Vous aimerez peut-être aussi
- Transport de L'energie 2024Document37 pagesTransport de L'energie 2024joe kanikiPas encore d'évaluation
- Chapitre5 Calcul Sections Câbles MT PDFDocument11 pagesChapitre5 Calcul Sections Câbles MT PDFAbdelmouj100% (2)
- Caténaire Et Fils de ContactDocument12 pagesCaténaire Et Fils de ContactMhammedPas encore d'évaluation
- Rapport Analyse ReseauDocument35 pagesRapport Analyse ReseauMouaad BenammouPas encore d'évaluation
- Pantographe Et CaténaireDocument26 pagesPantographe Et CaténaireZaineb AbbadPas encore d'évaluation
- Etude StadeDocument9 pagesEtude StadeMahalmadanePas encore d'évaluation
- Généralités Sur Les Machines Électriques TournantesDocument15 pagesGénéralités Sur Les Machines Électriques TournantesSèíf Kâdŕï100% (1)
- Conception Du Systeme de Transport Et de Distribution D'energie ElectriqueDocument28 pagesConception Du Systeme de Transport Et de Distribution D'energie ElectriqueDavid KEGBE100% (1)
- LET64 - Materiaux Et Introduction A La HT - Chapitre 4Document13 pagesLET64 - Materiaux Et Introduction A La HT - Chapitre 4adnan100% (1)
- Electronique de PuissanceDocument33 pagesElectronique de PuissanceBleck Cool100% (2)
- Le Circuit ElectriqueDocument11 pagesLe Circuit Electriquedrive7heart100% (1)
- Introduction Aux ConvertisseursDocument12 pagesIntroduction Aux Convertisseursi kPas encore d'évaluation
- Introd-Réseaux ÉlectriqueDocument22 pagesIntrod-Réseaux ÉlectriqueBoubacari TambouraPas encore d'évaluation
- Controle Production&transport No2Document2 pagesControle Production&transport No2Loic NoutsaPas encore d'évaluation
- Expose Des Machines Electriques PDFDocument9 pagesExpose Des Machines Electriques PDFchristalive uchopiPas encore d'évaluation
- Correction DS NÂ1 EXPLOITATION D ENERGIE Mars 2022Document4 pagesCorrection DS NÂ1 EXPLOITATION D ENERGIE Mars 2022sanaferjani65Pas encore d'évaluation
- Notice 0012Document30 pagesNotice 0012MhammedPas encore d'évaluation
- Spécifications Techniques ET411frDocument24 pagesSpécifications Techniques ET411frghayeth fathiPas encore d'évaluation
- Eclairage TDDocument6 pagesEclairage TDAmour ADONKPONPas encore d'évaluation
- Expose Sur Les PylonesDocument8 pagesExpose Sur Les PylonesPrivilege LeigePas encore d'évaluation
- RADEM À Imprimer FinaaaaaaaaaaaaaaalDocument55 pagesRADEM À Imprimer FinaaaaaaaaaaaaaaalChrif ÀyOùb0% (1)
- EXPOSE 12janvier 2002 PDFDocument43 pagesEXPOSE 12janvier 2002 PDFIsmail M'riniPas encore d'évaluation
- Chap - 1 - Généralités Sur Les Réseaux ÉlectriquesDocument12 pagesChap - 1 - Généralités Sur Les Réseaux ÉlectriquesAouragh RedduanePas encore d'évaluation
- Choix Section de CablesDocument11 pagesChoix Section de Cablesnawzat100% (2)
- Mach. Spec 2019 - 20Document63 pagesMach. Spec 2019 - 20Yves SebabiPas encore d'évaluation
- TP Intégration PV Et Éolien Au Réseau 20-21Document5 pagesTP Intégration PV Et Éolien Au Réseau 20-21Hasnae SegaouiPas encore d'évaluation
- Calcul Des ReseauxDocument5 pagesCalcul Des ReseauxRahal karimPas encore d'évaluation
- Perturbations Générées Par Les Lignes de Transport D'énergieDocument14 pagesPerturbations Générées Par Les Lignes de Transport D'énergieAbd Elmalek BenaniPas encore d'évaluation
- TP Sécurité Des Réseaux D'Energie: Visite Du Poste de Transport D'électricité de GremdaDocument17 pagesTP Sécurité Des Réseaux D'Energie: Visite Du Poste de Transport D'électricité de GremdaMarwa Ben Arab100% (2)
- Réseau ElectriqueDocument16 pagesRéseau ElectriqueahmedPas encore d'évaluation
- Radem RapportDocument45 pagesRadem RapportXaymae100% (3)
- Ch1 Cours RE GSITDocument8 pagesCh1 Cours RE GSITNour zPas encore d'évaluation
- Regles de Conception Des Lignes Electriques EtDocument10 pagesRegles de Conception Des Lignes Electriques EtCabrel TchoffoPas encore d'évaluation
- Ion Exploitation 1Document4 pagesIon Exploitation 1Siham MederkiPas encore d'évaluation
- Cours TRANSPORT D'énergie ÉlectriqueDocument15 pagesCours TRANSPORT D'énergie ÉlectriqueJean Daniel Ngoh100% (1)
- CT-127 Introducción A La Aparamenta de Muy Alta Tensión (Frances)Document26 pagesCT-127 Introducción A La Aparamenta de Muy Alta Tensión (Frances)neoflashPas encore d'évaluation
- CT 6 Généralités Sur Les Réseaux ÉlectriqueDocument35 pagesCT 6 Généralités Sur Les Réseaux ÉlectriqueMohammed Mehdi SbaaiPas encore d'évaluation
- Réseau ÉlectriqueDocument12 pagesRéseau Électriqueشيماء بن عمر زرويPas encore d'évaluation
- Generalites Sur Les ReseauxDocument14 pagesGeneralites Sur Les ReseauxAbderazzaqe Elmouman100% (1)
- TP Réseaux Électriques - BoudefelDocument57 pagesTP Réseaux Électriques - Boudefelbellal100% (2)
- TP Réseaux ÉlectriquesDocument57 pagesTP Réseaux Électriquesmehdi benounaPas encore d'évaluation
- Chap 2Document18 pagesChap 2Nounou BoulouPas encore d'évaluation
- Chapitre 1Document17 pagesChapitre 1Nounou BoulouPas encore d'évaluation
- 01 DistributionDocument9 pages01 DistributionBrah SaminouPas encore d'évaluation
- Ds2002 2Document4 pagesDs2002 2Jean CorreaPas encore d'évaluation
- Gene Et Moteurs A C.CDocument22 pagesGene Et Moteurs A C.CAbderazak Twitch100% (1)
- Catenaire 25 KV en N - Partie 1Document35 pagesCatenaire 25 KV en N - Partie 1f2130100% (2)
- Cours-Techniques de La Haute Tension PDFDocument70 pagesCours-Techniques de La Haute Tension PDFMahieddine Saad Azzouz100% (1)
- TP - 2.2-Relèvement Du Facteur de Puissance Et Dimenssionemant de CableDocument10 pagesTP - 2.2-Relèvement Du Facteur de Puissance Et Dimenssionemant de CableBen RachidPas encore d'évaluation
- A propos du Digital!: Le digital pour tous! Le numérique en questions/réponses pour le modélisme ferroviaireD'EverandA propos du Digital!: Le digital pour tous! Le numérique en questions/réponses pour le modélisme ferroviaireÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Théorie et conception des filtres analogiques, 2e édition: Avec MatlabD'EverandThéorie et conception des filtres analogiques, 2e édition: Avec MatlabPas encore d'évaluation
- Exercices d'optique et d'électromagnétismeD'EverandExercices d'optique et d'électromagnétismeÉvaluation : 5 sur 5 étoiles5/5 (1)
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- Transformateur À Semi-Conducteurs: Révolutionner le réseau électrique pour la qualité de l'électricité et l'efficacité énergétiqueD'EverandTransformateur À Semi-Conducteurs: Révolutionner le réseau électrique pour la qualité de l'électricité et l'efficacité énergétiquePas encore d'évaluation
- Électrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsD'EverandÉlectrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsÉvaluation : 5 sur 5 étoiles5/5 (1)
- BungalowDocument4 pagesBungalowondoua lomo pierre raoulPas encore d'évaluation
- Conversion Alternatif-ContinuDocument4 pagesConversion Alternatif-Continupape diopPas encore d'évaluation
- Découverte Auto Diaporama Cours N°1xDocument14 pagesDécouverte Auto Diaporama Cours N°1xapi-3764092100% (3)
- Schematique Din-2Document48 pagesSchematique Din-2ibrahim rabbajPas encore d'évaluation
- Asg 5 Departs MoteurDocument38 pagesAsg 5 Departs MoteurGhofrane Ben Slama100% (2)
- Fonctionnement Du Disjoncteur DifférentielDocument9 pagesFonctionnement Du Disjoncteur Différentielacademie0% (1)
- Semaine 1 Et 2 - Cours - AjustementsDocument8 pagesSemaine 1 Et 2 - Cours - Ajustementsyendou-paab DAMDJIGLEPas encore d'évaluation
- Freinage Du Moteur Asynchrone PDFDocument5 pagesFreinage Du Moteur Asynchrone PDFsaid3232Pas encore d'évaluation
- Automobile - Histoire Des Inventions. Boîte Mécanique Ou Automatique, Les Inventeurs Français Ont Tout Découvert !Document1 pageAutomobile - Histoire Des Inventions. Boîte Mécanique Ou Automatique, Les Inventeurs Français Ont Tout Découvert !Nour DabbaghPas encore d'évaluation
- Tableau Des Tailles HommesDocument9 pagesTableau Des Tailles Hommessofon100% (1)
- Electronique - Realisations - Alimentation Simple 015 PDFDocument1 pageElectronique - Realisations - Alimentation Simple 015 PDFBENICHOU HouariPas encore d'évaluation
- Mode Opératoire Test Capacité de Freinage KERUI E 1500-DC - V1Document15 pagesMode Opératoire Test Capacité de Freinage KERUI E 1500-DC - V1zinouPas encore d'évaluation
- L40B L45B Brochure FR 31 3 430 5593Document12 pagesL40B L45B Brochure FR 31 3 430 5593jonbzh1Pas encore d'évaluation
- Manuale Computer SIRIUS FRADocument28 pagesManuale Computer SIRIUS FRAmercurius.ermesPas encore d'évaluation
- Autres Ventilation Résidentielle Débits Selon NBN D50 001Document2 pagesAutres Ventilation Résidentielle Débits Selon NBN D50 001Pei LiuPas encore d'évaluation
- Peugeot Systeme Dinjection Indirecte PeugeotDocument22 pagesPeugeot Systeme Dinjection Indirecte Peugeotjorge Angel Lope100% (1)
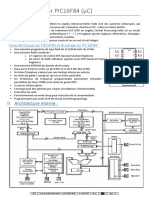
- Cours PICDocument14 pagesCours PICNouhaila AIT HaddouPas encore d'évaluation
- Solution Test AO 2022 2023 BEKDocument2 pagesSolution Test AO 2022 2023 BEKKandjeré djida silace SilacePas encore d'évaluation
- Préparé Par: Bekka Lamia Benbaziz AimenDocument15 pagesPréparé Par: Bekka Lamia Benbaziz Aimenlamia lamiaPas encore d'évaluation
- Toshiba FireTV DEL 50po Guide FrançaisDocument30 pagesToshiba FireTV DEL 50po Guide FrançaisRoger DuboisPas encore d'évaluation
- Caractéristiques Des Véhicules Automobile : Direction Regionale Souss Massa Complexe de Formation Agadir/ Isi AgadirDocument51 pagesCaractéristiques Des Véhicules Automobile : Direction Regionale Souss Massa Complexe de Formation Agadir/ Isi AgadirN E T F L I X FFPas encore d'évaluation
- Schneider Electric 201Document200 pagesSchneider Electric 201essaid iguiPas encore d'évaluation
- VOLVO A35G Tombereaux-ArticulésDocument20 pagesVOLVO A35G Tombereaux-ArticulésEricPas encore d'évaluation
- TDs Exercices 5-6-7Document4 pagesTDs Exercices 5-6-7Ayoub MamaouiPas encore d'évaluation
- Protection Des Installations Electrique PDFDocument7 pagesProtection Des Installations Electrique PDFhassoumaPas encore d'évaluation
- Examen de Chariot ÉlévateurDocument3 pagesExamen de Chariot ÉlévateurScribdTranslationsPas encore d'évaluation
- ArchtectureDocument12 pagesArchtectureTarek HamzaouiPas encore d'évaluation
- SparePartsManual DKS3 MDPDocument78 pagesSparePartsManual DKS3 MDPjimraqPas encore d'évaluation
- Flite2xx FRDocument4 pagesFlite2xx FRkamalPas encore d'évaluation