Académique Documents
Professionnel Documents
Culture Documents
Entretien Inspection Des Equipements D'echange Thermique
Entretien Inspection Des Equipements D'echange Thermique
Transféré par
Arslane Dob ᴼᴿᴵᴳᴵᴻᴬᴸTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Entretien Inspection Des Equipements D'echange Thermique
Entretien Inspection Des Equipements D'echange Thermique
Transféré par
Arslane Dob ᴼᴿᴵᴳᴵᴻᴬᴸDroits d'auteur :
Formats disponibles
Entretien‐Inspection des
équipements d’échange thermique
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique
Sommaire
1. Dégradations
2. Inspection
3. Maintenance
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 1
Observations de dégradations
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 2
Dégradations échangeurs
Exemple 1: E 308 * Vue de la chambre de distribution
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 3
Dégradations échangeurs
Exemple 1: E 308 * Vue de la plaque tubulaire
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 4
Dégradations échangeurs
Corrosion sous dépôts
• Circuit eau de refroidissement
• Entrainement de débris venant de la tour de réfrigération (plastiques et
nids d’abeille PVC dégradés venant des internes TR)
• Colmatage partiel de la PT
− Baisse de la vitesse de circulation
− Augmentation de la température
− Dépôts de phosphates de Ca et minéraux contenus dans le circuit de
traitement de l’eau
− Corrosion sous dépôts
− Risque de percement des tubes et pollution de l’ER aux HC
Quizz : Quelles solutions adopter ?
• Mesures de Températures entrée sortie
• Mesures de débits aux ultrasons
© 2015 ‐ IFP Training
• Un nettoyage chimique en marche en prenant garde aux dégagements
d’H2S
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 5
Dégradations des échangeurs
En cas de fuite d’HC dans le circuit d’ER il peut se développer une
corrosion bactérienne
• Bactéries sulfato réductrices du fer
• Se nourrissent de tout ce qui est soufré avec dégagement d’H2S
• Dépôts de sulfure de fer (FeS) de couleur noire : résidus de
bactéries et de rouille (Fe3O4) de couleur rouge/orange
• Création d’H2SO4 sous les dépôts
Quizz : Quelles solutions adopter ?
• Mesures de la teneur en HC dans le circuit d’ER
• Mesures de températures entrée sortie
• Mesures de débits aux ultrasons
© 2015 ‐ IFP Training
• Un nettoyage chimique en marche en prenant garde aux
dégagements d’H2S
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 6
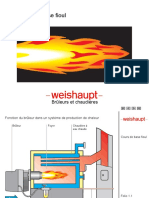
E703
© 2015 ‐ IFP Training
À votre avis le nettoyage est plus facile côté tubes ou calandre ?
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 7
Encrassement extérieur tubes
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 8
Echangeur sous vide
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 9
Quizz ‐ Qu’aurait‐il fallu faire avant d’en arriver là ?
Nettoyage chimique en marche ou extraction du
faisceau et nettoyage dans l’atelier faisceaux
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 10
Dégradations échangeurs
Exemple 2 : E 553 A Vue de la plaque tubulaire
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 11
Dégradations échangeurs
E553A
Dépôts jaunes : phosphates
A ph 7, il ne devrait pas y en avoir
Corrosion sous dépôts car non déposé uniformément (aération
différentielle)
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 12
Dégradations échangeurs
Exemple 3 : E 504 Vue de la plaque tubulaire
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 13
Dégradations échangeurs
E504
En haut et en bas : dépôt microbiologique avec corrosion sous
dépôts au niveau du joint
Plaque tubulaire : acier carbone
Tubes : laiton (Cu ‐ Zn)
• Le cuivre est parti des tubes et s'est déposé sur la plaque en acier
(rose) : dépôts avec corrosion sous dépôts.
• Lors des chocs d'eau de javel ou en raison d'NH3 dissous (oxydants),
le cuivre qui joue le rôle de cathode se met en solution.
• Il se dépose sur la plaque avec transformation de Fe en Fe2+ qui va
© 2015 ‐ IFP Training
aller se déposer ailleurs.
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 14
Dégradations échangeurs
Vue de la plaque
Exemple 4 : E 112 tubulaire flottante
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 15
Dégradations échangeurs
Exemple 4 : E 112
Dézincification de la plaque tubulaire mobile en laiton (70 % Cu –
30 % Zn)
Les anodes de protection étant en fin de vie, le zinc de l’alliage est
consommé.
La dézincification des laitons est favorisée par une faible vitesse
de circulation, une faible teneur en oxygène dissous dans l’eau et
une température élevée.
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 16
Dégradations échangeurs
Corrosion par aération
Exemple 5 : E 114 différentielle sous dépôts
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 17
Dégradations échangeurs
Exemple 6 : E 113
Corrosion interne
de la tête mobile
au niveau des
soudures et des
zones rechargées.
Le phénomène
d’anode est
aggravé en raison
des zones
cathodiques créées
par les restes de
© 2015 ‐ IFP Training
revêtement
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 18
Dégradations échangeurs
Exemple 7 : Corrosion sous calorifuge
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 19
Dégradations échangeurs
Corrosion sous calorifuge
Exemple de RBI
Tableau 2. 9: Établissement du risque de présence de corrosion
Température
T°<‐I0°C ‐10<T°<60°C Cyclique
60<T°< 120°C
T°> 150°C 120<T°<150°C ‐10<T°<150°C
Age ou état du
>25 ans ou fortement P3 P4 P5 P5
calorifuge et/ou dégradé
frigorifuge
Localement dégradé ou
non étanche P2 P3 P4 P5
Nombreux piquages ou
sans peinture sous P1 P2 P3 P4
calorifuge*
< 10 ans, ou calorifuge en
bon état ou peinture sous P1 P1 P2 P3
calorifuge* existante
© 2015 ‐ IFP Training
Pas de calorifuge'
PO PO PO PO
Pi étant la probabilité de dégradation sous calorifuge. *ou frigorifuge.
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 20
Dégradations échangeurs
Phénomène d’érosion
Exemple 8 autour de chicanes
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 21
Dégradations échangeurs
Exemple 10
Échangeur de tête de distillation atmosphérique
(tubes en duplex: 22 % Cr 5 % Ni)
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 22
Quelles dégradations observez‐vous ?
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 23
Quelles dégradations observez‐vous ?
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 24
Corrosion interne acide
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 25
Quelle dégradation observez‐vous ?
(voir aussi diapo suivante)
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 26
Quelle préconisation envisagez‐vous ?
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 27
Exemple de préconisation
1. Dépose manuelle de 5 bouchons fuyards
2. Taraudage de la plaque avant au même diamètre et avec le même pas que
précédemment (vérifier les informations sur le plan d’origine)
3. Surfaçage manuel des faces d’appui des bouchons sur la plaque avant
4. Mesurer joints en acier doux
5. Mise en place de joints en acier doux Graissage des filetages des bouchons
6. Mise en place de bouchons neufs
7. Serrage manuel au couple préconisé sur le plan de chaudronnerie d’origine (à
défaut 415N.m)
8. Dépose des 5 bouchons et vérification de l’écrasement des joints (épaisseur
résiduelle entre à.23 et 0.38mm)
9. Ajuster le couple de serrage si nécessaire pour arriver à ces écrasements
10. Répéter les opérations 2 à 7 avec le couple de serrage retenu en 9 pour
© 2015 ‐ IFP Training
l’ensemble des bouchons fuyards
11. Vérifier l’étanchéité à l’aide d’un essai hydraulique à la pression de calcul
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 28
Idégradations externes
L’écrasement des ailettes a pour effet :
• de dégrader l’échange thermique
• d’empêcher des contrôles radio
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 29
Dégradations des portées de joint
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 30
Dégradation des calandres
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 31
Dégradation plus rare mais c’est arrivé
Les contraintes thermiques ont initialisé la rupture fragile, et la boite
de distribution s’est déchirée avec l’aide des contraintes de pression
côté tube.
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 32
Autres types de dégradations
Dédugeonnage lors d’opérations de manutention
Ovalisation de la calandre lors du soudage d’un piquage
Plan non conforme à l’existant : nouveau faisceau impossible à
rentrer ‐> meulage des chicanes/joints pas adaptés
Exotherme : faisceau en spaghetti
Rupture de tubes suite à des vibrations
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 33
Inspection
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 34
Endoscopie
Parmi les techniques d’inspection, le visuel associé à l’endoscopie
constitue la 1ère technique d’inspection
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 35
Qu’observez‐vous ?
Les embouts de tubes sont très
fins, et risquent de percer
Comment mesurer l’épaisseur
résiduelle ?
• Extraction d’un tube
• Calibration interne (voir photo sur
diapo suivante)
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 36
Calibration
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 37
CND
Visuel / Endoscopie
Il existe d’autres techniques de CND (voir EIESCIP3)
• Iris
• Courant de Foucault
• Radio
• Prélèvement de tubes
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 38
Maintenance
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 39
Piqures dans tubes d’aéros
À part remplacer les aéros que peut‐on faire ?
Installer des inserts
• En PTFE
• En alliage
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 40
Manchon en alliage
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 41
Cas de dégradations
Corrosion interne par
condensations acides
Dégradation mécanique d’insert
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 42
Inserts en PTFE
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 43
Réfection des soudures et mise en place d’inserts en PTFE
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 44
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 45
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 46
Dudgeonnage hydraulique
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 47
Obturation par pop a plug
Système d'obturation breveté pour tubes
d'échangeur thermique "POP‐A‐PLUG"®
Pop.A.Plug II "P2" ‐ le système d'obturation pour Tubes
d'Échangeur de la Nouvelle Génération
A la capacité de supporter des pressions d'épreuve
jusqu'à 410 bar et pour des tubes de 10 mm à 37 mm
de diamètre.
L'utilisation est facile : dans la zone de la liaison
tubes‐plaque tabulaire. L'opérateur Presto Fuites
positionne les obturateurs à l'intérieur des tubes.
L'opérateur fixe ensuite l'obturateur au moyen d'un
outil hydraulique. Lors de cette opération, un
dispositif de rupture contrôle l'effort de montage,
éliminant ainsi le risque d'endommager la plaque
tabulaire. Finis les obturateurs soudés ou
violemment éjectés ! Le P2 est conçu pour obturer
© 2015 ‐ IFP Training
rapidement, simplement et en toute sécurité, "une
fois monté, vous pouvez l'oublier".
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 48
Bouchons sur PT
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 49
Bouchons sur la PT
© 2015 ‐ IFP Training
RC ‐ MX EIR ‐ 07824_B_F ‐ Rév. 0 ‐ 27/03/2015 ‐ Entretien‐Inspection des équipements d’échange thermique 50
Raffinage-Chimie
———
ÉCHANGEURS
— Exemple de “check-list” d’inspection —
MX EIR - 07825_A_F - Rév. 0 10/05/2012
© 2012 - IFP Training
1
Numéro Définition ou poste Observations Document de
référence
Inspection des échangeurs en service
A 1 Sécurité de l’intervention
1 • Vérifier la conformité des accès spécifiques 1) Pour l’inspection interne se
référer au § B.1
2 • Vérifier les conditions d’entrée dans la zone 2) Par accès spécifiques : échelles,
passerelles, escaliers ...
3 • Noter les conditions de service
2 Inspection des accès / plates-formes
1 • En général non applicable
2 • Si applicable voir état général
3 Inspection externe des instruments et API 572
équipements montes, des chemins de câble § 8.3.10.
1 • Soupapes de sécurité :
- intégrité du plombage
- étiquetage/Plaque signalétique : traçabilité
- équipement/soupape
- état général /Fuite aux joints
2 • Instruments (PG, TI, etc.) :
- état général / fuites aux joints API 572 §
8.1.10
3 • Chemins de câbles / câbles :
- intégrité physique
4 • Robinetterie d’isolement :
- identification
- état général / fuites aux joints / aux presse-
étoupe
07825_A_F © 2012 - IFP Training
2
Inspection des échangeurs en service
A 4 Inspection des enveloppes calorifuge Lorsque applicable uniquement :
1 • État de la tôle du calorifuge : état physique S’applique à l’ensemble des parties API 572
(bosses, déchirures) calorifugées, boîte de distribution, § 8.3.11.
calandre, fond
2 • Étanchéité aux joints, à la visserie
3 • Présence de solutions de continuité au passage
de tubulures, supports :
- Tubulures Détailler les tubulures et les supports
- Supports, bracons
- Pontets supports de plaque de firme ou de
timbre
- Oreilles de levage
4 • Recouvrement des brides
5 • Présence de rouille sur l’enveloppe (coulures) A vérifier principalement au niveau
des solutions de continuité
6 • Température de peau - Thermographie / infrarouge
- Thermomètre à contact
Définir la méthode avant inspection
5 Inspection / contrôle du calorifuge et
frigorifuge
1 • État physique / consistance / épaisseurs / nature Ce contrôle n’est conduit qu’en cas Suivant ASTM
de doute sur la qualité du calorifuge correspondant
2 • Masse volumique
au produit
3 • Taux d’humidité Non prévu dans l’inspection de base
4 • Teneur en chlorures/ sulfates
6 Inspection des viroles sous calorifuge
1 • Définition des zones à décalorifuger Optionnel
2 • État de la peinture sous calorifuge Plan
3 • Vérifier l’absence de cratères de corrosion sur (cartographie)
les viroles, fonds, piquages
7 • Inspection des ignifuges de jupe
1 • Intégrité physique/ Vérifier l'absence de grandes Lorsque applicable uniquement
fissures/ compacité
2 • Liaison de l'ignifuge (absence de corrosion)
8 • Inspection des jupes sous ignifuge
1 • Définition des zones à inspecter Lorsqu'un problème est détecté sous Plan
l'ignifuge (cartographie)
2 • Vérifier l'intégrité de la jupe sous l'ignifuge
(absence de corrosion)
07825_A_F © 2012 - IFP Training
3
Inspection des échangeurs en service
A 12 3 • Selles de renforts de tubulures : Identifier chaque selle de renfort § 8.3.8.
- Vérifier les soudures
- Vérifier l’absence de fuite Si besoin, établir un état selon une
grille de contrôle
- Contrôler les épaisseurs de selles (si risque de
corrosion)
- Contrôler la présence/l’absence des bouchons
- Vérifier l'absence de corrosion du cordon de
soudure
4 • Plaque d’identité :
- Vérifier la fixation du pontet support Les vérifications seront effectuées à
- Vérifier la présence, la lisibilité et la fixation de chaque visite en marche ou à l'arrêt
la plaque de firme
- Vérifier la présence et la fixation de la plaque
de timbre
- Vérifier la conformité par rapport à l'état
descriptif
5 • Vérifier les goussets supports, oreilles de Si besoin est, et en cas de doute,
levage, l’ensemble des soudures faire un contrôle par ressuage ou
d’attaches aux parties sous pression ou magnétoscopie des soudures
d’attaches structurales : d’attaches.
* État des soudures (corrosion, striction, - Potences
absence de fissures)
* Contrôler l’épaisseur des cordons de - Oreilles de levage
soudure
- Goussets porteurs d’échelles,
* Contrôler / vérifier l’absence de escaliers
déformation des goussets
6 • Vérifier les brides et connexions : Identification de chaque bride § 8.3.8.
- Absence de traces de fuite ou de coulures Apporter une grande attention aux
- Intégrité physique (absence de déformation) connexions filetées
- Goussets de renfort (si applicable)
- Dépassement des tiges filetées
- Conformité des tiges filetées
7 Inspection / contrôle des boulons d’ancrage En cas de dégradation du mortier de § 8.3.4.
scellement, la vérification de la
- Contrôler l’état du mortier de scellement
section du boulon d’ancrage sous
- Vérifier/contrôler l’état des boulons d’ancrage
l’écrou est nécessaire
8 État des tubulures
- Corrosion / Érosion
- Aspect des soudures
- Déformations éventuelles
07825_A_F © 2012 - IFP Training
4
Document de
Numéro Définition ou poste Observations
référence
Inspection interne
B 1 Sécurité de l’intervention
1 • Vérifier que toutes les conditions préliminaires Voir également A.1
pour effectuer une inspection sont remplies
Les conditions de sécurité pour
2 • Vérifier l’autorisation de pénétrer dans la capacité l’inspection interne d’un échangeur
s’appliquent surtout à la calandre
3 • Signer le cahier de visite interne avant d’effectuer
l’inspection
4 • Vérifier la présence de l’indication (pancarte,
autocollant ...) « autorisation de pénétrer » datée
du jour et signée sur les trous d’homme
5 • Vérifier la conformité des accès spécifiques pour (oxygènomètre portable ?)
la visite interne
6 • Avant de pénétrer dans l’échangeur, coller
l’étiquette « INSPECTION EN COURS »
renseignée sur la bride de calandre
7 • Dès que l’inspection est terminée, enlever A la fin de l’inspection
l’autocollant « INSPECTION EN COURS »
8 • Signer le cahier de visite interne « Inspection
terminée »
Circuit faisceau
2 Inspection "à l’ouverture"
Boîte de distribution et couvercle
1 • Vérifier la présence de dépôt dans la boîte de
distribution et les tubes du faisceau :
- Quantité de dépôt (évaluation en litres)
- Aspect du dépôt (couleur, consistance)
- Prélèvement d’échantillon (selon besoins)
2 • Évaluer le degré de bouchage des tubes du Passe par passe en %
faisceau
3 • Évaluer le degré de colmatage des filtres à Lorsque applicable
moules
4 • Confirmer le type de nettoyage :
- Tringlage Filin ou jet
- Pompe HP Exclusivement en extérieur SITE
- Soufflage à l’air
- Nettoyage au solvant
- Nettoyage manuel
07825_A_F © 2012 - IFP Training
5
Inspection interne
B 3 Inspection après nettoyage de la boîte de
distribution et du couvercle
1 • Vérifier l’état de surface après nettoyage
2 • Vérifier l’état des portées de joints : Portées de joints du couvercle et des
brides de la boîte de distribution
- Propreté
- Marquage mécanique
- Corrosion - Érosion
3 • Vérifier l’état des joints (démontés) :
- Marquage, écrasement, déchirure Joints BD / couvercle
- Traces de fuites BD / calandre
4 • Vérifier l’état physique du couvercle de la boîte
de distribution :
- Salissures permanentes
- Corrosion
- Revêtement intérieur
* Adhérence
* État physique En % de surface
* Dégradation
• Placages - Doublages - Rechargements
- État des soudures
- Décollements
- Fissurations
- Absence de déformations
5 • Vérifier l’état du système de protection
anticorrosion active :
- État des anodes
- Consommation estimée (% volume ou poids)
- Fixation
6 • Vérifier l’état des filtres, filtres à moules : BD uniquement
- Attaches
- Boulonnerie
- État général du filtre
- Salissures permanentes
- Degré de corrosion / type
7 • État physique interne des viroles et fonds
bombés :
- Salissures permanentes
- Corrosion / érosion / blistering
- Plaque(s) de partition(s)
- Trou d’équilibrage
- Déformation éventuelle Vérifier épaisseur cordon (noter
- Aspect des soudures fissuration éventuelle)
07825_A_F © 2012 - IFP Training
6
Inspection interne
B 8 • Revêtement interne :
- État physique
- Adhérence
% de surface
- Dégradation
9 • Placages - Doublages - Rechargements
- État des soudures
- Décollements
- Fissurations
- Déformation éventuelle
10 • État des soudures des viroles :
- Absence de corrosion
- Absence de fissuration
11 • Vérifier l’absence de déformation, d’ovalisation :
- Vérifier la rectitude
12 • Vérifier l’état des piquages :
- Bouchages Vérifier l’absence de corrosion sous
- Corrosion / érosion dépôt
- État des soudures sur la virole
- État des placages/rechargements/doublage
- État des filetages (sur tubulures filetées après
démontage des bouchons et des instruments)
Chaque tubulure doit être contrôlée
- Portées de joints
4 Inspection des têtes mobiles à l’ouverture Lorsque applicable uniquement
1 • Vérifier la présence de dépôt Se référer au § B2.1.
2 • Évaluer le degré de bouchage des tubes du Sur les passes retour
faisceau
3 • Confirmer le type de nettoyage Voir § B2.4.
5 Inspection des têtes mobiles après nettoyage Se référer au § B.3.
1 • Vérifier l’état de surface après nettoyage
2 • Vérifier l’état des portées de joints
3 • Vérifier l’état des joints
4 • Vérifier l’état du système de protection active
5 • Vérifier l’état physique interne du fond
6 • Vérifier l’état physique des demi-lunes
7 • Vérifier l’état physique des éclisses
8 • Vérifier la boulonnerie :
- Corrosion
- Conformité par rapport aux spécifications
07825_A_F © 2012 - IFP Training
7
Inspection interne
B 6 Inspection des faisceaux au démontage avant
nettoyage
1 • Vérifier la présence de dépôt
2 • Confirmer le type de nettoyage Se référer au § B2.4.
7 Inspection des faisceaux après nettoyage
1 • Vérifier l’état des portées de joints sur plaques Se référer au § B3.2
tubulaires
2 • Vérifier l’état physique des plaques tubulaires : Pour les plaques tubulaires en
alliage cuivreux, attention à la
- Salissures permanentes
dézincification !
- Corrosion, érosion
3 • Contrôler les épaisseurs des plaques tubulaires
4 • État des zones dudgeonnées / soudées Fissuration
5 • Adhérence des doublages métalliques
6 • État du revêtement Si applicable
7 • Vérifier la conformité de la situation des tubes Établir une cartographie, vérifier la
bouchonnés concordance du bouchonnage des
tubes entre plaque fixe et plaque
tubulaire
8 • Vérifier la plaque tubulaire mobile (côté
calandre) pour un marquage éventuel par la
contre-bride
9 • Vérifier l’état physique du squelette constituant
l’ossature :
- Déformation
- Corrosion
- Soudures sur chicanes transversales
- Fixation sur les plaques tubulaires Déformations, corrosion, soudure de
blocage, boulonnerie
- Vérification de l’état des tirants et
entretoises...
10 • Vérifier l’état des chicanes transversales idem § 9.9.
11 • Vérification de l’état des chicanes de partition idem § 9.9.
12 • Vérification des plaques déflectrices :
- Corrosion / érosion / déformation
- Soudures sur espaceurs (ou chicanes) ou
ossature
- Solidité
- Déformation
07825_A_F © 2012 - IFP Training
8
Inspection interne
B 13 • Vérification de l’encrassement résiduel après Interne et externe
nettoyage
14 • Vérifier l’état physique externe des tubes :
- Déformation
- Corrosions / érosions / usures
- Libre mouvement au passage chicanes
- Mesure du ∅ extérieur Dans le cas de corrosion externe
significative
15 • Vérifier l’état physique interne des tubes :
- Extrémités des tubes (chocs...)
- Érosion / corrosion
16 • État de corrosion / érosion corrosion :
- Prélèvement destructif
- Men endoscopique
Lorsque requis, établir une
- Contrôle « Frend » ou autre
spécification de contrôle particulière
Circuit calandre
8 Inspection des calandres et fonds de calandre à
l’ouverture
1 • Vérifier la présence de dépôt Se référer au § B.2.1.
2 • Confirmer le type de nettoyage Se référer au § B.2.4.
9 Inspection des calandres et fonds de calandre
après nettoyage
1 • Vérifier l’état de surface après nettoyage
2 • Vérifier l’état des portées de joints Se référer au § B.3.2.
3 • Vérifier l’état des joints (Faisceau / calandre)
Se référer au § B.3.3.
4 • Vérifier l’état physique interne des viroles : Se référer au § B.3.7. et aux points
ci-contre
- Noter la présence éventuelle d’arrachement de
métal (marques d’extraction)
- Vérifier l’absence de déformations,
d’ovalisation
- Vérifier la bonne rectitude
- Vérifier les dispositifs de centrages de
faisceau
- Vérifier les parois étanches de déversoirs Dans le cas des échangeurs BKU
5 • Vérifier l’état des demisters Dans le cas de certains Kettles
6 • Vérifier les dispositifs de soufflets de dilatation Lorsque applicable
7 • Vérifier l’état des piquages Se référer au § B.3.12.
8 • Vérifier l’aspect des soudures
07825_A_F © 2012 - IFP Training
9
Procédure
Numéro Définition ou poste Observations
associée
Test de résistance et d’étanchéité
C 1 • Définir les zones à décalorifuger Attention ces tests ont lieu après
réparation éventuelle et remontage
si applicable
2 • Définir les zones à sabler ou brosser Définir également le degré de soin
3 • Vérifier la bonne application du type de fluide
retenu
4 • Vérifier l'existence et la cohérence des Pour équipements soumis
marquages
2 Sécurité de l’intervention
• Définir les conditions d’accès Si nécessaire
3 Test
1 • Vérifier la conformité du certificat
d'étalonnage et vérifier le 0 du manomètre et
la cohérence des indications de pression
2 • Durant le remplissage, vérifier qu'il n'y ait
aucune anomalie (déformation)
3 • S’assurer de la mise en pression selon
procédure définie
4 • Durant la mise en pression vérifier les Témoins de déformation, si
témoins de déformation et l’absence de fuites applicable (procédure spécifique à
établir)
5 • A la stabilisation, vérifier le maintien de la
pression, l’absence de suintement
6 • Inspecter pour l’absence de
suintements/fuites
07825_A_F © 2012 - IFP Training
10
Procédure
Numéro Définition ou poste Observations
associée
Contrôles lors du remontage
D 1 Sécurité de l’intervention Réf. § A.1. et B.1.
2 Opérations de réparation, modification et Points à traiter selon exigences
remontage particulières
1 • Suivant les opérations de réparation, modification À charge autres services :
et remontage, établir un plan qualité - vérification couple de
dudgeonnage
- test d’étanchéité
- vérification centrage
- serrage des fonds flottants si
boulonnerie spéciale ou joints
spéciaux
2 • Contrôle des modifications et/ou réparations À définir dans un plan d'inspection
éventuelles spécifique
3 • Conformité des joints et de la boulonnerie À charge autres services
4 • Opérations de serrage / vérification de Lorsqu’un serrage contrôlé est
l’allongement des tiges filetées requis, à charge autres services
07825_A_F © 2012 - IFP Training
Vous aimerez peut-être aussi
- 2-Gammes de Maintenance PreventiveDocument162 pages2-Gammes de Maintenance PreventiveAnoir AkkariPas encore d'évaluation
- 2-Gammes de Maintenance PreventiveDocument162 pages2-Gammes de Maintenance PreventiveAnaibar TarikPas encore d'évaluation
- Maintenance Technicien FrigoristeDocument91 pagesMaintenance Technicien FrigoristeKhalil Diene88% (8)
- HM Module 2 Gammes de Maintenance Preventive 2Document97 pagesHM Module 2 Gammes de Maintenance Preventive 2Makki ABDELLATIFPas encore d'évaluation
- Mise en Serive Étape Par ÉtapeDocument11 pagesMise en Serive Étape Par Étapemameri malek100% (2)
- Mode Opératoire de Maintenance Des Postes MT BTDocument17 pagesMode Opératoire de Maintenance Des Postes MT BTmedbahi86% (7)
- 2-Gammes de Maintenance PreventiveDocument162 pages2-Gammes de Maintenance PreventiveMahdi SamiPas encore d'évaluation
- Froid ClimatisationDocument91 pagesFroid ClimatisationBarnoussi ChafikPas encore d'évaluation
- Formation ClimatiseurDocument2 pagesFormation ClimatiseurriadhPas encore d'évaluation
- L InflammationDocument6 pagesL InflammationAmine Dido100% (1)
- Entretien Et Depannage PDFDocument157 pagesEntretien Et Depannage PDFMãl Îk100% (1)
- Présentation Maintenance Poste V1Document64 pagesPrésentation Maintenance Poste V1Mouhamed Abdoulaye Niang100% (2)
- TP1 Bus CAN-2Document7 pagesTP1 Bus CAN-2samsoum1Pas encore d'évaluation
- Psychotechnique 1Document19 pagesPsychotechnique 1Modeste Alla67% (3)
- VA Ligne Réglage ArevaDocument98 pagesVA Ligne Réglage Arevalisley perezPas encore d'évaluation
- Politique de Maintenance-Postes v0Document31 pagesPolitique de Maintenance-Postes v0Maxence Kouessi100% (1)
- PR Ehs Gr6 Pc03-Ta Rév eDocument34 pagesPR Ehs Gr6 Pc03-Ta Rév ekarech mounir100% (5)
- Examen National Du Brevet de Technicien Supérieur Session Mai 2019 - Sujet - 1Document20 pagesExamen National Du Brevet de Technicien Supérieur Session Mai 2019 - Sujet - 1Fatima Ez ZahraePas encore d'évaluation
- Confort ThermiqueDocument21 pagesConfort Thermiquetennich fatma100% (4)
- FD X07-029-2Document29 pagesFD X07-029-2MBODO Kouadio Samuel100% (1)
- 1344 20cours 20de 20base 20fioul FDocument63 pages1344 20cours 20de 20base 20fioul FSadikJohnPas encore d'évaluation
- Choix Du Régulateur Et de L'onduleurDocument18 pagesChoix Du Régulateur Et de L'onduleurTOPASOPas encore d'évaluation
- PR-009-B - Dalots Béton Armé in Situ V05Document45 pagesPR-009-B - Dalots Béton Armé in Situ V05Morade DifPas encore d'évaluation
- Lab Gta 24Document22 pagesLab Gta 24Hassan HoudoudPas encore d'évaluation
- Eee-0118-7-Clc-Mec-002-01. NC Mecanique Reservoir Eau IncendieDocument34 pagesEee-0118-7-Clc-Mec-002-01. NC Mecanique Reservoir Eau Incendieakarne Youness100% (1)
- Annexe 18 - ErpDocument22 pagesAnnexe 18 - ErpAnthony VIDALPas encore d'évaluation
- NF EN 12697-24 - Mélanges Bitumineux - Méthodes D'essai Pour Mélange Hydrocarboné À Chaud - Partie 24 Résistance À La Fatigue PDFDocument54 pagesNF EN 12697-24 - Mélanges Bitumineux - Méthodes D'essai Pour Mélange Hydrocarboné À Chaud - Partie 24 Résistance À La Fatigue PDFIbo BahouchePas encore d'évaluation
- Baudry - Ecriture Fiction Idéologie - Tel QuelDocument11 pagesBaudry - Ecriture Fiction Idéologie - Tel Queltomgun11Pas encore d'évaluation
- 11BAC - Rapport InspectionDocument11 pages11BAC - Rapport Inspectionenergy techPas encore d'évaluation
- Documents À Transmettre Au Maître L'ouvrageDocument32 pagesDocuments À Transmettre Au Maître L'ouvragehassen gannouniPas encore d'évaluation
- Ja Delmas Service Catalogue Services FRDocument28 pagesJa Delmas Service Catalogue Services FRabdoulkhaled35Pas encore d'évaluation
- Procédure Essais Hydro R1Document23 pagesProcédure Essais Hydro R1BensmatPas encore d'évaluation
- VCC Instruction Manual - FR - 2022Document74 pagesVCC Instruction Manual - FR - 2022Korbous HfPas encore d'évaluation
- RC MDF V5 300710Document25 pagesRC MDF V5 300710Wilbur MintahPas encore d'évaluation
- Plaquette Local Poste HtaDocument5 pagesPlaquette Local Poste HtaAhmed BoutichePas encore d'évaluation
- Fiche 8-Plan de ControleDocument6 pagesFiche 8-Plan de ControlecnegrelloPas encore d'évaluation
- Service Maintenance Transfos SecsDocument9 pagesService Maintenance Transfos SecsMProd AmmoPas encore d'évaluation
- 11-FMP - Oncf - Gare CP - Clim - SS MuralDocument4 pages11-FMP - Oncf - Gare CP - Clim - SS MuralMohsine HarikiPas encore d'évaluation
- Liste de ReferenceDocument16 pagesListe de ReferencesalahjallaliPas encore d'évaluation
- Fiche 3 Bonnes Pratiques de LatelierDocument8 pagesFiche 3 Bonnes Pratiques de LatelierAbdel Autoroute du KiffPas encore d'évaluation
- Rapport Q22 22379A 001 077 Analyse ChimiqueDocument1 pageRapport Q22 22379A 001 077 Analyse ChimiqueAndré GilbertPas encore d'évaluation
- 120-08566 Mesures Automatiques Des Quantités Stockées PP STTDocument8 pages120-08566 Mesures Automatiques Des Quantités Stockées PP STTserge RinaudoPas encore d'évaluation
- MARK NOT 02.00 FR EntretienExploitation EFFI+Document15 pagesMARK NOT 02.00 FR EntretienExploitation EFFI+Ismail YavuzPas encore d'évaluation
- PR-012-B - Tunnel - Excavation Et Soutènement V02Document42 pagesPR-012-B - Tunnel - Excavation Et Soutènement V02Morade DifPas encore d'évaluation
- Catu - Catalogue - Solutions Pour Opérations Sur Véhicules Électriques Et Hybrides - 2021Document93 pagesCatu - Catalogue - Solutions Pour Opérations Sur Véhicules Électriques Et Hybrides - 2021ZorbanfrPas encore d'évaluation
- Sujet 2Document6 pagesSujet 2Eba Jean aymardPas encore d'évaluation
- Attestation D'AccreditationDocument51 pagesAttestation D'AccreditationZaineb Ben AbdallahPas encore d'évaluation
- Adoucisseur CPED Prestige IIDocument36 pagesAdoucisseur CPED Prestige IINoel RectonPas encore d'évaluation
- Proposition Commerciale - Ayoki - N°0363-2020-Drf-Ra-01Document4 pagesProposition Commerciale - Ayoki - N°0363-2020-Drf-Ra-01Smart ShivaPas encore d'évaluation
- Chapitre 5Document3 pagesChapitre 5Mohamed Salim CompaorePas encore d'évaluation
- Procedure de Traitement de Tubes R1Document8 pagesProcedure de Traitement de Tubes R1BensmatPas encore d'évaluation
- Descriptif General Essais Site - eDocument26 pagesDescriptif General Essais Site - erachid mezaouiPas encore d'évaluation
- Standard Log 047 - 00 - Maintenance ElectriciteDocument4 pagesStandard Log 047 - 00 - Maintenance ElectriciteTeddy SmithPas encore d'évaluation
- FA166891Document26 pagesFA166891MPBGDPas encore d'évaluation
- MeriemDocument27 pagesMeriemhacenePas encore d'évaluation
- Test Et Demarrage Des PompesDocument19 pagesTest Et Demarrage Des PompesstephanePas encore d'évaluation
- Standard Log 049 - 00 - Inspection Des Tuyauteries HydrocarburesDocument10 pagesStandard Log 049 - 00 - Inspection Des Tuyauteries HydrocarburesTeddy Smith100% (1)
- Esmtp - NDC GRP Electrogene - Rev-B - v00Document7 pagesEsmtp - NDC GRP Electrogene - Rev-B - v00ahcene kaisPas encore d'évaluation
- Presentation Sae s2 EtudiantsDocument8 pagesPresentation Sae s2 Etudiantsbor652799Pas encore d'évaluation
- AEROPROTEC Liste Certifications Accreditations Qualifications MAJ 28092017Document31 pagesAEROPROTEC Liste Certifications Accreditations Qualifications MAJ 28092017quinton.julienPas encore d'évaluation
- ANNEXE 2007 20B 20CCTP 20lot 20forages 20V03Document48 pagesANNEXE 2007 20B 20CCTP 20lot 20forages 20V03ilyas ilyasPas encore d'évaluation
- PRÉSENTATIONDocument10 pagesPRÉSENTATIONNadjet BoumekouazPas encore d'évaluation
- Id-Atec-14.1 15-2081 V1 - Uni Pipe Plus (V30042020)Document9 pagesId-Atec-14.1 15-2081 V1 - Uni Pipe Plus (V30042020)Razvan mcPas encore d'évaluation
- NF en 754-1 2008Document20 pagesNF en 754-1 2008YvettePas encore d'évaluation
- تاشنملاو يرلا و ةيمومعلا لاغشلاا ةرازو ةيدعاقلا تلايوحتلاو دودسلل ةينطولا ةلاكولا Gةنايصلاو ةبقارملا ةيريدم للاغتساو تآشنملا .ةيقرشلا.ةيحانلل لخدتلاو شيتفتلا ةدحو .سيكروأ..دس EstDocument7 pagesتاشنملاو يرلا و ةيمومعلا لاغشلاا ةرازو ةيدعاقلا تلايوحتلاو دودسلل ةينطولا ةلاكولا Gةنايصلاو ةبقارملا ةيريدم للاغتساو تآشنملا .ةيقرشلا.ةيحانلل لخدتلاو شيتفتلا ةدحو .سيكروأ..دس Estanbt ourkisPas encore d'évaluation
- PH 3 - Energie CinitiqueDocument8 pagesPH 3 - Energie Cinitiqueayoub hannatPas encore d'évaluation
- La Chimie de L'Échelle de Teintes: Contexte Du SujetDocument5 pagesLa Chimie de L'Échelle de Teintes: Contexte Du SujetŚà Ĺãh ĎķłPas encore d'évaluation
- Hortense CVDocument2 pagesHortense CVHortiis bb AgbassanPas encore d'évaluation
- Etude de Linfrastructure RadierDocument14 pagesEtude de Linfrastructure RadierChawki ChawkiPas encore d'évaluation
- Ethique Et Soins Infirmiers: Novembre-Décembre 1993, Paraît 6 Fois Par An, 103e AnnéeDocument24 pagesEthique Et Soins Infirmiers: Novembre-Décembre 1993, Paraît 6 Fois Par An, 103e AnnéeBalemboyPas encore d'évaluation
- Isoupdate Oct2012Document23 pagesIsoupdate Oct2012BILELCFAPas encore d'évaluation
- CHAPITRE 7 Conservation Des MatériauxDocument11 pagesCHAPITRE 7 Conservation Des MatériauxJovanie KanzeuPas encore d'évaluation
- A3 GénéralitéIntroDocument3 pagesA3 GénéralitéIntroDany Defossez-anceauxPas encore d'évaluation
- ModesteDocument41 pagesModesteFrançois DemanoPas encore d'évaluation
- Fiche CommunicationDocument2 pagesFiche CommunicationSoukaina El TazyPas encore d'évaluation
- Ch-Manuel 2.0 Fr-FinalDocument118 pagesCh-Manuel 2.0 Fr-FinalISSOUF MAHAMOUDPas encore d'évaluation
- DSN Idcc p2v1Document38 pagesDSN Idcc p2v1come02Pas encore d'évaluation
- Snitem Synthese MDR 2018 ReglementationDocument13 pagesSnitem Synthese MDR 2018 ReglementationGgggggggggPas encore d'évaluation
- CPHY-221 Loi de Boyle-Mariotte Fiche ProfesseurDocument8 pagesCPHY-221 Loi de Boyle-Mariotte Fiche ProfesseurEl YassirPas encore d'évaluation
- TestsDocument2 pagesTestsMohammed BoumlikPas encore d'évaluation
- HHHHJHDocument9 pagesHHHHJHJihane BenhaddouPas encore d'évaluation
- Diaporama CCF-LV Partie1Document17 pagesDiaporama CCF-LV Partie1LorisPas encore d'évaluation
- Radware IG Feb 2011Document196 pagesRadware IG Feb 2011Diego Germán Domínguez HurtadoPas encore d'évaluation
- Tlaplace Pour DébutantsDocument2 pagesTlaplace Pour DébutantsKenla Charly juniorPas encore d'évaluation
- La Sécurité Humaine en Afrique de L'ouest: D: Éfis, Synergies Et Actions Pour Un Agenda RégionalDocument56 pagesLa Sécurité Humaine en Afrique de L'ouest: D: Éfis, Synergies Et Actions Pour Un Agenda RégionalKoutoua SamsonPas encore d'évaluation
- Optimal Control of Differential Equations With - oDocument158 pagesOptimal Control of Differential Equations With - oนนฐ์ทกร บุญรักชาติPas encore d'évaluation
- Solution Serie 3Document12 pagesSolution Serie 3Chaoune MedPas encore d'évaluation
- Lecon Phy 4Document3 pagesLecon Phy 4Greenli BethaniPas encore d'évaluation