Vous aimerez peut-être aussi
- Devoir de Maison Décembre 2021Document12 pagesDevoir de Maison Décembre 2021achraf karouiPas encore d'évaluation
- Devoir de Maison Janvier 2021Document17 pagesDevoir de Maison Janvier 2021soulaima khederPas encore d'évaluation
- EXEMPLEDAPPLICATIONBASEDUPOTEAUARTICULEEDocument5 pagesEXEMPLEDAPPLICATIONBASEDUPOTEAUARTICULEEHassna EzzouaouiPas encore d'évaluation
- Normale Corigé 2012 PDFDocument8 pagesNormale Corigé 2012 PDFGuiliassPas encore d'évaluation
- Serie Theorie de CoupeDocument9 pagesSerie Theorie de Coupezouga zougaPas encore d'évaluation
- Examen de Fin de Formation TSMFM 2015 v1 SyntheseDocument13 pagesExamen de Fin de Formation TSMFM 2015 v1 Syntheseahmaisbouchaib198Pas encore d'évaluation
- TSMFM FF V1-2014 - ÉnoncéDocument15 pagesTSMFM FF V1-2014 - ÉnoncéAyoub CharkaniPas encore d'évaluation
- TSMFM Fin de Formation 2014 V1Document17 pagesTSMFM Fin de Formation 2014 V1Abdo DahbyPas encore d'évaluation
- EFF 2018 V2 PrincipaleDocument15 pagesEFF 2018 V2 PrincipaleLahnine IsmailPas encore d'évaluation
- DMOS Tube 141 + 111Document1 pageDMOS Tube 141 + 111Mohamed ChahidPas encore d'évaluation
- Baccalaureat 2005Document32 pagesBaccalaureat 2005Mohammed reda HadiPas encore d'évaluation
- M12-Cours01 ProfDocument15 pagesM12-Cours01 ProfFathi KHOUDIPas encore d'évaluation
- M202 Temps Efm V1 TSMFM 2022-2023Document4 pagesM202 Temps Efm V1 TSMFM 2022-2023badr hadriPas encore d'évaluation
- Dossier Questions RéponsesDocument12 pagesDossier Questions Réponsesjeben.lggPas encore d'évaluation
- Moteur AsynchroneDocument7 pagesMoteur AsynchroneHASSAN AITSAIDPas encore d'évaluation
- Base Du Poteau Articulée (Avec Recouvrement)Document4 pagesBase Du Poteau Articulée (Avec Recouvrement)roma JamanPas encore d'évaluation
- Exemple D'application: Base Du Poteau ArticuléeDocument4 pagesExemple D'application: Base Du Poteau ArticuléeMahdi DakPas encore d'évaluation
- Sujet 2 PDFDocument11 pagesSujet 2 PDFJohn100% (1)
- Examen Travaux Pratiques: Butee - PinachoDocument8 pagesExamen Travaux Pratiques: Butee - PinachoMzoughi HaythemPas encore d'évaluation
- 0-M201 Gamme Efm V3 TSMFM 2022-2023Document2 pages0-M201 Gamme Efm V3 TSMFM 2022-2023badr hadri100% (1)
- Lapp Pro517570fr PDFDocument7 pagesLapp Pro517570fr PDFMohamed Ben mahmoudPas encore d'évaluation
- TSMFM Fin de Formation 2014 v1Document15 pagesTSMFM Fin de Formation 2014 v1Ami ne100% (1)
- Rapport de Stage Er-RazkiDocument27 pagesRapport de Stage Er-RazkiAhlam NciriPas encore d'évaluation
- dc2 3tech 2011 2012Document7 pagesdc2 3tech 2011 2012Bouabdellaoui saif ennasrPas encore d'évaluation
- Technologie Generale Automatisme t1Document10 pagesTechnologie Generale Automatisme t1Tafotchin KonePas encore d'évaluation
- exo-PLASTICITE 1 PDFDocument30 pagesexo-PLASTICITE 1 PDFDjelloul ReziniPas encore d'évaluation
- TD Secateur Pellenc TotalDocument10 pagesTD Secateur Pellenc Totaljusticedark6Pas encore d'évaluation
- الامتحان الوطني في المواد المهنية1 2022 مسلك التصنيع الميكانيكي الدورة العاديةDocument20 pagesالامتحان الوطني في المواد المهنية1 2022 مسلك التصنيع الميكانيكي الدورة العاديةHakika ZakariaPas encore d'évaluation
- Test - Dim Eléments de Machines - lgm2 - 2021Document5 pagesTest - Dim Eléments de Machines - lgm2 - 2021Khaled GammoudiPas encore d'évaluation
- E4 Bts Epc 2018 CorrectionDocument11 pagesE4 Bts Epc 2018 CorrectionMohammed LahssainiPas encore d'évaluation
- Examen FF V2 2015 ÉnoncéDocument13 pagesExamen FF V2 2015 Énoncésimo ockPas encore d'évaluation
- Examen Productique1 2019-CorrigéDocument3 pagesExamen Productique1 2019-CorrigéThouraya SaddiPas encore d'évaluation
- Examen FF 2018 V1 ÉnoncéDocument14 pagesExamen FF 2018 V1 ÉnoncéOussama SahimiPas encore d'évaluation
- Les Courroies - ExercicesDocument4 pagesLes Courroies - ExercicesDjamel DjamPas encore d'évaluation
- TP FAO Eficn FraisageDocument5 pagesTP FAO Eficn FraisageChokri AtefPas encore d'évaluation
- Examen de Fin de Formation 2016 V1 TSMFM Mouahbi AyoubDocument14 pagesExamen de Fin de Formation 2016 V1 TSMFM Mouahbi AyoubLahnine IsmailPas encore d'évaluation
- Examen FF V1 2016 Énoncé PDFDocument14 pagesExamen FF V1 2016 Énoncé PDFYassin BelkacemPas encore d'évaluation
- Devoir de Contrôle N°1 - Technologie Poste Automatique de Pliage Et de Découpage - 2ème Sciences (2012-2013) MR BAAZAOUI RaoufDocument4 pagesDevoir de Contrôle N°1 - Technologie Poste Automatique de Pliage Et de Découpage - 2ème Sciences (2012-2013) MR BAAZAOUI Raoufchaouachi alarbiPas encore d'évaluation
- DC-L3CFM Novembre 2020 FAO DR - CorrectionDocument4 pagesDC-L3CFM Novembre 2020 FAO DR - Correctionhannachi medaminePas encore d'évaluation
- DS1 1ère 22 23 BrideDocument6 pagesDS1 1ère 22 23 BrideNajla AmriPas encore d'évaluation
- Devoir de Contrôle N°1 - Technologie - Poste Automatique de Tronçonnage - 1ère AS (2013-2014) MR Chokri MessaoudDocument2 pagesDevoir de Contrôle N°1 - Technologie - Poste Automatique de Tronçonnage - 1ère AS (2013-2014) MR Chokri MessaoudKamel Tayahi100% (1)
- Institut Supérieur Des Études Technologiques de Gafsa5Document2 pagesInstitut Supérieur Des Études Technologiques de Gafsa5Hamdi NefetiPas encore d'évaluation
- Manuel HPD Mossini - FRDocument125 pagesManuel HPD Mossini - FRJérôme SprietPas encore d'évaluation
- E4 Bts CPRP 2019 Partie 3 Dossier TechniqueDocument18 pagesE4 Bts CPRP 2019 Partie 3 Dossier TechniqueYou MajPas encore d'évaluation
- MH 10120 LT - Manuel de Réparation Boite de TransfertDocument54 pagesMH 10120 LT - Manuel de Réparation Boite de TransfertKOUABLE ROLAND FABRICE N'DOUAPas encore d'évaluation
- Sta Gra Bride PneuDocument3 pagesSta Gra Bride PneuEstébane HorentPas encore d'évaluation
- Examen FF V2 2016 Énoncé PDFDocument14 pagesExamen FF V2 2016 Énoncé PDFYassin BelkacemPas encore d'évaluation
- Cours Choix Outil TournageDocument5 pagesCours Choix Outil TournagentayoubPas encore d'évaluation
- Lecture D'un Dessin D'ensembleDocument4 pagesLecture D'un Dessin D'ensembleAlialitPas encore d'évaluation
- Devoir de Synthèse N°3 2010 2011 (Ben Abdallah Marouan) PDFDocument16 pagesDevoir de Synthèse N°3 2010 2011 (Ben Abdallah Marouan) PDFmohamed1101Pas encore d'évaluation
- Mini ProjetDocument66 pagesMini ProjetYassine ChouikhPas encore d'évaluation
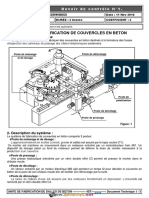
- Devoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini Noomen PDFDocument7 pagesDevoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini Noomen PDFAdil El AzzouziPas encore d'évaluation
- Devoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini NoomenDocument7 pagesDevoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini NoomenKämîŁyä Nádïta100% (1)
- TP FAO Eficn Fraisage PDFDocument5 pagesTP FAO Eficn Fraisage PDFIlılıl Sï Mö IlılılPas encore d'évaluation
- 4714 Bts Cpi E51 2014Document29 pages4714 Bts Cpi E51 2014wexah38798Pas encore d'évaluation
- Préindustrialisation - BELABBES BESROUR DUFRENE LUGRIN 2Document22 pagesPréindustrialisation - BELABBES BESROUR DUFRENE LUGRIN 2Hamza BelabbesPas encore d'évaluation
- Fascicule - 2 - Mode D'emploi - Exemples PDFDocument67 pagesFascicule - 2 - Mode D'emploi - Exemples PDFhamza3660Pas encore d'évaluation
- Qmos 1Document4 pagesQmos 1mouaad hanniPas encore d'évaluation
- Correction Devoir de Controle n2 Grafcet 2as 2022Document4 pagesCorrection Devoir de Controle n2 Grafcet 2as 2022GR GARMANIPas encore d'évaluation
- Traité d'économétrie financière: Modélisation financièreD'EverandTraité d'économétrie financière: Modélisation financièrePas encore d'évaluation
- DS Octobre 2019 PUC 1AGM ENIDocument7 pagesDS Octobre 2019 PUC 1AGM ENIachraf karouiPas encore d'évaluation
- Support de Cours Chaps1,2, Doc PDFDocument20 pagesSupport de Cours Chaps1,2, Doc PDFmohamed amine AtiaPas encore d'évaluation
- A. Partie A: Etude de Fabrication Du Support (8pts: 5+3)Document11 pagesA. Partie A: Etude de Fabrication Du Support (8pts: 5+3)kallel hanenPas encore d'évaluation
- Devoir de Maison2Document12 pagesDevoir de Maison2achraf karouiPas encore d'évaluation
- Descendre: Condition de Auto Maintien Etape DésactivationDocument3 pagesDescendre: Condition de Auto Maintien Etape DésactivationMadi NanemaPas encore d'évaluation
- PROG Planche Decouper CN ROVER A 5 AXESDocument20 pagesPROG Planche Decouper CN ROVER A 5 AXESdofyifilmePas encore d'évaluation
- Les Conditions de CoupesDocument13 pagesLes Conditions de CoupesAbdelilah El GmairiPas encore d'évaluation
- SAE 2.01 Luoco Mazive B22Document9 pagesSAE 2.01 Luoco Mazive B22Jony LuocoPas encore d'évaluation
- FicheTechniqueProduits 1Document29 pagesFicheTechniqueProduits 1Hector-le-troyenPas encore d'évaluation
- Patron Chale WendyDocument3 pagesPatron Chale WendyAnnie LabiauPas encore d'évaluation
- Agrégats: Mode D'EmploiDocument98 pagesAgrégats: Mode D'EmploiGabriel HerbeiPas encore d'évaluation
- Ob - C4dbe2 - Explications Gratuites Tricot LayetteDocument5 pagesOb - C4dbe2 - Explications Gratuites Tricot LayetteCatherine MonteilPas encore d'évaluation
- 06 Tubes CompressedDocument8 pages06 Tubes CompressedSafwen RomdhaniPas encore d'évaluation
- Entete Alpha Kabore 2021Document63 pagesEntete Alpha Kabore 2021nanaalassane11Pas encore d'évaluation
- Émile GalléDocument8 pagesÉmile GalléjasminjajarefePas encore d'évaluation
- Cotation UsinageDocument2 pagesCotation UsinagentayoubPas encore d'évaluation
- Tarifs Brodeuses RicomaDocument2 pagesTarifs Brodeuses RicomaGabiPas encore d'évaluation
- De Haye 2011 Sans PrixDocument604 pagesDe Haye 2011 Sans PrixnicodehayePas encore d'évaluation
- FR Tooling SN20201 PDFDocument366 pagesFR Tooling SN20201 PDFMahmoud BoudiaPas encore d'évaluation
- C3 Chap3Document16 pagesC3 Chap3PFEPas encore d'évaluation
- 01 - B - Materiel A Usage GeneralDocument82 pages01 - B - Materiel A Usage GeneralCHAMOUXPas encore d'évaluation
- Sujet Complet CAP SM 2017Document57 pagesSujet Complet CAP SM 2017Bouraoui Ben AyedPas encore d'évaluation
- Dessin 8è ADocument18 pagesDessin 8è ABakaye Dembele100% (6)
- Tuto Tricot CB15 03 MultiDocument10 pagesTuto Tricot CB15 03 MultiScarlett Villarreal MaldonadoPas encore d'évaluation
- Correction TSMFM FF 2014 v1Document11 pagesCorrection TSMFM FF 2014 v1Ami ne50% (2)
- MinimalisteDocument12 pagesMinimalisteyoussef khamlichiPas encore d'évaluation
- Corrigé - TD de TournageDocument7 pagesCorrigé - TD de TournageMll Ragheb100% (1)
- BouclierDocument5 pagesBouclieralex isPas encore d'évaluation
- Junior Book FrenchDocument9 pagesJunior Book FrenchLorena PopescuPas encore d'évaluation
- Rodenberg Catalogue de Portes Verre Et Elegance 2014 FRDocument68 pagesRodenberg Catalogue de Portes Verre Et Elegance 2014 FRAchraf BoudayaPas encore d'évaluation
- DATC Catalogue Tubages DDocument3 pagesDATC Catalogue Tubages Deleon07Pas encore d'évaluation
- Tracteur Tondeuse Husqvarna Yt130 Vue-Eclate-Liste-Des-Pieces 1998-12Document23 pagesTracteur Tondeuse Husqvarna Yt130 Vue-Eclate-Liste-Des-Pieces 1998-12Pascal FRANCESPas encore d'évaluation
- Cours Usinage Polycopie 2020 ARBAOUIDocument52 pagesCours Usinage Polycopie 2020 ARBAOUIsalwa edPas encore d'évaluation
- 1PHOTO Les Mouvements Photographiques en ImageDocument5 pages1PHOTO Les Mouvements Photographiques en ImageJEJEPas encore d'évaluation