Vous aimerez peut-être aussi
- Standard Log 011 - 00 - CriticiteDocument15 pagesStandard Log 011 - 00 - CriticiteTeddy Smith100% (1)
- Objet Et Champ D'action: Manuel Des Pipelines Et Distribution / Volume 3 MaintenanceDocument23 pagesObjet Et Champ D'action: Manuel Des Pipelines Et Distribution / Volume 3 MaintenanceMaaloul FakherPas encore d'évaluation
- DT 84 Rev B01 - Fev 2010Document67 pagesDT 84 Rev B01 - Fev 2010Anonymous ecpalSNPas encore d'évaluation
- Guide Professionnel GESIP 2007.05 - Edition de Janvier 2014 PDFDocument130 pagesGuide Professionnel GESIP 2007.05 - Edition de Janvier 2014 PDFNa Rjis100% (1)
- Procedure FRDocument20 pagesProcedure FRprince ghostePas encore d'évaluation
- Guide GESIP 2008 01 EDD - Rev 2019 - Version Du 19 Juillet 2019 BSERRDocument118 pagesGuide GESIP 2008 01 EDD - Rev 2019 - Version Du 19 Juillet 2019 BSERRKais Messaoudi100% (1)
- Rapport D'expertise Schneider Rev01Document28 pagesRapport D'expertise Schneider Rev01Touil HoussemPas encore d'évaluation
- French Action and Implementation Plan - Rev D (3!6!22) SDocument39 pagesFrench Action and Implementation Plan - Rev D (3!6!22) Swalid100% (1)
- Check List Des InspectionsDocument7 pagesCheck List Des InspectionsChawki ZerroukiPas encore d'évaluation
- DT 75 - 2017 Juin Rev3 FRDocument120 pagesDT 75 - 2017 Juin Rev3 FRChristophe VPas encore d'évaluation
- AFIAP CTP Reservoirs Sous Talus Juil 04 Rev1Document9 pagesAFIAP CTP Reservoirs Sous Talus Juil 04 Rev1Anonymous 24lnhhPas encore d'évaluation
- Rapport HazopDocument48 pagesRapport HazopMohamed Omar100% (1)
- Rapport Sur Une Visite Avant Épreuve VisuelDocument2 pagesRapport Sur Une Visite Avant Épreuve Visuelماهر زارعيPas encore d'évaluation
- FD X50-176 Août 2017Document58 pagesFD X50-176 Août 2017hachem100% (2)
- DT 93 PDFDocument57 pagesDT 93 PDFredouanePas encore d'évaluation
- PCI-PR-04-04 Procedure Epreuve Hydraulique Officielle Akram ApprouvéDocument13 pagesPCI-PR-04-04 Procedure Epreuve Hydraulique Officielle Akram ApprouvéomarPas encore d'évaluation
- Document D'audit de Conformité Reglementaire 18 - 09 - 2012Document32 pagesDocument D'audit de Conformité Reglementaire 18 - 09 - 2012walidPas encore d'évaluation
- PROCEDURE DE PROTECTION CONTRE LA CORROSIONRemise Au Client 25-10 PDFDocument12 pagesPROCEDURE DE PROTECTION CONTRE LA CORROSIONRemise Au Client 25-10 PDFTaha Ziane100% (1)
- Dossier de La Consultation EXP T 01-17Document58 pagesDossier de La Consultation EXP T 01-17gerheqh100% (2)
- Outil D'inspectionDocument27 pagesOutil D'inspectionChawki Zerrouki100% (1)
- Fiche D'évaluation PIPELINE 16-10-2018Document53 pagesFiche D'évaluation PIPELINE 16-10-2018Azizi Ghali100% (1)
- N2 - Méthodes Controle Externe Pipelines Sonatrac PDFDocument16 pagesN2 - Méthodes Controle Externe Pipelines Sonatrac PDFgfgf100% (1)
- Monitoring de La Corrosion PDFDocument35 pagesMonitoring de La Corrosion PDFCris Gaucho100% (1)
- Fiche 0 Les Points Clefs de La ReglementationDocument18 pagesFiche 0 Les Points Clefs de La Reglementationmamoudoubal100% (1)
- 0815-Ask-Sg-In-001 Specification D IntrumentationDocument18 pages0815-Ask-Sg-In-001 Specification D Intrumentationakram100% (1)
- Prcédure de Resssuage Rev00Document9 pagesPrcédure de Resssuage Rev00Usama SaPas encore d'évaluation
- Protocole Audit Environnemental DC-HSE2Document55 pagesProtocole Audit Environnemental DC-HSE2KADRI Mohammed LahbibPas encore d'évaluation
- JO 63 Condition D'octroi de L'autorisation de Torchage Par ALNAFTDocument23 pagesJO 63 Condition D'octroi de L'autorisation de Torchage Par ALNAFTBOUNATIROPas encore d'évaluation
- Maîtrise Des Risques Liés Aux PipelinesDocument10 pagesMaîtrise Des Risques Liés Aux PipelinesSana100% (2)
- Annexe VERITALDocument4 pagesAnnexe VERITALOran Hamid100% (1)
- NF en 12953-5Document23 pagesNF en 12953-5Nabil BachaPas encore d'évaluation
- Codeti 2001Document662 pagesCodeti 2001mohammed addalaPas encore d'évaluation
- Arrêté Du 9 Novembre 1972 Version Consolidee Au 20080926Document89 pagesArrêté Du 9 Novembre 1972 Version Consolidee Au 20080926nihed100% (1)
- Referentiel Distances de SecuriteDocument136 pagesReferentiel Distances de Securitekhiamdz100% (1)
- Distance de Sécurité RéservoirsDocument16 pagesDistance de Sécurité RéservoirsFredy Samuel Emah Emah100% (1)
- ARH Présentation - Finale PDFDocument16 pagesARH Présentation - Finale PDFCONDOR C8100% (1)
- CTP Dispositions Spécifiques Applicables Aux Réchauffeurs de Réservoirs de Stockage Éd 06 2007Document4 pagesCTP Dispositions Spécifiques Applicables Aux Réchauffeurs de Réservoirs de Stockage Éd 06 2007pomabe13Pas encore d'évaluation
- 2022 GCB 000 Pip Req 002Document9 pages2022 GCB 000 Pip Req 002Fady Bou Abboud100% (1)
- Lire Certificat MatièreDocument2 pagesLire Certificat MatièreDavid B.Pas encore d'évaluation
- 000 ZX e 09623 D0Document9 pages000 ZX e 09623 D0hamza brahmi100% (1)
- Procedure Boite À VideDocument6 pagesProcedure Boite À VideHocine Chekroun100% (1)
- Présentation NT109.01Document17 pagesPrésentation NT109.01Majdi JerbiPas encore d'évaluation
- 8060 - Tic PDFDocument20 pages8060 - Tic PDFfathiPas encore d'évaluation
- F 17-01 Mod 1 Compensateurs GeneralitesDocument47 pagesF 17-01 Mod 1 Compensateurs GeneralitesAmina TaissaPas encore d'évaluation
- SKT - Ain TemouchnetDocument2 pagesSKT - Ain Temouchnetmed chabane100% (1)
- S 0100 1530 001 - 3 Insp PDFDocument19 pagesS 0100 1530 001 - 3 Insp PDFAliZenatiPas encore d'évaluation
- Le Site MAROC PHOSPHORE OCP PDFDocument108 pagesLe Site MAROC PHOSPHORE OCP PDFIbtiPas encore d'évaluation
- Composition Du Dossier Final de L'équipementDocument2 pagesComposition Du Dossier Final de L'équipementPFE100% (1)
- LE By-PassDocument4 pagesLE By-Passcirage31100% (1)
- Test Conformite DBTDocument2 pagesTest Conformite DBTSimohamed BouikrarPas encore d'évaluation
- Mise À Jour Guide de Lecture GESIP AM 1432 Article 22-5 CompartimentageDocument6 pagesMise À Jour Guide de Lecture GESIP AM 1432 Article 22-5 CompartimentageMohamed AliPas encore d'évaluation
- Exemple de ProcedureDocument38 pagesExemple de ProcedureIlyes kPas encore d'évaluation
- NT 109.01 PDFDocument17 pagesNT 109.01 PDFSadok Kzadri100% (1)
- Controle Reglementaire APP PDFDocument25 pagesControle Reglementaire APP PDFماهر زارعيPas encore d'évaluation
- DT 32 PDFDocument53 pagesDT 32 PDFKhalid MKHALIDPas encore d'évaluation
- Standard: Direction Logistique DGRM STD-LOG 001Document6 pagesStandard: Direction Logistique DGRM STD-LOG 001Teddy Smith100% (1)
- Standard: Direction Logistique DGRM STD-LOG 005Document6 pagesStandard: Direction Logistique DGRM STD-LOG 005Teddy Smith100% (1)
- Standard Log 010 - 00 - Degazage - NettoyageDocument40 pagesStandard Log 010 - 00 - Degazage - NettoyageTeddy SmithPas encore d'évaluation
- Standard Log 012 - 00 - Reception PipelineDocument4 pagesStandard Log 012 - 00 - Reception PipelineTeddy SmithPas encore d'évaluation
- Standard: Direction Logistique DGRM STD-LOG 002Document11 pagesStandard: Direction Logistique DGRM STD-LOG 002Teddy Smith100% (1)
- Standard: Direction Logistique DGRM STD-LOG 016Document5 pagesStandard: Direction Logistique DGRM STD-LOG 016Teddy SmithPas encore d'évaluation
- Standard Log 006 - 00 - Reception FerDocument8 pagesStandard Log 006 - 00 - Reception FerTeddy SmithPas encore d'évaluation
- Standard Log 048 - 00 - AutomatismeDocument8 pagesStandard Log 048 - 00 - AutomatismeTeddy SmithPas encore d'évaluation
- Standard Log 007 - 01 - Reception Par BargeDocument13 pagesStandard Log 007 - 01 - Reception Par BargeTeddy SmithPas encore d'évaluation
- Standard Log 050 - 00 - Gestion Des DechetsDocument10 pagesStandard Log 050 - 00 - Gestion Des DechetsTeddy SmithPas encore d'évaluation
- Standard Log 047 - 00 - Maintenance ElectriciteDocument4 pagesStandard Log 047 - 00 - Maintenance ElectriciteTeddy SmithPas encore d'évaluation
- Standard Log 046 - 00 - CuvettesDocument20 pagesStandard Log 046 - 00 - CuvettesTeddy SmithPas encore d'évaluation
- Standard Log 009 - 00 - Passation de ConsignesDocument3 pagesStandard Log 009 - 00 - Passation de ConsignesTeddy SmithPas encore d'évaluation
- Standard Log 012 - 00 - Reception PipelineDocument4 pagesStandard Log 012 - 00 - Reception PipelineTeddy SmithPas encore d'évaluation
- Standard Log 010 - 00 - Degazage - NettoyageDocument40 pagesStandard Log 010 - 00 - Degazage - NettoyageTeddy SmithPas encore d'évaluation
- Standard Log 008 - 00 - Reception CamionDocument6 pagesStandard Log 008 - 00 - Reception CamionTeddy Smith100% (1)
- Standard: Direction Logistique DGRM STD-LOG 004Document7 pagesStandard: Direction Logistique DGRM STD-LOG 004Teddy SmithPas encore d'évaluation
- Standard: Direction Logistique DGRM STD-LOG 005Document6 pagesStandard: Direction Logistique DGRM STD-LOG 005Teddy Smith100% (1)
- Standard: Direction Logistique DGRM STD-LOG 001Document6 pagesStandard: Direction Logistique DGRM STD-LOG 001Teddy Smith100% (1)
- Standard: Direction Logistique DGRM STD-LOG 002Document11 pagesStandard: Direction Logistique DGRM STD-LOG 002Teddy Smith100% (1)
- Standard: Direction Logistique DGRM STD-LOG 003Document5 pagesStandard: Direction Logistique DGRM STD-LOG 003Teddy Smith100% (1)
- Devoir de Synthèse N°2 - Sciences Physiques - 1ère AS (2013-2014) MR Alibi AnouarDocument3 pagesDevoir de Synthèse N°2 - Sciences Physiques - 1ère AS (2013-2014) MR Alibi AnouarimedPas encore d'évaluation
- Compte Rendu FonderieDocument9 pagesCompte Rendu FonderiedmedmahdiPas encore d'évaluation
- Compact NSX PDFDocument50 pagesCompact NSX PDFMouna BoujelbenPas encore d'évaluation
- SVT 3ème - L10 - La Dégradation Du SolDocument7 pagesSVT 3ème - L10 - La Dégradation Du SolYVESPas encore d'évaluation
- Ia 09 AnnDocument17 pagesIa 09 AnnSarra HamzaPas encore d'évaluation
- CM1 L9 Ranger Des Fractions Simples 2020Document3 pagesCM1 L9 Ranger Des Fractions Simples 2020koss koss100% (1)
- Devoir de Contrôle N°3 - Math - 3ème Math (2017-2018) MR Meddeb TarekDocument2 pagesDevoir de Contrôle N°3 - Math - 3ème Math (2017-2018) MR Meddeb TarekChaker Ben MahmoudPas encore d'évaluation
- Devoir SondeDocument6 pagesDevoir Sondewassime FassiPas encore d'évaluation
- Referentiel RSE en LogistiqueDocument228 pagesReferentiel RSE en LogistiqueMarshall WilliamsPas encore d'évaluation
- Kitchen Xtone 2023Document89 pagesKitchen Xtone 2023Murat KanberoğluPas encore d'évaluation
- Grimoire Magie Terre BLANCDocument38 pagesGrimoire Magie Terre BLANCflorent34150100% (2)
- Transfert de Chaleur Par Rayonnement1 PDFDocument31 pagesTransfert de Chaleur Par Rayonnement1 PDFDemba SyllaPas encore d'évaluation
- CE WOURI EXAM BLANC PROB IH AVRIL 2024Document2 pagesCE WOURI EXAM BLANC PROB IH AVRIL 2024Valere DJOHPas encore d'évaluation
- Epistémologie Des Sciences HumainesDocument2 pagesEpistémologie Des Sciences HumainesmeldimanchePas encore d'évaluation
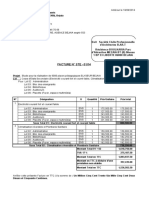
- Factures Etudes 2014Document14 pagesFactures Etudes 2014Achour SiderPas encore d'évaluation
- 1 - Contrôle Et ManagementDocument23 pages1 - Contrôle Et ManagementlolaPas encore d'évaluation
- Entretien Et Depannage PDFDocument157 pagesEntretien Et Depannage PDFMãl ÎkPas encore d'évaluation
- Dépannage Des Différentes Parties Des Machines ÉlectriquesDocument18 pagesDépannage Des Différentes Parties Des Machines ÉlectriquesNtui Junior71% (7)
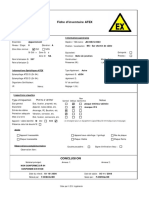
- Fiche D'inventaire ATEX: Informations Générales Appontement EnvironnementDocument2 pagesFiche D'inventaire ATEX: Informations Générales Appontement EnvironnementMohammed DjelailiPas encore d'évaluation
- Document - Unique - Evaluation - Risques - Professionnels ZMDocument11 pagesDocument - Unique - Evaluation - Risques - Professionnels ZMMariano OKEPas encore d'évaluation
- HTTP WWW - Electrostimulateurs-Manuels - FR Fichiers Manuels Globus Elite-S2 Elite-S2-Genesy-S2-Duo-TensDocument40 pagesHTTP WWW - Electrostimulateurs-Manuels - FR Fichiers Manuels Globus Elite-S2 Elite-S2-Genesy-S2-Duo-TensMEDARBEL AbdelkrimPas encore d'évaluation
- Mhe Strategie de Developpement Rural 2003Document66 pagesMhe Strategie de Developpement Rural 2003OUSMANPas encore d'évaluation
- Vibration SystemsDocument24 pagesVibration SystemsaliPas encore d'évaluation
- Comment La Sociologie Explique-T-Elle Les Comportements Criminels?Document2 pagesComment La Sociologie Explique-T-Elle Les Comportements Criminels?Nicolas Nolivos100% (1)
- Poutre Hyperstatique Encastrée Et Uniformément Chargée: Iset KelibiaDocument7 pagesPoutre Hyperstatique Encastrée Et Uniformément Chargée: Iset KelibiaRayen ElloumiPas encore d'évaluation
- Devoir de Contrôle N°1 - Algorithmique - Bac Informatique (2012-2013) Mme Mediha Sfar PDFDocument2 pagesDevoir de Contrôle N°1 - Algorithmique - Bac Informatique (2012-2013) Mme Mediha Sfar PDFAyoub AbidPas encore d'évaluation
- Formations Qshe PDFDocument4 pagesFormations Qshe PDFfieti zlatanPas encore d'évaluation
- 09 Cours Statistiques Pourcentages ProbabiliteDocument19 pages09 Cours Statistiques Pourcentages ProbabiliteOtmane LhmPas encore d'évaluation
- AP FonctionsDocument2 pagesAP FonctionsMarlèneAndrieuPas encore d'évaluation
- Dissertation Natygane de Jaegher VFDocument17 pagesDissertation Natygane de Jaegher VFNatygane De JaegherPas encore d'évaluation