Vous aimerez peut-être aussi
- Les Voies de Communication et les Moyens de Transport : Défis et Solutions pour un Avenir DurableD'EverandLes Voies de Communication et les Moyens de Transport : Défis et Solutions pour un Avenir DurablePas encore d'évaluation
- Gestion Des Opérations de La Logistique Industrielle 8Document3 pagesGestion Des Opérations de La Logistique Industrielle 8charles langmiaPas encore d'évaluation
- Gestion Des Opérations de La Logistique Industrielle 11Document3 pagesGestion Des Opérations de La Logistique Industrielle 11charles langmiaPas encore d'évaluation
- BTS TPL 2019 Sujet National LMTDocument18 pagesBTS TPL 2019 Sujet National LMTTaha BamohamedPas encore d'évaluation
- GP40 - Gestion de Production Et Des Stocks Examen Final - Printemps 2010Document1 pageGP40 - Gestion de Production Et Des Stocks Examen Final - Printemps 2010abdo tmPas encore d'évaluation
- BTS Transport Et Logistique Cours de Logistique: Patrick ROBERT 2012 1Document140 pagesBTS Transport Et Logistique Cours de Logistique: Patrick ROBERT 2012 1One pacPas encore d'évaluation
- M. TEPE Armand Ledoux Supply Chain Manager: Application 1Document7 pagesM. TEPE Armand Ledoux Supply Chain Manager: Application 1Dany ArmandPas encore d'évaluation
- Logistique Internatuonnale Iim Bts2Document1 pageLogistique Internatuonnale Iim Bts2Lancina Keita100% (1)
- Proqual CDocument2 pagesProqual COusmanePas encore d'évaluation
- Am - M101 - Metier Et Formation - MSDocument47 pagesAm - M101 - Metier Et Formation - MSelhoussaine.nahime00Pas encore d'évaluation
- Sujet Bts TPL 2013 - NationalDocument17 pagesSujet Bts TPL 2013 - NationalDhotPas encore d'évaluation
- Serie 01038 LapalettisationDocument5 pagesSerie 01038 LapalettisationAya MlmPas encore d'évaluation
- La Gestion Des Retours de PalettesDocument10 pagesLa Gestion Des Retours de PalettesHamza Ait IkhlefPas encore d'évaluation
- Chapitre 1 Cours Logistique Licence PDFDocument8 pagesChapitre 1 Cours Logistique Licence PDFAla AmamiPas encore d'évaluation
- Exercice LidorDocument3 pagesExercice LidorOsman KanthePas encore d'évaluation
- Efm Rel 2016Document1 pageEfm Rel 2016MoulayEsmailTalibiPas encore d'évaluation
- Brevet de Technicien Supérieur (BTS) Gestion Logistique Et Transport (GLT)Document43 pagesBrevet de Technicien Supérieur (BTS) Gestion Logistique Et Transport (GLT)Dany ArmandPas encore d'évaluation
- Gestion de La Chaine Logistique (EPS) 3Document6 pagesGestion de La Chaine Logistique (EPS) 3charles langmiaPas encore d'évaluation
- Support de Cours de TBL Et Mesure de Performance Logistique NEWDocument42 pagesSupport de Cours de TBL Et Mesure de Performance Logistique NEWDany Armand100% (1)
- I. Les Méthodes Classiques de La Gestion de Stock 1. La Méthode ABC D'analyse Des StocksDocument3 pagesI. Les Méthodes Classiques de La Gestion de Stock 1. La Méthode ABC D'analyse Des Stockssouad ajjPas encore d'évaluation
- Exercice GarobagDocument1 pageExercice GarobagOusmane100% (2)
- Tensioflux CDocument1 pageTensioflux COsman KanthePas encore d'évaluation
- Gestion Des Opérations de La Logistique Industrielle 10Document3 pagesGestion Des Opérations de La Logistique Industrielle 10charles langmiaPas encore d'évaluation
- Présentation Gestion de Stock KhaoulaDocument33 pagesPrésentation Gestion de Stock KhaoulaIMad IMad100% (1)
- Exercice SecurixDocument1 pageExercice SecurixOusmane KantéPas encore d'évaluation
- LogistiqueDocument6 pagesLogistiquekaoutar100% (1)
- Rapport Final Imane 2019Document96 pagesRapport Final Imane 2019khammal anasPas encore d'évaluation
- Cours 2 Manutention Stockage 1260801677285 PDFDocument47 pagesCours 2 Manutention Stockage 1260801677285 PDFSofiene GuedriPas encore d'évaluation
- Politique Logistique InternationaleDocument69 pagesPolitique Logistique InternationaleNizar GarzounPas encore d'évaluation
- REL M16 - Optimisation Du TransportDocument13 pagesREL M16 - Optimisation Du TransportelmourchidPas encore d'évaluation
- Série 1 de 4 ExecrcicesDocument3 pagesSérie 1 de 4 ExecrcicesayoubPas encore d'évaluation
- Logistique de ProductionDocument20 pagesLogistique de ProductionAnais RayellePas encore d'évaluation
- Stratégique Logistique À L'international - Chapitre 1 SCMDocument13 pagesStratégique Logistique À L'international - Chapitre 1 SCMOmar El MejnaouiPas encore d'évaluation
- Copie de EXCEL Beaurouge Partie 2 - Capacité-Charge - Feuille de TravailDocument10 pagesCopie de EXCEL Beaurouge Partie 2 - Capacité-Charge - Feuille de TravailShana Dana0% (1)
- 486 - La Logistique en 42 Fiches - Morana - Première PartieDocument17 pages486 - La Logistique en 42 Fiches - Morana - Première PartieESSANHAJI Ali100% (1)
- Planification Des ReceptionsDocument9 pagesPlanification Des ReceptionskorobadePas encore d'évaluation
- Gestion de La Chaîne Logistique (EPS) 5Document9 pagesGestion de La Chaîne Logistique (EPS) 5charles langmiaPas encore d'évaluation
- ABC Et WilsonDocument18 pagesABC Et WilsonAllache Abderrahman100% (1)
- Gestion Des Moyens HumainsDocument76 pagesGestion Des Moyens HumainsMohamed El Omrani100% (1)
- Amélioration Logistique MémoireDocument137 pagesAmélioration Logistique MémoireKassi FranckPas encore d'évaluation
- DOSSETUDCASSEDNEMDocument19 pagesDOSSETUDCASSEDNEMSouhayl MsaadiPas encore d'évaluation
- Supply ChainDocument18 pagesSupply ChainsyPas encore d'évaluation
- Corrige 2008Document12 pagesCorrige 2008vdemontardPas encore d'évaluation
- 222 PPT Final LogistiqueDocument22 pages222 PPT Final LogistiqueChaimae EL MoussaouiPas encore d'évaluation
- Gestion Des Prestations Logistiques 8Document3 pagesGestion Des Prestations Logistiques 8charles langmiaPas encore d'évaluation
- Exercice VerindusDocument2 pagesExercice VerindusOusmane Kanté100% (1)
- ExercicesDocument2 pagesExercicesAbdelatif HrPas encore d'évaluation
- Cours GP - Chapitre 1 PDFDocument4 pagesCours GP - Chapitre 1 PDFride100% (1)
- Serie 030208 Le Scots Logist I QuesDocument4 pagesSerie 030208 Le Scots Logist I QuesSidiki CamaraPas encore d'évaluation
- Présenté PFE Méthode Abc Et Le StockDocument36 pagesPrésenté PFE Méthode Abc Et Le Stockyassine wahoubPas encore d'évaluation
- Davis FRDocument2 pagesDavis FROusmane Kanté100% (1)
- Coopération LogistiqueDocument33 pagesCoopération Logistiquemissor89Pas encore d'évaluation
- Distinguer Et Choisir Les Pictogrammes de ManutentionDocument4 pagesDistinguer Et Choisir Les Pictogrammes de Manutentionoutman31Pas encore d'évaluation
- Exercice CaskexDocument2 pagesExercice CaskexOusmanePas encore d'évaluation
- TD2 - Gestion Des StocksDocument2 pagesTD2 - Gestion Des Stocksfatima azalmadPas encore d'évaluation
- Chapitre 3 Cours Logistique Licence 2020 PDFDocument12 pagesChapitre 3 Cours Logistique Licence 2020 PDFAbdelali Jannati100% (1)
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- La LA GESTION COOPERATIVE - THEORIE ET PRATIQUE: De la spécificité à l’avantage concurrentiel - Émergence d’un nouveau paradigmeD'EverandLa LA GESTION COOPERATIVE - THEORIE ET PRATIQUE: De la spécificité à l’avantage concurrentiel - Émergence d’un nouveau paradigmePas encore d'évaluation
- Évaluations nationales des acquis scolaires, Volume 3: Mettre en oeuvre une évaluation nationale des acquis scolairesD'EverandÉvaluations nationales des acquis scolaires, Volume 3: Mettre en oeuvre une évaluation nationale des acquis scolairesÉvaluation : 1 sur 5 étoiles1/5 (1)
- NDT Application Form 2015 06 - FRDocument6 pagesNDT Application Form 2015 06 - FROsman KanthePas encore d'évaluation
- Identification Verification Form FRDocument1 pageIdentification Verification Form FROsman KanthePas encore d'évaluation
- Formulaire de Vérification de La Photographie: Renseignements Sur Le DemandeurDocument1 pageFormulaire de Vérification de La Photographie: Renseignements Sur Le DemandeurOsman KanthePas encore d'évaluation
- Formulaire Du Test de Vision Pour Les Personnel D'Essais Non DestructifsDocument1 pageFormulaire Du Test de Vision Pour Les Personnel D'Essais Non DestructifsOsman KanthePas encore d'évaluation
- Maths Geom7eDocument77 pagesMaths Geom7eOsman KanthePas encore d'évaluation
- Grandeurs Et MesuresDocument10 pagesGrandeurs Et MesuresOsman KanthePas encore d'évaluation
- Exercice DeliveryDocument1 pageExercice DeliveryOusmane KantéPas encore d'évaluation
- Exercice ElectraDocument2 pagesExercice ElectraOsman KanthePas encore d'évaluation
- Rapport de Stage: Contrôleur TechniqueDocument4 pagesRapport de Stage: Contrôleur TechniqueIlyas BoutouahanPas encore d'évaluation
- CLOVIS Memoire en Cours 100024Document45 pagesCLOVIS Memoire en Cours 100024cedrick bihangoPas encore d'évaluation
- La Loi de Finance Au MarocDocument18 pagesLa Loi de Finance Au Marocetudiante9150% (2)
- Toyota Camry 2022 CFAODocument3 pagesToyota Camry 2022 CFAOMaman Daba Ndiaye NDIORPas encore d'évaluation
- Louvre Unmuseeouvertatous2017Document13 pagesLouvre Unmuseeouvertatous2017BedPas encore d'évaluation
- Danger Et RisqueDocument74 pagesDanger Et RisqueAmin100% (3)
- Un Vaisseau de 74 CanonsDocument1 pageUn Vaisseau de 74 CanonsSébastien PeignéPas encore d'évaluation
- TRAFIC 3 - Equipement Electrique 2Document104 pagesTRAFIC 3 - Equipement Electrique 20001fred50% (2)
- Liste Des Panneaux de SignalisationDocument17 pagesListe Des Panneaux de SignalisationranaivosonPas encore d'évaluation
- Partie 6 - Signaux LumineuxDocument34 pagesPartie 6 - Signaux LumineuxzenatiPas encore d'évaluation
- Ulm Nouvelle ReglementationDocument4 pagesUlm Nouvelle ReglementationAnis AyeebPas encore d'évaluation
- Rapport de Stage de La Société NAFTALDocument9 pagesRapport de Stage de La Société NAFTALOuidad Ben Lamrabet67% (15)
- Conception PortuaireDocument102 pagesConception Portuairephilou6259100% (3)
- Journal de La Marine LE YACHT Vol 46 No 2339 Jan 1928Document18 pagesJournal de La Marine LE YACHT Vol 46 No 2339 Jan 1928Sean CampbellPas encore d'évaluation
- hm350 1 FR (1e2)Document12 pageshm350 1 FR (1e2)EricPas encore d'évaluation
- La Méthode KanbanDocument40 pagesLa Méthode KanbanYousra Sekkat100% (6)
- Fontaine Romain Projetba2q2Document38 pagesFontaine Romain Projetba2q2luluPas encore d'évaluation
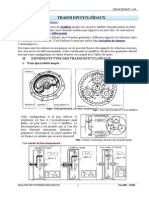
- Train ÉpicycloïdauxDocument9 pagesTrain ÉpicycloïdauxKamel Bousnina100% (1)
- Guezgouz AzizDocument70 pagesGuezgouz AzizMhd Jmp Jmp100% (1)
- Carnet Chef de SectionDocument46 pagesCarnet Chef de Sectioncyberquasit100% (1)
- HA!+N°60+web2 2Document56 pagesHA!+N°60+web2 2KouarPas encore d'évaluation
- Hydro-Quebec Statement of ClaimDocument30 pagesHydro-Quebec Statement of ClaimlabradorePas encore d'évaluation
- Calcul Des Poutres Prinicpales: Chapitre 3Document15 pagesCalcul Des Poutres Prinicpales: Chapitre 3Samar NejiPas encore d'évaluation
- Intructions Et Modes Operatoires Vidange Et Charge en Liquide de Refroidissement Du Groupe DoosanDocument5 pagesIntructions Et Modes Operatoires Vidange Et Charge en Liquide de Refroidissement Du Groupe DoosanFrank Kenmogne fanguePas encore d'évaluation
- Employé Polyvalent: ProfilDocument2 pagesEmployé Polyvalent: ProfilRuddy PayetPas encore d'évaluation
- Amx 10 PDocument1 pageAmx 10 PMiguel Ángel TorallaPas encore d'évaluation
- Pluchart - Wallers - RNT - V2 - Juin 2012Document24 pagesPluchart - Wallers - RNT - V2 - Juin 2012HKDOCUMENTPas encore d'évaluation
- Le MercantilismeDocument67 pagesLe MercantilismeAhmed BenanePas encore d'évaluation
- Mas.2 Arch. 0971Document124 pagesMas.2 Arch. 0971islam nasri arPas encore d'évaluation
- CT050B1 Product OverviewDocument2 pagesCT050B1 Product OverviewNicolas NicolasPas encore d'évaluation