aiguillage Fibre Optique Réalisation TranchéeRoland BergerPas encore d'évaluation
- Memoire Technique Est Ensemble HabitatDocument45 pagesMemoire Technique Est Ensemble HabitatcontactPas encore d'évaluation
- Etude de SolDocument32 pagesEtude de SolZITه BBOYPas encore d'évaluation
- Rapport de Stage de PerfectionnementDocument20 pagesRapport de Stage de PerfectionnementRaslen OuerhaniPas encore d'évaluation
- Nom Du Site VOD: CITADELLE MURA 2OF00584 Assertation de Conformité StatiqueDocument126 pagesNom Du Site VOD: CITADELLE MURA 2OF00584 Assertation de Conformité StatiqueOussama ChriguiPas encore d'évaluation
- Offre Technique Tetra FrancevilleDocument30 pagesOffre Technique Tetra FrancevilleFranklin Kassa DevumbyPas encore d'évaluation
- Document AtcholeDocument33 pagesDocument AtcholeSteph PilouPas encore d'évaluation
- Offre Financiere - Rehabilitation - Ecole - Alliance - Chretienne - MOUNANADocument13 pagesOffre Financiere - Rehabilitation - Ecole - Alliance - Chretienne - MOUNANACollinn's POUGHIDIPas encore d'évaluation
- Procédure MicropieuxDocument28 pagesProcédure MicropieuxSeverin OvonoPas encore d'évaluation
- Terra Air HomeDocument1 pageTerra Air HomejpfraenkischePas encore d'évaluation
- 41-111107C (FT Turbomousse 3000)Document2 pages41-111107C (FT Turbomousse 3000)FrancoisPas encore d'évaluation
- Dqe Pour Travaux de Rafraichissement Dpc-Ndere2Document2 pagesDqe Pour Travaux de Rafraichissement Dpc-Ndere2mohaman djouliPas encore d'évaluation
- Mémoire de Stage 1 - HamouDocument43 pagesMémoire de Stage 1 - HamouErna FandeuPas encore d'évaluation
- Dylan SALLIER 103021192-3 02032024CDocument2 pagesDylan SALLIER 103021192-3 02032024Cphotographie.sandyPas encore d'évaluation
- Crit SmciDocument1 pageCrit SmciTasra MartinPas encore d'évaluation
- Offre VALEO Indice 2Document10 pagesOffre VALEO Indice 2sami chaabenePas encore d'évaluation
- 2023-01-13 Contrat de Mission Jubil Intérim 001-402-111159 - 0Document2 pages2023-01-13 Contrat de Mission Jubil Intérim 001-402-111159 - 0joanmbatchi100% (1)
- Ordre de Service (Commencement Travaux)Document1 pageOrdre de Service (Commencement Travaux)Daniella ANJARASOAPas encore d'évaluation
- Biomerieux Vidas PC - User Manual (001-294) (001-058)Document58 pagesBiomerieux Vidas PC - User Manual (001-294) (001-058)Jarod FerguegPas encore d'évaluation
- Liste Des Siae Ge Mise A Jour Aout 2021Document14 pagesListe Des Siae Ge Mise A Jour Aout 2021EtooPas encore d'évaluation
- TP RéseauDocument2 pagesTP RéseauChristina J. HaPas encore d'évaluation
- Rapport de StageafefDocument61 pagesRapport de StageafefLouai AlouiPas encore d'évaluation
- Devis 001Document1 pageDevis 001Gerfelin Nsinda MambaPas encore d'évaluation
- MM Connect Plaquette FR WebDocument2 pagesMM Connect Plaquette FR WebGARCIAPas encore d'évaluation
- Devis 1.02.10.2023Document1 pageDevis 1.02.10.2023samigargouchePas encore d'évaluation
- Présentation Dacceuil Leoni MHDocument20 pagesPrésentation Dacceuil Leoni MH3ou9 shakspirPas encore d'évaluation
- Met Vrd-Pro-MarinaDocument14 pagesMet Vrd-Pro-Marinamolk kallelPas encore d'évaluation
- Devis D21583 ITE RENO - D21 ROSSIGNOL - MontechDocument4 pagesDevis D21583 ITE RENO - D21 ROSSIGNOL - MontechFrancis SCRTPas encore d'évaluation
- Etanchéité de FondationsDocument12 pagesEtanchéité de FondationsIngénieur CivilPas encore d'évaluation
- Note de Calcul Dalot 400 X 300Document57 pagesNote de Calcul Dalot 400 X 300Yao Albert Kouakou100% (1)
- Sofiene Stage FinalDocument22 pagesSofiene Stage FinalMa Nna100% (4)
- Brochure Produits BetonDocument8 pagesBrochure Produits BetonpablopelaPas encore d'évaluation
- Centrale ORU Koala 30 m3 - HDocument8 pagesCentrale ORU Koala 30 m3 - HAbdallah MiidounePas encore d'évaluation
- DevisDocument2 pagesDevisHajar AzzPas encore d'évaluation
- Ram MDC Avril 2016Document203 pagesRam MDC Avril 2016FOUMAN JustinPas encore d'évaluation
- 0589 18e PDFDocument2 pages0589 18e PDFelhadi charaouiPas encore d'évaluation
- Omac Company Profile FranceseDocument4 pagesOmac Company Profile Francesemody100Pas encore d'évaluation
- Pro4 Procedure de PrefabricationDocument7 pagesPro4 Procedure de PrefabricationMouheb100% (1)
- IFOCOPADHRRéférentielsDocument7 pagesIFOCOPADHRRéférentielsLhoussain MhidraPas encore d'évaluation
- Diagramme D'ishikawa - Apprendre en LigneDocument5 pagesDiagramme D'ishikawa - Apprendre en LigneNanaPas encore d'évaluation
- Eco Tech 3Document6 pagesEco Tech 3Ousséini TraoréPas encore d'évaluation
- TVA 2023teamsDocument48 pagesTVA 2023teamsYasmine NyouriPas encore d'évaluation
- L'apport Du BIM À La Gestion Des Infrastructures Urbaines Au QuébecDocument71 pagesL'apport Du BIM À La Gestion Des Infrastructures Urbaines Au QuébecOussema BENGDARAPas encore d'évaluation
- SUPSERIE2UE1152020Document28 pagesSUPSERIE2UE1152020Carmel YapoPas encore d'évaluation
- Prévision À Court Terme de L'inflation Au TogoDocument90 pagesPrévision À Court Terme de L'inflation Au TogoExperts ConsultingPas encore d'évaluation
- PFF DaliDocument52 pagesPFF DaliMohamed Ali Ben HassenPas encore d'évaluation
- EMD Du S1 - L1 Tech Méc - CorrigéDocument3 pagesEMD Du S1 - L1 Tech Méc - CorrigéFatima GorinePas encore d'évaluation
- TD1 Commerce InternationalDocument9 pagesTD1 Commerce Internationalyasmineberrada2014Pas encore d'évaluation
- Le MLD Conception Et Emplementation: 15 MARS 2024Document10 pagesLe MLD Conception Et Emplementation: 15 MARS 2024sedaremilio66Pas encore d'évaluation
- Avantages Du BIMDocument12 pagesAvantages Du BIMRidha AbdallahPas encore d'évaluation
- Examen Zeynab Techn ContracDocument2 pagesExamen Zeynab Techn ContracHass AbassePas encore d'évaluation
- Cette Copie de Windows N'est Pas Authentique Windows 7 Numero 7601Document2 pagesCette Copie de Windows N'est Pas Authentique Windows 7 Numero 7601Mohammed AminPas encore d'évaluation
- Module MétréDocument38 pagesModule Métréouattaraa20Pas encore d'évaluation
- CV GuyDocument2 pagesCV GuyGuy Alain MangwaPas encore d'évaluation
- Formulaire D'inscription Et Règlement SIC 2ème ÉditionDocument5 pagesFormulaire D'inscription Et Règlement SIC 2ème ÉditionAngePas encore d'évaluation
- UsoManutenzionePortabobineABraccio - (FR) - 3 MESSERSI (Con Ricambi)Document42 pagesUsoManutenzionePortabobineABraccio - (FR) - 3 MESSERSI (Con Ricambi)bib bibPas encore d'évaluation
- 8.5.2.2 Lab - Troubleshooting Mobile DevicesDocument3 pages8.5.2.2 Lab - Troubleshooting Mobile DevicesMohamed TarsafiPas encore d'évaluation
- Corrigé Examen Corporate Finance 2020Document5 pagesCorrigé Examen Corporate Finance 2020Mohamed Houcem NjehPas encore d'évaluation
- Chapitre 27 - Enregistrements ComptableDocument7 pagesChapitre 27 - Enregistrements Comptablenassiminho46Pas encore d'évaluation
- Le Rôle de La Monnaie - Dans L'économieDocument34 pagesLe Rôle de La Monnaie - Dans L'économieBoutaina Souhail100% (1)
- Logistique Internationale Et Multimodalité SP M2Document13 pagesLogistique Internationale Et Multimodalité SP M2ezechiel okouaPas encore d'évaluation
- Psy4001 FR 10 2007 PDFDocument20 pagesPsy4001 FR 10 2007 PDFAmrouchene DjouherPas encore d'évaluation
- Final Ossier DGINewsDocument7 pagesFinal Ossier DGINewslastoneemperorPas encore d'évaluation
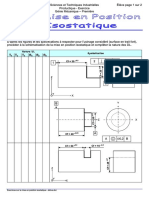
- Exercice de Productique Sur La Mise en Position IsostatiqueDocument2 pagesExercice de Productique Sur La Mise en Position IsostatiqueAnouar MelkiPas encore d'évaluation
- WSO UET CASH Tariff 05.10.2023Document35 pagesWSO UET CASH Tariff 05.10.2023aasghar747Pas encore d'évaluation
- SMQ Norme Iso 9001Document100 pagesSMQ Norme Iso 9001Mehdi BehriPas encore d'évaluation
- Sujet - Principal - ATC - 2018Document18 pagesSujet - Principal - ATC - 2018Louis BmPas encore d'évaluation
- Marketing PharmaceutiqueDocument11 pagesMarketing PharmaceutiquebaffariPas encore d'évaluation
- Hacking pour débutants : Le guide complet du débutant pour apprendre les bases du hacking avec Kali LinuxD'EverandHacking pour débutants : Le guide complet du débutant pour apprendre les bases du hacking avec Kali LinuxÉvaluation : 4.5 sur 5 étoiles4.5/5 (4)
- Secrets du Marketing des Médias Sociaux 2021: Conseils et Stratégies Extrêmement Efficaces votre Facebook (Stimulez votre Engagement et Gagnez des Clients Fidèles)D'EverandSecrets du Marketing des Médias Sociaux 2021: Conseils et Stratégies Extrêmement Efficaces votre Facebook (Stimulez votre Engagement et Gagnez des Clients Fidèles)Évaluation : 4 sur 5 étoiles4/5 (2)
- Améliorer votre mémoire: Un Guide pour l'augmentation de la puissance du cerveau, utilisant des techniques et méthodesD'EverandAméliorer votre mémoire: Un Guide pour l'augmentation de la puissance du cerveau, utilisant des techniques et méthodesÉvaluation : 5 sur 5 étoiles5/5 (2)
- L'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)D'EverandL'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)Évaluation : 4 sur 5 étoiles4/5 (3032)
- Électrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsD'EverandÉlectrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Le guide du hacker : le guide simplifié du débutant pour apprendre les bases du hacking avec Kali LinuxD'EverandLe guide du hacker : le guide simplifié du débutant pour apprendre les bases du hacking avec Kali LinuxÉvaluation : 5 sur 5 étoiles5/5 (2)
- L'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.D'EverandL'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.Évaluation : 3.5 sur 5 étoiles3.5/5 (6)
- Kali Linux pour débutant : Le guide ultime du débutant pour apprendre les bases de Kali Linux.D'EverandKali Linux pour débutant : Le guide ultime du débutant pour apprendre les bases de Kali Linux.Évaluation : 5 sur 5 étoiles5/5 (1)
- Hacking pour débutant Le guide ultime du débutant pour apprendre les bases du hacking avec Kali Linux et comment se protéger des hackersD'EverandHacking pour débutant Le guide ultime du débutant pour apprendre les bases du hacking avec Kali Linux et comment se protéger des hackersPas encore d'évaluation
- Qui parlera du loup ?: La Nature et le symbolisme maçonniqueD'EverandQui parlera du loup ?: La Nature et le symbolisme maçonniquePas encore d'évaluation
- Le Guide Rapide Du Cloud Computing Et De La CybersécuritéD'EverandLe Guide Rapide Du Cloud Computing Et De La CybersécuritéPas encore d'évaluation
- Wi-Fi Hacking avec kali linux Guide étape par étape : apprenez à pénétrer les réseaux Wifi et les meilleures stratégies pour les sécuriserD'EverandWi-Fi Hacking avec kali linux Guide étape par étape : apprenez à pénétrer les réseaux Wifi et les meilleures stratégies pour les sécuriserÉvaluation : 5 sur 5 étoiles5/5 (1)
- Revue des incompris revue d'histoire des oubliettes: Le Réveil de l'Horloge de Célestin Louis Maxime Dubuisson aliéniste et poèteD'EverandRevue des incompris revue d'histoire des oubliettes: Le Réveil de l'Horloge de Célestin Louis Maxime Dubuisson aliéniste et poèteÉvaluation : 3 sur 5 étoiles3/5 (3)
- Apprendre Python rapidement: Le guide du débutant pour apprendre tout ce que vous devez savoir sur Python, même si vous êtes nouveau dans la programmationD'EverandApprendre Python rapidement: Le guide du débutant pour apprendre tout ce que vous devez savoir sur Python, même si vous êtes nouveau dans la programmationPas encore d'évaluation
- Secrets ancestraux d'un maître guérisseur: Un sceptique occidental, un maître oriental et les plus grands secrets de la vieD'EverandSecrets ancestraux d'un maître guérisseur: Un sceptique occidental, un maître oriental et les plus grands secrets de la vieÉvaluation : 5 sur 5 étoiles5/5 (2)
- L'Art de La Magie au Bougie Wicca: Le Guide du Débutant à la Pratique de la Magie au Bougie de WiccaD'EverandL'Art de La Magie au Bougie Wicca: Le Guide du Débutant à la Pratique de la Magie au Bougie de WiccaÉvaluation : 3 sur 5 étoiles3/5 (1)
- Le Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsD'EverandLe Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsÉvaluation : 4 sur 5 étoiles4/5 (2)
- Le trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsD'EverandLe trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsÉvaluation : 3.5 sur 5 étoiles3.5/5 (19)
- Python | Programmer pas à pas: Le guide du débutant pour une initiation simple & rapide à la programmationD'EverandPython | Programmer pas à pas: Le guide du débutant pour une initiation simple & rapide à la programmationPas encore d'évaluation
- Guide Pour Les Débutants En Matière De Piratage Informatique: Comment Pirater Un Réseau Sans Fil, Sécurité De Base Et Test De Pénétration, Kali LinuxD'EverandGuide Pour Les Débutants En Matière De Piratage Informatique: Comment Pirater Un Réseau Sans Fil, Sécurité De Base Et Test De Pénétration, Kali LinuxÉvaluation : 1 sur 5 étoiles1/5 (1)
- Réseau Anonyme Tor 101: Une Introduction à la Partie la Plus Privée de l'InternetD'EverandRéseau Anonyme Tor 101: Une Introduction à la Partie la Plus Privée de l'InternetÉvaluation : 2 sur 5 étoiles2/5 (2)
- L'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésD'EverandL'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Le marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentD'EverandLe marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentPas encore d'évaluation
- Physique quantique pour les débutants: Découvrez les fondements de la mécanique quantique et la façon dont elle affecte le monde dans lequel nous vivons à travers ses théories les plus célèbresD'EverandPhysique quantique pour les débutants: Découvrez les fondements de la mécanique quantique et la façon dont elle affecte le monde dans lequel nous vivons à travers ses théories les plus célèbresÉvaluation : 5 sur 5 étoiles5/5 (2)