Vous aimerez peut-être aussi
- Chapitre 2 - Propriétés MécaniquesDocument38 pagesChapitre 2 - Propriétés MécaniquesKoffi Pierre D. KoumassiPas encore d'évaluation
- Cours TDM Physique Appliquée Et Technologie Cours M SOUALMIDocument17 pagesCours TDM Physique Appliquée Et Technologie Cours M SOUALMINoureddine Benarifa100% (5)
- TP Traction Laboratoire Materiaux PDFDocument8 pagesTP Traction Laboratoire Materiaux PDFAdam El'merzoukiPas encore d'évaluation
- Resusme RDM 2eme AnneeDocument22 pagesResusme RDM 2eme AnneejaberPas encore d'évaluation
- CHAP 3 Essais de TractionDocument10 pagesCHAP 3 Essais de Tractionali BourenanePas encore d'évaluation
- 3 Désignation Matériaux MétalliquesDocument31 pages3 Désignation Matériaux MétalliquesWael metouiPas encore d'évaluation
- Présentation Du RapportDocument28 pagesPrésentation Du RapportFahmi chhiebiPas encore d'évaluation
- Rev Resistance A La Fatigue en Soudage-1Document21 pagesRev Resistance A La Fatigue en Soudage-1Florian HonfinPas encore d'évaluation
- TRT TermiqueDocument30 pagesTRT Termiquehassak sihamPas encore d'évaluation
- Les Traitements Thermiques Des AciersDocument108 pagesLes Traitements Thermiques Des AciersKarla SaraPas encore d'évaluation
- Les Métaux Non FerreuxDocument33 pagesLes Métaux Non Ferreuxالكرة العصريةPas encore d'évaluation
- Chapitre 1 Tech-BaseDocument78 pagesChapitre 1 Tech-BaseMohamed AminePas encore d'évaluation
- Traction - Compression GC 2012Document13 pagesTraction - Compression GC 2012Soumaya MerimiPas encore d'évaluation
- Cours TolerancesDocument18 pagesCours TolerancesGuiliassPas encore d'évaluation
- 1 AciersDocument90 pages1 AciersJaksMaksPas encore d'évaluation
- Compte Rendu TTHDocument11 pagesCompte Rendu TTHAbdelkhalek SaidiPas encore d'évaluation
- Flexion SimpleDocument16 pagesFlexion SimpleAkramPas encore d'évaluation
- Cours Traitement de Surface Cherkaoui PDFDocument23 pagesCours Traitement de Surface Cherkaoui PDFYassine RakchoPas encore d'évaluation
- Cours Cotation FonctionnelleDocument24 pagesCours Cotation Fonctionnelleba jamaa tvPas encore d'évaluation
- Designation Des Materiaux PDFDocument40 pagesDesignation Des Materiaux PDFZikoPas encore d'évaluation
- 1Document11 pages1Hòóu Śś ɘɱPas encore d'évaluation
- Essai de TractionDocument9 pagesEssai de Tractionfathallah karimPas encore d'évaluation
- III-Alliages Ferreux1Document94 pagesIII-Alliages Ferreux1Ghizlane FaroukiPas encore d'évaluation
- Metallurgie TS1 EleveDocument45 pagesMetallurgie TS1 EleveKoffi Benjamin ToviawouPas encore d'évaluation
- Choix Et Selection-Des-Materiaux-CourDocument50 pagesChoix Et Selection-Des-Materiaux-CourSmail MendaciPas encore d'évaluation
- Cumul Dommage Fatigue PDFDocument23 pagesCumul Dommage Fatigue PDFKhouloud GharbiPas encore d'évaluation
- Les Aciers:engineering - Example - Calculation PDFDocument89 pagesLes Aciers:engineering - Example - Calculation PDFDanem HalasPas encore d'évaluation
- 7 Classification Des Aciers Et Des Fonte PDFDocument34 pages7 Classification Des Aciers Et Des Fonte PDFDa JesusluvsmePas encore d'évaluation
- Structure Polymeres Chap1Document28 pagesStructure Polymeres Chap1Hatem DebzPas encore d'évaluation
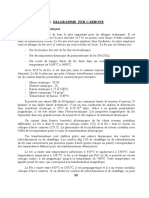
- 4 Diagramme Fer Carbone 36 PagesDocument36 pages4 Diagramme Fer Carbone 36 Pagesaziz zaouiPas encore d'évaluation
- Cours Materiaux Plastique Chap 4 PDFDocument18 pagesCours Materiaux Plastique Chap 4 PDFchakabdelPas encore d'évaluation
- TP RDMDocument19 pagesTP RDMahmed belmadani100% (1)
- TPN°3 FlexionDocument9 pagesTPN°3 FlexionKIYOMI FFPas encore d'évaluation
- Cours de RDM L2 UNH 2022-2023Document323 pagesCours de RDM L2 UNH 2022-2023Victoire KalonjiPas encore d'évaluation
- Chapitre I: Chapitre I: Généralités Sur La Métrologie 2019-2020Document68 pagesChapitre I: Chapitre I: Généralités Sur La Métrologie 2019-2020djakoune adlenePas encore d'évaluation
- Soudage MastDocument51 pagesSoudage MastLanjar RanimPas encore d'évaluation
- Designationdesaciers PDFDocument18 pagesDesignationdesaciers PDFrachidradouaniPas encore d'évaluation
- 3-Cotation Fonctionnelle ELDocument22 pages3-Cotation Fonctionnelle ELHoussem MOURADIPas encore d'évaluation
- Polycopie Moodle 13Document160 pagesPolycopie Moodle 13Abderrahmen AridhiPas encore d'évaluation
- Cours Normes 2Document7 pagesCours Normes 2Alex Dnp03Pas encore d'évaluation
- MMC SidoroffDocument172 pagesMMC SidoroffMohamud LhafPas encore d'évaluation
- TD 1 G de Masse (Operateur D'inertie) Corrige2020-2021Document4 pagesTD 1 G de Masse (Operateur D'inertie) Corrige2020-2021foufoua100% (1)
- Embouti SsageDocument96 pagesEmbouti SsageMohamed ATOUFIPas encore d'évaluation
- Chronologie: Cotation Fonctionnelle DéfinitionDocument9 pagesChronologie: Cotation Fonctionnelle DéfinitionHoussem MOURADIPas encore d'évaluation
- Ecosoc Chapitre 2 PDFDocument125 pagesEcosoc Chapitre 2 PDFomarPas encore d'évaluation
- Cours 1 Matériaux VFDocument152 pagesCours 1 Matériaux VFSaidTopog100% (1)
- Fatigue EnduranceDocument14 pagesFatigue EnduranceKhouloud GharbiPas encore d'évaluation
- Essai de PliageDocument1 pageEssai de Pliageguillome14100% (1)
- Bardad Salah Eddine - TP RDM 2Document12 pagesBardad Salah Eddine - TP RDM 2bourorga chaimaàPas encore d'évaluation
- Cours Sciences Des Matériaux 2Document40 pagesCours Sciences Des Matériaux 2Laila AzzouziPas encore d'évaluation
- Exercices de DYNAMIQUE de RotationDocument13 pagesExercices de DYNAMIQUE de RotationYassir RochdPas encore d'évaluation
- PresentaDocument15 pagesPresentaqaadilPas encore d'évaluation
- Présentation2 1Document46 pagesPrésentation2 1Mahamadou Makan DiakitéPas encore d'évaluation
- Prof. Khadija HaboubiDocument80 pagesProf. Khadija HaboubiHafid ElmessaoudiPas encore d'évaluation
- Diagramma Fer-Carbone PDFDocument23 pagesDiagramma Fer-Carbone PDFTriki BilelPas encore d'évaluation
- Superalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceD'EverandSuperalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficacePas encore d'évaluation
- Essais Sur L'acier 2021dDocument67 pagesEssais Sur L'acier 2021dFisso Ben BenPas encore d'évaluation
- Traction AdamahDocument4 pagesTraction Adamahkankue100% (1)
- Essai de TractionDocument34 pagesEssai de TractionMohamed BelbarakaPas encore d'évaluation
- TractionDocument9 pagesTractionmohamedPas encore d'évaluation
- TractionDocument9 pagesTractionmohamedPas encore d'évaluation
- Correction TD N°2 (EN2)Document12 pagesCorrection TD N°2 (EN2)wiem kahwechPas encore d'évaluation
- Maths1 td4Document3 pagesMaths1 td4wzk9jjm9z7Pas encore d'évaluation
- Cours de Thermo ClassiqueDocument102 pagesCours de Thermo ClassiqueAmadou CISSEPas encore d'évaluation
- Série 5 - Exemples D'actions MécaniquesDocument2 pagesSérie 5 - Exemples D'actions MécaniquesAzzeddin El-faddalyPas encore d'évaluation
- TD 4Document4 pagesTD 4Nour ouzeriPas encore d'évaluation
- Abdelkhalek À Dire PrésentationDocument3 pagesAbdelkhalek À Dire PrésentationAbdelkhalek SaidiPas encore d'évaluation
- These Nahal MouradDocument165 pagesThese Nahal MouradGCRIADHPas encore d'évaluation
- Correction Activité1Document9 pagesCorrection Activité1Dany ObeidPas encore d'évaluation
- Angles OrientésDocument5 pagesAngles Orientéshaddadmyriam19Pas encore d'évaluation
- Chute Libre Verticale D Un Solide Cours 2 2Document3 pagesChute Libre Verticale D Un Solide Cours 2 2aqsdf2009Pas encore d'évaluation
- TABLE DES TRANSFORMÉES DE LAPLACE À l'USAGE DES PDFDocument5 pagesTABLE DES TRANSFORMÉES DE LAPLACE À l'USAGE DES PDFTony TonyPas encore d'évaluation
- Fiche TD N°1Document2 pagesFiche TD N°1Chaima Agha100% (1)
- LDP Es 1re c04Document3 pagesLDP Es 1re c04RAZA LUCPas encore d'évaluation
- Expérience - 1 FRDocument15 pagesExpérience - 1 FRj.uvencezinsouPas encore d'évaluation
- Catalogue Essais Et Mesures Pour Lindustrie CAPACITESDocument14 pagesCatalogue Essais Et Mesures Pour Lindustrie CAPACITESYouness FarezPas encore d'évaluation
- Partiel RATRAPPAGE 2022-2023 Gestion de Production MR MARQUISDocument4 pagesPartiel RATRAPPAGE 2022-2023 Gestion de Production MR MARQUISFatima Zahra ErrouissiPas encore d'évaluation
- Louvet 2014CLF22479Document207 pagesLouvet 2014CLF22479khalidPas encore d'évaluation
- Product Selector 2006 FDocument40 pagesProduct Selector 2006 FKousso Eugenie AtchiePas encore d'évaluation
- Chapitre4 Alimentation en Eau PotableDocument9 pagesChapitre4 Alimentation en Eau PotableTAFOPWA KAMDEMPas encore d'évaluation
- Pages 60 72 Reglementation Regles Conception 2011 2012 2182Document15 pagesPages 60 72 Reglementation Regles Conception 2011 2012 2182Naim HmemPas encore d'évaluation
- Expo EmpirismeDocument7 pagesExpo EmpirismeisaacPas encore d'évaluation
- Sujet Transfo PIE2021Document11 pagesSujet Transfo PIE2021Messadi AnesPas encore d'évaluation
- Chapitre 1Document8 pagesChapitre 1Rayen Ben jaffelaPas encore d'évaluation
- TD 1ères CDDocument9 pagesTD 1ères CDlolizepazePas encore d'évaluation
- 2SM Test DiagnoDocument2 pages2SM Test DiagnoIS SamPas encore d'évaluation
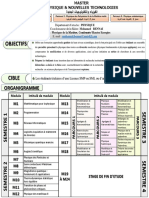
- Affiche MPNT 2017Document1 pageAffiche MPNT 2017Rochaid YoussefPas encore d'évaluation
- TD Dynamique Terrestre Mpsi 1Document3 pagesTD Dynamique Terrestre Mpsi 1aminealskjzPas encore d'évaluation
- Correction TD 4Document5 pagesCorrection TD 4Amira DhorbaniPas encore d'évaluation
- L3 GC CHAP 10 Corrections SerieDocument20 pagesL3 GC CHAP 10 Corrections SerieIkram DahmaniPas encore d'évaluation