Vous aimerez peut-être aussi
- APEF & Contrat de PhaseDocument23 pagesAPEF & Contrat de PhaseMou Hamoudi100% (4)
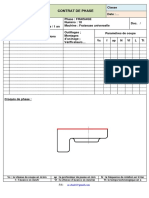
- Contrat de Phase Vierge Cours (01sciences - Com)Document1 pageContrat de Phase Vierge Cours (01sciences - Com)Nedrosat100% (4)
- UsinageDocument44 pagesUsinageCharaf Leo100% (1)
- Temps D'usinageDocument4 pagesTemps D'usinageIadh Triaa88% (8)
- Compte Rendu Tournage CNDocument7 pagesCompte Rendu Tournage CNNour Khenine100% (1)
- TD MP 1 Moulage BielletteDocument2 pagesTD MP 1 Moulage Biellettekhaled rouabehPas encore d'évaluation
- Chapitre 3 - ForgeageDocument33 pagesChapitre 3 - ForgeageTouhemi Ben Sadok100% (1)
- Bureau Des MéthodesDocument13 pagesBureau Des MéthodesSafia Lamrani100% (3)
- Application Du Fraisage - DiviseurDocument44 pagesApplication Du Fraisage - Diviseurftira89% (18)
- Calcul EstampageDocument16 pagesCalcul Estampageyasser50% (2)
- Cours D Usinage de L IsostatismeDocument8 pagesCours D Usinage de L Isostatismeredataliani123100% (10)
- Capteurs/actuateurs Auto PDFDocument23 pagesCapteurs/actuateurs Auto PDFyassine89% (9)
- Cours Chapitre TournageDocument36 pagesCours Chapitre Tournagemarya.marymarianaPas encore d'évaluation
- Chapitre 3 Fin Procèdes D'obtention Des Pièces Par Enlèvement de MatièreDocument76 pagesChapitre 3 Fin Procèdes D'obtention Des Pièces Par Enlèvement de MatièreIkram DahmaniPas encore d'évaluation
- Tournage Des Pièces MécaniquesDocument11 pagesTournage Des Pièces Mécaniqueskill3rxPas encore d'évaluation
- Fabrication MecaniqueDocument39 pagesFabrication MecaniqueLarax123100% (8)
- Affutage D OutilsDocument43 pagesAffutage D OutilsNS ADPas encore d'évaluation
- Les Définitions Des Principales Opérations de TournageDocument9 pagesLes Définitions Des Principales Opérations de TournageAbderrazak MiassarPas encore d'évaluation
- 34 06 Outils de Coupe en Tournage PDFDocument3 pages34 06 Outils de Coupe en Tournage PDFAyoub Otasse100% (2)
- Cote FabricationDocument9 pagesCote FabricationELMustaphaELMoukhtari100% (1)
- TP-Fraisage 13 12 2016Document7 pagesTP-Fraisage 13 12 2016Nadir Hamel100% (2)
- TD 4 - Fraisage & PerçageDocument1 pageTD 4 - Fraisage & PerçageLarbi GueraichePas encore d'évaluation
- Outils de TournageDocument4 pagesOutils de TournageKhlif Mohamed100% (2)
- Le MoulageDocument16 pagesLe Moulagemimittta100% (1)
- Cours-05 Le DiviseurDocument2 pagesCours-05 Le DiviseurTissou100% (9)
- Exercice Conditions de Coupe en Tournage ProfDocument8 pagesExercice Conditions de Coupe en Tournage ProfSebastien Moulinié75% (4)
- PERҪAGE OU FORAGEDocument34 pagesPERҪAGE OU FORAGEBusiness 228100% (1)
- Cours UsinageDocument10 pagesCours UsinageAli TrikiPas encore d'évaluation
- Usinage Par Enlevement de MatiereDocument8 pagesUsinage Par Enlevement de Matieremaraghni_hassine7592Pas encore d'évaluation
- Les Outils de PerçageDocument3 pagesLes Outils de PerçageGénie mécanique:Ingénierie de fabrication100% (4)
- Examen À Distance de TP MécaniqueDocument5 pagesExamen À Distance de TP MécaniqueFatima Zahra AmalouPas encore d'évaluation
- Fraisage Conventionnel Avec Plateau Diviseur PDFDocument6 pagesFraisage Conventionnel Avec Plateau Diviseur PDFLibrairePas encore d'évaluation
- DispersionsDocument5 pagesDispersionsMohamed SahilPas encore d'évaluation
- Usinage Conv-TournageDocument64 pagesUsinage Conv-TournageMarwane NasserPas encore d'évaluation
- Etude D'outillageDocument12 pagesEtude D'outillageDayang Dayang100% (3)
- Chapitre 1-Montage D'usinageDocument8 pagesChapitre 1-Montage D'usinageSouhaiel Ajmi80% (5)
- 34 06 Outils de Coupe en Tournage PDFDocument3 pages34 06 Outils de Coupe en Tournage PDFHakimHadjabhakim100% (2)
- TP TournageDocument6 pagesTP Tournagesoulaima khederPas encore d'évaluation
- Principe Du ForgeageDocument22 pagesPrincipe Du ForgeageHamada HamadaPas encore d'évaluation
- Fascicule TP Usinage 1Document40 pagesFascicule TP Usinage 1BIJOUNA BILELPas encore d'évaluation
- 8 FraisageDocument14 pages8 FraisageKhaled Ben AyedPas encore d'évaluation
- TPn°2 - Fraisage Et Percage PDFDocument16 pagesTPn°2 - Fraisage Et Percage PDFZach Leitch100% (1)
- Introduction D'usinageDocument18 pagesIntroduction D'usinageHamada Hamada100% (1)
- Compte Rendu Du TournageDocument12 pagesCompte Rendu Du TournageDecimatePas encore d'évaluation
- Cours Moulage Ahmed PDFDocument17 pagesCours Moulage Ahmed PDFSamir Kh50% (4)
- Examen À Distance de TP MécaniqueDocument5 pagesExamen À Distance de TP MécaniqueFatima Zahra AmalouPas encore d'évaluation
- Montages Usinage PDFDocument4 pagesMontages Usinage PDFdidined92% (13)
- 40 DS Moulage 2016 2017Document4 pages40 DS Moulage 2016 2017Chokri Atef67% (3)
- Tournage ConiqueDocument4 pagesTournage ConiqueKouki Nizar100% (1)
- 4-Contrat de Phase #10-BC PDFDocument1 page4-Contrat de Phase #10-BC PDFtagne simo rodrigue100% (1)
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.D'EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Pas encore d'évaluation
- Conception & Modélisation CAO: Le guide ultime du débutantD'EverandConception & Modélisation CAO: Le guide ultime du débutantPas encore d'évaluation
- Fabrication Mécanique. Cours N° 2Document3 pagesFabrication Mécanique. Cours N° 2James BluntPas encore d'évaluation
- Chapitre III.1Document15 pagesChapitre III.1Mohamed GuelaiPas encore d'évaluation
- Cours de Fabrication Mécanique 2 Emme GMDocument13 pagesCours de Fabrication Mécanique 2 Emme GMJoseph TombePas encore d'évaluation
- CHAPITRE II Fabrication Meca 2GM Chitour MDocument12 pagesCHAPITRE II Fabrication Meca 2GM Chitour Mmoha heroPas encore d'évaluation
- 1 UsinageDocument12 pages1 UsinageHajar ChaddadPas encore d'évaluation
- Fraisage PDFDocument14 pagesFraisage PDFOmar NabilPas encore d'évaluation
- Compte Rendu de TP de Fraisage: Filière Groupe Préparer Par EncadrantDocument8 pagesCompte Rendu de TP de Fraisage: Filière Groupe Préparer Par EncadrantISMAIL AFELLAPas encore d'évaluation
- Chapitre 7 - FraisageDocument25 pagesChapitre 7 - FraisageAlexandru Daniel GhermanPas encore d'évaluation
- TP AffutageDocument12 pagesTP AffutageEya EssayelPas encore d'évaluation
- TP FraisageDocument4 pagesTP FraisageHadil SadokPas encore d'évaluation
- Programmation CN ProfDocument14 pagesProgrammation CN ProfZikoPas encore d'évaluation
- Systeme de FreinageDocument11 pagesSysteme de FreinageZiko0% (1)
- Statique Du SolideDocument55 pagesStatique Du SolideZiko100% (1)
- Designation Des Materiaux PDFDocument40 pagesDesignation Des Materiaux PDFZikoPas encore d'évaluation
- Elaborer Un Contrat de PhaseDocument2 pagesElaborer Un Contrat de PhaseZikoPas encore d'évaluation
- Cours Comptabilite Analytique Gestion Manoubia Ben AmaraDocument84 pagesCours Comptabilite Analytique Gestion Manoubia Ben AmaraZikoPas encore d'évaluation
- 1er Et 3eme QuartilesDocument2 pages1er Et 3eme QuartilesZiko0% (1)
- Cours - Pic 16f628a PDFDocument11 pagesCours - Pic 16f628a PDFridofoxPas encore d'évaluation
- Commandes Non Lineaires D'Un Redresseur PWM Triphase: ThemeDocument159 pagesCommandes Non Lineaires D'Un Redresseur PWM Triphase: ThemeSofiane ZozoPas encore d'évaluation
- Tp1 BI-PythonDocument3 pagesTp1 BI-PythonHiba AmaraPas encore d'évaluation
- Ficha 7.0702 31 Honda Civic TypeR GroupeA FN2Document20 pagesFicha 7.0702 31 Honda Civic TypeR GroupeA FN2HugoPas encore d'évaluation
- TP Api IiDocument11 pagesTP Api IiAdem AounPas encore d'évaluation
- KD455.50 Préconisations Montage Démontage - FRDocument7 pagesKD455.50 Préconisations Montage Démontage - FReric pineauPas encore d'évaluation
- Centrale, 2011, MP, Math Ematiques 1Document9 pagesCentrale, 2011, MP, Math Ematiques 1Max tekouPas encore d'évaluation
- Concours General Mathematiques 2002 SujetDocument5 pagesConcours General Mathematiques 2002 SujetkkstanPas encore d'évaluation
- Détection D'anomalies D'un Réseau Mobile MEGHERBI KHALEFDocument27 pagesDétection D'anomalies D'un Réseau Mobile MEGHERBI KHALEFminiya1703Pas encore d'évaluation
- Serie MichelsonDocument8 pagesSerie MichelsonMD HM BCPas encore d'évaluation
- 06.0165 - Chambre D'essai Sous Vide (Avec Vaccuometre) - 2Document1 page06.0165 - Chambre D'essai Sous Vide (Avec Vaccuometre) - 2Ghilles PoloPas encore d'évaluation
- l3 tm1 Chapitre1 Lecon 01Document10 pagesl3 tm1 Chapitre1 Lecon 01Fatima LagnaouiPas encore d'évaluation
- Fopc 0720916e 4241Document4 pagesFopc 0720916e 4241Cyrielle DomguePas encore d'évaluation
- Scomazzon Pasal SMZ926Document225 pagesScomazzon Pasal SMZ926hiriPas encore d'évaluation
- Exercice 1Document2 pagesExercice 1Nour elhoudaPas encore d'évaluation
- cryptographie ٠٩٤٠٤٦Document67 pagescryptographie ٠٩٤٠٤٦Amina BenhassinePas encore d'évaluation
- Sunbeam Bread Maker 5891Document44 pagesSunbeam Bread Maker 5891fwoomPas encore d'évaluation
- PP2 Cor MathDocument69 pagesPP2 Cor MathtotoPas encore d'évaluation
- UntitledDocument3 pagesUntitledyeheph yehephPas encore d'évaluation
- TP SemaphoresDocument2 pagesTP Semaphoresعضوش محمدPas encore d'évaluation
- Cours Infographie 1Document129 pagesCours Infographie 1Saf BesPas encore d'évaluation
- TD RefrigerateurDocument4 pagesTD RefrigerateurAmine BenjamiaPas encore d'évaluation
- Ece 19 SVT 01 V1Document2 pagesEce 19 SVT 01 V1AlexPas encore d'évaluation
- TP6 Complx 2018-2019Document2 pagesTP6 Complx 2018-2019Hadjer KaddourPas encore d'évaluation
- C4 CdmaDocument20 pagesC4 CdmaF Nass BenPas encore d'évaluation
- Maths 4-TD2Document3 pagesMaths 4-TD2bmessaad1970Pas encore d'évaluation
- Le But de Cette Épreuve Est de Déterminer Si Un Seul Feutre Effaceur Suffit Pour Effacer Le Contenu D'une Petite Cartouche D'encre BleueDocument4 pagesLe But de Cette Épreuve Est de Déterminer Si Un Seul Feutre Effaceur Suffit Pour Effacer Le Contenu D'une Petite Cartouche D'encre BleuePrescillia DieziaPas encore d'évaluation
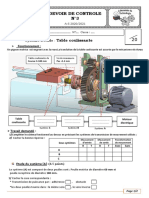
- Devoir de Controle N°3: Table CoulissanteDocument2 pagesDevoir de Controle N°3: Table CoulissanteTarekMostapha100% (1)
- Poinçonnement: LIM SovanvichetDocument13 pagesPoinçonnement: LIM SovanvichetPhal KhemraPas encore d'évaluation