Vous aimerez peut-être aussi
- Le Soudage Le Visuel PDFDocument13 pagesLe Soudage Le Visuel PDFslimamri100% (2)
- Le Soudage Le Visuel PDFDocument13 pagesLe Soudage Le Visuel PDFslimamri100% (2)
- Chimie Des Solutions MpsiDocument41 pagesChimie Des Solutions Mpsihanaaaaaaaaae100% (5)
- Procedes SoudageDocument74 pagesProcedes SoudageOualid Berkouk100% (1)
- Exercice 01Document12 pagesExercice 01Ghizlane ID75% (4)
- TorsionDocument18 pagesTorsionyassinn9575% (4)
- Exercice 01Document12 pagesExercice 01Ghizlane IDPas encore d'évaluation
- Chapitre 1 Définitions, Désignations Et ApllicationsDocument12 pagesChapitre 1 Définitions, Désignations Et Apllicationsabdelmoumen hidouri100% (1)
- 1.1 Introduction GeneraleDocument35 pages1.1 Introduction Generaleapi34Pas encore d'évaluation
- Anodisation de L'aluminium Et de Ses AlliagesDocument22 pagesAnodisation de L'aluminium Et de Ses AlliagesCousin Hub50% (2)
- Alchimie Simplifie - SchwaebleDocument26 pagesAlchimie Simplifie - SchwaebleAmine BahiPas encore d'évaluation
- Serrage PDFDocument10 pagesSerrage PDFhmayda riadPas encore d'évaluation
- ICCA - Lexique - EN-FR (Génie Civil)Document56 pagesICCA - Lexique - EN-FR (Génie Civil)Ali Ben Mansour100% (2)
- 42CD4 FRDocument1 page42CD4 FRghrairi atefPas encore d'évaluation
- RD Mess A I TractionDocument2 pagesRD Mess A I TractionAattouri NajwaPas encore d'évaluation
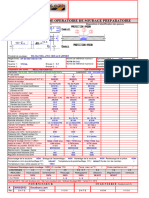
- Descriptif de Mode Operatoire de Soudage Preparatoire: Schéma de Préparation Disposition Et Identification Des PassesDocument1 pageDescriptif de Mode Operatoire de Soudage Preparatoire: Schéma de Préparation Disposition Et Identification Des PassesMathieu DouPas encore d'évaluation
- Conditions-Coupe 221126 074254Document10 pagesConditions-Coupe 221126 074254Barou Haya SanniPas encore d'évaluation
- Conditions CoupeDocument10 pagesConditions CoupeÎliãss ÎliassPas encore d'évaluation
- Résistance Mécanique Des Vis: Essai de TractionDocument6 pagesRésistance Mécanique Des Vis: Essai de TractionParc ElyesPas encore d'évaluation
- Caractéristiques Mécaniques PDFDocument5 pagesCaractéristiques Mécaniques PDFkarim zazaPas encore d'évaluation
- FT - AGL30SENCAP - ESTRAT - FR OkDocument1 pageFT - AGL30SENCAP - ESTRAT - FR OkbelharechePas encore d'évaluation
- 1 2379Document4 pages1 2379Walid Ben AmirPas encore d'évaluation
- 71 DMOS 111 P BW Bs 12 PA PE S355 Gr1.2 5PDocument1 page71 DMOS 111 P BW Bs 12 PA PE S355 Gr1.2 5PMathieu DouPas encore d'évaluation
- Torsion ArbresDocument4 pagesTorsion ArbresDrancyPas encore d'évaluation
- Ressource Vis A BilleDocument25 pagesRessource Vis A BilleJero MilPas encore d'évaluation
- ARGENT 01 Pure FRDocument3 pagesARGENT 01 Pure FRMaroua Benk99rimaPas encore d'évaluation
- TFM1 TH 2007 - CorrigéDocument6 pagesTFM1 TH 2007 - CorrigéGxfhjjPas encore d'évaluation
- Isoria 10Document20 pagesIsoria 10abdelwahadPas encore d'évaluation
- Afriflex 25 VV 60 F.FDocument1 pageAfriflex 25 VV 60 F.FAbdelaziz SONITRAV0% (1)
- Memento AluminiumDocument4 pagesMemento AluminiumcedemoPas encore d'évaluation
- Propriété Des Alliages DentairesDocument4 pagesPropriété Des Alliages DentaireszinebPas encore d'évaluation
- Equivalence Cuivre Aluminium Sept2017Document3 pagesEquivalence Cuivre Aluminium Sept2017KhalidBazanmanPas encore d'évaluation
- FT-4105B-BELVIS 4T TX ZN TB12 D4,8x20-BardageDocument3 pagesFT-4105B-BELVIS 4T TX ZN TB12 D4,8x20-BardageChrisPas encore d'évaluation
- ABSDocument3 pagesABSNicolas TETARD100% (3)
- Fiche Technique DURSTEELDocument4 pagesFiche Technique DURSTEELAnisPas encore d'évaluation
- Module Sur La VisserieDocument9 pagesModule Sur La Visseriecvolant4Pas encore d'évaluation
- 23 H1Z2Z2 K Dca 2Document2 pages23 H1Z2Z2 K Dca 2Francesco Di MaioPas encore d'évaluation
- Afriflex 40 Py 180 ArdfDocument1 pageAfriflex 40 Py 180 Ardfأحمد الناهيري100% (1)
- Icc 5Document4 pagesIcc 5Rachid HamianiPas encore d'évaluation
- Icc 5Document4 pagesIcc 5Rachid HamianiPas encore d'évaluation
- Dimentionnement D Une Virole Et Fond CODAP TOPDocument7 pagesDimentionnement D Une Virole Et Fond CODAP TOPMED AMINE YOUHIPas encore d'évaluation
- Wa0001.Document1 pageWa0001.sam hadPas encore d'évaluation
- Guide Technique Coprax 2019Document84 pagesGuide Technique Coprax 2019Djamel EddinePas encore d'évaluation
- XP C 32-321 Nf-Use: Basse Tension (BT) - Low Voltage (LV) 0.6 / 1 (1.2) KV Industriel Rigide - Industrial RigidDocument2 pagesXP C 32-321 Nf-Use: Basse Tension (BT) - Low Voltage (LV) 0.6 / 1 (1.2) KV Industriel Rigide - Industrial RigidRicardo MotaPas encore d'évaluation
- FT U200-4Document1 pageFT U200-4Patrick BaridonPas encore d'évaluation
- Cours Sur Le Metal D'apport - Gustave NgokaDocument20 pagesCours Sur Le Metal D'apport - Gustave NgokaGustave NGOKAPas encore d'évaluation
- 04 Seimi Equipements Marine Catalogue 2018-2019 Instrumentation Controle Moteur Pages 083 096Document14 pages04 Seimi Equipements Marine Catalogue 2018-2019 Instrumentation Controle Moteur Pages 083 096Grégory BarbéPas encore d'évaluation
- Data Sheet 2006fr Strenx® 700 E F 2019-05-13Document2 pagesData Sheet 2006fr Strenx® 700 E F 2019-05-13Mohamadou NdjiddaPas encore d'évaluation
- gjl-150 300 FDocument1 pagegjl-150 300 FMakrem CherifPas encore d'évaluation
- Cable FRN1X1G1Document3 pagesCable FRN1X1G1adem nejmaPas encore d'évaluation
- Presentation FinalDocument22 pagesPresentation FinalAmriouiPas encore d'évaluation
- Renolit Alkorplan 35020 - FRDocument2 pagesRenolit Alkorplan 35020 - FRIngénieur CivilPas encore d'évaluation
- Caracteristiques Composants POLYURETUB INOX-2Document3 pagesCaracteristiques Composants POLYURETUB INOX-2Jacques YuitPas encore d'évaluation
- BauderTHERMOPLAN T 18 Blanc Perle Fiche Technique 66180150 0318FRDocument1 pageBauderTHERMOPLAN T 18 Blanc Perle Fiche Technique 66180150 0318FRDUYSENSPas encore d'évaluation
- Alcu4Mgsi (Au4G)Document2 pagesAlcu4Mgsi (Au4G)Marwa KhederPas encore d'évaluation
- Calcul BoulonsDocument5 pagesCalcul BoulonssamiPas encore d'évaluation
- Le Tréfilage Version FR 07-2014Document41 pagesLe Tréfilage Version FR 07-2014MouadElOuadifiPas encore d'évaluation
- 1 SNC 117003 C 0302Document84 pages1 SNC 117003 C 0302Anis Ben FarhatPas encore d'évaluation
- Les - Conditions - de - Coupes Par PDFDocument13 pagesLes - Conditions - de - Coupes Par PDFsarre mamoudouPas encore d'évaluation
- 20160215104151-Dimo c45 02 2015 FDocument4 pages20160215104151-Dimo c45 02 2015 FMouna KallelPas encore d'évaluation
- 21044a-1 0Document1 page21044a-1 0chef.atelierPas encore d'évaluation
- CT1 - Conduits Et CanalisationsDocument10 pagesCT1 - Conduits Et CanalisationsMerveil BorgeasPas encore d'évaluation
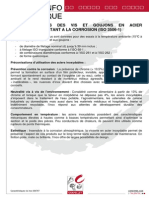
- Caracteristiques Vis InoxDocument5 pagesCaracteristiques Vis InoxsozarioPas encore d'évaluation
- 100kVA 30kV 0.4KvDocument1 page100kVA 30kV 0.4KvTaibi YoucefPas encore d'évaluation
- FR TA6VGrade5 - FT008Document2 pagesFR TA6VGrade5 - FT008Laura R.Pas encore d'évaluation
- Buse Queue de paon-V1-FTDocument3 pagesBuse Queue de paon-V1-FTwadiiPas encore d'évaluation
- Afriflex+ 40 Py 180 F.FDocument1 pageAfriflex+ 40 Py 180 F.FAminePas encore d'évaluation
- Soudure Formation InspectionDocument33 pagesSoudure Formation InspectionIsmailBelguithPas encore d'évaluation
- Benani HamzaDocument85 pagesBenani Hamzagallerii50% (2)
- Cours Torn A DesDocument39 pagesCours Torn A Desyassinn95Pas encore d'évaluation
- Galvanisation Reunion 20 AnsDocument81 pagesGalvanisation Reunion 20 Ansyassinn95Pas encore d'évaluation
- Vérification Et Choix Des Vis de Fixation Du Vérin Sur Son SupportDocument5 pagesVérification Et Choix Des Vis de Fixation Du Vérin Sur Son Supportyassinn95Pas encore d'évaluation
- VF W Ex - FRA - 1733 R3Document60 pagesVF W Ex - FRA - 1733 R3yassinn95Pas encore d'évaluation
- INERIS Benchmark Viellissement Stockage RaffinerieDocument105 pagesINERIS Benchmark Viellissement Stockage Raffineriepierre31415100% (1)
- VérinDocument3 pagesVérinyassinn95Pas encore d'évaluation
- Cours Mastere 5 Avril SoudureDocument111 pagesCours Mastere 5 Avril Soudureyassinn95Pas encore d'évaluation
- Construction Industrielle (Dessin Technique Calcul MecaniqueDocument257 pagesConstruction Industrielle (Dessin Technique Calcul MecaniqueFatah Maafa94% (17)
- 4Document57 pages4Max De Bangolo100% (1)
- Classeur 1 YaDocument1 pageClasseur 1 Yayassinn95Pas encore d'évaluation
- TC Piping 2001Document1 pageTC Piping 2001maziarvahidi100% (1)
- LEVAC CablesDocument8 pagesLEVAC CablesmohaPas encore d'évaluation
- Materiaux 2Document4 pagesMateriaux 2Řãnîa SmidaPas encore d'évaluation
- TP 1Document6 pagesTP 1Ramzi AyadiPas encore d'évaluation
- Rapport-PFE NDocument43 pagesRapport-PFE Nm.aitndir9196Pas encore d'évaluation
- Chapitre 82 - La Transformation Et Le Travail Des MétauxDocument121 pagesChapitre 82 - La Transformation Et Le Travail Des Métauxbeey2001Pas encore d'évaluation
- Hemijske Formule TabeleDocument3 pagesHemijske Formule TabeledejanPas encore d'évaluation
- Catalogue Fra 2013 PiherDocument71 pagesCatalogue Fra 2013 PiherINDUSTRIAS PIHERPas encore d'évaluation
- Formation Et Reduction Des OxydesDocument37 pagesFormation Et Reduction Des Oxydeswissal1111 blmPas encore d'évaluation
- Cours 2 Chimie IndutrielleDocument15 pagesCours 2 Chimie IndutrielleIsmaëlPas encore d'évaluation
- Soudage 3Document13 pagesSoudage 3dayangPas encore d'évaluation
- RFP 014 - Prescriptions Techniques VTCDocument12 pagesRFP 014 - Prescriptions Techniques VTCGhislain GbagbaPas encore d'évaluation
- TP ComplexesDocument6 pagesTP Complexesayyoub dhbPas encore d'évaluation
- 2009 AmNord Exo2 Sujet CasseroleCu 7ptsDocument4 pages2009 AmNord Exo2 Sujet CasseroleCu 7ptsIdriss Ba100% (1)
- Economy - Mining Process LexiqueDocument14 pagesEconomy - Mining Process LexiqueMamita TsilaitraPas encore d'évaluation
- Matériaux InorganiquesDocument74 pagesMatériaux InorganiquesNejmeddine HalfaouiPas encore d'évaluation
- FN Ammoniaque Dans L IndustrieDocument461 pagesFN Ammoniaque Dans L IndustrieOth JPas encore d'évaluation
- DR Aluminium Cuivre PDFDocument6 pagesDR Aluminium Cuivre PDFmaraghni_hassine7592Pas encore d'évaluation
- Propriétés Des Matériaux ConstructionDocument6 pagesPropriétés Des Matériaux ConstructionSALEH MISKINPas encore d'évaluation
- LJ Thenard - Traite de Chimie Élémentaire T1Document114 pagesLJ Thenard - Traite de Chimie Élémentaire T1belgam2Pas encore d'évaluation
- Tout-Chaines Précambriennes de L'anti AtlasDocument325 pagesTout-Chaines Précambriennes de L'anti AtlasOthmane Métreur100% (1)
- Les Familles D'éléments: Le Sodium, Un Métal AlcalinDocument3 pagesLes Familles D'éléments: Le Sodium, Un Métal AlcalinRONICE MAMELEM DJANZEPas encore d'évaluation
- Chapitre Les Roches MetamorphiquesDocument7 pagesChapitre Les Roches MetamorphiquesAnonymous JIjLxKYApN100% (1)
- Exposer Sur Les Toitures LegersDocument13 pagesExposer Sur Les Toitures LegersLuc MillerPas encore d'évaluation
- TD N°3 Metaux UsuelsDocument2 pagesTD N°3 Metaux UsuelsFallouPas encore d'évaluation