Vous aimerez peut-être aussi
- Le syndrome périodique associé à la cryopyrine (CAPS)D'EverandLe syndrome périodique associé à la cryopyrine (CAPS)Pas encore d'évaluation
- Devoir de Synthèse N°3 - Technologie - Bac Technique (2010-2011) MR Hazel-TDocument9 pagesDevoir de Synthèse N°3 - Technologie - Bac Technique (2010-2011) MR Hazel-TKhalil BkekriPas encore d'évaluation
- Devoir de Synthèse N°3 2010 2011 (Hazel T)Document9 pagesDevoir de Synthèse N°3 2010 2011 (Hazel T)Kereme JulienPas encore d'évaluation
- Devoir Corrigé de Synthèse N°3 - Génie Mécanique Unité Flexible D'usinage - Bac Technique (2011-2012) MR Ben Abdallah Marouan - 2Document15 pagesDevoir Corrigé de Synthèse N°3 - Génie Mécanique Unité Flexible D'usinage - Bac Technique (2011-2012) MR Ben Abdallah Marouan - 2Bouabdellaoui saif ennasrPas encore d'évaluation
- 555 PDFDocument4 pages555 PDFHicham BaghdadiPas encore d'évaluation
- Devoir de Synthèse N°3 2011 2012 (Ben Abdallah Marouan) PDFDocument15 pagesDevoir de Synthèse N°3 2011 2012 (Ben Abdallah Marouan) PDFmohamed1101Pas encore d'évaluation
- Sujet 16 - LogoDocument6 pagesSujet 16 - Logohousinmechani1Pas encore d'évaluation
- Dossier TechniquexDocument3 pagesDossier TechniquexezzinePas encore d'évaluation
- 4 SC Tech-dt-11-12-Systeme Automatique de MoulageDocument3 pages4 SC Tech-dt-11-12-Systeme Automatique de MoulageezzinePas encore d'évaluation
- Guidage en Rotation Par Roulements (BC)Document9 pagesGuidage en Rotation Par Roulements (BC)MIMFS91% (11)
- Sujet 35 - LogoDocument7 pagesSujet 35 - LogoAouaida BelgacemPas encore d'évaluation
- DeoirDocument6 pagesDeoirbasmaPas encore d'évaluation
- Devoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini NoomenDocument7 pagesDevoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini NoomenKämîŁyä Nádïta100% (1)
- Devoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini Noomen PDFDocument7 pagesDevoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini Noomen PDFAdil El AzzouziPas encore d'évaluation
- Sujet 29 LogoDocument7 pagesSujet 29 Logohousinmechani1Pas encore d'évaluation
- Dossier TechniquexDocument3 pagesDossier TechniquexezzinePas encore d'évaluation
- Devoir de Synthèse N°3 - Génie Mécanique Transmission de Mouvement Cadreuse Automatique - 3ème Technique (2013-2014) MR Mlaouhi SlaheddineDocument12 pagesDevoir de Synthèse N°3 - Génie Mécanique Transmission de Mouvement Cadreuse Automatique - 3ème Technique (2013-2014) MR Mlaouhi Slaheddinemoussa zainPas encore d'évaluation
- Dossier TechniqueDocument6 pagesDossier Techniqueمحمد بن موسى الخوارزمي0% (1)
- DT DS2 3ST 23 24Document7 pagesDT DS2 3ST 23 24Nejib JallouliPas encore d'évaluation
- 228460P02 PDFDocument159 pages228460P02 PDFsldwPas encore d'évaluation
- Sujet 18 - LogoDocument8 pagesSujet 18 - Logohousinmechani1Pas encore d'évaluation
- DT DS2 3ST 23 24Document7 pagesDT DS2 3ST 23 24Nejib JallouliPas encore d'évaluation
- DT DC3 FinaleDocument6 pagesDT DC3 FinaleChaabane BOUALIPas encore d'évaluation
- Boite VitessesDocument3 pagesBoite Vitessesfoued chbichibPas encore d'évaluation
- DCN°3 3ScT 16-17 DTDocument3 pagesDCN°3 3ScT 16-17 DTBouabdellaoui saif ennasr100% (1)
- Devoir de Contrôle N°1 - Génie Mécanique - Unité de Taraudage - Bac Technique (Document7 pagesDevoir de Contrôle N°1 - Génie Mécanique - Unité de Taraudage - Bac Technique (Black BleachPas encore d'évaluation
- Sujet 10 LogoDocument5 pagesSujet 10 Logohousinmechani1Pas encore d'évaluation
- 4 SC Tech Ds3!15!16 DT Unite DusinageDocument3 pages4 SC Tech Ds3!15!16 DT Unite DusinageDHia Ben AichaPas encore d'évaluation
- Sujet-Bac GM 2001Document19 pagesSujet-Bac GM 2001Ali TrikiPas encore d'évaluation
- Sujet 04 - LogoDocument5 pagesSujet 04 - Logohousinmechani1Pas encore d'évaluation
- bts2009 TecDocument7 pagesbts2009 TecMakrem CherifPas encore d'évaluation
- DT1 2020 Mechanical R2018Document7 pagesDT1 2020 Mechanical R2018Fethi BenmassoudePas encore d'évaluation
- 20 - 20 - 2060 200502 20990 203 20 - 20 - 20 - 20C3 Ares 506-606 RHB SYS EL HY FR TA04 TA06 PDFDocument14 pages20 - 20 - 2060 200502 20990 203 20 - 20 - 20 - 20C3 Ares 506-606 RHB SYS EL HY FR TA04 TA06 PDFbillll43Pas encore d'évaluation
- 1 - Dossier TechniqueDocument5 pages1 - Dossier TechniqueBouteraa HafsiPas encore d'évaluation
- Malaxeur EtuCine1Document4 pagesMalaxeur EtuCine1hhhhhhhhPas encore d'évaluation
- TD GrafcetDocument6 pagesTD GrafcetJovy Berny100% (1)
- TD FinaleDocument8 pagesTD Finalewass princePas encore d'évaluation
- Travaux DirigesDocument32 pagesTravaux Dirigestarik outalPas encore d'évaluation
- Devoir+synt 3SCTech 2010Document8 pagesDevoir+synt 3SCTech 2010Bouabdellaoui saif ennasr100% (1)
- 2 - Communication TechniqueDocument90 pages2 - Communication TechniqueAhlèm SààdàouiPas encore d'évaluation
- Devoir À La Maison N°1Document7 pagesDevoir À La Maison N°1Taieb BentaherPas encore d'évaluation
- Tour Parallèle 2 PDFDocument6 pagesTour Parallèle 2 PDFAbi ClémentPas encore d'évaluation
- Injecteur-Pompe Électronique - DéposeDocument12 pagesInjecteur-Pompe Électronique - Déposemahamane zakari salifou kallamPas encore d'évaluation
- Unite de Fabrication de Couvercle en Beton Dossier TechniqueDocument6 pagesUnite de Fabrication de Couvercle en Beton Dossier TechniqueHoussamHannad50% (2)
- SérieTambour Motoréducteur CorrectionDocument6 pagesSérieTambour Motoréducteur CorrectionHamami Aymen100% (4)
- Encaisseuse de Coffrets D'extincteurs: 1. Présentation Du SystèmeDocument4 pagesEncaisseuse de Coffrets D'extincteurs: 1. Présentation Du SystèmeTaieb BentaherPas encore d'évaluation
- Sujet de Revision C2 1 2024Document6 pagesSujet de Revision C2 1 2024alatarhouni2005Pas encore d'évaluation
- Devoir de Synthèse N°1 2014 2015 (Lotfi)Document12 pagesDevoir de Synthèse N°1 2014 2015 (Lotfi)Ines BhaPas encore d'évaluation
- I. Etude de La Partie Opérative:: 20 DentsDocument3 pagesI. Etude de La Partie Opérative:: 20 DentsGhassen WedPas encore d'évaluation
- Sujet 05 LogoDocument6 pagesSujet 05 Logohousinmechani1Pas encore d'évaluation
- Devoir de Contrôle N°2 - Génie Mécanique - Machine À Pain - 3ème Technique (2016-2017) MR JEMAI LotfiDocument10 pagesDevoir de Contrôle N°2 - Génie Mécanique - Machine À Pain - 3ème Technique (2016-2017) MR JEMAI LotfiYoussef CherniPas encore d'évaluation
- Pignon de La Pompe D'injection - PoseDocument5 pagesPignon de La Pompe D'injection - Posemahamane zakari salifou kallamPas encore d'évaluation
- ds1 0506 PDFDocument14 pagesds1 0506 PDFzaouia ayoubPas encore d'évaluation
- Série PILEDocument6 pagesSérie PILEHamami AymenPas encore d'évaluation
- Devoir de Controle n1 Bac MecaniqueDocument3 pagesDevoir de Controle n1 Bac Mecaniqueأحمد رائد الفضاءPas encore d'évaluation
- Sujet: Système de Production Par PoinçonnageDocument9 pagesSujet: Système de Production Par PoinçonnagefranzPas encore d'évaluation
- Dossier-Technique DS3 2016&2017Document2 pagesDossier-Technique DS3 2016&2017Nejib JallouliPas encore d'évaluation
- Cincinnati Milacron PT-12-MT Et TA-14-MH NoticeDocument13 pagesCincinnati Milacron PT-12-MT Et TA-14-MH NoticeLaurent Enfield TricassesPas encore d'évaluation
- Energie SolaireDocument1 pageEnergie SolaireArwa BerrichPas encore d'évaluation
- Devoir de Controle N°1 Poste de Remplissage 2015Document4 pagesDevoir de Controle N°1 Poste de Remplissage 2015Arwa BerrichPas encore d'évaluation
- Devoir de Contrôle N1 Technologie 2ème Sciences 2012 2013 MR Abdallah RAOUAFIDocument3 pagesDevoir de Contrôle N1 Technologie 2ème Sciences 2012 2013 MR Abdallah RAOUAFIArwa BerrichPas encore d'évaluation
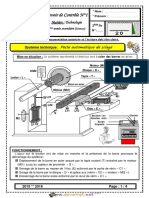
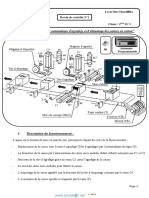
- Devoir de Contrôle N1 Technologie Poste Automatique de Sciage 2ème Sciences 2015 2016 MR Abdallah RaouafiDocument4 pagesDevoir de Contrôle N1 Technologie Poste Automatique de Sciage 2ème Sciences 2015 2016 MR Abdallah RaouafiArwa BerrichPas encore d'évaluation
- Devoir de Contrôle N1 Technologie 2ème Sciences Exp 2013 2014 MR Boubaker HassenDocument3 pagesDevoir de Contrôle N1 Technologie 2ème Sciences Exp 2013 2014 MR Boubaker HassenArwa BerrichPas encore d'évaluation
- Devoir de Contrôle N1 Technologie 2ème Sciences 2012 2013 MR Abdallah RAOUAFIDocument3 pagesDevoir de Contrôle N1 Technologie 2ème Sciences 2012 2013 MR Abdallah RAOUAFIArwa BerrichPas encore d'évaluation
- Devoir de Contrôle N1 Technologie Poste Automatique de Sciage 2ème Sciences 2015 2016 MR Abdallah RaouafiDocument4 pagesDevoir de Contrôle N1 Technologie Poste Automatique de Sciage 2ème Sciences 2015 2016 MR Abdallah RaouafiArwa BerrichPas encore d'évaluation
- Devoir de Contrôle N1 Technologie 2ème Sciences 2012 2013 MR Abdallah RAOUAFIDocument3 pagesDevoir de Contrôle N1 Technologie 2ème Sciences 2012 2013 MR Abdallah RAOUAFIArwa BerrichPas encore d'évaluation
- Devoir de Contrôle N1 Technologie Poste Automatique de Sciage 2ème Sciences 2015 2016 MR Abdallah RaouafiDocument4 pagesDevoir de Contrôle N1 Technologie Poste Automatique de Sciage 2ème Sciences 2015 2016 MR Abdallah RaouafiArwa BerrichPas encore d'évaluation
- Devoir de Contrôle N1 Technologie 2ème Sciences Exp 2013 2014 MR Boubaker HassenDocument3 pagesDevoir de Contrôle N1 Technologie 2ème Sciences Exp 2013 2014 MR Boubaker HassenArwa BerrichPas encore d'évaluation
- Devoir de Contrôle N1 Technologie 2ème Sciences 2012 2013 MR Abdallah RAOUAFIDocument3 pagesDevoir de Contrôle N1 Technologie 2ème Sciences 2012 2013 MR Abdallah RAOUAFIArwa BerrichPas encore d'évaluation
- Devoir de Controle N°1 Poste de Remplissage 2015Document4 pagesDevoir de Controle N°1 Poste de Remplissage 2015Arwa BerrichPas encore d'évaluation
- Représentation Fonctionnelle D'un Système Technique Doc Prof 2009-2010Document5 pagesReprésentation Fonctionnelle D'un Système Technique Doc Prof 2009-2010Arwa BerrichPas encore d'évaluation
- Représentation Fonctionnelle D'un Système TechniqueDocument3 pagesReprésentation Fonctionnelle D'un Système TechniqueArwa BerrichPas encore d'évaluation
- Leçon N°2 - Structure D'un Système TechniqueDocument6 pagesLeçon N°2 - Structure D'un Système TechniqueArwa BerrichPas encore d'évaluation
- Chaîne Fonctionnelle D'un Système AutomatiséeDocument1 pageChaîne Fonctionnelle D'un Système AutomatiséeArwa BerrichPas encore d'évaluation
- Chaîne Fonctionnelle D'un Système AutomatiséeDocument1 pageChaîne Fonctionnelle D'un Système AutomatiséeArwa BerrichPas encore d'évaluation
- French LP Bac2018Document4 pagesFrench LP Bac2018HollyQuinnPas encore d'évaluation
- HMS VICTORY French Edition - Pack - 05 - FR - Etapes 041 - A - 050Document42 pagesHMS VICTORY French Edition - Pack - 05 - FR - Etapes 041 - A - 050Alain GayetPas encore d'évaluation
- Krosmaster Quest - Dungeon Crawler.1.4Document3 pagesKrosmaster Quest - Dungeon Crawler.1.4cédric MadeiraPas encore d'évaluation
- BIELSA - 5 Types de Démarquages PFDocument9 pagesBIELSA - 5 Types de Démarquages PFDi JaneiroPas encore d'évaluation
- Ahesta Bero - Quartet 1 2 PDFDocument6 pagesAhesta Bero - Quartet 1 2 PDFJames B TealPas encore d'évaluation
- Fiches Trudvang FormulaireDocument2 pagesFiches Trudvang FormulairetataPas encore d'évaluation
- Les Modaux en AnglaisDocument5 pagesLes Modaux en AnglaisAlexandra MinardPas encore d'évaluation
- Serie Taylor DLDocument3 pagesSerie Taylor DLBenabdelghani ZitouniPas encore d'évaluation
- Señor de La Agonia Bajo 2Document1 pageSeñor de La Agonia Bajo 2Santiago Cueva ArimuyaPas encore d'évaluation
- O Jordão - Clarinet 2Document1 pageO Jordão - Clarinet 2DanielPas encore d'évaluation
- 1971 PDF Du 01 02 2014Document22 pages1971 PDF Du 01 02 2014PDF JournalPas encore d'évaluation
- Sous Le Ciel de Paris PDFDocument5 pagesSous Le Ciel de Paris PDFsvitajPas encore d'évaluation
- Ex 2A - Cercle Trigonométrique - CORRIGEDocument2 pagesEx 2A - Cercle Trigonométrique - CORRIGEMoussa DembelePas encore d'évaluation
- Epreuve Cantonale Reference ECR 2019 MAT 6P EleveDocument24 pagesEpreuve Cantonale Reference ECR 2019 MAT 6P Eleveludo7573Pas encore d'évaluation
- ChapDocument7 pagesChapVivo Vivoo VIPas encore d'évaluation
- канікули у франції 6 клас контр.Document4 pagesканікули у франції 6 клас контр.Наталья ЧернышенкоPas encore d'évaluation
- 4920Document24 pages4920CompétitionPas encore d'évaluation
- Approches Du HandballDocument24 pagesApproches Du Handballcabaretnews71% (7)
- Macronutrienti Alimente Examen PracticDocument1 pageMacronutrienti Alimente Examen Practicalexandra ghPas encore d'évaluation
- Catalogue Ski de Rando 2011Document8 pagesCatalogue Ski de Rando 2011AltiplanoPas encore d'évaluation
- Mi Gran Noche Arreglo Banda ... CompletoDocument43 pagesMi Gran Noche Arreglo Banda ... CompletoRomilio MuenaPas encore d'évaluation
- Ej10 Examen SinaiDocument4 pagesEj10 Examen SinaiMartínez Ramírez SinaíPas encore d'évaluation
- JDG 20220124 PlokijDocument35 pagesJDG 20220124 PlokijceriserPas encore d'évaluation
- Le Passe Compose Et L'imparfaitDocument7 pagesLe Passe Compose Et L'imparfaitClifford BernardPas encore d'évaluation
- Aires de Pontevedra (D)Document1 pageAires de Pontevedra (D)Paul SherwoodPas encore d'évaluation
- 12.paradisi Gloria Version CLDocument4 pages12.paradisi Gloria Version CLEmmanuelle Da CostaPas encore d'évaluation
- 3e Ds 3Document2 pages3e Ds 3skarnskaPas encore d'évaluation
- Dragon Arc en CielDocument16 pagesDragon Arc en CielStéphanie Raoult YvonPas encore d'évaluation
- Cours Assemblages 2008-E WWW - Tunisie-EtudesDocument12 pagesCours Assemblages 2008-E WWW - Tunisie-Etudesntayoub100% (2)
- Edition Du 10/02/2010Document24 pagesEdition Du 10/02/2010CompétitionPas encore d'évaluation
- Chevaux de Fer - Locomotives Agricoles et Tracteurs LégendairesD'EverandChevaux de Fer - Locomotives Agricoles et Tracteurs LégendairesPas encore d'évaluation
- Longboard Dancing - Figures et Pas de Danse - RegularD'EverandLongboard Dancing - Figures et Pas de Danse - RegularPas encore d'évaluation
- Les Êtres Vivants Dépendent De La Mécanique QuantiqueD'EverandLes Êtres Vivants Dépendent De La Mécanique QuantiquePas encore d'évaluation
- Le sablier d or: ou le temps universel entre le sable d hier et celui de demainD'EverandLe sablier d or: ou le temps universel entre le sable d hier et celui de demainPas encore d'évaluation