Vous aimerez peut-être aussi
- Picasocorrige 2Document4 pagesPicasocorrige 2ibra100% (2)
- Support de Cours Intermediaire Lectra Modaris v8 Expert-CompresseDocument46 pagesSupport de Cours Intermediaire Lectra Modaris v8 Expert-CompresseAbkari Nabil100% (3)
- Rapport de Pfe "Réalisation D'une Carte de Commande Pour Une Machine À Laver"Document40 pagesRapport de Pfe "Réalisation D'une Carte de Commande Pour Une Machine À Laver"kouias hamza75% (16)
- Notice Rosilio TBI 280Document33 pagesNotice Rosilio TBI 280achiva100% (1)
- TD2 Gemma PDFDocument3 pagesTD2 Gemma PDFyousef ouasfia100% (1)
- Fiche Technique DB900 DB1100Document2 pagesFiche Technique DB900 DB1100lahlouhPas encore d'évaluation
- Cas Pratique 3Document4 pagesCas Pratique 3Mamadou DiaPas encore d'évaluation
- La Méthode Du Barycentre - Etude de CasDocument13 pagesLa Méthode Du Barycentre - Etude de Casapi-3748220100% (5)
- TP CN CFM2 S1Document24 pagesTP CN CFM2 S1FARES NaoufelPas encore d'évaluation
- Fiche ctn210 PDFDocument19 pagesFiche ctn210 PDFguyPas encore d'évaluation
- TP CN1Document17 pagesTP CN1Naoufel FARESPas encore d'évaluation
- 1 La CFAO Qu'Estce Que C'estDocument7 pages1 La CFAO Qu'Estce Que C'estelmrabetPas encore d'évaluation
- Emco 240 CNDocument14 pagesEmco 240 CNnicolas.adcouplittoralPas encore d'évaluation
- TP Fraisage 2021 - CopieDocument7 pagesTP Fraisage 2021 - CopieMi DO IIPas encore d'évaluation
- Lecon 5 Machine OutilDocument24 pagesLecon 5 Machine OutilYasmine HammamiPas encore d'évaluation
- TP Initiation Au Fraisage CNDocument9 pagesTP Initiation Au Fraisage CNneotuning100% (1)
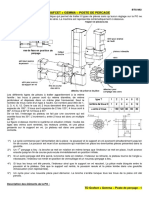
- 12-TD G7 + GEMMA Poste de PerçageDocument3 pages12-TD G7 + GEMMA Poste de PerçageursulaahoulahouPas encore d'évaluation
- Tutoriel CNCDocument16 pagesTutoriel CNCBilel HajriPas encore d'évaluation
- Mécanique de Précision - Travaux Pratiques de FraisageDocument116 pagesMécanique de Précision - Travaux Pratiques de FraisageЛюбить ЕннеттPas encore d'évaluation
- CfaoDocument19 pagesCfaoimenePas encore d'évaluation
- Compte Rendu Du TP TCNDocument13 pagesCompte Rendu Du TP TCNJaoui RachidPas encore d'évaluation
- TP Commande NumériqueDocument25 pagesTP Commande NumériqueMr FrAnnkY (FrAnnkY)Pas encore d'évaluation
- Leçon 2 - Mise en Œuvre de La MOCNDocument26 pagesLeçon 2 - Mise en Œuvre de La MOCNAbichou IssaPas encore d'évaluation
- Formação R-ArnDocument60 pagesFormação R-ArnJehan AICPas encore d'évaluation
- Atelier Paroduction parCNDocument50 pagesAtelier Paroduction parCNAyoub Boutouta100% (2)
- Fiche720t Us3Document20 pagesFiche720t Us3Ka RimPas encore d'évaluation
- Sujets Exam AutoDocument3 pagesSujets Exam AutoFth WalterPas encore d'évaluation
- Olympiades2021 Avp CNDocument9 pagesOlympiades2021 Avp CNArmand SchamelhoutPas encore d'évaluation
- TP Systemes Flexibles FraisageDocument4 pagesTP Systemes Flexibles FraisageAmina DaghouriPas encore d'évaluation
- Programmation de Variateurs LS Industrial Systems Type S100Document9 pagesProgrammation de Variateurs LS Industrial Systems Type S100ZOLEKO VICTORIENPas encore d'évaluation
- Conception, Fabrication, Assistées Par OrdinateurDocument14 pagesConception, Fabrication, Assistées Par OrdinateurMohamedAyoubPas encore d'évaluation
- Exercices Grafcet - RevisionDocument17 pagesExercices Grafcet - RevisionMohamed LarbiPas encore d'évaluation
- Init Rob 2Document57 pagesInit Rob 2محمد زينايPas encore d'évaluation
- Les Procedes D Usinage-EleveDocument41 pagesLes Procedes D Usinage-EleveHassene KARMOUSPas encore d'évaluation
- Ressource CfaoDocument14 pagesRessource CfaoDjelloul ReziniPas encore d'évaluation
- M1 - Programmation, Réglage Et Conduite D'un Tour À Commande Numérique - MTP FANUCDocument22 pagesM1 - Programmation, Réglage Et Conduite D'un Tour À Commande Numérique - MTP FANUCZakaria El BoukilyPas encore d'évaluation
- Chap2 - FAO - Janvier 2020Document43 pagesChap2 - FAO - Janvier 2020Anwar BrahamPas encore d'évaluation
- MachinesProf TourDocument7 pagesMachinesProf Tourlulu3232Pas encore d'évaluation
- Compte Rendu FCNDocument11 pagesCompte Rendu FCNYassinePas encore d'évaluation
- Notice Dutilisation MMT V7Document15 pagesNotice Dutilisation MMT V7red lemPas encore d'évaluation
- Utilisation Des MOCNDocument23 pagesUtilisation Des MOCNybenguennyPas encore d'évaluation
- CNC Chapitre 1 PDFDocument16 pagesCNC Chapitre 1 PDFmejri merinPas encore d'évaluation
- Haas Notice 17Document31 pagesHaas Notice 17Usi redPas encore d'évaluation
- Rapport ProductiqueDocument6 pagesRapport ProductiqueFONTONPas encore d'évaluation
- Cours CFAO PDFDocument11 pagesCours CFAO PDFnakaruru5550% (2)
- CH1-Fabrication Assistée Par OrdinateurDocument37 pagesCH1-Fabrication Assistée Par OrdinateurAbbassi KarimPas encore d'évaluation
- Cazeneuve CT 200Document20 pagesCazeneuve CT 200Ayoub BOUFTINI100% (1)
- Formation Applicatif New Mi 2007 2010 CI Niveau1 V2 6Document45 pagesFormation Applicatif New Mi 2007 2010 CI Niveau1 V2 6zganon100% (1)
- Tournage Commande NumériqueDocument9 pagesTournage Commande NumériqueYassine ĐesTrôỷỹ100% (1)
- TP Auto PercageDocument21 pagesTP Auto PercagekaoutarPas encore d'évaluation
- CNC2016 Chapitre 2 Reglages Des MOCNDocument99 pagesCNC2016 Chapitre 2 Reglages Des MOCNImèn JndoubiPas encore d'évaluation
- TP4 Asp GBM3-LMDDocument6 pagesTP4 Asp GBM3-LMDDONIA JBELIPas encore d'évaluation
- Cours Sur La Commande NumériqueDocument12 pagesCours Sur La Commande NumériqueFAWZI RONALDOPas encore d'évaluation
- Haas ManualDocument113 pagesHaas ManualSaad HaririPas encore d'évaluation
- Cours Usinage Parametre de Coupe PDFDocument12 pagesCours Usinage Parametre de Coupe PDFAit El Caid Abdellatif100% (2)
- TP N°6: Atelier Lathe MachiningDocument14 pagesTP N°6: Atelier Lathe Machininglynda jerbiaPas encore d'évaluation
- Fiche Ctn210Document19 pagesFiche Ctn210Mohamed BouananiPas encore d'évaluation
- Production Par Com-NumDocument22 pagesProduction Par Com-NumBahriPas encore d'évaluation
- Fraiseuse HHROBERTSDocument12 pagesFraiseuse HHROBERTSmathieu cousineauPas encore d'évaluation
- Surveillances Des MachinesDocument30 pagesSurveillances Des MachinesLahmarabderrahmanePas encore d'évaluation
- TP 1Document5 pagesTP 1zizousoussePas encore d'évaluation
- Chapitre 2 Morphologie Machines Outil Commande NumeriqueDocument10 pagesChapitre 2 Morphologie Machines Outil Commande Numeriquepc usersPas encore d'évaluation
- Fsjes Casa M2 ManagementDocument49 pagesFsjes Casa M2 ManagementlahlouhPas encore d'évaluation
- Vache ChauffageDocument63 pagesVache ChauffagelahlouhPas encore d'évaluation
- BancAnalyseVibratoireAlignementArbre VersionWeb 20201230Document1 pageBancAnalyseVibratoireAlignementArbre VersionWeb 20201230lahlouhPas encore d'évaluation
- Protection de Ligne de Transmission À Haute Vitesse Pour Déclenchement Triphasé Et MonophaséDocument8 pagesProtection de Ligne de Transmission À Haute Vitesse Pour Déclenchement Triphasé Et MonophasélahlouhPas encore d'évaluation
- Ast Cs Ex FR Mock WebpageDocument21 pagesAst Cs Ex FR Mock WebpageMohamed OuedarbiPas encore d'évaluation
- Chapitre 29 Rayonnement ThermiqueDocument4 pagesChapitre 29 Rayonnement ThermiqueNinonPas encore d'évaluation
- Documentation Technique NarrowDim X4 FR Ed4Document4 pagesDocumentation Technique NarrowDim X4 FR Ed4Abdessalem BachaPas encore d'évaluation
- GéotechniqueDocument4 pagesGéotechniqueJeyid Daye100% (1)
- Exposé MacroDocument41 pagesExposé MacroBrian PhungPas encore d'évaluation
- Rapport PCP Samé Ouolof Kayes - 11102019Document35 pagesRapport PCP Samé Ouolof Kayes - 11102019Moussa100% (1)
- Villes Portuaires en MutationDocument147 pagesVilles Portuaires en MutationIhssane Haj Moussa100% (1)
- Disposition de Drainage Dans Les Barrages en Terre - OdtDocument4 pagesDisposition de Drainage Dans Les Barrages en Terre - OdtYassine ChaouiPas encore d'évaluation
- PU Hors CatégorieDocument3 pagesPU Hors CatégorieBtissamPas encore d'évaluation
- EFM1Document2 pagesEFM1laila sadkiPas encore d'évaluation
- Chapitre 4-Comment Expliquer La Mobilite Sociale-Activit SDocument7 pagesChapitre 4-Comment Expliquer La Mobilite Sociale-Activit SRafanomezantsoaPas encore d'évaluation
- Stockage de LDocument14 pagesStockage de Lbelabbes kheiraPas encore d'évaluation
- La Communication InstitutionnelleDocument14 pagesLa Communication InstitutionnelleManal BougouchPas encore d'évaluation
- Programme Info Tle TIDocument30 pagesProgramme Info Tle TIFrancis Yongwa Dtissibe100% (1)
- FNTC Guide+signature+elecDocument72 pagesFNTC Guide+signature+elecazqsdfPas encore d'évaluation
- L-Antibible Du Controle de Gestion CH 2 GratuitDocument12 pagesL-Antibible Du Controle de Gestion CH 2 GratuitUn Vrai EnfoiréPas encore d'évaluation
- Contrôle Qualité Du Jet A-1Document22 pagesContrôle Qualité Du Jet A-1FediMansouri100% (1)
- Flexion ComposeeDocument12 pagesFlexion ComposeekdadriPas encore d'évaluation
- Upload - Résumé Du Cours-MCC Et Hacheur-2014-2015Document4 pagesUpload - Résumé Du Cours-MCC Et Hacheur-2014-2015Hichem Hamdi100% (3)
- Article 5Document22 pagesArticle 5abdel228Pas encore d'évaluation
- Synthèse Sur La GeoeconomieDocument3 pagesSynthèse Sur La GeoeconomieAmine FxPas encore d'évaluation
- Tarifs Classe ADocument4 pagesTarifs Classe ASamsungPas encore d'évaluation
- My WebsiteTruong2008 Chuyển Đổi Www Mastercam Webs ComDocument17 pagesMy WebsiteTruong2008 Chuyển Đổi Www Mastercam Webs ComMohamedAyoubPas encore d'évaluation
- Crea BahiDocument110 pagesCrea BahiarsalanePas encore d'évaluation
- LA VIABILITE DES RADIOS DE PROXIMITE - MODULE 4 - Une Guide de Formation (Radio For Peacebuilding Africa, SFCG - 2010)Document17 pagesLA VIABILITE DES RADIOS DE PROXIMITE - MODULE 4 - Une Guide de Formation (Radio For Peacebuilding Africa, SFCG - 2010)HayZara MadagascarPas encore d'évaluation
- Phap bài KT ĐTQG số 2 tháng 12.2021-ĐỀDocument10 pagesPhap bài KT ĐTQG số 2 tháng 12.2021-ĐỀDiệu Anh NguyễnPas encore d'évaluation
- NAJIM Ayoub Suite Rapport de StageDocument23 pagesNAJIM Ayoub Suite Rapport de StageNajimPas encore d'évaluation