Vous aimerez peut-être aussi
- Cours Sciences Des Matériaux 2Document40 pagesCours Sciences Des Matériaux 2Laila AzzouziPas encore d'évaluation
- Cours Propietes Mécaniques Pour Chimie Des MatériauxDocument14 pagesCours Propietes Mécaniques Pour Chimie Des MatériauxIkhlas SsePas encore d'évaluation
- Travaux Diriges de Science Des MateriauxDocument10 pagesTravaux Diriges de Science Des MateriauxAbdoulhakim AbdoulayePas encore d'évaluation
- 3 Désignation Matériaux MétalliquesDocument31 pages3 Désignation Matériaux MétalliquesWael metoui100% (1)
- Modele Elasto-PlastiqueDocument9 pagesModele Elasto-PlastiqueflinnmaxPas encore d'évaluation
- Traitements Thermiques Des Métaux: - Les Traitements de Durcissement - Les Traitements D'adoucissementDocument12 pagesTraitements Thermiques Des Métaux: - Les Traitements de Durcissement - Les Traitements D'adoucissementJàMàl MejorPas encore d'évaluation
- Extr Guide Pathologie Facades PDFDocument8 pagesExtr Guide Pathologie Facades PDFMarwan HMPas encore d'évaluation
- Chap 5 Traitement Thermiques Des Aciers - Trempe Et Revenu - 2018Document28 pagesChap 5 Traitement Thermiques Des Aciers - Trempe Et Revenu - 2018Wissem El'MissaouiPas encore d'évaluation
- MateriauxDocument30 pagesMateriauxJo LliPas encore d'évaluation
- TP Traction Laboratoire Materiaux PDFDocument8 pagesTP Traction Laboratoire Materiaux PDFAdam El'merzoukiPas encore d'évaluation
- Superalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceD'EverandSuperalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficacePas encore d'évaluation
- Methode Dreux Goriss SNC MezoughiDocument7 pagesMethode Dreux Goriss SNC MezoughizakariaPas encore d'évaluation
- Technologie de Base (Cours #02)Document8 pagesTechnologie de Base (Cours #02)Your Tech100% (1)
- Essais MecaniquesDocument6 pagesEssais MecaniquesMoussa ZaouiPas encore d'évaluation
- Essais MécaniquesDocument15 pagesEssais MécaniquesAb DouPas encore d'évaluation
- Compte Rendu TTHDocument11 pagesCompte Rendu TTHAbdelkhalek SaidiPas encore d'évaluation
- Choix Et Selection-Des-Materiaux-CourDocument50 pagesChoix Et Selection-Des-Materiaux-CourSmail MendaciPas encore d'évaluation
- Cumul Dommage Fatigue PDFDocument23 pagesCumul Dommage Fatigue PDFKhouloud GharbiPas encore d'évaluation
- CHAP 3 Essais de TractionDocument10 pagesCHAP 3 Essais de Tractionali BourenanePas encore d'évaluation
- Les Traitements Thermochimiques de DiffusionDocument33 pagesLes Traitements Thermochimiques de Diffusionali BourenanePas encore d'évaluation
- Traitement de Surface 5Document169 pagesTraitement de Surface 5Mounia BELAIDPas encore d'évaluation
- Travaux Diriges de Science Des Materiaux-1Document10 pagesTravaux Diriges de Science Des Materiaux-1héma tologiePas encore d'évaluation
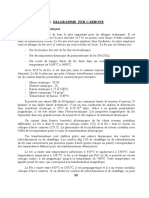
- 4 Diagramme Fer Carbone 36 PagesDocument36 pages4 Diagramme Fer Carbone 36 Pagesaziz zaouiPas encore d'évaluation
- TPE Science de Materiaux ENIMDocument20 pagesTPE Science de Materiaux ENIMWassim Ben Salah0% (1)
- Physique Mareriaux Pour SMP5Document92 pagesPhysique Mareriaux Pour SMP5Daoud El CaidPas encore d'évaluation
- Microscope Électronique À BalayageDocument9 pagesMicroscope Électronique À BalayageNicolas HENPas encore d'évaluation
- ElaborationDocument87 pagesElaborationhacenePas encore d'évaluation
- Compte Rendu DuDocument13 pagesCompte Rendu DuMohanned AttigPas encore d'évaluation
- TP 01 TremlmpeDocument5 pagesTP 01 TremlmpePavelli PavPas encore d'évaluation
- Traitement ThermiqueDocument12 pagesTraitement Thermiqueprof.stm.stePas encore d'évaluation
- TD N° 3: Assemblages Non DémontablesDocument2 pagesTD N° 3: Assemblages Non DémontablesKader HoumitaPas encore d'évaluation
- TD Endommagement Et RuptureDocument6 pagesTD Endommagement Et RuptureThe Maverick100% (1)
- Chap1 Generalites MateriauxDocument2 pagesChap1 Generalites MateriauxbessamPas encore d'évaluation
- Devoir TractionDocument11 pagesDevoir TractionOunaies Mohamed100% (1)
- 1 Presentation GeneralitesDocument78 pages1 Presentation GeneralitesHajar Ben GaraâPas encore d'évaluation
- Les Traitements Thermiques Des AciersDocument108 pagesLes Traitements Thermiques Des AciersKarla SaraPas encore d'évaluation
- Designationdesaciers PDFDocument18 pagesDesignationdesaciers PDFrachidradouaniPas encore d'évaluation
- Mourad 1Document203 pagesMourad 1aziz zaouiPas encore d'évaluation
- Acier 2020 - Chap 2Document68 pagesAcier 2020 - Chap 2Jaouad SAYKOUKPas encore d'évaluation
- DS S1 2018-2019 - Corrigé - ADocument3 pagesDS S1 2018-2019 - Corrigé - AM'pounguiPas encore d'évaluation
- Chapitre-II Dureté MET1Document9 pagesChapitre-II Dureté MET1KAOUKA AlaedinPas encore d'évaluation
- T.D. 2: Systèmes de Glissement Et DislocationsDocument1 pageT.D. 2: Systèmes de Glissement Et DislocationsSoulaiman Andahmou100% (2)
- En7 11Document2 pagesEn7 11Jean-Philippe PrévostPas encore d'évaluation
- Chapitre 2Document18 pagesChapitre 2abderazakPas encore d'évaluation
- Cours Cotation FonctionnelleDocument24 pagesCours Cotation Fonctionnelleba jamaa tvPas encore d'évaluation
- ST2 SDM Bourouisse 20 21Document27 pagesST2 SDM Bourouisse 20 21tthPas encore d'évaluation
- Cours Traitement de Surface Cherkaoui PDFDocument23 pagesCours Traitement de Surface Cherkaoui PDFYassine RakchoPas encore d'évaluation
- D ResilienceDocument7 pagesD ResilienceAMIAMI0% (1)
- TD MPC Gmsi MrmiDocument4 pagesTD MPC Gmsi MrmiMohammed El azhariPas encore d'évaluation
- Les Essais Mécaniques 2Document31 pagesLes Essais Mécaniques 2Mouad ChourakPas encore d'évaluation
- Essai de PliageDocument1 pageEssai de Pliageguillome14100% (1)
- Correction Dexamen FMP 2023-2024Document2 pagesCorrection Dexamen FMP 2023-2024Ber mOuaTasSimPas encore d'évaluation
- Résilience TénacitéDocument8 pagesRésilience TénacitéIssaoui MansourPas encore d'évaluation
- Chap.5 - Cours Methodologie Selection Des MatériauxDocument87 pagesChap.5 - Cours Methodologie Selection Des Matériauxnada mojahidPas encore d'évaluation
- EXAMEN FINAL Du Mardi 18 Janvier 2011 Partie A: Propriétés Mécaniques Des Matériaux (10 Points)Document4 pagesEXAMEN FINAL Du Mardi 18 Janvier 2011 Partie A: Propriétés Mécaniques Des Matériaux (10 Points)Oumaima OulhadjPas encore d'évaluation
- Exercices Corrégies - Structures Et Propriétés de Bases Des MatériauxDocument14 pagesExercices Corrégies - Structures Et Propriétés de Bases Des MatériauxIshaq HajPas encore d'évaluation
- Examen TP 2013-2014Document12 pagesExamen TP 2013-2014Wassim Ben SalahPas encore d'évaluation
- Essais Sur L'acier 2021dDocument67 pagesEssais Sur L'acier 2021dFisso Ben BenPas encore d'évaluation
- Support de Cours Sciences Des MateriauxDocument107 pagesSupport de Cours Sciences Des Materiauxfathallah karimPas encore d'évaluation
- MateriauxDocument81 pagesMateriauxAb DouPas encore d'évaluation
- Chap 1 Tec Base 2021Document57 pagesChap 1 Tec Base 2021Brahim MellPas encore d'évaluation
- CHAPITRE 1 Histoire Des MatériauxDocument57 pagesCHAPITRE 1 Histoire Des MatériauxledeubPas encore d'évaluation
- Catalogue Eurograte CaillebotisDocument20 pagesCatalogue Eurograte CaillebotisMichel NdiayePas encore d'évaluation
- 3ac 5 - Solutions AqueusesDocument12 pages3ac 5 - Solutions Aqueusesmohamed aoubyPas encore d'évaluation
- CHIMIE 4 Reactions Acido BasiquesDocument11 pagesCHIMIE 4 Reactions Acido Basiquesbeebac2009Pas encore d'évaluation
- Duree de Vie Chaussee SoupleDocument12 pagesDuree de Vie Chaussee SoupleMichele Franchi100% (1)
- Chapitre 1 Les Huiles IndustriellesDocument11 pagesChapitre 1 Les Huiles IndustriellesMed MeslemPas encore d'évaluation
- Hydrodynamique SouterrainDocument5 pagesHydrodynamique SouterrainHADJPas encore d'évaluation
- Chimisorption - ExDocument4 pagesChimisorption - Exskouri houdaPas encore d'évaluation
- Détermination Du C02 Libre Des Eaux Courantes en Pratique Écologique Par Une Méthode Mixte de Mesure, Acidimétrique Et GraphiqueDocument23 pagesDétermination Du C02 Libre Des Eaux Courantes en Pratique Écologique Par Une Méthode Mixte de Mesure, Acidimétrique Et GraphiquedorianesegdaPas encore d'évaluation
- Electrotechnique BEPDocument7 pagesElectrotechnique BEPnebramtvPas encore d'évaluation
- Tfe Mwinda BTP 2021 FinDocument92 pagesTfe Mwinda BTP 2021 FinKelvin Kasongo Ngoy NsengaPas encore d'évaluation
- Anne Ahu Delor Sylvie Mouton Venault YanDocument40 pagesAnne Ahu Delor Sylvie Mouton Venault YanMzoughi HaythemPas encore d'évaluation
- Monoxyde de DihydrogèneDocument5 pagesMonoxyde de DihydrogèneTestPas encore d'évaluation
- Presentation Dessalement JORF LASFARDocument15 pagesPresentation Dessalement JORF LASFARHicham FaddalPas encore d'évaluation
- Module Tseeb - 11Document63 pagesModule Tseeb - 11bouchtaoui imanePas encore d'évaluation
- Chapitre VIIIDocument8 pagesChapitre VIIISøû Mîã100% (1)
- Calvi: Carte Géologique de La FranceDocument57 pagesCalvi: Carte Géologique de La FranceSekou Salah BahPas encore d'évaluation
- Raport de Stage Ingenieur SanaDocument54 pagesRaport de Stage Ingenieur SanaАли Рафик100% (1)
- Les Nanocomposite À Matrice Polymère: Préparation, Caractérisation Et Application Etude BibliographiqueDocument64 pagesLes Nanocomposite À Matrice Polymère: Préparation, Caractérisation Et Application Etude BibliographiqueMohamed SaouliPas encore d'évaluation
- 615-Formation IWT (Part 4c)Document19 pages615-Formation IWT (Part 4c)Chokri AtefPas encore d'évaluation
- Reseau Sec PDFDocument22 pagesReseau Sec PDFattiori fabricePas encore d'évaluation
- MTD Energetiques2Document21 pagesMTD Energetiques2أسامة ابو ياسرPas encore d'évaluation
- TD BetonDocument10 pagesTD BetonAggoun YounesPas encore d'évaluation
- Caractérisation Hydrodynamique Des SolsDocument4 pagesCaractérisation Hydrodynamique Des Solssamir samirPas encore d'évaluation
- AymenDocument27 pagesAymenAymen Frikhi100% (1)
- Mercerisation 1Document7 pagesMercerisation 1Rimas InconuePas encore d'évaluation
- RCR DR BOUSSALIA.RDocument12 pagesRCR DR BOUSSALIA.RQueen Nisa0% (1)
- Ismail MbarkiDocument41 pagesIsmail Mbarkiismail mbarkiPas encore d'évaluation
- CHAPITRE II Fabrication Meca 2GM Chitour MDocument12 pagesCHAPITRE II Fabrication Meca 2GM Chitour Mmoha heroPas encore d'évaluation