Vous aimerez peut-être aussi
- Le syndrome périodique associé à la cryopyrine (CAPS)D'EverandLe syndrome périodique associé à la cryopyrine (CAPS)Pas encore d'évaluation
- Sujet 35 - LogoDocument7 pagesSujet 35 - LogoAouaida BelgacemPas encore d'évaluation
- Dossier TechniquexDocument3 pagesDossier TechniquexezzinePas encore d'évaluation
- Dossier TechniquexDocument3 pagesDossier TechniquexezzinePas encore d'évaluation
- DCN°3 3ScT 16-17 DTDocument3 pagesDCN°3 3ScT 16-17 DTBouabdellaoui saif ennasr100% (1)
- Devoir de Synthèse N°3 2010 2011 (Hazel T)Document9 pagesDevoir de Synthèse N°3 2010 2011 (Hazel T)Kereme JulienPas encore d'évaluation
- Devoir de Synthèse N°3 - Technologie - Bac Technique (2010-2011) MR Hazel-TDocument9 pagesDevoir de Synthèse N°3 - Technologie - Bac Technique (2010-2011) MR Hazel-TKhalil BkekriPas encore d'évaluation
- Travaux DirigesDocument32 pagesTravaux Dirigestarik outalPas encore d'évaluation
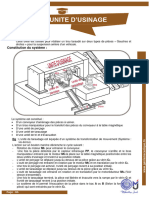
- DS3 4ST 0809 DT GR Kairouan Unite DusinageDocument5 pagesDS3 4ST 0809 DT GR Kairouan Unite DusinageArwa Berrich0% (1)
- DT DC3 FinaleDocument6 pagesDT DC3 FinaleChaabane BOUALIPas encore d'évaluation
- Sujet: Système de Production Par PoinçonnageDocument9 pagesSujet: Système de Production Par PoinçonnagefranzPas encore d'évaluation
- Sujet 29 LogoDocument7 pagesSujet 29 Logohousinmechani1Pas encore d'évaluation
- Devoir+synt 3SCTech 2010Document8 pagesDevoir+synt 3SCTech 2010Bouabdellaoui saif ennasr100% (1)
- Sujet 16 - LogoDocument6 pagesSujet 16 - Logohousinmechani1Pas encore d'évaluation
- Devoir de Synthèse N°1 2009 2010 (Ramzi Jellili)Document7 pagesDevoir de Synthèse N°1 2009 2010 (Ramzi Jellili)Youssef CherniPas encore d'évaluation
- Dossier TechniqueDocument6 pagesDossier Techniqueمحمد بن موسى الخوارزمي0% (1)
- DeoirDocument6 pagesDeoirbasmaPas encore d'évaluation
- Devoir Corrigé de Synthèse N°3 - Génie Mécanique Unité Flexible D'usinage - Bac Technique (2011-2012) MR Ben Abdallah Marouan - 2Document15 pagesDevoir Corrigé de Synthèse N°3 - Génie Mécanique Unité Flexible D'usinage - Bac Technique (2011-2012) MR Ben Abdallah Marouan - 2Bouabdellaoui saif ennasrPas encore d'évaluation
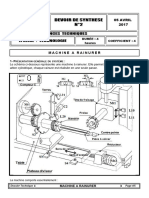
- Machine A Rainurer: Epreuve: Genie MecaniqueDocument5 pagesMachine A Rainurer: Epreuve: Genie MecaniqueNajet MarsPas encore d'évaluation
- Application 1 Palan Electrique A Chaine PDFDocument4 pagesApplication 1 Palan Electrique A Chaine PDFGORA NDIAYE0% (1)
- Application 2 ExtrudeuseDocument2 pagesApplication 2 ExtrudeuseHamada Hamada100% (1)
- TD N°2 Transmission de Puissance Par Liens FlexiblesDocument5 pagesTD N°2 Transmission de Puissance Par Liens Flexiblesmed amine elaachPas encore d'évaluation
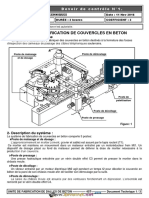
- Devoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini Noomen PDFDocument7 pagesDevoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini Noomen PDFAdil El AzzouziPas encore d'évaluation
- Devoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini NoomenDocument7 pagesDevoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini NoomenKämîŁyä Nádïta100% (1)
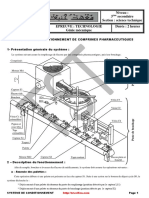
- Systeme de Conditionnement de Comprimes PharmaceutiquesDocument7 pagesSysteme de Conditionnement de Comprimes Pharmaceutiquessaber mecheri100% (3)
- Sujet 05 LogoDocument6 pagesSujet 05 Logohousinmechani1Pas encore d'évaluation
- Dcn1 2020 3t1 Presse A Sertir CorrectionDocument4 pagesDcn1 2020 3t1 Presse A Sertir CorrectionGuiliassPas encore d'évaluation
- Devoir de Contrôle N°3 2009 2010 (Ibn Rachiq Ezzahra)Document10 pagesDevoir de Contrôle N°3 2009 2010 (Ibn Rachiq Ezzahra)Manu CocoPas encore d'évaluation
- Devoir de Contrôle N°2 - Génie Mécanique - Machine À Pain - 3ème Technique (2016-2017) MR JEMAI LotfiDocument10 pagesDevoir de Contrôle N°2 - Génie Mécanique - Machine À Pain - 3ème Technique (2016-2017) MR JEMAI LotfiYoussef CherniPas encore d'évaluation
- Sujet 19 - LogoDocument6 pagesSujet 19 - Logohousinmechani1Pas encore d'évaluation
- Devoir Corrigé de Synthèse N°2 - Génie Mécanique Unité de TRI Automatique Des Caisses - 3ème Technique (2013-2014) MR Ben Abdallah Marouan PDFDocument14 pagesDevoir Corrigé de Synthèse N°2 - Génie Mécanique Unité de TRI Automatique Des Caisses - 3ème Technique (2013-2014) MR Ben Abdallah Marouan PDFYosra Flh100% (1)
- 458 S - Circuit D'équipement Des M300CDocument61 pages458 S - Circuit D'équipement Des M300Chamza MoussaidPas encore d'évaluation
- DS2-Bac 2021 - DTDocument7 pagesDS2-Bac 2021 - DTYoussefPas encore d'évaluation
- Test - Dim Eléments de Machines - lgm2 - 2021Document5 pagesTest - Dim Eléments de Machines - lgm2 - 2021Khaled GammoudiPas encore d'évaluation
- Sujet 21 - LogoDocument8 pagesSujet 21 - Logohousinmechani1Pas encore d'évaluation
- Epreuve de Cons Electromec t2 1er GR 2023Document7 pagesEpreuve de Cons Electromec t2 1er GR 2023josias zinsouPas encore d'évaluation
- dc2 3tech 2011 2012Document7 pagesdc2 3tech 2011 2012Bouabdellaoui saif ennasrPas encore d'évaluation
- Système Automatique de Découpage - Perçage: TechnologieDocument6 pagesSystème Automatique de Découpage - Perçage: TechnologieChaabane BOUALIPas encore d'évaluation
- TMM2 GIM Sujet 3 REDUCTEUR DE ROUE DROITE DE MOISSONNEUSEDocument5 pagesTMM2 GIM Sujet 3 REDUCTEUR DE ROUE DROITE DE MOISSONNEUSEThierry BoulayPas encore d'évaluation
- DT1 2020 Mechanical R2018Document7 pagesDT1 2020 Mechanical R2018Fethi BenmassoudePas encore d'évaluation
- TMM2 GIM Sujet 1 ROUE DE MOTEUR HYDRAULIQUEDocument8 pagesTMM2 GIM Sujet 1 ROUE DE MOTEUR HYDRAULIQUEThierry BoulayPas encore d'évaluation
- Encaisseuse de Coffrets D'extincteurs: 1. Présentation Du SystèmeDocument4 pagesEncaisseuse de Coffrets D'extincteurs: 1. Présentation Du SystèmeTaieb BentaherPas encore d'évaluation
- app6-STE-STM-SMB - Destribution de Tubes - RepDocument10 pagesapp6-STE-STM-SMB - Destribution de Tubes - RepTouriya MoukhlesPas encore d'évaluation
- DS3 - Dossier Technique - 3STDocument6 pagesDS3 - Dossier Technique - 3STBouabdellaoui saif ennasrPas encore d'évaluation
- DevoirDocument2 pagesDevoirsoufiane8fkaPas encore d'évaluation
- Devoir de Synthèse N°3 2011 2012 (Ben Abdallah Marouan) PDFDocument15 pagesDevoir de Synthèse N°3 2011 2012 (Ben Abdallah Marouan) PDFmohamed1101Pas encore d'évaluation
- DS1 2019-DTDocument5 pagesDS1 2019-DTMouad MemniPas encore d'évaluation
- Embrayage FreinDocument5 pagesEmbrayage FreinHicham BaghdadiPas encore d'évaluation
- 555 PDFDocument4 pages555 PDFHicham BaghdadiPas encore d'évaluation
- Dcn3 3t1 Mecanisme de Transmission CorrectionDocument4 pagesDcn3 3t1 Mecanisme de Transmission CorrectionGuiliass100% (1)
- Malaxeur EtuCine1Document4 pagesMalaxeur EtuCine1hhhhhhhhPas encore d'évaluation
- Dossier CorrigéDocument11 pagesDossier CorrigéMohamed ElharouchPas encore d'évaluation
- Cours Electrotechnique AvancÉ eDocument42 pagesCours Electrotechnique AvancÉ eAbderrahmane WardiPas encore d'évaluation
- Devoir de Contrôle N°3 - Technologie - TOUR SEMI-AUTOMATIQUE - 3ème Technique (2015-2016) MR Mnejja SlimDocument7 pagesDevoir de Contrôle N°3 - Technologie - TOUR SEMI-AUTOMATIQUE - 3ème Technique (2015-2016) MR Mnejja SlimMed Aymen Bensalem67% (3)
- Dossier techniqueDocument4 pagesDossier techniqueNejib JallouliPas encore d'évaluation
- 228460P02 PDFDocument159 pages228460P02 PDFsldwPas encore d'évaluation
- cours flexion plane simple (2)Document2 pagescours flexion plane simple (2)ezzinePas encore d'évaluation
- DOSSIER TECHNIQUE ds2Document5 pagesDOSSIER TECHNIQUE ds2ezzinePas encore d'évaluation
- dc142022Document19 pagesdc142022ezzinePas encore d'évaluation
- Chap4 leçoc 3 transformation bielle manivelle 4Tech-12Document12 pagesChap4 leçoc 3 transformation bielle manivelle 4Tech-12ezzinePas encore d'évaluation
- Yadh Ben AchourDocument26 pagesYadh Ben AchourIsmail SadaouiPas encore d'évaluation
- LibertéDocument19 pagesLibertételahamidPas encore d'évaluation
- Corro Philo Valesse 1iere - PDFDocument114 pagesCorro Philo Valesse 1iere - PDFnayoussayacoubou17Pas encore d'évaluation
- Picardie Cerfa 11415-2Document3 pagesPicardie Cerfa 11415-2vanessa.roch1819Pas encore d'évaluation
- Lantschoot, Arnold Van. Un Texte Palimpseste de Vat. Copte 65, Muséon 60 (1947), 261-268Document8 pagesLantschoot, Arnold Van. Un Texte Palimpseste de Vat. Copte 65, Muséon 60 (1947), 261-268yadatanPas encore d'évaluation
- 3718 v2 Planchers Nervurs Poutrelles Prfa Associes Du Bton Coul en OeuvreDocument98 pages3718 v2 Planchers Nervurs Poutrelles Prfa Associes Du Bton Coul en OeuvreZizouk FeresPas encore d'évaluation
- EchographieDocument10 pagesEchographieImaa Ha NnePas encore d'évaluation
- TEXTE N°1: La Jeune AcrobateDocument5 pagesTEXTE N°1: La Jeune Acrobatelouaslama0106Pas encore d'évaluation
- Chapitre5 DHCPDocument17 pagesChapitre5 DHCPjeanPas encore d'évaluation
- Les Courants LitterairesDocument2 pagesLes Courants LitterairesAna-Maria RoșuPas encore d'évaluation
- TABLEAU EDEN ROCK - XLSX 2 VILLADocument20 pagesTABLEAU EDEN ROCK - XLSX 2 VILLARebs RebsPas encore d'évaluation
- SubnettingDocument19 pagesSubnettingtunisianouPas encore d'évaluation
- Bac - Les Meilleures Citations Pour Gagner Des Points en Français - SAMABACDocument4 pagesBac - Les Meilleures Citations Pour Gagner Des Points en Français - SAMABACbeavoguipaulbarre047Pas encore d'évaluation
- Repercussion Islam Ames Hamad1Document15 pagesRepercussion Islam Ames Hamad1saydou bokotaPas encore d'évaluation
- Comptabilité Des CliniquesDocument47 pagesComptabilité Des CliniquesAnonymous kAVA6ALXNPas encore d'évaluation
- Rapport Cable TechDocument17 pagesRapport Cable TechMallouki Med100% (1)
- Anelise TalbourdeauDocument9 pagesAnelise TalbourdeauDennis AlexanderPas encore d'évaluation
- Niveaux Langue Registres Exercices PDFDocument4 pagesNiveaux Langue Registres Exercices PDFSadek Kadda Wahid0% (1)
- ANALYSE D'UNE Démarche de Cartographie Du RisqueDocument174 pagesANALYSE D'UNE Démarche de Cartographie Du RisqueSouad TouchliftPas encore d'évaluation
- Les Maladies de Dépérissement Des AgrumesDocument48 pagesLes Maladies de Dépérissement Des AgrumesMichelAndriamahazonoroRaherimanantsoaPas encore d'évaluation
- Syl M2 Inf-DcDocument28 pagesSyl M2 Inf-DcChihebeddine AmmarPas encore d'évaluation
- Chimie GeneraleDocument5 pagesChimie Generaletcheva jokhanan TiambiPas encore d'évaluation
- 17M110hhhhhh PDFDocument101 pages17M110hhhhhh PDFilham haniniPas encore d'évaluation
- Qui A Inventé L'aiguille CreuseDocument4 pagesQui A Inventé L'aiguille CreusejewelgoodremPas encore d'évaluation
- Met S 23 Sy PDocument4 pagesMet S 23 Sy Pkhocine100% (1)
- TD PalettisationDocument12 pagesTD PalettisationZine eddine Hadj mokhnachrPas encore d'évaluation
- Regarder Le Tresor Du Petit Nicolas Entier VFDocument4 pagesRegarder Le Tresor Du Petit Nicolas Entier VFxzcvxzPas encore d'évaluation
- Pied Au PlancherDocument2 pagesPied Au PlancherKenza BenmokhtarPas encore d'évaluation
- Gestion Du Temps KaufDocument44 pagesGestion Du Temps KaufHodaPas encore d'évaluation
- Etude Typologique de L'expression de L'espaceDocument41 pagesEtude Typologique de L'expression de L'espacevj03ePas encore d'évaluation