Vous aimerez peut-être aussi
- Examen FF V2 2015 ÉnoncéDocument13 pagesExamen FF V2 2015 Énoncésimo ockPas encore d'évaluation
- Examen FF V2 2016 Énoncé PDFDocument14 pagesExamen FF V2 2016 Énoncé PDFYassin BelkacemPas encore d'évaluation
- Examen de Fin de Formation 2016 V1 TSMFM Mouahbi AyoubDocument14 pagesExamen de Fin de Formation 2016 V1 TSMFM Mouahbi AyoubLahnine IsmailPas encore d'évaluation
- Examen FF V1 2016 Énoncé PDFDocument14 pagesExamen FF V1 2016 Énoncé PDFYassin BelkacemPas encore d'évaluation
- TSMFM Fin de Formation 2014 V1Document17 pagesTSMFM Fin de Formation 2014 V1Abdo DahbyPas encore d'évaluation
- EFF 2018 V2 PrincipaleDocument15 pagesEFF 2018 V2 PrincipaleLahnine IsmailPas encore d'évaluation
- TSMFM FF V1-2014 - ÉnoncéDocument15 pagesTSMFM FF V1-2014 - ÉnoncéAyoub CharkaniPas encore d'évaluation
- TSMFM Fin de Formation 2014 v1Document15 pagesTSMFM Fin de Formation 2014 v1Ami ne100% (1)
- Examen FF 2018 V1 ÉnoncéDocument14 pagesExamen FF 2018 V1 ÉnoncéOussama SahimiPas encore d'évaluation
- TSMFM FF V2-2014 - ÉnoncéDocument15 pagesTSMFM FF V2-2014 - ÉnoncéAyoub CharkaniPas encore d'évaluation
- Examen FF 2017 V1 Énoncé - 231102 - 175709Document16 pagesExamen FF 2017 V1 Énoncé - 231102 - 175709mahdiabo755Pas encore d'évaluation
- Thème Montage ModulaireDocument16 pagesThème Montage Modulairekldmnt100% (1)
- Examen FF V1 2016 Corrigé PDFDocument10 pagesExamen FF V1 2016 Corrigé PDFYassin Belkacem67% (3)
- Exam Prat TSMFM FF 09Document16 pagesExam Prat TSMFM FF 09Hamza NassibPas encore d'évaluation
- Examen FF 2018 V2 CorrigéDocument9 pagesExamen FF 2018 V2 CorrigéYassin Belkacem80% (5)
- TP FAO Eficn FraisageDocument5 pagesTP FAO Eficn FraisageChokri AtefPas encore d'évaluation
- Enoncé FF - V1 2019Document15 pagesEnoncé FF - V1 2019simo ockPas encore d'évaluation
- Examen FF V2 2016 Corrigé PDFDocument10 pagesExamen FF V2 2016 Corrigé PDFYassin Belkacem0% (1)
- TD Etude de PhaseDocument8 pagesTD Etude de Phasekld_bata100% (1)
- Enoncé FF - V2 2019Document14 pagesEnoncé FF - V2 2019simo ockPas encore d'évaluation
- Examen FF 2019 V1 Corrigé PDFDocument11 pagesExamen FF 2019 V1 Corrigé PDFYassin Belkacem33% (3)
- Fin de Formation Pratique V2 TSMFM 2011-VCDCDocument12 pagesFin de Formation Pratique V2 TSMFM 2011-VCDCayoub gannniPas encore d'évaluation
- Correction TSMFM FF 2014 v1Document11 pagesCorrection TSMFM FF 2014 v1Ami ne50% (2)
- Examen FF 2019 v1 CorrigepdfDocument11 pagesExamen FF 2019 v1 CorrigepdfHichamPas encore d'évaluation
- Examen FF 2019 V1 Énoncé PDFDocument14 pagesExamen FF 2019 V1 Énoncé PDFYassin Belkacem100% (1)
- TP FAO Eficn Fraisage PDFDocument5 pagesTP FAO Eficn Fraisage PDFIlılıl Sï Mö IlılılPas encore d'évaluation
- TSMFM Fin de FormationDocument13 pagesTSMFM Fin de FormationKrimo0% (1)
- Examen de Fin de Formation TSMFM S V2 2019Document14 pagesExamen de Fin de Formation TSMFM S V2 2019CyRus FFPas encore d'évaluation
- Examen FF 2017 V2 CorrigéDocument9 pagesExamen FF 2017 V2 CorrigéYassin Belkacem67% (3)
- TD1 Correction CFAODocument4 pagesTD1 Correction CFAOEddehbi100% (1)
- Devoir Commun Partie ProductionDocument16 pagesDevoir Commun Partie ProductionOmar Daali0% (1)
- Examen de Fin de Formation TSMFM 2011 v1 PratiqueDocument11 pagesExamen de Fin de Formation TSMFM 2011 v1 PratiqueNnPas encore d'évaluation
- TFMFFTH09Document15 pagesTFMFFTH09GxfhjjPas encore d'évaluation
- Copie de TSMFM 2 Pratique Enonce 2008Document5 pagesCopie de TSMFM 2 Pratique Enonce 2008ayoub gannniPas encore d'évaluation
- TSMFM A LA 2 CDS Énoncé 1ére Synthése18 V2Document10 pagesTSMFM A LA 2 CDS Énoncé 1ére Synthése18 V2Badr HadriPas encore d'évaluation
- 2014 v2 CorrigéDocument11 pages2014 v2 Corrigéchtioui aminePas encore d'évaluation
- TP Fraisage Embase ESR Phase 10 CUVDocument14 pagesTP Fraisage Embase ESR Phase 10 CUVbep.mpmiPas encore d'évaluation
- Technologie Generale Automatisme t1Document10 pagesTechnologie Generale Automatisme t1Tafotchin KonePas encore d'évaluation
- الامتحان الوطني في المواد المهنية1 2022 مسلك التصنيع الميكانيكي الدورة العاديةDocument20 pagesالامتحان الوطني في المواد المهنية1 2022 مسلك التصنيع الميكانيكي الدورة العاديةHakika ZakariaPas encore d'évaluation
- Pro 2014Document13 pagesPro 2014Crazy ytPas encore d'évaluation
- Travaux Diriges de Programmation Des Machines-Outils A Commande Numerique E. LefurDocument12 pagesTravaux Diriges de Programmation Des Machines-Outils A Commande Numerique E. LefurMohamedAyoubPas encore d'évaluation
- DS CN CFM Novembre 2018Document4 pagesDS CN CFM Novembre 2018Naoufel FaresPas encore d'évaluation
- ExamenDocument21 pagesExamensoufiane OkPas encore d'évaluation
- Sujet Productique Mai 2014 PDFDocument21 pagesSujet Productique Mai 2014 PDFsoufiane Ok100% (2)
- Examen Travaux Pratiques: Butee - PinachoDocument8 pagesExamen Travaux Pratiques: Butee - PinachoMzoughi HaythemPas encore d'évaluation
- Examen de Fin de Formation TSMFM 2012 v1 Synthese CorrigeDocument15 pagesExamen de Fin de Formation TSMFM 2012 v1 Synthese CorrigeAmi ne100% (1)
- PFF Chafik Bilal Elyargui 2020-2021 - Groupe 1 PDFDocument98 pagesPFF Chafik Bilal Elyargui 2020-2021 - Groupe 1 PDFMouad BottePas encore d'évaluation
- Fiche de Controle ArticleDocument11 pagesFiche de Controle ArticleAzzeddine Hd100% (1)
- Enoncé FF - V1 2020Document13 pagesEnoncé FF - V1 2020Lahnine IsmailPas encore d'évaluation
- Institut Supérieur Des Études Technologiques de Gafsa5Document2 pagesInstitut Supérieur Des Études Technologiques de Gafsa5Hamdi NefetiPas encore d'évaluation
- DEVOIR de Maison 3Document16 pagesDEVOIR de Maison 3achraf karouiPas encore d'évaluation
- TD5 CorDocument12 pagesTD5 CorBoutef El HachemiPas encore d'évaluation
- Module M3201 - Préparation D'une Production Sur Machine CN (FAO) - Sujet - Support - Universel - 2020 - 2021Document27 pagesModule M3201 - Préparation D'une Production Sur Machine CN (FAO) - Sujet - Support - Universel - 2020 - 2021corentin ltPas encore d'évaluation
- TP RoulageDocument9 pagesTP RoulagechaudronnierPas encore d'évaluation
- Dossier Questions RéponsesDocument12 pagesDossier Questions Réponsesjeben.lggPas encore d'évaluation
- Passage v1 2016Document11 pagesPassage v1 2016Badr El RhazzaliPas encore d'évaluation
- Serie Theorie de CoupeDocument9 pagesSerie Theorie de Coupezouga zougaPas encore d'évaluation
- Examen PR Mocn 4cem 11 2018-EspritDocument4 pagesExamen PR Mocn 4cem 11 2018-EspritMohamed Anouar ELOUEDPas encore d'évaluation
- Dépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DD'EverandDépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DPas encore d'évaluation
- Facteur de Puissance PDFDocument2 pagesFacteur de Puissance PDFFrancisco100% (1)
- Rapport D'enquête Du CNESST Concernant La Mort D'un Travailleur À Romaine-4Document74 pagesRapport D'enquête Du CNESST Concernant La Mort D'un Travailleur À Romaine-4Radio-CanadaPas encore d'évaluation
- 06-Production Pacing PDFDocument36 pages06-Production Pacing PDFTunENSTABPas encore d'évaluation
- ImennnnnDocument7 pagesImennnnnFati ZoraPas encore d'évaluation
- PB Modular Range Oil Gas FRDocument98 pagesPB Modular Range Oil Gas FRMohamed Yacine AmranePas encore d'évaluation
- Motivation BelgDocument2 pagesMotivation Belgaymen ghuPas encore d'évaluation
- Reac CTRMP V09 07052021Document34 pagesReac CTRMP V09 07052021DimitriPas encore d'évaluation
- 4 151 Cotation Fonctionnelle Trace 2010Document26 pages4 151 Cotation Fonctionnelle Trace 2010Makrem CherifPas encore d'évaluation
- Factureplombier PDFDocument1 pageFactureplombier PDFAnonymous xjfMrrCY4Pas encore d'évaluation
- Sony Battery Instruction ManualDocument8 pagesSony Battery Instruction ManualGeorge LuIzPas encore d'évaluation
- TD JavaDocument3 pagesTD Javakasraouizied100% (1)
- Norme: Normalisation Renault Automobiles RE-DS / Service 67210 Section Normes Et Cahiers Des ChargesDocument31 pagesNorme: Normalisation Renault Automobiles RE-DS / Service 67210 Section Normes Et Cahiers Des ChargesIonutz SerbanPas encore d'évaluation
- RAPPORT DE STAGE, Encadreur M. LANCINADocument18 pagesRAPPORT DE STAGE, Encadreur M. LANCINALancina Keita100% (4)
- FMDSDocument166 pagesFMDSYounessElkarkouri100% (1)
- Os Portant Defaillance de L'entrepriseDocument4 pagesOs Portant Defaillance de L'entreprisebipaga ngzandaPas encore d'évaluation
- Kone Monospace 500 (7493)Document8 pagesKone Monospace 500 (7493)GTPas encore d'évaluation
- Livre Blanc Lactu Scientifique en DessinsDocument19 pagesLivre Blanc Lactu Scientifique en DessinsMahdi ElgolliPas encore d'évaluation
- Bilan Thermique PDFDocument21 pagesBilan Thermique PDFElbacha100% (1)
- Appels DoffresredigerrepondreanalyserDocument202 pagesAppels Doffresredigerrepondreanalyseryourixy100% (1)
- Gimi Gestion ParcDocument6 pagesGimi Gestion Parcbbe25100% (1)
- Fusibles SOLEFUS FUSARC Merlin GerinDocument20 pagesFusibles SOLEFUS FUSARC Merlin Gerinermanos3Pas encore d'évaluation
- Etude de Linfra StructureDocument12 pagesEtude de Linfra StructureMï MïPas encore d'évaluation
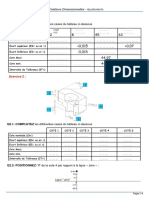
- TD Cotation Dimensionnelle EDocument4 pagesTD Cotation Dimensionnelle EAhmed NajjarPas encore d'évaluation
- Concepts de Base Gestion Des StocksDocument20 pagesConcepts de Base Gestion Des StocksDavid GoetghebeurPas encore d'évaluation
- Pfe HydrDocument59 pagesPfe HydrDidaBouchPas encore d'évaluation
- 1a Corr Tec 2000Document8 pages1a Corr Tec 2000becemPas encore d'évaluation
- Rapport 2020 CERMADocument36 pagesRapport 2020 CERMAsiaPas encore d'évaluation
- Atv12 Quick Start FR S1a56147 01Document4 pagesAtv12 Quick Start FR S1a56147 01Randy LoiseauPas encore d'évaluation
- Guide Affaissement ProgressifDocument56 pagesGuide Affaissement ProgressifNQT243100% (1)
- Aje9n-Borne Reglable Aves CorrectionDocument3 pagesAje9n-Borne Reglable Aves Correctionsaded05100% (3)