Licence « Génie des opérations industrielles et
digitalisation » (OID)
Semestre : S3
Elément de module : Conception mécanique et
méthodes de fabrication
- Chapitre 2 -
Avant projet d'étude de fabrication
Préparé et présenté par : Pr. Mohammed BOUAICHA
Les oommes de fobricqtions BTS-productigue méconique
LEs aAMMES DE FABRTCATION
1- C*hronotqgie de lo dérr,rarche d'industriolisotion :
Evolution Phases de validotion
Dessin de
déf inition
Avant pro3et de
fobrication
Théorigue : compotibilité des moyens/guolité des
Projet de
fobricotion
Fobricqtion de la série
6amme de
fqbricqtion
2- Démorches d'éloboration des gommes de fobricqtion :
Pièce à fobr
des surf oces él'ément air es Analyse des surfoces êlémenlaires
fdentif ier les formes qéométriaues de bose
Exomen de la mémoire del'en Examen de la mémoire de l',
La pièce o déjà Une pièce similoire Une pièce de la Lo pièce o déjà
été réalisée o déjà étéréalisée même fqmille o été réalisée
SorIir lo gomme Sortir la gomme SorTir lo gomme
de fobricotion de fobricotion de fobricqtion
exislûnte exislonle existqnfe
Créer le projet Créer lz projet Créer le projet de
de gomme de de gamme de gomme de
fabricotion fabricqtion fobricotion
Mr. Mohamrned BOUAfCHA L/to
rAnolyse morphologigue globol :
o portir du dessin de définition on déTermine si lo pièce relève des pièces cylindrigues à portir
de l'une des propriété.s géométriques suivontes :
- lo géométrie générale comporte un oxe de révolution ;
- lo géométrie des surfoces usinées comporte un axe de révolution ;
- lq mojorité des surfoces comporte un oxe de révolution ;
- l'ensemble des surfaces possède plusieurs oxes de révolution porollèles.
rAnolyse des surfoces élêmentoires :
A partir de l'onolyse des spécifications dimensionnelles eT de rugosité relatives à chocune des
surfoces à usiner constiTuont lo pièca, des tobleoux comme celui de ci-dessous permettent de
faire une première prévision relotive qu nombre d'opérotions à effectuer en fonction des
niveoux de qualité souhoités (état de surf ace, précision dimensionnelle, etc...). Ceci constitue un
premier élément à prendre en compte dons lo déTerminqtion du nombre d'outils à employer.
Cri'lère 1 opérotion 2 opêration 3 opérotion 4 opérolian
rr > 0.4
0.15<rT<0.4
0.05<rT<0.15
rr < 0.05
Quol té>l?
Quolité 9-11
Quolité 7-8
Qualité.7
Rq < 0.8 Rectif icotion à prévoir
rCodificotion morphodimensionnelle pour les pièces cylindriques ou identificotion de formes
pour les pièces prismatigues :
ces deux démsrches seront développé,es dqrs les porogroplæs 3 et 4.
oCréation du projet de gomme de fobricotion :
On étudtera la chronologie des octivités visont à élaborer un projet de fobricolion de manièrç
spécifique pour chogue groupe de pièces dqns les porogrophes 3 et4.
rArchivoge des résultots :
cette oction est fondomzntale, elle est lo source de |a tronsmission du sqvoir fqjre de
l'entreprise el de son évolution.
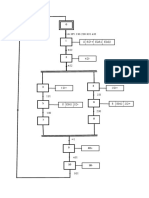
3- Elaborotion des gommes de fobricotion des pièces prismotiques :
Lafigure 3.1 suivonle ré,sume I'ocheminement de réflexion conduisont ou projet da goryrryre.
Mr. Mohommed BOUAfCHA 2/LO
_.|
(gte:J,
cqs,
Règles
.il;)
Figure 3.1
rEtope 2P z identificotion des formes géomêlrigues de bose
En fobricotion il est souvent possible d'ossocier plusieurs surfoces élémentaires afin de lqs
usiner simultqnément (ovec le mâme outil). Ce'fte étape consistero à identifier l'ensemble de ses
compositions da surfoces en se réf éroni à une bose de données de f ormes géométrigues
usinables et répertoriées comme présent le tableau figure 3.2 suivant.
DEUX PLANS -.7,r?
f-42
PERPENorcuLArRes
t\GSv
TROIS PLANS SECaws ,,/tz)r/,,t'
DEUxAD€ux fl/H
\=-/
wr#:r,E@ çLn t-l Ç tz-51
Tnou
v
W
s\, mMw
ffi
oo#.^ bûé
q Æ
gffiw
FILETAGE
t.r.Ée
r...r
M6@ni
Figure 3.2
rEtope 3P : Choix des entités d'usinoge
L'étape précédente fait oppel uniguement à l'ospect géométrigue des f ormes à usiner et permet
de les identifier. f l s'ogit mointenont de prévoir leur usinoge, c'est-à-dire de f aire un choix
d'outils en fonction de lo mqchine prévue.
Définilion : une entité d'usinoge est I'ossociotion d'une forme géométrique debase (exernple : le
trou lomé) ovec un ensemble compos,é. d'une mochine-outil, d'un outil et de sa cinémotigue
fe
génêration. L'ensemble << outil/cinémotigue de génération > vo permettre de déf inir le ty'pe
d'opérotion (froisoge,peîçage, etc.) comme illustre lafigure 3.3 suivonte
La figure 3.4 donne un exemple de fiche d'enlité.
Mr. Mohammed BOUAfCHA 3/tQ
obricotions
Anlérionlé technoloaloue avec une âure cnnD
ipe,milrtuà, (rc' on ne peut pRs la'suder avant e p",ca
)
,
mq€
Foùr rÉÊ[ser tus J
do 13 romê gAonétdque
trnti*,é
TâGud
mâchiôe
ffi
E@r !_J
*l.F
g #,f"-,rfi
I
r
fnssmue
. lnl..go
I -rla..oè:
i -p.rÈç.
d€s cbix
lem€s de orandes lâmlfes
possibles
rErses .ô eenôE.
ouris a.16sér
ror.l.lè3our
lo'Ér
1666 2lèw*:
dæfls en
ourrs à tilerè'
ln'ses Muie
--/l IlA n Filière
#
n,nr,
:-nlllil
siltEl
l
il!E I
)+t lu
:/l
: I
| $
li*rtrÊnt Ë+iilÎtr
Figure 3.3
l-rgure 3.4
rtrlhstration sur un exemple des prêcêdentes étopes
soit le dessin de définition d'une semelle de micro-perceuse (Figure 3.5) représentont lç çpntrat
de déporÎ. Lo prernière portia de l'onolyse conduit ou repéroge des surfoces( f igure 3.5).
un toble tel que eelrli de |etigure 3.5 permel la déterminotion du nombre d'opérotions
nécessaires à l'obtenlisrr *e ta qualité souhaitée.
Lo figure 3.6 présente l'ovant projet d'étude de fobricotion.
A ce stqde, nous connoissons donc :
- f'ansemble des opérations nécessaires à lo tronsformotion du produit ;
- Le type d'outil à employer pour réqliser chocune d'elles.
A portir de ce réperloire d'opérotions, il convient d'orgoniser lo fobricotion, c'est-à-dire :
- de regpouper ces opération en phoses;
- d'ordonnoncer ces phoses et de choisir les surfoces de posoge.
3-1- Paramèfres technico-économique :
Tl n'existe pos de solution unigue conduisant à lo réolisotion d'une pièce. fl est donc nêcegfoire
de disposer de critères de décision permettont à chogue éTape,le choix d'une solution
technologiquement viqble et se ropprochont le plus possible du coût mini.
Le schéma de la figure 3.7 montr e, pour chogue élément de la boucle liont lo pièce à l'outif lage et
à lo mqchine, les critères qui conditionnent le choix d'une solution
3-2- Règles de regroupement d'opérafion :
Ces règles s'oppliguent également oux pièces cylindrigues.
Mr. Mohommed BOUAICHA 4/LO
t Approche technologique :
les dispersions de mise en position de lo pièce sur son montage sont plus importontes que cqlles
dues qux déplocement dons lo mochine
Lo gomme d'usinoge devro limiter le nombre de fois où lo pièce sera posée sur lo mqchine (Figure
3.8). Dispsrgion de mise €n posilion
Posage
S€mg€ Oesin
Séorrité d'emploi d€ délintlih Cl antre surlsæs usinées
(dans lâ phâso Msldéré€)
Coart Cftix du brul
'W
E æ |lÆ-r
Cspadôs NorTùG au ære r ypss
*E*3gifmtilgi- disp€Fon d€ mlse sn
position d€ I'qill
Dispel3ions et 6pabllités mg$in d'ontils d'usiægEs
PennÈtres dê æup€ Capacités possiblgs
Types d'simge possiblès Stândarciistion Câpacités
Figure 3.7 Coûts horair6s Crùt Coûvarè1e Fiqure 3.8
oApproche économique :
Le but recherché est de réduire ou moximum les coûts de production. En conséguence il fout
rëduire les temps improductifs et, pormi eux, les temps de montoge-démontage,les temps de
transfert , etc.
Ces deux opproches permettent d'énoncer les règles suivontes :
Règle 1 : Associer un moximum d'opérations dans une phase.
Règle 2 : Exploiter ou maximum les possibilités des mochines et des outilloges
Règles permettont I'ordonnoncement des phoses et le choix des posoges :
Règle 3 : Lo quolité du posage doit être le critère prépondéront pour la mise en place de lo pièce
sur lo mochine-outil.
Règle 4 t Le posoge doit permettre l'occessibilité moximole oux surfoces usinées
Règle 5 : Le posage doit se traduire por une réalisotion du porte -pièce lo plus simple possible.
Règle 6 : Le possge doit permettre l'oblocoge.
rDémorche générole de recherche des surfoces d'oppuis :
L'olgorithme de la figure 3.9 présente le choix du réf é,rentiel de posoge.
Figure 3.9
PHASE 20 et suivânl6s
lsoslalisme réâlisê €n lorction
des sudacês usiné€s €n pMsâ
pr&ôdsnr€ el resp€danl 163
Cli.ix d'un ced.e dusinagÊ
L'applicotion des règles permet de proposer I'ovont projet 3.10
Mr. Mohommed BOUAICHA 5/LO
P plm dê sydrd. dcs dcur su{rccs B3 cl B1
Pou,rouç r€rrous rcrcrr I l=l I i.l
Figure 3.5 SEMELLE DE
MICRO-PERCEUSE
Flgn 5.12 | 06* Ae défrnhon
ffi
PBEPARATION DU TRAV Sed€lle de mcro'Perceuse
@AMMESd.FABRTcATToN -l
I rrcHe o'eLneonnïoN oe Ln cRvMe opennroNltleltE I
lærs des Oésgnâtion Oull Antercàté legropementl r6 | ooonancement
surlâcæ de I entnè desentles i I lsoslatsme
ros 9lan3
ssærês sécanls
15-16
ii
2
Plân 11 1l
ll
PHASE 1O
Appui plan sut B'1
J_b
lDeur Olâns
iaswtes secants lin Flr tili Orientalion sur B3
Bulée sur 82
Irou
4 âléser i
5 débouchanl l.âlès€ur
7
I@ .orel
,éboæhânl
I :o6t
T@ hmé t.? r co@
9-1 3 au cenr8
l0-14 f@bmô F.2Tw
âu æntrÈ
11 fa6udô90 fa€ùd. f@
,ébqEhanl
Ford -a
'12 lchenkdo lFo.erà I
I lFors I
lrr@ l.^_. I
Figure 3.6 Fiqure 3.10
Mr. Mohommed BOUAICHA 6/to
Les qommes de fobricotions BTS-productique méçonioue
4- es de fobricotion des oiè
Une pièce de f orme globale cylindrique est composée d'un ensemble de surfaces de
révolution(cône, cylindre, plon, tore), ouxguelles viennent s'ojouter des surfoces
complémentqires gui peuvenl ëlre des plons, des roinures, des trous, des toroudages, etc.
Données Démarches Outils el moyens Démarches
@
ioa
lom!s pe6érnqu€s
Fomes p&mélnoùos do bâsê @
Figure 4.L r--]l
tîl
ll^
] *-*'K
opôEions 6n phâs€s
J*u'l
lc"l
l***l
IIIt --ir
ç-"ry9 I
rEtape 2C z Codificotion des
[_ipièces @
cylindrigues
L'avontage du codoge est lo possibililé de consuhotion ropide de la mémoire de J'enTrepriqe. fl
existe plusieurs systèmes de codificotion dont celui de CETTM gui code lo pièce selon 1$
critères ( code de 13 chiffres ) lo f igure !? prelent celode
I kùbq..réÀPUre
i I Mù@cn,6.Éua
I i I *...".o"*41ftu.u.o6É,ôÊ.oém,p
I I I I Ê'.m{,@ba6.*.nrru.sà,.rr.
Ir I erq*"u o" r-" e r,!,hur.9s, .r
f ] leu*noo",o^oà,F.xd!surÉr.:
I I I tl I 1 I bFftn6eior6d.wdô4rua
Fiqure 4.?
10 lt l2 13
"+
rcpryoËrleG+;rerc;î.l,
DrMENsroN D,ésF,.'sMàràa I
] I
tubtur I I
r.n-"'. o"-o,* o" -n"*t I I
tu.tiâ tuB<n.b.r
"r âbroo sdæ; I
Afin declosser les pièces de révolution en fomilles morphodim"n.,on*ltes, sauls les quotre
premiers rongs du code nous intér essent. Nous ollons voir sur un exemple comment coder une
pièce (guotre rong) et retrouvez la f iche processus correspondont à lo fomille identifié
Ffr le
code.
Fiqure 4.3
AXE
Soit le dessin de définition partiel de lo pièce cylindrigue>>oxe > figure 4.3
Mr. Mohommed BOUAICHA 7/LO
. Recherche du code de rang I : voir le tobleou de lo figure 4.4
'Pecherche du code de rana 2 : voir le tobleou de la figure 4.5
. Recherche du code de rang 3 : voir le tobleau de lq figure 4.6
. Pecherche du code de rang 4 : voir le toblesu de lo figure 4.7
,'G,rc;,*;;À
d.. ,!a. d. I
'éstrniôn
Figure 4.4
-
di.mètsæluldu cecle
NN
q:"":-l
bmlmnolle avæ
I une
Figure 4.6 Figure 4]
Lo f igure 4.8 résume les réflexions oyont condqrt-ù!'élsbo:rqtion du code de lo pièce << qxp >>
o- *4\
lv
!-@ G) I t-e !-6,
Figure 4.8
fl fout mointenont déduire l'opportenonce à une fomille connue.
Mr. Mohammed BOUAICHA 8/to
rEtope 3C : Recherche de lo fiche processus
D'oprès le lobleou de la figure 4.9,|'axe considéré est donc une pièce de lo fomille des çpres
pleins courts étagës à l'extérieur. cdo morpho-dimensionnèi sur qualrê
rânqs d€ la pièce axe
i Bagues epaulées exlérieur
lnléneur Issê ou épaulé
Ê7 | Aôres p16ins courls
I t
Figure 4.9 létagésex1érieur
i Aôres cteux couds
I non élagés intérieur
I Arbres plèins longs
non élagés ou 2 D maxi
I
Aôres plalns longs
I
F1 o llm;;:ï* "-"
La f iche processus F7 de lo f igure 4.LO que l'on peut extraire de lo bonque de donnêes vq nous
r eÉq qtel*gll_les plg_ecssus poss i bl es emb l oyo b l es po u r so f a b r i cot i o n.
GAMME TYPE
ETAGES EXTERIEUR
/ CODF\
u\_/ (rzsrJ
TOUB A COMMANDE NUMEBIQUE : CODE 3 --l
ohasesl oDéralions machines
Processus tt" 1 code't Processus N" 2 code 2 Prôcessus N'3 code 3 oo - I DËB|T
PHASE 1O ÏCN1 PHASE 1O TCNl PHASE 1O TCNl
Fiqure 4.11
1O
: ._=r---_,IEl
]TOIJRNAGE
I
___t r-:- I
h:rrê
tLL_-
I
lr
L
T-Ï_Ï---tr1i 1
llll tlJ
I
-_*-]
IIIL-J
_+
I
i,_L-J- lsoNrv-r'o
Usinâge padie A ou g I Usinage des deux padres :
. ébBUche puis Iinilion: - ébauch€ de A el Bi usrnage premrere pâdre :
- lronçonna9e si lrâvâil en bafie - linrtioô de À el 8i
- lronçonnage.
prniE zo rônz PHnSE zo rCr.rZ
_---L
_l rl l_L
. cë pDcessus es! à réseilerau
kâvâil en barei r-1
rl --L II
l- T-
@re
I
panie'côré banê'ne doil pas
- lâ
avoi un écad dlamêtâl Irés
Usinâge padi€ resrânle imoonânl âvæ le diâh.,Àkê.ômmr,r Usinaqe padie reslânle i
ébâuche puis linilion.
Processus N'4 code 4
PHASE 10 machine à pr-rosE ao tcn e
- le choix du prem,er cdlé
relèvê de lâ .éole R3 (pâ.agraphe
533):
usi.é
centaeÊdresser
_=r.-
I| |
Fiqure 4.1?
. râ lifilron du dramèlre comm0n tti
Mise à longueur el réa,isation
deu! pâd'es seË laite dans la Finilion des deux côlés-
de deux cenlrages,
phase ou Ierigence d6 côaxialité
-,-..1mô'3 du'3 ér hinê
av* vn 8urre diâmètre est la ptus PHASE 20 TCNl
J--
lod€. rdrelds. si la dispeGioft
preâblê de rcpÈe esl très
inléd€urê â lâ sp&ification de
_
J
_f_Fa :é præâssus paul étr€ employé
oBqu6 la spécilicalitr de coariâlilé
coâialilô, l€dlàre retanu sl snkÊ deux diânàÙes dê d6ur
. Êbâuch6 des deux côlés.
âloBcâbi da réqilbrâgâ d€s
râ(ie9 esl rès {eiblè el le3
lâmps dcchâW€ phasâi
- Finilion des deux côlés. 19!1 n*"'e"0""
ébauches ifroodantes.
- l€vâilen sffi-phasâ Fiblê {enlEineû t6ntâl employé)
tdi-,".,,,.,,,,""
(r€l@m€menl ds lâ pik6) slon
possède uô diâmèl€.id6nlique ou ce præessus peul éfe enplsyé
I
si on peu aménâger ies moB.
enlrc de0r diâmèùes de dèur
Dânies esl tès làiblê êr lss I
Figure 4.10
rEtope 4C z dëterminotion de lo gomme type
La gamme type est construite à portir des fichas processus, du porc mochine disponiblç, des
outillages potentiels, etc.. et correspond à l'usinoge des seules surfoces de révolution.
Lo f igure 4.tL présente une solution possible de reprêsentotion de ce'fte gomme type.
Mr. Mohommed BOUAfCHA 9 lLO
Les gqmmes de fobricotions BTS-productigue m4conique
oEtope 5C t regroupement des opérotions en phose de tournoge
Les règle.s étoblies pour les pièces prismotigues restent volables pour les pièces cylindriques.
oEtope 6 : intégrotion des oçÉrotions complémentoires dons le processus de tournogp
Les rèfles d'ordonnancement, de regroupement et de choix de posage( Rl à R6 ) sont toujours à
oppliguer.
Lo figure 4.L2 donne un résultot possible d'ovqnt projet de fobricotion de lo pièce exemple
<< ox? >>.
Mr. Mohommed BOUAICHA to/to
Vous aimerez peut-être aussi
- Gca29 110Document82 pagesGca29 110oualiPas encore d'évaluation
- Passage 2019 - TSGCDocument9 pagesPassage 2019 - TSGCUPALERMO TVPas encore d'évaluation
- Etude Économique Sur Le Gain de Coût Des Projets Routiers en AfriqueDocument415 pagesEtude Économique Sur Le Gain de Coût Des Projets Routiers en Afriqueandregermainmbogba100% (1)
- EFF - Ep - V11 - 2017 TSCTP + c-1-1Document11 pagesEFF - Ep - V11 - 2017 TSCTP + c-1-1Rachidovic Issour80% (5)
- PDFFFFFF1Document3 pagesPDFFFFFF1Makrem Cherif50% (2)
- Devoir - de - Synthese - N1-1ere - Annee Secondaire-Technologie - Pilote BourghuibaDocument5 pagesDevoir - de - Synthese - N1-1ere - Annee Secondaire-Technologie - Pilote BourghuibaHamami AymenPas encore d'évaluation
- (VISE) Diemensionnement Des Micro Pieux Marcel GOULETTEDocument15 pages(VISE) Diemensionnement Des Micro Pieux Marcel GOULETTESoane MareePas encore d'évaluation
- Adobe Scan 13 Févr. 2023Document13 pagesAdobe Scan 13 Févr. 2023Glainelyvane DjoumbiPas encore d'évaluation
- Diagraphies ForagesDocument99 pagesDiagraphies ForagesFALLPas encore d'évaluation
- Allal Noureddine Magroud AyoubDocument70 pagesAllal Noureddine Magroud AyoubBoureghda FayçalPas encore d'évaluation
- Etude de La Maree en Casamance Etalonnage Et Analyse Harmonique Des Enregistrements Courantographiques de Ziguinchor (Pro Ra Srncasa M Anc E)Document10 pagesEtude de La Maree en Casamance Etalonnage Et Analyse Harmonique Des Enregistrements Courantographiques de Ziguinchor (Pro Ra Srncasa M Anc E)fatihi abdoul karimiPas encore d'évaluation
- Marquage Oeufs Séquenceur CorrectionDocument4 pagesMarquage Oeufs Séquenceur Correctionsoumeya100% (1)
- 2 Mini Projet Elaboration - Modele Coupe Abaqus PDFDocument23 pages2 Mini Projet Elaboration - Modele Coupe Abaqus PDFOmar Ben SalemPas encore d'évaluation
- N'est Autorisé Année MR:: Mise MarcheDocument5 pagesN'est Autorisé Année MR:: Mise MarchebejaouiPas encore d'évaluation
- Tech Lub CoursDocument27 pagesTech Lub CoursBassma RouanePas encore d'évaluation
- Initiation PCMODocument50 pagesInitiation PCMOAEMa CCCPas encore d'évaluation
- Circulaire n1 Du 15 Novembre 2016 Mission EtudeDocument3 pagesCirculaire n1 Du 15 Novembre 2016 Mission EtudewalidPas encore d'évaluation
- Formulaire Du Beton Arme Tome 1 PDFDocument367 pagesFormulaire Du Beton Arme Tome 1 PDFSourPas encore d'évaluation
- Symboles Usinage Apef VDocument3 pagesSymboles Usinage Apef Vp bwPas encore d'évaluation
- Eff Et 2012Document4 pagesEff Et 2012Hamza ChfPas encore d'évaluation
- Abichou Hammadi SMZ0110Document123 pagesAbichou Hammadi SMZ0110Lanjar RanimPas encore d'évaluation
- Eff Et 2013 JuinDocument4 pagesEff Et 2013 JuinHamza ChfPas encore d'évaluation
- Cours Procédés de Construction Tle - 2nd PartDocument37 pagesCours Procédés de Construction Tle - 2nd ParttagnePas encore d'évaluation
- Catalogue Route TunisieDocument112 pagesCatalogue Route TunisieBouthaina BellaliPas encore d'évaluation
- Belhouchet Zoubir SMZ9838Document158 pagesBelhouchet Zoubir SMZ9838Dame DIOPPas encore d'évaluation
- Recensement, Description Et Examen Critique Des Méthodes D'essais de Cavitation Sur Modele RéduitDocument16 pagesRecensement, Description Et Examen Critique Des Méthodes D'essais de Cavitation Sur Modele RéduitlhabsPas encore d'évaluation
- 1988 17 PDFDocument206 pages1988 17 PDFSalah SassiPas encore d'évaluation
- Devoir de Synthese N3 - Technologie - 2eme Sciences (2007-2008) Mme Toumi Imen-Systeme de Chargement de Sable de MoulageDocument6 pagesDevoir de Synthese N3 - Technologie - 2eme Sciences (2007-2008) Mme Toumi Imen-Systeme de Chargement de Sable de MoulageKamel Bousnina100% (1)
- Nouveau Canevas de Pa - Faiej - Fin-1-Awesso Honorine - 065008Document33 pagesNouveau Canevas de Pa - Faiej - Fin-1-Awesso Honorine - 065008msig companyPas encore d'évaluation
- Robofil1 PDFDocument154 pagesRobofil1 PDFmounirPas encore d'évaluation
- GCAlgerie.com(265)Document501 pagesGCAlgerie.com(265)MESSAOUDI TEWFIKPas encore d'évaluation
- M18 Calcul Des Structures en Beton Arme BAELDocument72 pagesM18 Calcul Des Structures en Beton Arme BAELAli BoudiriPas encore d'évaluation
- Etude Du Fonctionnement D'une Station D'epuration Par Le Asm1Document16 pagesEtude Du Fonctionnement D'une Station D'epuration Par Le Asm1melxero100% (1)
- IdC076 25Document4 pagesIdC076 25FEUKOUOPas encore d'évaluation
- Travail SoutenanceDocument20 pagesTravail SoutenanceKelvy INENGUEPas encore d'évaluation
- Devoir+de+Controle+N1 1AS 2021 Serre Tube Sans+Montage+Document4 pagesDevoir+de+Controle+N1 1AS 2021 Serre Tube Sans+Montage+Hamza Isksioui0% (1)
- Examen5 Fabrication MécaniqueDocument2 pagesExamen5 Fabrication MécaniqueMohamed GuelaiPas encore d'évaluation
- Oubrahim Rachid SMZ9805Document119 pagesOubrahim Rachid SMZ9805SAMUELPas encore d'évaluation
- Attestation de LicenceDocument1 pageAttestation de LicenceBLAISE KEMMEKAPas encore d'évaluation
- Le Pert Et La ConstructionDocument125 pagesLe Pert Et La Constructionnadji187Pas encore d'évaluation
- EP-EFF Tsgo 2017-2Document5 pagesEP-EFF Tsgo 2017-2MOUSSA ALIZPas encore d'évaluation
- Cours Chemin de Fer PDF Voie Ferrée TrainDocument1 pageCours Chemin de Fer PDF Voie Ferrée TrainAfane SouhilaPas encore d'évaluation
- 1738 1738 Tve4ecr2 SujetDocument25 pages1738 1738 Tve4ecr2 SujetPrivat ZouobaPas encore d'évaluation
- BLPC 97 PP 133-138 MorboisDocument6 pagesBLPC 97 PP 133-138 MorboisADJOUTPas encore d'évaluation
- De Mant) El ReparatioiDocument139 pagesDe Mant) El Reparatioivibracox100% (1)
- Rapport Des AnalysesDocument10 pagesRapport Des AnalysesFinance & FormationPas encore d'évaluation
- VOLVO Bolinder Munktell 350 Manuel AtelierDocument131 pagesVOLVO Bolinder Munktell 350 Manuel Atelierdenys92500Pas encore d'évaluation
- Examen de Fin de Formation 2009 Pratique Tsgo Gros Oeuvre Variante 16Document4 pagesExamen de Fin de Formation 2009 Pratique Tsgo Gros Oeuvre Variante 16Ahmed MaadoudiPas encore d'évaluation
- Support de Cours Sap2000 Version 07 - 2006Document17 pagesSupport de Cours Sap2000 Version 07 - 2006Amine Ahmed100% (6)
- Devoir Synthèse n1Document6 pagesDevoir Synthèse n1Mohsen Laabidi100% (1)
- Eff Tsgo TH V2Document6 pagesEff Tsgo TH V2MOUSSA ALIZPas encore d'évaluation
- CB750 Cap 05Document8 pagesCB750 Cap 05medidas012Pas encore d'évaluation
- Memotec Soudage Donnees PratiqueDocument142 pagesMemotec Soudage Donnees PratiqueMohamed MohamedPas encore d'évaluation
- 05 Etablissement Des Plans D Execution A Partir de La Note de CalculsDocument90 pages05 Etablissement Des Plans D Execution A Partir de La Note de CalculssakakiPas encore d'évaluation
- 2-Devoir de Synthése N2-1as-2023-Etau de CentrageDocument5 pages2-Devoir de Synthése N2-1as-2023-Etau de CentrageKarim AmmiPas encore d'évaluation
- PDFDocument170 pagesPDFELHAOURI YASSINEPas encore d'évaluation
- ProjetDocument6 pagesProjetToutou KHATRIPas encore d'évaluation
- Exo Pert CorrectionDocument3 pagesExo Pert CorrectionBachir FethizaPas encore d'évaluation
- Données, Personnes ou Choses? / Fascicule de l'élève: Une clé pour s'orienter, Le code DPCD'EverandDonnées, Personnes ou Choses? / Fascicule de l'élève: Une clé pour s'orienter, Le code DPCPas encore d'évaluation
- Only One - Elegies - A Song CycleDocument8 pagesOnly One - Elegies - A Song CycletifontPas encore d'évaluation
- 4 Exercice Sur La Priorité Des Calculs Et Le Calcul LittéralDocument1 page4 Exercice Sur La Priorité Des Calculs Et Le Calcul LittéralCharlotte GeorgesPas encore d'évaluation
- De Pictura AlbertiDocument15 pagesDe Pictura AlbertiJean-michel PeletPas encore d'évaluation
- Nea SorrindoDocument1 pageNea SorrindoGil IackPas encore d'évaluation
- Nevers Plage ConcertsDocument2 pagesNevers Plage ConcertsLe Journal du CentrePas encore d'évaluation
- Com-201103-012541 Doc AppDocument5 pagesCom-201103-012541 Doc ApparnaudeyrieyPas encore d'évaluation
- Programme RC 3Document2 pagesProgramme RC 3ASMA byamPas encore d'évaluation
- Menuiserie: Le Grand Livre de LaDocument31 pagesMenuiserie: Le Grand Livre de LaDINO ECO100% (2)
- Modes Et Travaux Un Vestiaire Pour LimaginaireDocument97 pagesModes Et Travaux Un Vestiaire Pour LimaginaireMaria MüllerPas encore d'évaluation
- L'autobiographie2021 2Document21 pagesL'autobiographie2021 2SibonyPas encore d'évaluation
- Le Releve D ArchitectureDocument32 pagesLe Releve D ArchitectureSlimanePas encore d'évaluation
- Mini Projet RapportDocument21 pagesMini Projet RapportSau Vage67% (6)
- L Espace Des MotsDocument41 pagesL Espace Des MotsCintia Gutierrez ReyesPas encore d'évaluation
- Exemple Epreuve Logique CorrigeDocument5 pagesExemple Epreuve Logique CorrigeAzedine OudrarPas encore d'évaluation
- La Progression ThematiqueDocument1 pageLa Progression ThematiqueEddie Nguyễn100% (1)
- Jeu Oie Possessifs PDFDocument1 pageJeu Oie Possessifs PDFRoixo ZéPas encore d'évaluation
- Fiche Moliere 2Document3 pagesFiche Moliere 2adnaniyanisPas encore d'évaluation
- Manual 5.0635.09.24Document4 pagesManual 5.0635.09.24mbgprsmsPas encore d'évaluation
- Dossier Le MisanthropeDocument16 pagesDossier Le Misanthropemasudimiel01Pas encore d'évaluation
- L'Age Du Rythme: Cinéma, Musicalité Et Culture Du Corps Dans Les Théories Françaises Des Années 1910-1930Document539 pagesL'Age Du Rythme: Cinéma, Musicalité Et Culture Du Corps Dans Les Théories Françaises Des Années 1910-1930katjaPas encore d'évaluation
- Tarde Gris - Alto SaxDocument2 pagesTarde Gris - Alto SaxFrancisco IssaPas encore d'évaluation
- Hote Invite - CC - 81 Zhu Ke Final 2Document3 pagesHote Invite - CC - 81 Zhu Ke Final 2Philippe Fabre100% (1)
- b2 Culture Art-Classiques-ModernesDocument3 pagesb2 Culture Art-Classiques-Modernesdenis.vialPas encore d'évaluation
- Etudes Des Qualités D'une BalanceDocument4 pagesEtudes Des Qualités D'une BalanceMoncef Saidani100% (1)
- Guide GiofsDocument32 pagesGuide GiofsmustaphaxaPas encore d'évaluation
- Quest Ce Qu 'Un Logo Cours 1Document7 pagesQuest Ce Qu 'Un Logo Cours 1zaineb.audioPas encore d'évaluation
- Mécanique Esthétique de L'image: Théorie Des MondesDocument16 pagesMécanique Esthétique de L'image: Théorie Des MondesnaopressaoPas encore d'évaluation
- La Communauté Italienne Et Ses ÉdilesDocument21 pagesLa Communauté Italienne Et Ses ÉdilesmarcococcoPas encore d'évaluation
- Boite II - Le DéterminantDocument11 pagesBoite II - Le DéterminantNouzi CilinecPas encore d'évaluation
- Agenda Culturel Janvier Avril 2023V4 ComprésséDocument24 pagesAgenda Culturel Janvier Avril 2023V4 ComprésséAbdallahi MohamedPas encore d'évaluation