Vous aimerez peut-être aussi
- Les FontesDocument8 pagesLes FontesAhmad AbdPas encore d'évaluation
- La FonteDocument24 pagesLa FonteAngella WillyPas encore d'évaluation
- Les Fontes MouléesDocument6 pagesLes Fontes MouléesAbdessamad JannanePas encore d'évaluation
- Les FontesDocument13 pagesLes FontesMargareta Galaju100% (2)
- Ch2-Masselottage Tres ImportantDocument22 pagesCh2-Masselottage Tres ImportantEddehbiPas encore d'évaluation
- Chapitre 3 Diagramme Fer CarboneDocument23 pagesChapitre 3 Diagramme Fer CarboneNariman Narou100% (1)
- ChapIV Fontes Blanches Et GrisesDocument63 pagesChapIV Fontes Blanches Et GrisesIBTIHAL DAILYPas encore d'évaluation
- Les Fontes A Graphite LamellaireDocument9 pagesLes Fontes A Graphite Lamellairenadjib moumniPas encore d'évaluation
- Application Notes Cast Iron FrenchDocument6 pagesApplication Notes Cast Iron FrenchyoudbibPas encore d'évaluation
- Cours N°2-Diagramme Fer CarboneDocument14 pagesCours N°2-Diagramme Fer CarboneDamienPas encore d'évaluation
- Les Materiaux: I. Les Différentes Familles de MatériauxDocument4 pagesLes Materiaux: I. Les Différentes Familles de Matériauxjemalhmeinamar51Pas encore d'évaluation
- III-Alliages Ferreux1Document94 pagesIII-Alliages Ferreux1Ghizlane FaroukiPas encore d'évaluation
- II-Alliages Ferreux (Aciers & Fontes) Licence - 2022Document107 pagesII-Alliages Ferreux (Aciers & Fontes) Licence - 2022IBTIHAL DAILYPas encore d'évaluation
- FonteDocument2 pagesFonteThomas BalouingPas encore d'évaluation
- Propriétés Des Minéraux Non SilicatésDocument12 pagesPropriétés Des Minéraux Non SilicatésAouini IbtihelPas encore d'évaluation
- II - Alliages Ferreux - Aciers & FontesDocument154 pagesII - Alliages Ferreux - Aciers & FontesTimo ShmittPas encore d'évaluation
- PyriteDocument8 pagesPyritemoovitchPas encore d'évaluation
- Résumé de Métaux Ferreux PDFDocument35 pagesRésumé de Métaux Ferreux PDFhalima halima100% (1)
- Chap II - Les Différents Classes Des MatériauxDocument180 pagesChap II - Les Différents Classes Des Matériauxomarmarri2016Pas encore d'évaluation
- MétauxDocument32 pagesMétauxanouar bennacerPas encore d'évaluation
- MadarevuesDocument11 pagesMadarevuesVali JaonaPas encore d'évaluation
- Initiation À La Fonderie 1ère AnnéeDocument23 pagesInitiation À La Fonderie 1ère Annéeyouness100% (1)
- Aciers Et FontesDocument33 pagesAciers Et FontesIlias ZeamariPas encore d'évaluation
- M1-CS-C5-Désignation Des MatériauxDocument137 pagesM1-CS-C5-Désignation Des MatériauxMahdi Daly100% (2)
- La DureteDocument3 pagesLa Duretemaian sajaPas encore d'évaluation
- Cours Désign MatosDocument6 pagesCours Désign MatosDABAKH LDEEBOYPas encore d'évaluation
- Carbone Et Silicium FinalDocument42 pagesCarbone Et Silicium Finall3bsectionbPas encore d'évaluation
- Designation Des Materiaux PDFDocument40 pagesDesignation Des Materiaux PDFZikoPas encore d'évaluation
- Diagramme Fer CarboneDocument30 pagesDiagramme Fer Carbonedayang100% (1)
- Classement Des FontesDocument1 pageClassement Des FontesHamza YahiaouiPas encore d'évaluation
- 2ICrs - Connaissance Des Materiaux FINDocument12 pages2ICrs - Connaissance Des Materiaux FINbeni ibaraPas encore d'évaluation
- Généralité RectificationDocument11 pagesGénéralité Rectificationkhalil labidiPas encore d'évaluation
- Metaux FerreuxDocument12 pagesMetaux Ferreuxjeremy.favierPas encore d'évaluation
- Chapitre 2.2Document20 pagesChapitre 2.2PFEEPas encore d'évaluation
- La Corrosion Et ProtectionDocument95 pagesLa Corrosion Et ProtectionMourad Ezz100% (2)
- Fer CarboneDocument22 pagesFer CarboneMAMI MouradPas encore d'évaluation
- Diagrammes Fer-CarboneDocument31 pagesDiagrammes Fer-CarboneSmail MendaciPas encore d'évaluation
- 2 AcierDocument29 pages2 AcierChaima GuidaraPas encore d'évaluation
- Les Fontes Moulées - PDF PDFDocument25 pagesLes Fontes Moulées - PDF PDFSami LouahPas encore d'évaluation
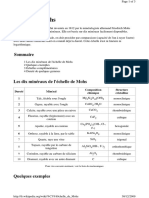
- Echelle de MohsDocument3 pagesEchelle de MohsAyoub ID M’barkPas encore d'évaluation
- Fer CarboneDocument22 pagesFer CarbonesamPas encore d'évaluation
- AdelDocument70 pagesAdelhamdaniadelaminePas encore d'évaluation
- Cours 4 de Minèralogie-1ère PartieDocument5 pagesCours 4 de Minèralogie-1ère PartieabdoPas encore d'évaluation
- Alliages de Fonderie Et Moyens de FusionDocument5 pagesAlliages de Fonderie Et Moyens de FusionJulie TremblayPas encore d'évaluation
- Fer CarboneDocument22 pagesFer CarboneIlyes kPas encore d'évaluation
- Cours de MétallurgieDocument55 pagesCours de Métallurgieimad haouiPas encore d'évaluation
- Fascicule TP Cuivre 1Document34 pagesFascicule TP Cuivre 1Ben MoussaPas encore d'évaluation
- Inspecteur Polyvalent CNDDocument17 pagesInspecteur Polyvalent CNDSid BouhaPas encore d'évaluation
- Les AciersDocument2 pagesLes Aciersbeey2001Pas encore d'évaluation
- 2 - Cours - Les Metaux FerreuxDocument6 pages2 - Cours - Les Metaux Ferreuxngouo100% (3)
- TP RmeDocument29 pagesTP RmeHind Hindou100% (1)
- Wintenberger1969 - Zones GP Dans Les Alliages D'aluDocument12 pagesWintenberger1969 - Zones GP Dans Les Alliages D'aluNicholas MrozowskiPas encore d'évaluation
- Geody Ext TD 1Document2 pagesGeody Ext TD 1WilfriedPas encore d'évaluation
- Chapitre 3Document13 pagesChapitre 3nadyPas encore d'évaluation
- Cours-Matériaux Métalliques-Chap1Document27 pagesCours-Matériaux Métalliques-Chap1ghassenmannai3Pas encore d'évaluation
- Corrigé 2021 UM - 1.3.1 Lab Métaux, Non-MétauxDocument3 pagesCorrigé 2021 UM - 1.3.1 Lab Métaux, Non-Métauxamineamrous2.0Pas encore d'évaluation
- Les ConstituantsDocument7 pagesLes ConstituantsAli ClubistPas encore d'évaluation
- Attach. Repair Procedure of ACC Steel Structure Batch 1 - Rev.2 PDFDocument146 pagesAttach. Repair Procedure of ACC Steel Structure Batch 1 - Rev.2 PDFOualid AissatPas encore d'évaluation
- 2 - TMC - 2122 - La TerreDocument17 pages2 - TMC - 2122 - La TerreFateemaa Zahraa'ePas encore d'évaluation
- LATICRETE French Product Selection Catalog (8.5x11)Document72 pagesLATICRETE French Product Selection Catalog (8.5x11)LATICRETE® InternationalPas encore d'évaluation
- SommaireDocument43 pagesSommaireedouard dudePas encore d'évaluation
- LOT 2 Menuiseries Bois Interieures CCTP DPGF PDFDocument32 pagesLOT 2 Menuiseries Bois Interieures CCTP DPGF PDFdamien laurentPas encore d'évaluation
- TP n1 Analyse Du Comportement Du BétonDocument3 pagesTP n1 Analyse Du Comportement Du BétonJihene Ben Kacem100% (1)
- Thèmes Fin de Cycle RMCDocument1 pageThèmes Fin de Cycle RMCdouoPas encore d'évaluation
- CCL Slabs Brochure French LRDocument16 pagesCCL Slabs Brochure French LRHoucine DahmaniPas encore d'évaluation
- Quels Sont Les Différents Types de RochesDocument2 pagesQuels Sont Les Différents Types de RochesstifmarkosPas encore d'évaluation
- Catalogue Le Platre Du Gypse Au StaffDocument41 pagesCatalogue Le Platre Du Gypse Au StaffJudithPas encore d'évaluation
- ADJOUDJ 2015 Archivage PDFDocument162 pagesADJOUDJ 2015 Archivage PDFanon_705026174Pas encore d'évaluation
- Essais Pour Béton Frais - Partie 2 Essai D'affaissementDocument10 pagesEssais Pour Béton Frais - Partie 2 Essai D'affaissementAmor AmorPas encore d'évaluation
- Bloc US PréfabétonDocument19 pagesBloc US PréfabétonAndo Jean RochelPas encore d'évaluation
- Catalogue Ecofix WebDocument398 pagesCatalogue Ecofix WebZAER FETTALPas encore d'évaluation
- Élaboration Des MetauxDocument23 pagesÉlaboration Des MetauxdayangPas encore d'évaluation
- Devis Descriptif TCDocument13 pagesDevis Descriptif TCHervé BanouwinPas encore d'évaluation
- 39D3170Document110 pages39D3170sssf-dobojPas encore d'évaluation
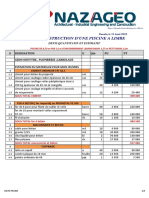
- DEVIS PISCINE DR MBE BHDocument3 pagesDEVIS PISCINE DR MBE BHnanfack100% (12)
- COMPTE RenduDocument4 pagesCOMPTE Renduۥٰ ۥٰ ۥٰ ۥٰPas encore d'évaluation
- CONS2 - Cours PDFDocument114 pagesCONS2 - Cours PDFFatima A. HoujeiryPas encore d'évaluation
- Liste Des Corps D$27etatDocument1 pageListe Des Corps D$27etatla020576Pas encore d'évaluation
- PuypaDocument12 pagesPuypaNanmo DylanePas encore d'évaluation
- Hardness Conversion TableDocument2 pagesHardness Conversion TableVicente GarcíaPas encore d'évaluation
- FT 120Document2 pagesFT 120Nazim SafsafPas encore d'évaluation
- Nussbaum Montagehelfer KunststoffDocument336 pagesNussbaum Montagehelfer KunststoffSimon BrändlePas encore d'évaluation
- Cours de Methodes 2Document112 pagesCours de Methodes 2Assane Niangao100% (1)
- Défauts de Revêtement, Enfoncements, Corrosions, Rayures, Fissures Défauts de ConstructionDocument15 pagesDéfauts de Revêtement, Enfoncements, Corrosions, Rayures, Fissures Défauts de ConstructionGil-Alain EgnakouPas encore d'évaluation
- Recherche Sur Le Ciment TMCDocument21 pagesRecherche Sur Le Ciment TMCAnis BelloulPas encore d'évaluation
- BM7624 Assemblage Des Composites - Les Points Forts Du CollageDocument7 pagesBM7624 Assemblage Des Composites - Les Points Forts Du CollageRamzi hammamiPas encore d'évaluation
- EBE Ou IBIDocument1 pageEBE Ou IBIHamza IguiPas encore d'évaluation
- Harmonisation Energétique des Personnes: Manuel de Curothérapie 2020D'EverandHarmonisation Energétique des Personnes: Manuel de Curothérapie 2020Évaluation : 4 sur 5 étoiles4/5 (8)
- Manuel pour les débutants Fabriquez des savons naturelsD'EverandManuel pour les débutants Fabriquez des savons naturelsÉvaluation : 3 sur 5 étoiles3/5 (2)
- Semer avec succès pour rassembler avec abundance. Jardin organique et synergique: Calcul des meilleurs jours pour l'ensemencement de chaque légumeD'EverandSemer avec succès pour rassembler avec abundance. Jardin organique et synergique: Calcul des meilleurs jours pour l'ensemencement de chaque légumePas encore d'évaluation
- Harmonisation Energétique des Lieux: Habitat et haut-lieux sacrés 2020D'EverandHarmonisation Energétique des Lieux: Habitat et haut-lieux sacrés 2020Évaluation : 2.5 sur 5 étoiles2.5/5 (3)
- 20 Véritables remèdes de nos grands-mères pour maigrir vite et enfin perdre du poidsD'Everand20 Véritables remèdes de nos grands-mères pour maigrir vite et enfin perdre du poidsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Secrets ancestraux d'un maître guérisseur: Un sceptique occidental, un maître oriental et les plus grands secrets de la vieD'EverandSecrets ancestraux d'un maître guérisseur: Un sceptique occidental, un maître oriental et les plus grands secrets de la vieÉvaluation : 5 sur 5 étoiles5/5 (2)
- Améliorer votre mémoire: Un Guide pour l'augmentation de la puissance du cerveau, utilisant des techniques et méthodesD'EverandAméliorer votre mémoire: Un Guide pour l'augmentation de la puissance du cerveau, utilisant des techniques et méthodesÉvaluation : 5 sur 5 étoiles5/5 (2)
- Technologie automobile: Les Grands Articles d'UniversalisD'EverandTechnologie automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- Approvisionnement et traitement de l’eau: Les Grands Articles d'UniversalisD'EverandApprovisionnement et traitement de l’eau: Les Grands Articles d'UniversalisPas encore d'évaluation
- La vie des abeilles: Prix Nobel de littératureD'EverandLa vie des abeilles: Prix Nobel de littératureÉvaluation : 4 sur 5 étoiles4/5 (41)
- Transformez votre vie: Utilisez le pouvoir créateur qui est en vous pour construire votre vie à l'image de ce que vous voulez qu'elle soitD'EverandTransformez votre vie: Utilisez le pouvoir créateur qui est en vous pour construire votre vie à l'image de ce que vous voulez qu'elle soitÉvaluation : 4 sur 5 étoiles4/5 (14)
- Conception & Modélisation CAO: Le guide ultime du débutantD'EverandConception & Modélisation CAO: Le guide ultime du débutantPas encore d'évaluation
- L'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)D'EverandL'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)Évaluation : 4 sur 5 étoiles4/5 (3032)
- Jus de Fruits et de Légumes Crus: 57 recettes faciles et un Guide Pratique Complet pour améliorer votre alimentation .: Santé, Vitalité et Minceur, avec ... ET DURABLEMENTD'EverandJus de Fruits et de Légumes Crus: 57 recettes faciles et un Guide Pratique Complet pour améliorer votre alimentation .: Santé, Vitalité et Minceur, avec ... ET DURABLEMENTPas encore d'évaluation
- 500 secrets pour avoir un potager merveilleuxD'Everand500 secrets pour avoir un potager merveilleuxÉvaluation : 2 sur 5 étoiles2/5 (1)
- Anatomie & 100 étirements essentiels pour le running: Principes de base, Techniques, Tableaux de séries, Précautions à prendre, Conseils, Programmes d'étirementsD'EverandAnatomie & 100 étirements essentiels pour le running: Principes de base, Techniques, Tableaux de séries, Précautions à prendre, Conseils, Programmes d'étirementsPas encore d'évaluation
- Histoire de la psychologie scientifique: De la naissance de la psychologie à la neuropsychologie et aux champs d'application les plus actuelsD'EverandHistoire de la psychologie scientifique: De la naissance de la psychologie à la neuropsychologie et aux champs d'application les plus actuelsPas encore d'évaluation
- Géologie de l'Amérique: Les Grands Articles d'UniversalisD'EverandGéologie de l'Amérique: Les Grands Articles d'UniversalisPas encore d'évaluation
- L'Ombre à l'Univers: La structure des particules élémentaires XIIfD'EverandL'Ombre à l'Univers: La structure des particules élémentaires XIIfPas encore d'évaluation
- 160 ressources pour se lancer dans la vidéo quand on n’y connait rienD'Everand160 ressources pour se lancer dans la vidéo quand on n’y connait rienPas encore d'évaluation
- Enseigner une Langue Etrangère Par l’Apprentissage HybrideD'EverandEnseigner une Langue Etrangère Par l’Apprentissage HybridePas encore d'évaluation
- Manuel de fabrication du savon: Je fabrique mes savons facilementD'EverandManuel de fabrication du savon: Je fabrique mes savons facilementÉvaluation : 5 sur 5 étoiles5/5 (4)