Vous aimerez peut-être aussi
- Creativite ÉDocument22 pagesCreativite Éoumaima rhafourPas encore d'évaluation
- Guide PlastiquesDocument20 pagesGuide Plastiquesfatma zohra MoussaouiPas encore d'évaluation
- Guide Technique D Une Chaine de Recyclage PDFDocument28 pagesGuide Technique D Une Chaine de Recyclage PDFRakotogogoPas encore d'évaluation
- Receator 3d RapprtDocument30 pagesReceator 3d Rapprtsleepy esyesPas encore d'évaluation
- Rapport Technique EnfileusecorrigerDocument14 pagesRapport Technique EnfileusecorrigerAlassane DionguePas encore d'évaluation
- Presentation 3Document11 pagesPresentation 3Amara KeitaPas encore d'évaluation
- FS RecyclageDocument6 pagesFS Recyclagela020576Pas encore d'évaluation
- Recyclage Chimique Des Déchets Plastiques: Situation Et PerspectivesDocument59 pagesRecyclage Chimique Des Déchets Plastiques: Situation Et PerspectivesOlsaint TENELUSPas encore d'évaluation
- Business Plan Recyclage de Plastique 0 Production Pré Formes 5Document274 pagesBusiness Plan Recyclage de Plastique 0 Production Pré Formes 5khalidPas encore d'évaluation
- Filtration Des Gaz Recyclage Plastique Rapport v4Document70 pagesFiltration Des Gaz Recyclage Plastique Rapport v4AbdirazakPas encore d'évaluation
- Premier Module Paves EcologiquesDocument7 pagesPremier Module Paves EcologiquesJoseph KIBANGE MIHALIPas encore d'évaluation
- Rapport Senegal D06Document42 pagesRapport Senegal D06MikePas encore d'évaluation
- Fiche Technique - Pavés PlastiquesDocument4 pagesFiche Technique - Pavés PlastiquesVivien KICHEKO100% (1)
- Rapport PFE FinalDocument54 pagesRapport PFE FinalYassine TissoukiPas encore d'évaluation
- Rapport Des DechetsDocument27 pagesRapport Des DechetsEL Haj IssamPas encore d'évaluation
- Communication Wasteng09 Doublier-Sorgho V3 PDFDocument6 pagesCommunication Wasteng09 Doublier-Sorgho V3 PDFWilson nguediaPas encore d'évaluation
- Rapport Sebtex Saoudi Nada YasmineDocument14 pagesRapport Sebtex Saoudi Nada YasmineNada SdiPas encore d'évaluation
- Copie de ALL - IPIDocument7 pagesCopie de ALL - IPImernelialumpunguPas encore d'évaluation
- Modèle Identification Des Parties Prenantes Vis À Vis de L'environnementDocument8 pagesModèle Identification Des Parties Prenantes Vis À Vis de L'environnementAbdelouadoud KerarmiPas encore d'évaluation
- Recyclage Des Chaussées Souples ExistantesDocument40 pagesRecyclage Des Chaussées Souples ExistantesmargotpaquetPas encore d'évaluation
- Inertage Des Déchets SolidesDocument25 pagesInertage Des Déchets SolidesomerPas encore d'évaluation
- Etude de Mise Sur Pied Dune Usine de Rec-ConvertiDocument15 pagesEtude de Mise Sur Pied Dune Usine de Rec-ConvertinajibPas encore d'évaluation
- Rapport LPEE CEMGI - CHABBOUBA Hicham PDFDocument52 pagesRapport LPEE CEMGI - CHABBOUBA Hicham PDFHicham Chabbouba100% (2)
- Rapport Pfe GPC Kénitra de Asmae El AlaouiDocument103 pagesRapport Pfe GPC Kénitra de Asmae El AlaouiEL Haj Issam89% (9)
- Pro Carton Guide Mai06Document28 pagesPro Carton Guide Mai06Yassine ZaharPas encore d'évaluation
- Note de Synthese - Pole Eco Conception - 2023Document26 pagesNote de Synthese - Pole Eco Conception - 2023Samy HaniPas encore d'évaluation
- Chapitre 3Document9 pagesChapitre 3Victoria GoryPas encore d'évaluation
- Memoire Salif D KoneDocument65 pagesMemoire Salif D KoneLudovic NtomPas encore d'évaluation
- Rapport de Sortie Valorisation de DéchetDocument13 pagesRapport de Sortie Valorisation de DéchetABDELRAHMEN KHORCHANIPas encore d'évaluation
- Ademe Filiere AmeublementDocument32 pagesAdeme Filiere AmeublementSimo StitPas encore d'évaluation
- Synthese Etude Recyclage Plastiques France Europe DefDocument69 pagesSynthese Etude Recyclage Plastiques France Europe DefSimonPas encore d'évaluation
- Rapport Définitif Ecodisk-MbiodimacDocument57 pagesRapport Définitif Ecodisk-MbiodimacMAZIGHIPas encore d'évaluation
- InersDocument84 pagesInershhPas encore d'évaluation
- Performances Des Unités de Méthanisation Agricoles, Retours D'expérienceDocument54 pagesPerformances Des Unités de Méthanisation Agricoles, Retours D'expérienceRcdPas encore d'évaluation
- Livre Blanc Genie-Procedes-EnergieDocument19 pagesLivre Blanc Genie-Procedes-Energieprivathum10Pas encore d'évaluation
- 756 TerrassementsDocument49 pages756 TerrassementsSarrauste JulienPas encore d'évaluation
- Dahmoun RaDocument36 pagesDahmoun RaAnwar DhiabPas encore d'évaluation
- Fiche REX - 2018 - 2DNC ÉtudeDocument2 pagesFiche REX - 2018 - 2DNC ÉtudeNana KontePas encore d'évaluation
- Le Centre D'enfouissement Technique Réalisation Et FonctionnementDocument18 pagesLe Centre D'enfouissement Technique Réalisation Et FonctionnementHelyette KinguePas encore d'évaluation
- Rapport Sur Recyclage Du PlatreDocument11 pagesRapport Sur Recyclage Du PlatreIlyas BoutebbaPas encore d'évaluation
- Pignat AbsorptionDocument139 pagesPignat AbsorptionYasmina Boukhchana Ep AmariPas encore d'évaluation
- FA - Fabrication Additive - M.bercotDocument50 pagesFA - Fabrication Additive - M.bercotAhmed anis GasmiPas encore d'évaluation
- ZANGO Wendyida GildasDocument52 pagesZANGO Wendyida GildasMouhamed GUEYEPas encore d'évaluation
- Rapport Record14-0245 1ADocument140 pagesRapport Record14-0245 1Alagoussouautanis19Pas encore d'évaluation
- T - Dechets - Production Et Marketing Des Produits Recycles - Le Cas de Pneu Ft9fSC0Document23 pagesT - Dechets - Production Et Marketing Des Produits Recycles - Le Cas de Pneu Ft9fSC0mifoumeleoncePas encore d'évaluation
- Exemple Deparis GarageDocument5 pagesExemple Deparis GarageSafia LamraniPas encore d'évaluation
- Monique Corps Du RapportDocument38 pagesMonique Corps Du RapportSly StallPas encore d'évaluation
- 2020 2021 456 457 458 Duquesne HDDocument7 pages2020 2021 456 457 458 Duquesne HDJudicaël FanomezantsoaPas encore d'évaluation
- Rapport Eco IndusDocument33 pagesRapport Eco IndusNouhaila BouyaPas encore d'évaluation
- Stage CMCP Kenitra-Maroich SaidDocument31 pagesStage CMCP Kenitra-Maroich SaidSaid Maroich100% (5)
- BarbechaDocument7 pagesBarbechaLobna CHEBBIPas encore d'évaluation
- Le Centre D'enfouissement Technique Réalisation Et FonctionnementDocument18 pagesLe Centre D'enfouissement Technique Réalisation Et FonctionnementMohsine100% (1)
- Rapport GPC BENNANI MounaDocument31 pagesRapport GPC BENNANI MounaAnas OukadaPas encore d'évaluation
- DUBARRALSAUVEEpresentation Seminaire 29 Novembre-2019Document35 pagesDUBARRALSAUVEEpresentation Seminaire 29 Novembre-2019Oussama EchatePas encore d'évaluation
- ADEME - 4 PlomberieDocument9 pagesADEME - 4 PlomberieLivePas encore d'évaluation
- Projet Pieux Bois: Rapport GénéralDocument386 pagesProjet Pieux Bois: Rapport GénéralMahdi FekiPas encore d'évaluation
- Guideducompostagedesdechetsdansles PEDDocument57 pagesGuideducompostagedesdechetsdansles PEDalmandirPas encore d'évaluation
- Le Centre D'enfouissement Technique Réalisation Et FonctionnementDocument18 pagesLe Centre D'enfouissement Technique Réalisation Et FonctionnementSergePas encore d'évaluation
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- La petite graine d'un Grand Groupe: Le projet GEPY (Gestion Electricité Postale Yvelines)D'EverandLa petite graine d'un Grand Groupe: Le projet GEPY (Gestion Electricité Postale Yvelines)Pas encore d'évaluation
- Antananarivo FRDocument2 pagesAntananarivo FRNianjara RazafindrainibePas encore d'évaluation
- Livret IEM 2018 VFDocument32 pagesLivret IEM 2018 VFNianjara RazafindrainibePas encore d'évaluation
- Le Biochar, Un Outil Pour La Phytoremédiation Des Sols ContaminésDocument2 pagesLe Biochar, Un Outil Pour La Phytoremédiation Des Sols ContaminésNianjara RazafindrainibePas encore d'évaluation
- Memoire Massamba - Déchet PlastiqueDocument50 pagesMemoire Massamba - Déchet PlastiqueNianjara RazafindrainibePas encore d'évaluation
- Maurice SiteinternetDocument24 pagesMaurice SiteinternetNianjara RazafindrainibePas encore d'évaluation
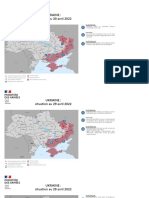
- Situation Ukraine Archive 1 Au 30 AvrilDocument27 pagesSituation Ukraine Archive 1 Au 30 AvrilNianjara RazafindrainibePas encore d'évaluation
- Madagaskar9 14Document6 pagesMadagaskar9 14Nianjara RazafindrainibePas encore d'évaluation
- VSA Madagascar Oil FrenchDocument19 pagesVSA Madagascar Oil FrenchNianjara RazafindrainibePas encore d'évaluation
- Briefing How Europe Cut Transport Oil Demand FR-1Document8 pagesBriefing How Europe Cut Transport Oil Demand FR-1Nianjara RazafindrainibePas encore d'évaluation
- IFPEN TB-Marches-Petroliers 27062022Document3 pagesIFPEN TB-Marches-Petroliers 27062022Nianjara RazafindrainibePas encore d'évaluation
- Russie UkraineDocument5 pagesRussie UkraineNianjara RazafindrainibePas encore d'évaluation
- Le RusseDocument4 pagesLe RusseNianjara RazafindrainibePas encore d'évaluation
- Le Marche Alimentaire en ChineDocument6 pagesLe Marche Alimentaire en ChineNianjara RazafindrainibePas encore d'évaluation
- AFFICHE 28 29 Nov 2016 Colloque LE CHIENDocument2 pagesAFFICHE 28 29 Nov 2016 Colloque LE CHIENNianjara RazafindrainibePas encore d'évaluation
- Touchart 2010 Toundra Russe Pour HALDocument56 pagesTouchart 2010 Toundra Russe Pour HALNianjara RazafindrainibePas encore d'évaluation
- Elevage Lapin - RussieDocument13 pagesElevage Lapin - RussieNianjara RazafindrainibePas encore d'évaluation
- 3e Cycle - GeographieDocument6 pages3e Cycle - GeographieNianjara RazafindrainibePas encore d'évaluation
- Aviculture ChineDocument4 pagesAviculture ChineNianjara RazafindrainibePas encore d'évaluation
- Creativite ChineDocument3 pagesCreativite ChineNianjara RazafindrainibePas encore d'évaluation
- Gaz Russe Arme Geopol LefigaroDocument2 pagesGaz Russe Arme Geopol LefigaroNianjara RazafindrainibePas encore d'évaluation
- Riziculture MalgacheDocument23 pagesRiziculture MalgacheNianjara RazafindrainibePas encore d'évaluation
- Oeuf DakarDocument124 pagesOeuf DakarNianjara RazafindrainibePas encore d'évaluation
- La Filiere Œuf, Pole DuDocument75 pagesLa Filiere Œuf, Pole DuNianjara RazafindrainibePas encore d'évaluation
- PDF 209 Filiere PorcineDocument12 pagesPDF 209 Filiere PorcineNianjara Razafindrainibe100% (1)
- Toponomie MalgacheDocument69 pagesToponomie MalgacheNianjara RazafindrainibePas encore d'évaluation
- Cinetique de Mineralisation Du Guanomad en Milieu LiquideDocument64 pagesCinetique de Mineralisation Du Guanomad en Milieu LiquideNianjara RazafindrainibePas encore d'évaluation
- Mal Nutrition Sud de MadaDocument23 pagesMal Nutrition Sud de MadaNianjara RazafindrainibePas encore d'évaluation
- Case Study Le Relais - Version Pour Site 1Document6 pagesCase Study Le Relais - Version Pour Site 1Nianjara RazafindrainibePas encore d'évaluation
- Le Toaka GasyDocument62 pagesLe Toaka GasyNianjara RazafindrainibePas encore d'évaluation
- Le VodiondryDocument2 pagesLe VodiondryNianjara RazafindrainibePas encore d'évaluation
- 2019 12 17@iaaDocument15 pages2019 12 17@iaaHamza BenchabiPas encore d'évaluation
- Handbook French Version REACH TestsDocument203 pagesHandbook French Version REACH TestszakariiPas encore d'évaluation
- Rapport D - Expose Chimie Industrielle PlastiqueDocument46 pagesRapport D - Expose Chimie Industrielle PlastiqueAbderrahim BelmJouJPas encore d'évaluation
- Microsoft Word - II Les Matières PlastiquesDocument26 pagesMicrosoft Word - II Les Matières PlastiquesMarouane Bendi AbdellahPas encore d'évaluation
- Dimensionnement Du Réseau D'alimentation en Eau Potable de La Nouvelle Cité GHABAT ZAWACHEDocument66 pagesDimensionnement Du Réseau D'alimentation en Eau Potable de La Nouvelle Cité GHABAT ZAWACHEOumayma TouatyPas encore d'évaluation
- Cours Choix de CâblesDocument23 pagesCours Choix de CâblesHyacinthe KossiPas encore d'évaluation
- Catalogue RaccordsDocument32 pagesCatalogue RaccordsKhaled FatnassiPas encore d'évaluation
- Chap. 1-PolymèresDocument5 pagesChap. 1-PolymèresBénédicte & Christophe MULLERPas encore d'évaluation
- Cours APC Chimie 1ère CDDocument40 pagesCours APC Chimie 1ère CDPaulin100% (1)
- Emballage Et Conditionnement Des Aliments 2023Document17 pagesEmballage Et Conditionnement Des Aliments 2023Loïc steve Nyamsi BefouraPas encore d'évaluation
- Multipex Manuel TechniqueDocument52 pagesMultipex Manuel TechniqueMelissa White0% (2)
- CH 07 - Matieres Plastiques PDFDocument29 pagesCH 07 - Matieres Plastiques PDFNoga MhfdPas encore d'évaluation
- 11 Exp 01r 2011-01-12 Expose Girardot PDFDocument17 pages11 Exp 01r 2011-01-12 Expose Girardot PDFGvb GcbPas encore d'évaluation
- Exposer HygienDocument21 pagesExposer Hygiensaadi88 rezPas encore d'évaluation
- Le Mythe Du Plastique RecyclableDocument1 pageLe Mythe Du Plastique RecyclablePaul VaccaPas encore d'évaluation
- M02-Le PVC Dans Le Batiment-Mpvc-BtpDocument56 pagesM02-Le PVC Dans Le Batiment-Mpvc-BtpklmPas encore d'évaluation
- Cours Addésifs 2020Document42 pagesCours Addésifs 2020Andrés Tobías Mba MICHA ALENEPas encore d'évaluation
- Son Histoire: Du Pétrole Au PETDocument2 pagesSon Histoire: Du Pétrole Au PETkeloramijanjyPas encore d'évaluation
- Liste Des Produits Controles A Limportation Au MarocDocument9 pagesListe Des Produits Controles A Limportation Au MarocsedadkiPas encore d'évaluation
- Dali TounsiDocument113 pagesDali TounsiTounsi PiratosPas encore d'évaluation
- 201108F - 386.009 FR - v082011Document35 pages201108F - 386.009 FR - v082011Patran ValentinPas encore d'évaluation
- Cours Designation Des Materiaux PlastiqueDocument1 pageCours Designation Des Materiaux PlastiqueAnas Win'sPas encore d'évaluation
- FT Primaire PPXP Adheko 2019Document2 pagesFT Primaire PPXP Adheko 2019Ludovic LandemainePas encore d'évaluation
- PolyesterDocument7 pagesPolyesterchristophePas encore d'évaluation
- Support de Cours Iset Mahdia Copie Technologie Version FinaleDocument60 pagesSupport de Cours Iset Mahdia Copie Technologie Version FinalerajakrifaPas encore d'évaluation
- Introduction À La Science Des Matériaux - Les Polymères - Structure Et Propriétés Mécaniques - WikiversitéDocument6 pagesIntroduction À La Science Des Matériaux - Les Polymères - Structure Et Propriétés Mécaniques - WikiversitéLaurent MorgePas encore d'évaluation
- CatalogueDocument56 pagesCatalogueAlex AdebrandPas encore d'évaluation
- Kamal Saoud-Polyéthylene - CopieDocument3 pagesKamal Saoud-Polyéthylene - CopieKamal SaOudPas encore d'évaluation
- La Combustion de Quelque Matériaux Organique Dans L'air P.taabich (WWW - Pc1.maàDocument3 pagesLa Combustion de Quelque Matériaux Organique Dans L'air P.taabich (WWW - Pc1.maàAgnaou MohamedPas encore d'évaluation