Vous aimerez peut-être aussi
- Barres Comprimees Flechies - EC3Document6 pagesBarres Comprimees Flechies - EC3Rosemary Guerrero0% (1)
- Tournage Fraisage Perçage OkDocument34 pagesTournage Fraisage Perçage OkSanae Lhmiri100% (1)
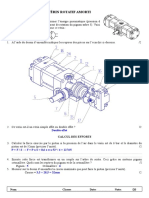
- TD - Vérin Rotatif AmortiDocument5 pagesTD - Vérin Rotatif AmortiLAILA BNPas encore d'évaluation
- Sadt 2Document12 pagesSadt 2Armand EssPas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- TP Fraisage 13 12 2016Document7 pagesTP Fraisage 13 12 2016Feriel GhouilaPas encore d'évaluation
- Production Automatise Fao1 FiniDocument96 pagesProduction Automatise Fao1 FiniBilel BoulehmiPas encore d'évaluation
- Compte Rendu CatiaDocument8 pagesCompte Rendu CatiaGlody FwasaPas encore d'évaluation
- Rapport CNCDocument10 pagesRapport CNChajarisoPas encore d'évaluation
- Chapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GDocument49 pagesChapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GAs ScofPas encore d'évaluation
- PMOCN Doc ÉleveDocument16 pagesPMOCN Doc Élevedayzen jiffPas encore d'évaluation
- TP CN FraisageDocument4 pagesTP CN FraisageWael Ben RomdhanePas encore d'évaluation
- tp4 Fraisage Avec Plateau DiviseurDocument6 pagestp4 Fraisage Avec Plateau Diviseurۥٰ ۥٰ ۥٰ ۥٰPas encore d'évaluation
- Chapitre 8 Theorie CoupeDocument4 pagesChapitre 8 Theorie Coupesitescompte4Pas encore d'évaluation
- Ptpam BM 2Document52 pagesPtpam BM 2ELMustaphaELMoukhtariPas encore d'évaluation
- TP CAO 3D Pompe A MainDocument14 pagesTP CAO 3D Pompe A MainBouraoui Ben AyedPas encore d'évaluation
- TP de Tournage Cfao: École Supérieure de TechnologieDocument2 pagesTP de Tournage Cfao: École Supérieure de TechnologieAbderrahmane AzPas encore d'évaluation
- Atelier Production2 PDFDocument63 pagesAtelier Production2 PDFAyoub BoutoutaPas encore d'évaluation
- TP 1 - Doc Synthèse CorrigéDocument23 pagesTP 1 - Doc Synthèse CorrigéOumayma AssefraouiPas encore d'évaluation
- Cours Tournage PDFDocument10 pagesCours Tournage PDFOumeima ChaoualiPas encore d'évaluation
- PFF Chafik Bilal Elyargui 2020-2021 - Groupe 1 PDFDocument98 pagesPFF Chafik Bilal Elyargui 2020-2021 - Groupe 1 PDFMouad BottePas encore d'évaluation
- FraisageDocument16 pagesFraisagemohamedmehri59Pas encore d'évaluation
- (Analyse) Etau de Fraiseuse - e JMDocument3 pages(Analyse) Etau de Fraiseuse - e JMmarouf aek100% (3)
- TP Initiation Au Fraisage CN PDFDocument9 pagesTP Initiation Au Fraisage CN PDFAymen HssainiPas encore d'évaluation
- Gamme D Usinage de La Piece 2Document3 pagesGamme D Usinage de La Piece 2Med Amine HattakiPas encore d'évaluation
- Gamme - Usinage - 2010 (6dia - Page)Document6 pagesGamme - Usinage - 2010 (6dia - Page)c oussama100% (1)
- TD Elaboration Des Gammes PDFDocument9 pagesTD Elaboration Des Gammes PDFMehdi Billah ouassimPas encore d'évaluation
- Taillage D'engrenages À L'outil Ou Fraise Module: I Définition - DescriptionDocument5 pagesTaillage D'engrenages À L'outil Ou Fraise Module: I Définition - Descriptionbassem kortasPas encore d'évaluation
- ANNEXE - Fiche Des Codes CNDocument2 pagesANNEXE - Fiche Des Codes CNMOUNIR FRIJAPas encore d'évaluation
- Cours FraisageDocument172 pagesCours FraisageHajar OumnasPas encore d'évaluation
- COMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Document16 pagesCOMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Salma Rekik100% (1)
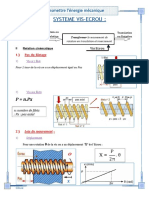
- Mecanisme de Transformation de Mouvement Systeme Vis EcrouDocument5 pagesMecanisme de Transformation de Mouvement Systeme Vis EcrouMhB SaAdPas encore d'évaluation
- TP de Fraisage Cfao: Année Universitaire 2019-2020Document9 pagesTP de Fraisage Cfao: Année Universitaire 2019-2020Anonymous 9qKdViDP4Pas encore d'évaluation
- Définition Normalisée Des Axes Numériques D'une MOCNDocument3 pagesDéfinition Normalisée Des Axes Numériques D'une MOCNhp3bpPas encore d'évaluation
- TP Fraisage Pour Les NuleDocument9 pagesTP Fraisage Pour Les Nuleelking gingstarsPas encore d'évaluation
- FAO Chapitre IDocument24 pagesFAO Chapitre IRania Mfarrej100% (1)
- Chapitre 2 PMCN PDFDocument16 pagesChapitre 2 PMCN PDFJimmy DBPas encore d'évaluation
- Compte Rendu TP FAO AvancéeDocument9 pagesCompte Rendu TP FAO AvancéemahdiPas encore d'évaluation
- TP Fab Méca - TPn°3 - Rectification - Suite - PDFDocument24 pagesTP Fab Méca - TPn°3 - Rectification - Suite - PDFZach LeitchPas encore d'évaluation
- Systeme Bielle-ManivelleDocument2 pagesSysteme Bielle-ManivelleIBRAHIM ABDEL-MOUNAIMEPas encore d'évaluation
- Choix Préliminaires Du Nombre D'empreintes Dans Un MouleDocument7 pagesChoix Préliminaires Du Nombre D'empreintes Dans Un MouleAnonymous 9qKdViDP4Pas encore d'évaluation
- Le CisaillageDocument3 pagesLe CisaillageahmedPas encore d'évaluation
- Tournage 1Document16 pagesTournage 1Bilel BoulehmiPas encore d'évaluation
- Examen 1Document1 pageExamen 1Kamel BousninaPas encore d'évaluation
- Partie 2 MMT TechnologieDocument39 pagesPartie 2 MMT TechnologieAB lifestyle100% (1)
- Tour PfeDocument2 pagesTour PfeErraji HichamPas encore d'évaluation
- Corrigé TD-5 - TD de SynthèseDocument5 pagesCorrigé TD-5 - TD de SynthèseAljawhara SaraPas encore d'évaluation
- TP AffutageDocument12 pagesTP AffutageEya EssayelPas encore d'évaluation
- Bielle ManivelleDocument4 pagesBielle ManivelleMohamed EljotariPas encore d'évaluation
- tp1 PDFDocument9 pagestp1 PDFiwibab 2018Pas encore d'évaluation
- Rapport Du Stage P F E: Plan de Maintenance Pour LesDocument29 pagesRapport Du Stage P F E: Plan de Maintenance Pour Leswahiba safaaPas encore d'évaluation
- Application IIDocument7 pagesApplication IIHfgjjPas encore d'évaluation
- Correction TD Juin 2020Document14 pagesCorrection TD Juin 2020Yosr MaizaPas encore d'évaluation
- Bureau Des Méthodes Gam Capot PliageDocument1 pageBureau Des Méthodes Gam Capot Pliagematrani100% (1)
- Travail Demandé Sur La Mise en Position IsostatiqueDocument8 pagesTravail Demandé Sur La Mise en Position IsostatiqueAbdoulaye DIALLOPas encore d'évaluation
- TP TournageDocument3 pagesTP TournageHajar Oumnas100% (1)
- Série: Théorie de Coupe Exercice1Document13 pagesSérie: Théorie de Coupe Exercice1Yassine chahbounPas encore d'évaluation
- Le Système Bielle - Manivelle PDFDocument2 pagesLe Système Bielle - Manivelle PDFdjalikadjouPas encore d'évaluation
- Chapitre 003 Programmation Des MocnDocument125 pagesChapitre 003 Programmation Des MocnsiniorPas encore d'évaluation
- Correction-De-Rayon Etudiants V5Document13 pagesCorrection-De-Rayon Etudiants V5FARES NaoufelPas encore d'évaluation
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautD'EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautÉvaluation : 5 sur 5 étoiles5/5 (1)
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- ElzantDocument249 pagesElzantBilel BoulehmiPas encore d'évaluation
- 1049_BALYA_ASANSoRu_KULLAN_TALiMATIDocument1 page1049_BALYA_ASANSoRu_KULLAN_TALiMATIBilel BoulehmiPas encore d'évaluation
- 02 Excel 1 Budget CommunicationDocument3 pages02 Excel 1 Budget CommunicationBilel BoulehmiPas encore d'évaluation
- Procedes Mise EnformeDocument6 pagesProcedes Mise EnformeBilel Boulehmi100% (1)
- 03 Exercice Pratique Excel 1 Revisions BDD Et FonctionsDocument17 pages03 Exercice Pratique Excel 1 Revisions BDD Et FonctionsBilel BoulehmiPas encore d'évaluation
- Avtivité6Document2 pagesAvtivité6Bilel BoulehmiPas encore d'évaluation
- Projet Excel VBA 2022Document3 pagesProjet Excel VBA 2022Bilel BoulehmiPas encore d'évaluation
- 07 RechercheV ValeurDocument5 pages07 RechercheV ValeurBilel BoulehmiPas encore d'évaluation
- 08 GraphiquesDocument19 pages08 GraphiquesBilel BoulehmiPas encore d'évaluation
- Facteur de PerformanceDocument5 pagesFacteur de PerformanceBilel BoulehmiPas encore d'évaluation
- Etats de Surface ResumeDocument4 pagesEtats de Surface ResumeseifPas encore d'évaluation
- TP Les Dispersions en UsinageDocument5 pagesTP Les Dispersions en UsinageBilel Boulehmi0% (1)
- TP Les Dispersions en UsinageDocument5 pagesTP Les Dispersions en UsinageBilel Boulehmi0% (1)
- Excel Mise en Forme Et CalclusDocument9 pagesExcel Mise en Forme Et CalclusBilel BoulehmiPas encore d'évaluation
- TP N°3 Disperssion AléatoiresDocument11 pagesTP N°3 Disperssion AléatoiresBilel Boulehmi0% (1)
- Etat de SurfaceDocument8 pagesEtat de SurfaceBilel BoulehmiPas encore d'évaluation
- Tournage 1Document16 pagesTournage 1Bilel BoulehmiPas encore d'évaluation
- Compte Rendu Automatisme Systéme Monte ChargeDocument12 pagesCompte Rendu Automatisme Systéme Monte ChargeBilel BoulehmiPas encore d'évaluation
- Compte Rendu Automatisme Systéme TemporisateurDocument10 pagesCompte Rendu Automatisme Systéme TemporisateurBilel BoulehmiPas encore d'évaluation
- Tournage CNCDocument19 pagesTournage CNCBilel BoulehmiPas encore d'évaluation
- Cours Construction - Déboursés Et PVHT - A PartagerDocument9 pagesCours Construction - Déboursés Et PVHT - A Partagersabine chagnyPas encore d'évaluation
- Villas Du Mesnil PlaquetteDocument2 pagesVillas Du Mesnil PlaquetteYasin DoganayPas encore d'évaluation
- Exam Sismique 5GCA2015Document4 pagesExam Sismique 5GCA2015Stm AlexxiaPas encore d'évaluation
- La Fiche Technique Colle AcryliqueDocument1 pageLa Fiche Technique Colle AcryliquekwamePas encore d'évaluation
- Atec 16.14.682 2021 CCVDocument35 pagesAtec 16.14.682 2021 CCVYYOUNOS_MAPas encore d'évaluation
- Sujet 23 - LogoDocument6 pagesSujet 23 - Logohousinmechani1Pas encore d'évaluation
- Elementos de Précarregamento KistlerDocument2 pagesElementos de Précarregamento KistlerALEX_INSPETORPas encore d'évaluation
- Projet HangarDocument61 pagesProjet HangarChaalia ZemezmiPas encore d'évaluation
- 3Document4 pages3Abdelali SolPas encore d'évaluation
- TD4 Meca Fluid Sigma 2023Document6 pagesTD4 Meca Fluid Sigma 2023YvesPas encore d'évaluation
- Hnorme+batiment+elec IllustrationDocument7 pagesHnorme+batiment+elec IllustrationMourad TargaouiPas encore d'évaluation
- 201907110016diuo Final Bezons Arc en SeineDocument24 pages201907110016diuo Final Bezons Arc en SeineniotrinosPas encore d'évaluation
- La Masse Volumique Absolueetet ApparenteDocument6 pagesLa Masse Volumique Absolueetet ApparenteImsal NHPas encore d'évaluation
- Torsade de BranchementDocument2 pagesTorsade de BranchementHichèm BerjèbPas encore d'évaluation
- Velux Gvt-Gvo Manuell FRDocument2 pagesVelux Gvt-Gvo Manuell FRBaptiste DespresPas encore d'évaluation
- Beton V2 FINALDocument15 pagesBeton V2 FINALIRwiN1989Pas encore d'évaluation
- BDP Genie CivilDocument307 pagesBDP Genie CivilousmanePas encore d'évaluation
- Rapport VillaDocument40 pagesRapport VillaYassine BenaliPas encore d'évaluation
- Calcul D'arbreDocument2 pagesCalcul D'arbreFradj TriplexPas encore d'évaluation
- 43.6 Part 1-1Document25 pages43.6 Part 1-1COSA Géraud Pin-BarrasPas encore d'évaluation
- NDC Plaques Ceramique ModDocument7 pagesNDC Plaques Ceramique ModAbdellahJrhaidarPas encore d'évaluation
- Droit Administratif Des BiensDocument98 pagesDroit Administratif Des BiensSophie100% (1)
- Équipement de SécuritéDocument2 pagesÉquipement de SécuritéLobby Lob Gratuit100% (1)
- Etude HydrauliqueDocument6 pagesEtude HydrauliqueAziz HwewiPas encore d'évaluation
- Les Réservoirs D'eau Potable PDFDocument12 pagesLes Réservoirs D'eau Potable PDFMohendesse Sud100% (1)
- CCTP VRDDocument17 pagesCCTP VRDRIAD REZZAGPas encore d'évaluation
- Diaporama ENTITéSDocument36 pagesDiaporama ENTITéSaymanezdhPas encore d'évaluation
- Devis Pour La Construction Des Caniveaux, Buses Et Ponçeaux - COPIEDocument38 pagesDevis Pour La Construction Des Caniveaux, Buses Et Ponçeaux - COPIEPatrick Citegetse100% (2)
- Des Essais Haute Pression Dans Les Sables Du Thanetien A LondresDocument6 pagesDes Essais Haute Pression Dans Les Sables Du Thanetien A LondressamimontassarPas encore d'évaluation