Vous aimerez peut-être aussi
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesD'EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesPas encore d'évaluation
- AssemblagesDocument9 pagesAssemblagesChokri Atef100% (1)
- DTU Toiture OnduléeDocument12 pagesDTU Toiture OnduléeAbdelaliElFaizPas encore d'évaluation
- TECHNIQUE Tarauder Et FoleterDocument3 pagesTECHNIQUE Tarauder Et Foleterhitachi hadiPas encore d'évaluation
- MR k4mDocument141 pagesMR k4mnicoj3091% (11)
- TP Tournage S1Document22 pagesTP Tournage S1Naoufel Fares100% (3)
- TP Tournage S1Document22 pagesTP Tournage S1Naoufel Fares100% (3)
- Pneumatique 1-.Document30 pagesPneumatique 1-.Elkhamsa AyoubPas encore d'évaluation
- TP MesureDocument9 pagesTP MesureDAYANGPas encore d'évaluation
- Engrenages A Roue Et Vis Sans FinDocument3 pagesEngrenages A Roue Et Vis Sans FinbnjdoPas encore d'évaluation
- Superalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceD'EverandSuperalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficacePas encore d'évaluation
- Upload - Série D'exercices N°8-3tech-Grafcet1-2013-2014Document14 pagesUpload - Série D'exercices N°8-3tech-Grafcet1-2013-2014admmehdiPas encore d'évaluation
- UntitledDocument78 pagesUntitledAbdessamad Ben-amarPas encore d'évaluation
- Chapitre Deux 23Document31 pagesChapitre Deux 23Raniya Tebbal100% (1)
- Tables - ASME B 16.5Document90 pagesTables - ASME B 16.5mishraengg100% (3)
- Coulisse Verticale ShaublinDocument4 pagesCoulisse Verticale ShaublinFabio GiliiPas encore d'évaluation
- Manuel D'utilisation D'un DiviseurDocument6 pagesManuel D'utilisation D'un DiviseurGregory frissot100% (1)
- Choix D'un AccouplementDocument4 pagesChoix D'un AccouplementSlim KanounPas encore d'évaluation
- Conception D'un Joint de CardonDocument2 pagesConception D'un Joint de CardonDhia AyadiPas encore d'évaluation
- Protec 1Document10 pagesProtec 1hichamPas encore d'évaluation
- Guidage en Rotation PDFDocument7 pagesGuidage en Rotation PDFAyyoub BadreddinePas encore d'évaluation
- 11 - Hydraulique - Verins Et Moteurs LCM-S6Document6 pages11 - Hydraulique - Verins Et Moteurs LCM-S6Kossai BskPas encore d'évaluation
- Roues de FrictionDocument8 pagesRoues de FrictionTom JerryPas encore d'évaluation
- ENAFOR Equipement de Levage01Document73 pagesENAFOR Equipement de Levage01Laminus DZPas encore d'évaluation
- Lecture de Plan N°3 Reponses 2 PDFDocument20 pagesLecture de Plan N°3 Reponses 2 PDFDivin MakitaPas encore d'évaluation
- Compte Rendu Du TP: Année: 2éme Année LicenceDocument12 pagesCompte Rendu Du TP: Année: 2éme Année LicenceOum AyoubPas encore d'évaluation
- Treuil HydrauliqueDocument4 pagesTreuil Hydraulique1s1rulliersandPas encore d'évaluation
- ASM - Chap4 Guidage Rotation Tech Roulements V01 - Etudiants PDFDocument60 pagesASM - Chap4 Guidage Rotation Tech Roulements V01 - Etudiants PDFAhmed GtariPas encore d'évaluation
- Merged 20200621 021907Document52 pagesMerged 20200621 021907Serge bonel DafonsecaPas encore d'évaluation
- DR03 Transmission CDocument5 pagesDR03 Transmission CAbdellah FaqdaniPas encore d'évaluation
- 07 CPT 05 LiaisonPivotRoulements Application 02Document3 pages07 CPT 05 LiaisonPivotRoulements Application 02Anthony MayPas encore d'évaluation
- Guide de Maintenance Et Reparation Des Arbres de Transmission PDFDocument25 pagesGuide de Maintenance Et Reparation Des Arbres de Transmission PDFakrealphonsePas encore d'évaluation
- Verins Iso 6020 2 - Din 24554 PDFDocument4 pagesVerins Iso 6020 2 - Din 24554 PDFNicolas AguilarPas encore d'évaluation
- Visserie, Boulonnerieetécrous 1681413364763Document21 pagesVisserie, Boulonnerieetécrous 1681413364763Coumba DialloPas encore d'évaluation
- Accouplement CoursDocument4 pagesAccouplement CoursElarbi JaffelPas encore d'évaluation
- TP de Boite VitessesDocument2 pagesTP de Boite VitessesMohamed Ait AbellaPas encore d'évaluation
- Pfe-Etude Et Realisation-Des-Plaquettes - de - FreinDocument13 pagesPfe-Etude Et Realisation-Des-Plaquettes - de - FreinAziz BenPas encore d'évaluation
- d02 0 Tribologie IntroDocument1 paged02 0 Tribologie IntroMohamed MohamedPas encore d'évaluation
- Docs Ressources TP S.E.R.PDocument12 pagesDocs Ressources TP S.E.R.PgastronomicaPas encore d'évaluation
- Demontage Moteur PDFDocument71 pagesDemontage Moteur PDFmotorPas encore d'évaluation
- Auto Sequentielle SAPDocument24 pagesAuto Sequentielle SAPYassine SAHIDPas encore d'évaluation
- Aciers2 PDFDocument5 pagesAciers2 PDFMojo ShPas encore d'évaluation
- Catalogue Des Presses MécaniquesDocument48 pagesCatalogue Des Presses MécaniquesAnonyme AccountPas encore d'évaluation
- 2RDM TD1 21.06Document8 pages2RDM TD1 21.06Constantin DamianPas encore d'évaluation
- Protec 1Document10 pagesProtec 1William WilPas encore d'évaluation
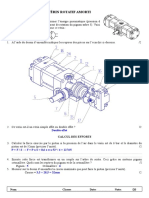
- TD - Vérin Rotatif AmortiDocument5 pagesTD - Vérin Rotatif AmortiLAILA BNPas encore d'évaluation
- GM 2Document39 pagesGM 2Youcef MimouniPas encore d'évaluation
- Cours FraisageDocument172 pagesCours FraisageHajar OumnasPas encore d'évaluation
- Accouplement GénéralitésDocument4 pagesAccouplement GénéralitésmatozoPas encore d'évaluation
- DM Statique Analytique GraphiqueDocument5 pagesDM Statique Analytique GraphiqueFlav MPas encore d'évaluation
- Tour ParallèleDocument10 pagesTour ParallèleltaifPas encore d'évaluation
- Flexibles Embout Adapt PDFDocument74 pagesFlexibles Embout Adapt PDFSiding Barro100% (1)
- EmbrayageDocument12 pagesEmbrayageIbrahim hakimPas encore d'évaluation
- 1) Assemblages Frettes HDocument9 pages1) Assemblages Frettes HNowe AhmadePas encore d'évaluation
- 36 07 Mise en Position PDFDocument2 pages36 07 Mise en Position PDFAnas MohtadiPas encore d'évaluation
- TN06 PDFDocument34 pagesTN06 PDFMa HdiPas encore d'évaluation
- Courroie - Maintenance - Préventive - (WWW - Gates.com, 20087 - E1 - PREVENTIVE - MAINTENANCE - MANUAL)Document68 pagesCourroie - Maintenance - Préventive - (WWW - Gates.com, 20087 - E1 - PREVENTIVE - MAINTENANCE - MANUAL)jfejfePas encore d'évaluation
- Good DDDDDocument16 pagesGood DDDDMounir Frija100% (1)
- Userguide Jeulin MultimetreDocument16 pagesUserguide Jeulin MultimetreAteDopicPas encore d'évaluation
- Poulies Et CourroiesDocument4 pagesPoulies Et CourroiesBouabdellaoui saif ennasrPas encore d'évaluation
- Exploitation Et Maintenance Des Pompes CentrifugesDocument134 pagesExploitation Et Maintenance Des Pompes Centrifugesmouad jaidanePas encore d'évaluation
- 1Document28 pages1Wael HalilaPas encore d'évaluation
- Circuit D'air Injection Directe EssenceDocument3 pagesCircuit D'air Injection Directe EssenceLucas Sieuw100% (1)
- Transmission de PuissanceDocument10 pagesTransmission de PuissanceHamda TriguiPas encore d'évaluation
- Tribologie MasterDocument15 pagesTribologie MasterabderazakPas encore d'évaluation
- Les Courroies - ExercicesDocument4 pagesLes Courroies - ExercicesDjamel DjamPas encore d'évaluation
- Calcul Verin PneumatiqueDocument3 pagesCalcul Verin PneumatiqueiarabenPas encore d'évaluation
- Filetage Avec Le Tour ED 750FDQDocument7 pagesFiletage Avec Le Tour ED 750FDQOscar AtienzaPas encore d'évaluation
- TD Navette BacDocument1 pageTD Navette BacNassro ZiadPas encore d'évaluation
- CPV-PNEU 1998-11d 165130f1Document118 pagesCPV-PNEU 1998-11d 165130f1Nassro ZiadPas encore d'évaluation
- 4 e Purchasing Inventory FR 4Document29 pages4 e Purchasing Inventory FR 4Mohsen SaidiPas encore d'évaluation
- 2019 04 FR PG PH SmallDocument172 pages2019 04 FR PG PH SmallNassro ZiadPas encore d'évaluation
- AjustementsDocument14 pagesAjustementsNassro ZiadPas encore d'évaluation
- White Paper - Points À Considérer Actionneurs Pneumatiques À GuidageDocument9 pagesWhite Paper - Points À Considérer Actionneurs Pneumatiques À GuidageNassro ZiadPas encore d'évaluation
- ATI 2017 CorrigeDocument5 pagesATI 2017 CorrigeNassro ZiadPas encore d'évaluation
- Ati 2017Document11 pagesAti 2017Nassro ZiadPas encore d'évaluation
- Nra005 Pieces D Usure Et Diagnostic Des Verins PneumatiquesDocument1 pageNra005 Pieces D Usure Et Diagnostic Des Verins PneumatiquesNassro ZiadPas encore d'évaluation
- TD1 Intro - gr7Document11 pagesTD1 Intro - gr7Nassro ZiadPas encore d'évaluation
- ZM FRDocument22 pagesZM FRNassro ZiadPas encore d'évaluation
- PdfdomestictransferformDocument1 pagePdfdomestictransferformNassro ZiadPas encore d'évaluation
- Volumic MK2 Fiche TechniqueDocument1 pageVolumic MK2 Fiche TechniqueNassro ZiadPas encore d'évaluation
- Simulemb FRDocument1 pageSimulemb FRNassro ZiadPas encore d'évaluation
- Candidature UCODSDocument1 pageCandidature UCODSNassro ZiadPas encore d'évaluation
- Fiche Produit MS Impression 3DDocument1 pageFiche Produit MS Impression 3DNassro ZiadPas encore d'évaluation
- TD RDM CisaillementDocument2 pagesTD RDM CisaillementNassro ZiadPas encore d'évaluation
- Catia Volume2Document2 pagesCatia Volume2Nassro ZiadPas encore d'évaluation
- Ci1 TP3Document8 pagesCi1 TP3Nassro ZiadPas encore d'évaluation
- Calcul Temps Technologique G81Document1 pageCalcul Temps Technologique G81Nassro ZiadPas encore d'évaluation
- Si PT 2004Document14 pagesSi PT 2004Nassro ZiadPas encore d'évaluation
- CFAO Camworks FraisageDocument44 pagesCFAO Camworks FraisageNassro ZiadPas encore d'évaluation
- Dossier Tech Support Galet PDFDocument2 pagesDossier Tech Support Galet PDFNassro ZiadPas encore d'évaluation
- Cours TournageDocument3 pagesCours TournageNassro ZiadPas encore d'évaluation
- Presentation Du Logiciel CatiaDocument10 pagesPresentation Du Logiciel CatiaSofiene GuedriPas encore d'évaluation
- TopS ClancheDocument3 pagesTopS ClancheNassro ZiadPas encore d'évaluation
- TP Batte de Baseball - FA0 - REALTURN - FinDocument10 pagesTP Batte de Baseball - FA0 - REALTURN - FinNassro ZiadPas encore d'évaluation
- Rapport - Bras Robot B.R.a.v.ODocument52 pagesRapport - Bras Robot B.R.a.v.OOUSSAMA AKENNAFPas encore d'évaluation
- Depose BV 4 Cylindres Tdi A4 b7Document11 pagesDepose BV 4 Cylindres Tdi A4 b7marsteauaurelienPas encore d'évaluation
- FREINSDocument10 pagesFREINStinoPas encore d'évaluation
- Fiche J Contrôle Du Serrage Des Boulons HRDocument9 pagesFiche J Contrôle Du Serrage Des Boulons HRabdallah ahrarachePas encore d'évaluation
- Ion Fonctionnelle D'un ProduitDocument17 pagesIon Fonctionnelle D'un ProduitMIMFS100% (1)
- CAT Couverture Isolante PDFDocument52 pagesCAT Couverture Isolante PDFsmilePas encore d'évaluation
- Plan Eolienne VerticaleDocument4 pagesPlan Eolienne VerticaleJean Moi100% (2)
- Comment La Longueur Des Boulons Est calculée-ADVANCE STEELDocument5 pagesComment La Longueur Des Boulons Est calculée-ADVANCE STEELOusmane DiengPas encore d'évaluation
- Guide GiofsDocument32 pagesGuide GiofsmustaphaxaPas encore d'évaluation