Vous aimerez peut-être aussi
- Pr-11-Mesure Des Indicateurs de PerformancesDocument43 pagesPr-11-Mesure Des Indicateurs de PerformancesTapha DiabyPas encore d'évaluation
- PLKDocument31 pagesPLKsoufiane OkPas encore d'évaluation
- 4444 Gestion Trafic Aerien 15e Edition FRDocument486 pages4444 Gestion Trafic Aerien 15e Edition FRjacksonPas encore d'évaluation
- Expose Sur Les Turbines A GazDocument15 pagesExpose Sur Les Turbines A GazAsma roukbi90% (52)
- Final - MANESOURI 2019 - CopieDocument96 pagesFinal - MANESOURI 2019 - CopieSoukaina Filali BabaPas encore d'évaluation
- Petit Guide Pratique Dimensionnement Chaussée Méthode Rationnelle ALIZE-LCPCDocument24 pagesPetit Guide Pratique Dimensionnement Chaussée Méthode Rationnelle ALIZE-LCPCCHAIMAE BENJABARPas encore d'évaluation
- Rapport de PfeDocument49 pagesRapport de PfeHidaya SklPas encore d'évaluation
- Rapport MQ Onda FinalDocument39 pagesRapport MQ Onda FinalYasser Lotfy100% (1)
- Extension BE - B96 Calcul PTAC - PDFDocument7 pagesExtension BE - B96 Calcul PTAC - PDFIl Principio CarinoPas encore d'évaluation
- NF DTU 34.4 P1-1 Mise en Oeuvre Des Fermetures Et StoresDocument45 pagesNF DTU 34.4 P1-1 Mise en Oeuvre Des Fermetures Et StoresPatrick GARCIA100% (1)
- Port CasaDocument4 pagesPort CasaoumPas encore d'évaluation
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- Poly LeanManufactur19Document47 pagesPoly LeanManufactur19karimPas encore d'évaluation
- Manuel Emploi Section AppuiDocument88 pagesManuel Emploi Section Appuisuo0100% (1)
- Optimisation Des Encours - Ame - SAMOUCHE Hamza - 3820 PDFDocument98 pagesOptimisation Des Encours - Ame - SAMOUCHE Hamza - 3820 PDFlabidiPas encore d'évaluation
- Maintenance Preventive Des Ven - Hafid BOUSRHIRI - 4238Document89 pagesMaintenance Preventive Des Ven - Hafid BOUSRHIRI - 4238Leroy Lionel SonfackPas encore d'évaluation
- Analyse Des Problemes Critique - IDRISSI KAITOUNI Omar - 3965 PDFDocument59 pagesAnalyse Des Problemes Critique - IDRISSI KAITOUNI Omar - 3965 PDFChaimae FaikPas encore d'évaluation
- 5rapportfinal 180903034441Document102 pages5rapportfinal 180903034441akram bousetaPas encore d'évaluation
- CV de Zoetyande Nerkieta NafissatouDocument2 pagesCV de Zoetyande Nerkieta NafissatouNERKIETA NAFISSATOU ZOETYANDE100% (1)
- RENau LTDocument8 pagesRENau LTkebbal zakariaPas encore d'évaluation
- Problème de TransportDocument8 pagesProblème de Transporthamza elgarragPas encore d'évaluation
- Rapport Stage Technique El Hor Fatima EzzahraDocument48 pagesRapport Stage Technique El Hor Fatima EzzahraKarim HanzazPas encore d'évaluation
- Rapport Pfe Salah AptivDocument57 pagesRapport Pfe Salah AptivOumaima Betmi100% (1)
- Rapport de PFE YazakiDocument87 pagesRapport de PFE YazakiMaryem ReyanePas encore d'évaluation
- ONCFDocument24 pagesONCFMohsine AridalPas encore d'évaluation
- Soutenance PfaDocument23 pagesSoutenance PfaNorddine AkouasPas encore d'évaluation
- Carte Electronique 2 PDFDocument5 pagesCarte Electronique 2 PDFahmedah98Pas encore d'évaluation
- PFE Version FinaleDocument100 pagesPFE Version FinaleToufik El AttarPas encore d'évaluation
- Organisation de La Fonction Maintenance Des Engins Roulants Au Sein de SMA - Rachid Mazouz PDFDocument78 pagesOrganisation de La Fonction Maintenance Des Engins Roulants Au Sein de SMA - Rachid Mazouz PDFZakaria BelarradiPas encore d'évaluation
- Pfe Winox 18 09 2022Document74 pagesPfe Winox 18 09 2022Tonkam ArthurPas encore d'évaluation
- Drum Buffer RopeDocument22 pagesDrum Buffer RopeS MDPas encore d'évaluation
- Rapport Pro Dca FinacDocument124 pagesRapport Pro Dca FinacSara LmariniPas encore d'évaluation
- RapportDocument38 pagesRapportbenkhiate mouadPas encore d'évaluation
- Plan Directeur de Production PDP LiteDocument46 pagesPlan Directeur de Production PDP Litehamza elgarragPas encore d'évaluation
- Optimation de FluxDocument48 pagesOptimation de FluxYassine ElabdiPas encore d'évaluation
- Oussema PFE 2023Document76 pagesOussema PFE 2023Mouna MessaoudiPas encore d'évaluation
- Rapport Amdrc BksDocument79 pagesRapport Amdrc BksRed BullPas encore d'évaluation
- Rapport Pfe DUTDocument59 pagesRapport Pfe DUTAhlam NciriPas encore d'évaluation
- Rapport Final Sourour BOURGUIBADocument109 pagesRapport Final Sourour BOURGUIBAbouanz mohamed tahaPas encore d'évaluation
- Amélioration de La Maintenance Au Sein de JFC V - BenBahaka MariaDocument115 pagesAmélioration de La Maintenance Au Sein de JFC V - BenBahaka MariaAmor ELHAJAHMEDPas encore d'évaluation
- SMEDDocument16 pagesSMEDOUMAYMA BARKIAPas encore d'évaluation
- Pfe FinallllllllllllDocument58 pagesPfe FinallllllllllllAmine Chaabi100% (1)
- Essai D'evaluation Et D'amelio - Kenza EL HAJJAJI - 4299Document52 pagesEssai D'evaluation Et D'amelio - Kenza EL HAJJAJI - 4299Bilal DjouhriPas encore d'évaluation
- PFE Chapitre1Document20 pagesPFE Chapitre1yossefPas encore d'évaluation
- Rapport ZakDocument53 pagesRapport ZakrdabdaoudiPas encore d'évaluation
- Rapport de Stege FinaleDocument69 pagesRapport de Stege FinaleBassem HamzaouiPas encore d'évaluation
- Présentation Gestion de ProductionDocument25 pagesPrésentation Gestion de ProductionNoor El Houda DaifPas encore d'évaluation
- Amelioration & Optimisation Du - Mohamed SOULIMAN - 4194Document86 pagesAmelioration & Optimisation Du - Mohamed SOULIMAN - 4194Hamza GarnaouiPas encore d'évaluation
- TP Maint 1 MouttakiDocument22 pagesTP Maint 1 Mouttakiabdelhamid mtkPas encore d'évaluation
- Rapport Annuel 2018Document95 pagesRapport Annuel 2018hibaPas encore d'évaluation
- Mémoire de Stage ENSI 2019Document84 pagesMémoire de Stage ENSI 2019Mohamed Elghazi100% (1)
- Programme ITKANE 4.1Document15 pagesProgramme ITKANE 4.1nizarPas encore d'évaluation
- Guide de Rédaction Du Rapport PFEDocument11 pagesGuide de Rédaction Du Rapport PFEAnonymous CharonPas encore d'évaluation
- Cimat Eo 023 2012Document247 pagesCimat Eo 023 2012Soukaina LaghdassPas encore d'évaluation
- Stage D'initiation ProfesionnelleDocument19 pagesStage D'initiation ProfesionnelleKarima ChrouquiPas encore d'évaluation
- TD6 CorrigéDocument4 pagesTD6 CorrigéNoémie GodranPas encore d'évaluation
- Fiche de Projet1Document7 pagesFiche de Projet1Ali MailPas encore d'évaluation
- Theme22 Mémoire SCM OrdoDocument71 pagesTheme22 Mémoire SCM OrdoHassen LahmariPas encore d'évaluation
- Plan Etudes-GIP 3A 4A 5ADocument3 pagesPlan Etudes-GIP 3A 4A 5AZakariae ZâamounPas encore d'évaluation
- Rapport Annuel 2013Document116 pagesRapport Annuel 2013UHUYGTYUPas encore d'évaluation
- Management Préventif Des Risques Dans Le Transport PublicDocument44 pagesManagement Préventif Des Risques Dans Le Transport PublicALAOUIPas encore d'évaluation
- Integration Locale Des Equipem - ALAMI MCHICHI Najma - 505 PDFDocument132 pagesIntegration Locale Des Equipem - ALAMI MCHICHI Najma - 505 PDFbadrPas encore d'évaluation
- FQ01Document71 pagesFQ01mehdi zakariaPas encore d'évaluation
- These Benmachiche AbdelmadjidDocument129 pagesThese Benmachiche AbdelmadjidbilaPas encore d'évaluation
- Optimisation de La Planification À Court Terme Avec ContraintesDocument113 pagesOptimisation de La Planification À Court Terme Avec ContraintesCamara OumarPas encore d'évaluation
- LOGISTIQUE Hain 2018Document68 pagesLOGISTIQUE Hain 2018marouane abdelmoumenPas encore d'évaluation
- Évaluations nationales des acquis scolaires, Volume 3: Mettre en oeuvre une évaluation nationale des acquis scolairesD'EverandÉvaluations nationales des acquis scolaires, Volume 3: Mettre en oeuvre une évaluation nationale des acquis scolairesÉvaluation : 1 sur 5 étoiles1/5 (1)
- French Writing - QuestionsDocument13 pagesFrench Writing - QuestionsSujithPas encore d'évaluation
- Presentation Du Rapport de StageDocument12 pagesPresentation Du Rapport de StageSalah SamihPas encore d'évaluation
- 1Document6 pages1jkj';rgvPas encore d'évaluation
- 2013 02 Inspection Bulletin FrenchDocument10 pages2013 02 Inspection Bulletin FrenchSidje MoussadjiPas encore d'évaluation
- Drarga TamaitDocument25 pagesDrarga Tamaitazeddine elbecharPas encore d'évaluation
- Partes NS160 PDFDocument84 pagesPartes NS160 PDFJulian Arcila Valencia100% (2)
- 1lamberet-Jumper Cellule Rapportee de 9 A 19 m3 Sur Chassis-CabineDocument2 pages1lamberet-Jumper Cellule Rapportee de 9 A 19 m3 Sur Chassis-Cabinev53Pas encore d'évaluation
- 421 PC Freinage Des Trains VFRDocument26 pages421 PC Freinage Des Trains VFRThelesphore DJATCHEJIE SIMOPas encore d'évaluation
- Phrases Anglais OMI PDFDocument118 pagesPhrases Anglais OMI PDFExcellanguage CentrePas encore d'évaluation
- Torqeedo Catalog 2018 FR PDFDocument76 pagesTorqeedo Catalog 2018 FR PDFAbdouPas encore d'évaluation
- MOMENT Section Travée 2Document165 pagesMOMENT Section Travée 2Badra Ali SanogoPas encore d'évaluation
- Audi SQ7 - High VoltageDocument2 pagesAudi SQ7 - High VoltageSiham ZinaaPas encore d'évaluation
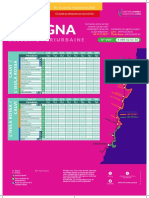
- Horaires Balagne Ete 2023Document1 pageHoraires Balagne Ete 2023Louise HolinPas encore d'évaluation
- 41 43 Escalier A-Z Fr1Document3 pages41 43 Escalier A-Z Fr1ameg15100% (1)
- UBoot FR PDFDocument21 pagesUBoot FR PDFArnauld KongouaPas encore d'évaluation
- Pack IntegralDocument7 pagesPack IntegralGuillaume DentrellePas encore d'évaluation
- Comprendre La Gestion EtDocument9 pagesComprendre La Gestion EtEmile Leger AneguePas encore d'évaluation
- HybridationDocument8 pagesHybridationAhmedPas encore d'évaluation
- Conseil Du 19 Décembre 1984 Relative Aux Poids, Aux Dimensions Et À Certaines Autres Caractéristiques Techniques de Certains Véhicules Routiers PDFDocument5 pagesConseil Du 19 Décembre 1984 Relative Aux Poids, Aux Dimensions Et À Certaines Autres Caractéristiques Techniques de Certains Véhicules Routiers PDFMohamed KARASADPas encore d'évaluation
- Analyse de Risques: POSTE RTE MANDARIN: Repérage Réseaux Existants Travaux Sous IST À Proximité Des Réseaux EnterrésDocument1 pageAnalyse de Risques: POSTE RTE MANDARIN: Repérage Réseaux Existants Travaux Sous IST À Proximité Des Réseaux EnterréspauzatPas encore d'évaluation
- Habillage Pour La Cartographie Module 4 PapierDocument28 pagesHabillage Pour La Cartographie Module 4 PapierMohamed GhribPas encore d'évaluation
- 4GH31TEWB6123C01 CorrigeCoursHistoireGeographie-U01Document19 pages4GH31TEWB6123C01 CorrigeCoursHistoireGeographie-U01gatsemarthaloisPas encore d'évaluation
- NautilusDocument2 pagesNautilusMoma GalitePas encore d'évaluation