Vous aimerez peut-être aussi
- Le Guide des Nœuds Utiles: Comment Nouer les 25+ Nœuds de Corde les Plus Pratiques: Fuite, Évasion et Śurvie, #8D'EverandLe Guide des Nœuds Utiles: Comment Nouer les 25+ Nœuds de Corde les Plus Pratiques: Fuite, Évasion et Śurvie, #8Pas encore d'évaluation
- Sans Avance Automatique: Tête À Aléser Sans Avance Automatique Cône Suivant DIN 2080 SA40Document1 pageSans Avance Automatique: Tête À Aléser Sans Avance Automatique Cône Suivant DIN 2080 SA40khaled rouabehPas encore d'évaluation
- Chpitre I' LKJJJ .Document15 pagesChpitre I' LKJJJ .Aziz KaborePas encore d'évaluation
- Catalogue Amaya 1Document234 pagesCatalogue Amaya 1achraf benfateh أشرف بن فاتحPas encore d'évaluation
- On TP N°1Document13 pagesOn TP N°1Mariya MiriPas encore d'évaluation
- 4 FraisageDocument74 pages4 FraisageSaley NouroudinePas encore d'évaluation
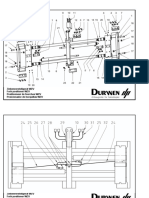
- Durwen WZV - ET Liste NeutralDocument6 pagesDurwen WZV - ET Liste Neutralslawny77Pas encore d'évaluation
- Mode D'emploi DiviseurDocument6 pagesMode D'emploi DiviseurNassro ZiadPas encore d'évaluation
- Alésage PDFDocument12 pagesAlésage PDFmatozoPas encore d'évaluation
- 3901 Ni 92252042Document49 pages3901 Ni 92252042MOHAM BELHOUDAPas encore d'évaluation
- Cours - TF-PerçageDocument8 pagesCours - TF-PerçageOussama CherifiPas encore d'évaluation
- Outillage de Tra Age de Mesure Et de V RificationDocument9 pagesOutillage de Tra Age de Mesure Et de V Rificationlyoussimosab2003Pas encore d'évaluation
- Catalogo HabeggerDocument26 pagesCatalogo Habeggerenzo reboldiPas encore d'évaluation
- 131 Ni 38800009 PDFDocument15 pages131 Ni 38800009 PDFAstrid BekonoPas encore d'évaluation
- Cours Mitrailleuse de 12.7Document45 pagesCours Mitrailleuse de 12.7Maylone Aaboy92% (25)
- Scheda RA10Document2 pagesScheda RA10jakalae5263Pas encore d'évaluation
- Mortaiseuse À ChaîneDocument10 pagesMortaiseuse À ChaîneRihab KoukiPas encore d'évaluation
- Manuel OT25020Document23 pagesManuel OT25020GPas encore d'évaluation
- Perçage Suite 2STDocument21 pagesPerçage Suite 2STzzktPas encore d'évaluation
- 2 Éme Cours de Dessin Industriel 3 CMDocument14 pages2 Éme Cours de Dessin Industriel 3 CMMohamed IsLemPas encore d'évaluation
- Appareils de Mesures Et Autres Equipements de TravailDocument1 pageAppareils de Mesures Et Autres Equipements de TravailPAFPas encore d'évaluation
- Guidage en Rotation Par RoulementsDocument14 pagesGuidage en Rotation Par Roulementsgildas assoumou allogoPas encore d'évaluation
- Ch3 Les Elements FiletesDocument22 pagesCh3 Les Elements FiletesAB lifestylePas encore d'évaluation
- ETA 2834 HabillageDocument16 pagesETA 2834 HabillageJose Mendes MirandaPas encore d'évaluation
- 07 Screw-Nut DriversDocument18 pages07 Screw-Nut DriversLionel Trésor MATCHINDJIPas encore d'évaluation
- 41 - Les Outils de TournageDocument5 pages41 - Les Outils de TournagetaiebshowPas encore d'évaluation
- 1 - Ligne de Découpe AutomatiqueDocument13 pages1 - Ligne de Découpe AutomatiqueAzzeddine BendahakPas encore d'évaluation
- Outils en Tournage ProfDocument5 pagesOutils en Tournage ProfYoussef Trimech100% (3)
- TP Ndeg1 TournageDocument14 pagesTP Ndeg1 TournageRahim armadPas encore d'évaluation
- TP FMDocument15 pagesTP FMMahdiPas encore d'évaluation
- Bombas Trituradoras - Vaughan Chopper PumpsDocument16 pagesBombas Trituradoras - Vaughan Chopper PumpsCarletes CerzoPas encore d'évaluation
- Thème 3: Fiches en Annexes: Les Outils de Montage Et DémontageDocument2 pagesThème 3: Fiches en Annexes: Les Outils de Montage Et Démontagesoualmiaothmen70865160Pas encore d'évaluation
- Accessoire TuyauterieDocument32 pagesAccessoire Tuyauterieoualid MadhiPas encore d'évaluation
- Chapitre-3 Procede PercageDocument10 pagesChapitre-3 Procede Percagegrissabrahim005Pas encore d'évaluation
- Rivetage 1Document3 pagesRivetage 1Aziz KaborePas encore d'évaluation
- 05 FR Aug14978 STD DLDocument3 pages05 FR Aug14978 STD DLjackPas encore d'évaluation
- 01 Tournage Les Porte PiècesDocument64 pages01 Tournage Les Porte PiècesAlaa AbarPas encore d'évaluation
- Usthb PDFDocument15 pagesUsthb PDFAbd El-NourPas encore d'évaluation
- 1.guidage en Rotation Par RoulementDocument15 pages1.guidage en Rotation Par RoulementMOUSAVOU MORVANE100% (1)
- Tour PDFDocument41 pagesTour PDFAhmed Ben HmidaPas encore d'évaluation
- Raccords À Sertir PN20 - FG INOXDocument10 pagesRaccords À Sertir PN20 - FG INOXFGINOXPas encore d'évaluation
- 5027 5030 2Document1 page5027 5030 2Jarek PlaszczycaPas encore d'évaluation
- BASES D'AJUSTAGE Cours-ConvertiDocument14 pagesBASES D'AJUSTAGE Cours-Convertizouhaiir12zzPas encore d'évaluation
- Cours Engrenages1Document35 pagesCours Engrenages1islam.boubekeurPas encore d'évaluation
- Guide D'affûtage MK - II: Brevet Américain N 7,553,216Document13 pagesGuide D'affûtage MK - II: Brevet Américain N 7,553,216baumberger.sebastienPas encore d'évaluation
- Euhdnvwhp Idvwhqhuv: Ulyhwvdyhxjohvj UxswxuhghwljhDocument80 pagesEuhdnvwhp Idvwhqhuv: Ulyhwvdyhxjohvj Uxswxuhghwljhtemq6v9qea3gcek0gsPas encore d'évaluation
- 661 Ni 38600400Document20 pages661 Ni 38600400Nasserddine SELMIPas encore d'évaluation
- TECHNIQUE Tarauder Et FoleterDocument3 pagesTECHNIQUE Tarauder Et Foleterhitachi hadiPas encore d'évaluation
- Manuel D'utilisation D'un DiviseurDocument6 pagesManuel D'utilisation D'un DiviseurGregory frissot100% (1)
- TD5 Vocabulaire Dzierla CédricDocument4 pagesTD5 Vocabulaire Dzierla CédricCédric DziePas encore d'évaluation
- 1 - Les Differents Profils D Outils TOV Page 1 A 7Document22 pages1 - Les Differents Profils D Outils TOV Page 1 A 7Hanane Tounsi100% (1)
- MachinesDocument43 pagesMachinesNico Créateur LapidairePas encore d'évaluation
- 2 Fileter-TarauderDocument4 pages2 Fileter-TarauderKhalid TamiPas encore d'évaluation
- FILETAGE ISO ProfDocument6 pagesFILETAGE ISO ProfKouam kamguaingPas encore d'évaluation
- Brosse A Ble 6.1 26-09-2023Document34 pagesBrosse A Ble 6.1 26-09-2023tranberPas encore d'évaluation
- Cours TournageDocument10 pagesCours TournageCrazy ytPas encore d'évaluation
- AchevageDocument8 pagesAchevageRabie Ali BelkorissatPas encore d'évaluation
- Cours TournageDocument12 pagesCours TournageZiko0% (1)
- Chapitre 2 - Procédés D UsinageDocument10 pagesChapitre 2 - Procédés D UsinageErraji HichamPas encore d'évaluation
- Stage Tournage J1PDocument11 pagesStage Tournage J1PJerome ADAMPas encore d'évaluation
- Joints de Réservoir Pour Modules Dalimentation en Carburant 55500Document2 pagesJoints de Réservoir Pour Modules Dalimentation en Carburant 55500Mathieu DouPas encore d'évaluation
- Guides de Soupape - 788046Document2 pagesGuides de Soupape - 788046Mathieu DouPas encore d'évaluation
- Vannes Électropneumatiques Les Petites Assistantes Cachées Sous Le Capot 52640Document3 pagesVannes Électropneumatiques Les Petites Assistantes Cachées Sous Le Capot 52640Mathieu DouPas encore d'évaluation
- Vaste Choix Dans La Gamme de Filtres Kolbenschmidt 914163Document4 pagesVaste Choix Dans La Gamme de Filtres Kolbenschmidt 914163Mathieu DouPas encore d'évaluation
- Vannes Électropneumatiques Les Petites Assistantes Cachées Sous Le Capot 52640Document3 pagesVannes Électropneumatiques Les Petites Assistantes Cachées Sous Le Capot 52640Mathieu DouPas encore d'évaluation
- Inserts de Chambre de Turbulence Maniement Correct Avec Des Culasses de Type de Construction Ancie 54800Document2 pagesInserts de Chambre de Turbulence Maniement Correct Avec Des Culasses de Type de Construction Ancie 54800Mathieu DouPas encore d'évaluation
- Jeu À La Coupe Des Segments de Piston Et Consommation Dhuile 58261Document2 pagesJeu À La Coupe Des Segments de Piston Et Consommation Dhuile 58261Mathieu DouPas encore d'évaluation
- Vaste Choix Dans La Gamme de Filtres Kolbenschmidt 914163Document4 pagesVaste Choix Dans La Gamme de Filtres Kolbenschmidt 914163Mathieu DouPas encore d'évaluation
- Vanne EGR Pour Volvo 24 L TDi - 56722Document1 pageVanne EGR Pour Volvo 24 L TDi - 56722Mathieu DouPas encore d'évaluation
- Nouvelle Valve EGR Ne Fonctionne Pas 51860Document1 pageNouvelle Valve EGR Ne Fonctionne Pas 51860Med KrbPas encore d'évaluation
- Vanne EGR OpelVauxhall Message Danomalie Sur Pièce Neuve 55475Document2 pagesVanne EGR OpelVauxhall Message Danomalie Sur Pièce Neuve 55475Mathieu DouPas encore d'évaluation
- Pièces Moteur Pour VM D704TE2 Et MTU 4R700 54738Document1 pagePièces Moteur Pour VM D704TE2 Et MTU 4R700 54738Mathieu DouPas encore d'évaluation
- VisserieDocument3 pagesVisserieMathieu DouPas encore d'évaluation
- On Oublie Souvent Les Causes Les Plus Simples Défauts OBD Pour Cause de Dépression Insuffisante 52805Document1 pageOn Oublie Souvent Les Causes Les Plus Simples Défauts OBD Pour Cause de Dépression Insuffisante 52805Mathieu DouPas encore d'évaluation
- 727-Comparaison PostesTIG 2018Document9 pages727-Comparaison PostesTIG 2018Mathieu DouPas encore d'évaluation
- Nouvelle Génération de Débitmètres Dair Massique BMW - 55830Document1 pageNouvelle Génération de Débitmètres Dair Massique BMW - 55830Mathieu DouPas encore d'évaluation
- 603-Formation IWT (Part 1a)Document68 pages603-Formation IWT (Part 1a)Mathieu DouPas encore d'évaluation
- 598-Formation IWT (Part 6)Document42 pages598-Formation IWT (Part 6)Mathieu DouPas encore d'évaluation
- 46-Fiche TIG P LECERFDocument4 pages46-Fiche TIG P LECERFMathieu DouPas encore d'évaluation
- 617-Formation IWT (Part 4d)Document20 pages617-Formation IWT (Part 4d)Mathieu DouPas encore d'évaluation
- 601-Formation IWT (Part 7)Document54 pages601-Formation IWT (Part 7)Mathieu DouPas encore d'évaluation
- 51-Guide Du Soudeur LincolnDocument40 pages51-Guide Du Soudeur LincolnMathieu DouPas encore d'évaluation
- Assemblages Sous Charges StatiquesDocument18 pagesAssemblages Sous Charges StatiquesSebastien Cabot100% (1)
- 47-Fiche EE Atelier P LECERFDocument4 pages47-Fiche EE Atelier P LECERFMathieu DouPas encore d'évaluation
- Axes de Piston À Revêtement DLC - 56916Document1 pageAxes de Piston À Revêtement DLC - 56916Mathieu DouPas encore d'évaluation
- Dossier Technique Technolog I EdelDocument48 pagesDossier Technique Technolog I EdelPhilippe DnxPas encore d'évaluation
- Rodage Des Soupapes: Contrôles À EffectuerDocument2 pagesRodage Des Soupapes: Contrôles À EffectuerBellaaj YassinPas encore d'évaluation
- Dommages Sur Les Coussinets - 870263Document72 pagesDommages Sur Les Coussinets - 870263Mathieu DouPas encore d'évaluation
- Traitements ThermiquesDocument2 pagesTraitements ThermiquesMathieu DouPas encore d'évaluation
- Winols 1500 FRDocument203 pagesWinols 1500 FRThiago SilvaPas encore d'évaluation
- Lean Jeu L.vaillancourtDocument37 pagesLean Jeu L.vaillancourtTommy NantenainaPas encore d'évaluation
- Petit Lexique Du Soudage Anglaus-FrançaisDocument18 pagesPetit Lexique Du Soudage Anglaus-FrançaisPierre PescayPas encore d'évaluation
- (Fujikura) Chapitre - 4Document22 pages(Fujikura) Chapitre - 4Ayoub RubioPas encore d'évaluation
- Bambou Comme Renforcement de Structures BetonDocument7 pagesBambou Comme Renforcement de Structures BetonpayPas encore d'évaluation
- Contole Usinage ComplexeDocument2 pagesContole Usinage ComplexeMOHAM BELHOUDAPas encore d'évaluation
- 6-4 - Procédés - Fonctions Contraintes Objectifs Variables Libres - SDMGMPDocument3 pages6-4 - Procédés - Fonctions Contraintes Objectifs Variables Libres - SDMGMPSoukaina DarmalPas encore d'évaluation
- Mémoire PFE - Megaiz Et Nouçair - GI 2020Document117 pagesMémoire PFE - Megaiz Et Nouçair - GI 2020Lagoumiri ABDELILAHPas encore d'évaluation
- Livre - Blanc - Global Industrie Laboratoire de La Reindustrialisation Made in FranceDocument25 pagesLivre - Blanc - Global Industrie Laboratoire de La Reindustrialisation Made in FrancehichemPas encore d'évaluation
- Dalle PleineDocument2 pagesDalle Pleinetaoufik ben HmidaPas encore d'évaluation
- Formulation BetonDocument44 pagesFormulation BetonHiba ElmejdoubPas encore d'évaluation
- Exercices Corriges Comptabilite AnalytiqDocument5 pagesExercices Corriges Comptabilite AnalytiqChaymae KoualilPas encore d'évaluation
- AALTERPAINT - APECOAT PRIMER E81-75 FRDocument3 pagesAALTERPAINT - APECOAT PRIMER E81-75 FRAnitha Grey'sPas encore d'évaluation
- KaizenDocument13 pagesKaizenmydevclub.ultPas encore d'évaluation
- Memoire Final00Document48 pagesMemoire Final00Ayoub LaouinatePas encore d'évaluation
- Flann EN 1Document2 pagesFlann EN 1Ali KarakePas encore d'évaluation
- Rockplus Kraft: Caractéristiques TechniquesDocument6 pagesRockplus Kraft: Caractéristiques TechniquesAyoub SFIOUIPas encore d'évaluation
- Exposé Emballage en VerreDocument35 pagesExposé Emballage en VerreFakher HouassaPas encore d'évaluation
- Juste À TempsDocument84 pagesJuste À TempsAhmed GASMIPas encore d'évaluation
- Fouled HDocument10 pagesFouled Hsafa.benrejebPas encore d'évaluation
- Emballages Dans Les Produits AlimentairesDocument38 pagesEmballages Dans Les Produits AlimentairesAuréolePas encore d'évaluation
- Dtu Tuiles 4021Document45 pagesDtu Tuiles 4021binxoPas encore d'évaluation
- TopSolid'Cam TutorialDocument266 pagesTopSolid'Cam TutorialMohamed amine aouiniPas encore d'évaluation
- Papa A YahyaDocument6 pagesPapa A YahyaABDELJALIL ELJABALYPas encore d'évaluation
- 75 Nickel Et OuvragesennickelDocument5 pages75 Nickel Et OuvragesennickelbarhoumsrasraPas encore d'évaluation
- NF F19-355 1995 (Material Rodante Ferroviario - Piezas Con Revestimiento Cataforético)Document9 pagesNF F19-355 1995 (Material Rodante Ferroviario - Piezas Con Revestimiento Cataforético)otPas encore d'évaluation
- 01 Parametre Operatoire de SoudageDocument3 pages01 Parametre Operatoire de SoudageDamien MoukanzaPas encore d'évaluation
- CNDDocument13 pagesCNDrqhq soroPas encore d'évaluation
- Fabrication Assist - e Par OrdinateurDocument12 pagesFabrication Assist - e Par Ordinateurmohamedislam2536Pas encore d'évaluation
- 682 EceDocument34 pages682 EceMourad OthmanPas encore d'évaluation
- UGV ModelisationDocument96 pagesUGV ModelisationBouallegue MounirPas encore d'évaluation
- Les Filles aux Bouclettes: Patron Crochet AmigurumiD'EverandLes Filles aux Bouclettes: Patron Crochet AmigurumiÉvaluation : 2.5 sur 5 étoiles2.5/5 (2)
- La fin du ciment: Les bonnes et les mauvaises raisons d'une technologie sans avenirD'EverandLa fin du ciment: Les bonnes et les mauvaises raisons d'une technologie sans avenirÉvaluation : 3 sur 5 étoiles3/5 (1)
- Le sablier d or: ou le temps universel entre le sable d hier et celui de demainD'EverandLe sablier d or: ou le temps universel entre le sable d hier et celui de demainPas encore d'évaluation
- Les Êtres Vivants Dépendent De La Mécanique QuantiqueD'EverandLes Êtres Vivants Dépendent De La Mécanique QuantiquePas encore d'évaluation