Vous aimerez peut-être aussi
- Travaux DirigesDocument32 pagesTravaux Dirigestarik outalPas encore d'évaluation
- DCN°3 3ScT 16-17 DTDocument3 pagesDCN°3 3ScT 16-17 DTBouabdellaoui saif ennasr100% (1)
- Poste de Chargement en GazDocument4 pagesPoste de Chargement en GazmohchouPas encore d'évaluation
- TMM2 GIM Sujet 3 REDUCTEUR DE ROUE DROITE DE MOISSONNEUSEDocument5 pagesTMM2 GIM Sujet 3 REDUCTEUR DE ROUE DROITE DE MOISSONNEUSEThierry BoulayPas encore d'évaluation
- ds20304r1 ModelDocument14 pagesds20304r1 ModelChokri Atef50% (2)
- Reduct EurDocument2 pagesReduct EurOUTEMSAA80% (5)
- FONCTION TRANSMETTRE L ÉNERGIE Aspect Technologique (Guidage en Rotation) Reponse Applications PDFDocument18 pagesFONCTION TRANSMETTRE L ÉNERGIE Aspect Technologique (Guidage en Rotation) Reponse Applications PDFBen Fah100% (3)
- Devoir+synt 3SCTech 2010Document8 pagesDevoir+synt 3SCTech 2010Bouabdellaoui saif ennasr100% (1)
- DT DS2 3ST 23 24Document7 pagesDT DS2 3ST 23 24Nejib JallouliPas encore d'évaluation
- Sujet 05 LogoDocument6 pagesSujet 05 Logohousinmechani1Pas encore d'évaluation
- 4 SC Tech-dt-11-12-Systeme Automatique de MoulageDocument3 pages4 SC Tech-dt-11-12-Systeme Automatique de MoulageezzinePas encore d'évaluation
- App3 Rep STE STM SMB PDFDocument10 pagesApp3 Rep STE STM SMB PDFNSANGOUPas encore d'évaluation
- Cours - Génie Mécanique - Roues de Friction Variateur de Vitesse - 3ème Technique (2015-2016) MR HAMDOUNI SabeurDocument8 pagesCours - Génie Mécanique - Roues de Friction Variateur de Vitesse - 3ème Technique (2015-2016) MR HAMDOUNI SabeurRouaissi Ridha100% (1)
- DT DS2 3ST 23 24Document7 pagesDT DS2 3ST 23 24Nejib JallouliPas encore d'évaluation
- Test - Dim Eléments de Machines - lgm2 - 2021Document5 pagesTest - Dim Eléments de Machines - lgm2 - 2021Khaled GammoudiPas encore d'évaluation
- Dossier-Technique DS3 2016&2017Document2 pagesDossier-Technique DS3 2016&2017Nejib JallouliPas encore d'évaluation
- TD Mat Gui 5.1 Tsi1 Tsi2Document5 pagesTD Mat Gui 5.1 Tsi1 Tsi2Adrien LupinPas encore d'évaluation
- Element de Machine I-1Document12 pagesElement de Machine I-1ulrich borel tchinda melongPas encore d'évaluation
- Devoir Engrenages eDocument8 pagesDevoir Engrenages esb ali100% (1)
- DT DC3 FinaleDocument6 pagesDT DC3 FinaleChaabane BOUALIPas encore d'évaluation
- Tronconneuse AutomatiseeDocument2 pagesTronconneuse AutomatiseeRouaissi RidhaPas encore d'évaluation
- Epreuve - TechnologieDocument6 pagesEpreuve - TechnologieSoumeya Machta100% (1)
- Sujet 5Document4 pagesSujet 5Amin ChabchoubPas encore d'évaluation
- app6-STE-STM-SMB - Destribution de Tubes - RepDocument10 pagesapp6-STE-STM-SMB - Destribution de Tubes - RepTouriya MoukhlesPas encore d'évaluation
- Guidage en Rotation: Exemple: Dispositif D'entraînement D'un Poinçon 2-DescriptionDocument16 pagesGuidage en Rotation: Exemple: Dispositif D'entraînement D'un Poinçon 2-Descriptiontabidi258Pas encore d'évaluation
- TD2 Transmission Palan MotDocument6 pagesTD2 Transmission Palan MotFerchichi HatemPas encore d'évaluation
- Guidage en Rotation: Exemple: Dispositif D'entraînement D'un Poinçon 2-DescriptionDocument16 pagesGuidage en Rotation: Exemple: Dispositif D'entraînement D'un Poinçon 2-DescriptionntayoubPas encore d'évaluation
- 4-Et Ude de L'unité de Malaxage: Transmission Avec Modification de VitesseDocument4 pages4-Et Ude de L'unité de Malaxage: Transmission Avec Modification de VitesseMohamed aziz ben sassiPas encore d'évaluation
- MR 2Document16 pagesMR 2lokman2180Pas encore d'évaluation
- Le Montage D'usinage Corrigé PDFDocument4 pagesLe Montage D'usinage Corrigé PDFD. n50% (2)
- Dossier TechniqueDocument6 pagesDossier Techniqueمحمد بن موسى الخوارزمي0% (1)
- DT ES de Twingo. Sommaire. 1. Présentation 2 2. Nomenclatures 2 3. Système de Transformation de Mouvement 3 4. Pantographe 5 5. Dessins D Ensembles 6Document11 pagesDT ES de Twingo. Sommaire. 1. Présentation 2 2. Nomenclatures 2 3. Système de Transformation de Mouvement 3 4. Pantographe 5 5. Dessins D Ensembles 6Mrnadhir Mecanique100% (1)
- 2210192Document8 pages2210192Sofiene GuedriPas encore d'évaluation
- Tour Parallèle 2 PDFDocument6 pagesTour Parallèle 2 PDFAbi ClémentPas encore d'évaluation
- Devoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini Noomen PDFDocument7 pagesDevoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini Noomen PDFAdil El AzzouziPas encore d'évaluation
- Devoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini NoomenDocument7 pagesDevoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini NoomenKämîŁyä Nádïta100% (1)
- Technique CDocument9 pagesTechnique Csyrine torjmenPas encore d'évaluation
- TMM2 GIM Sujet 1 ROUE DE MOTEUR HYDRAULIQUEDocument8 pagesTMM2 GIM Sujet 1 ROUE DE MOTEUR HYDRAULIQUEThierry BoulayPas encore d'évaluation
- Sujet 29 LogoDocument7 pagesSujet 29 Logohousinmechani1Pas encore d'évaluation
- DS Tambour MoteurDocument13 pagesDS Tambour MoteurYann LahellecPas encore d'évaluation
- EMBRAYAGETDESADocument10 pagesEMBRAYAGETDESAHafida EnnajiPas encore d'évaluation
- CHAP VI Leçon 1 TR Pignon Crémaillère Vis Ecrou.Document8 pagesCHAP VI Leçon 1 TR Pignon Crémaillère Vis Ecrou.Jaouher BakloutiPas encore d'évaluation
- Devoir de Synthèse N°3 2010 2011 (Hazel T)Document9 pagesDevoir de Synthèse N°3 2010 2011 (Hazel T)Kereme JulienPas encore d'évaluation
- Devoir de Synthèse N°3 - Technologie - Bac Technique (2010-2011) MR Hazel-TDocument9 pagesDevoir de Synthèse N°3 - Technologie - Bac Technique (2010-2011) MR Hazel-TKhalil BkekriPas encore d'évaluation
- Technique CDocument9 pagesTechnique Caziz hajriPas encore d'évaluation
- Devoir de Contrôle N°3 2009 2010 (Ibn Rachiq Ezzahra)Document10 pagesDevoir de Contrôle N°3 2009 2010 (Ibn Rachiq Ezzahra)Manu CocoPas encore d'évaluation
- TD 21 Corrigé - Loi E-S Pour Les Réducteurs Et Multiplicateurs de Vitesse À Train SimpleDocument6 pagesTD 21 Corrigé - Loi E-S Pour Les Réducteurs Et Multiplicateurs de Vitesse À Train SimplehoubaPas encore d'évaluation
- TD 21 Corrigé - Loi E-S Pour Les Réducteurs Et Multiplicateurs de Vitesse À Train Simple PDFDocument6 pagesTD 21 Corrigé - Loi E-S Pour Les Réducteurs Et Multiplicateurs de Vitesse À Train Simple PDFSofiane Redjradj100% (1)
- Devoir de Contrôle N°2 - Génie Mécanique - Mécanisme D'entrainement Du Plateau Tournant - Bac Technique (2017-2018) MR MR GHORBEL MamdouhDocument8 pagesDevoir de Contrôle N°2 - Génie Mécanique - Mécanisme D'entrainement Du Plateau Tournant - Bac Technique (2017-2018) MR MR GHORBEL MamdouhAmira JebaliPas encore d'évaluation
- 1a Corr Tec 2000Document8 pages1a Corr Tec 2000becemPas encore d'évaluation
- devoir3TM01 2019Document5 pagesdevoir3TM01 2019محمد الأمين عبد الحي75% (4)
- Application 2 ExtrudeuseDocument2 pagesApplication 2 ExtrudeuseHamada Hamada100% (1)
- Exercices Boites de VitessesDocument7 pagesExercices Boites de VitessesAhmed YoussefPas encore d'évaluation
- + TD Transmission 3 Etude ReducteurDocument3 pages+ TD Transmission 3 Etude ReducteurMahrez ZaafouriPas encore d'évaluation
- Expose CM Bon-1 PDFDocument7 pagesExpose CM Bon-1 PDFEssohPas encore d'évaluation
- Devoir de Controle n1 Bac MecaniqueDocument3 pagesDevoir de Controle n1 Bac Mecaniqueأحمد رائد الفضاءPas encore d'évaluation
- Le syndrome périodique associé à la cryopyrine (CAPS)D'EverandLe syndrome périodique associé à la cryopyrine (CAPS)Pas encore d'évaluation
- Manuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013D'EverandManuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013Pas encore d'évaluation
- app6-STE-STM-SMB - Destribution de TubesDocument21 pagesapp6-STE-STM-SMB - Destribution de TubesYoussefPas encore d'évaluation
- TD 1 Moteur À Courant ContinuDocument3 pagesTD 1 Moteur À Courant ContinuYoussefPas encore d'évaluation
- TD1 EngrenagesDocument6 pagesTD1 EngrenagesYoussefPas encore d'évaluation
- TD Energie Electrique RévisionDocument12 pagesTD Energie Electrique RévisionYoussefPas encore d'évaluation
- DS2-Bac 2021 - DTDocument7 pagesDS2-Bac 2021 - DTYoussefPas encore d'évaluation
- Sujet 0Document13 pagesSujet 0YoussefPas encore d'évaluation
- Correction: I-Analyse DescendantDocument4 pagesCorrection: I-Analyse DescendantYoussefPas encore d'évaluation
- En TD2 2021Document2 pagesEn TD2 2021YoussefPas encore d'évaluation
- C DiodeDocument9 pagesC DiodeYoussefPas encore d'évaluation
- Chap 2Document33 pagesChap 2YoussefPas encore d'évaluation
- Prof Oscilloscope PDFDocument4 pagesProf Oscilloscope PDFYoussefPas encore d'évaluation
- Électronique ARDUINODocument77 pagesÉlectronique ARDUINOYoussef100% (1)
- ExercisesDocument15 pagesExercisesYoussefPas encore d'évaluation
- OscilloscopeDocument26 pagesOscilloscopeYoussef100% (2)
- INTRODUCTIONDocument4 pagesINTRODUCTIONAbraham SchekinaPas encore d'évaluation
- OntologieDocument2 pagesOntologieleilalilyana950Pas encore d'évaluation
- Cours D Arbitrage Pour Le PricingDocument43 pagesCours D Arbitrage Pour Le PricingAchraf SymPas encore d'évaluation
- L'occupation Italienne Du Sud de La FranceDocument5 pagesL'occupation Italienne Du Sud de La FrancePierre AbramoviciPas encore d'évaluation
- Scénario ContratDocument10 pagesScénario ContratalimadPas encore d'évaluation
- 1502 Le Cacao Dans Les Coutumes Populaires Du Venezuela J VellardDocument9 pages1502 Le Cacao Dans Les Coutumes Populaires Du Venezuela J VellardElisee princePas encore d'évaluation
- Évaluation: CLASSE: Première Voie: ENSEIGNEMENT: Histoire-Géographie Durée de L'Épreuve: 2HDocument4 pagesÉvaluation: CLASSE: Première Voie: ENSEIGNEMENT: Histoire-Géographie Durée de L'Épreuve: 2HALAAPas encore d'évaluation
- Éléphant de Savane D'afriqueDocument6 pagesÉléphant de Savane D'afriqueOrcel GenesysPas encore d'évaluation
- Project Muse 774083Document36 pagesProject Muse 774083rorowetzel02330Pas encore d'évaluation
- Programme Classe de CM1Document22 pagesProgramme Classe de CM1Frederic von LothringenPas encore d'évaluation
- Des Jardins Originaux Dans Nos VillesDocument1 pageDes Jardins Originaux Dans Nos Villesmoussa0001Pas encore d'évaluation
- Omci - Liste Des Documents Requis Pour Le PartenariatDocument7 pagesOmci - Liste Des Documents Requis Pour Le PartenariatDavid nyanPas encore d'évaluation
- 0 - Efm Techniques de VenteDocument2 pages0 - Efm Techniques de VentebusinessmanidouarPas encore d'évaluation
- Approche Processus FormationDocument8 pagesApproche Processus FormationSaher WajdiPas encore d'évaluation
- Iacm Ensto 2Document28 pagesIacm Ensto 2Hichèm BerjèbPas encore d'évaluation
- Memoire Vu - Adikpi observationKOKOLOKODocument22 pagesMemoire Vu - Adikpi observationKOKOLOKOkomi sewonuPas encore d'évaluation
- CSTC-2009-Bétons Ultra Hautes PerformancesDocument8 pagesCSTC-2009-Bétons Ultra Hautes PerformancesJoseph KanaanPas encore d'évaluation
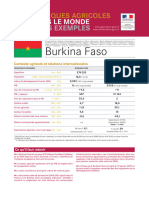
- Fichepays2014 Burkina Faso - Cle499519Document6 pagesFichepays2014 Burkina Faso - Cle499519orianechabossou2021Pas encore d'évaluation
- La Révolution de La Finance - Tome 2 by André Lévy-LangDocument184 pagesLa Révolution de La Finance - Tome 2 by André Lévy-LangGuillaume FLOUX (Théma)Pas encore d'évaluation
- Manuel Atelier Boite Vitesse FiatIvecoDocument58 pagesManuel Atelier Boite Vitesse FiatIvecojuanPas encore d'évaluation
- Denis Essoh-CVDocument2 pagesDenis Essoh-CVJoel TétchiPas encore d'évaluation
- La Religion de LislamDocument10 pagesLa Religion de LislamgilmarPas encore d'évaluation
- Programme de Messe 5eme Dimanche de Paques A PDFDocument2 pagesProgramme de Messe 5eme Dimanche de Paques A PDFlinda nyliPas encore d'évaluation
- Un Guide Pour Limplantation Dglises Melvin L HodgesDocument36 pagesUn Guide Pour Limplantation Dglises Melvin L HodgesJean Gardy Dorimain100% (2)
- Manuel de Fonctionnement Des ComptesDocument254 pagesManuel de Fonctionnement Des Comptesderbal.abdennacerPas encore d'évaluation
- Fi Pathologie Batiment b11 Desordres Structurels Constructions BoisDocument2 pagesFi Pathologie Batiment b11 Desordres Structurels Constructions BoisEL Mehdi AL HYANPas encore d'évaluation
- M. Leblond Baptiste 146 Rue Eble 49000 ANGERS: Pour Information Montant Payé Base Du Rembours. Taux Montant VerséDocument2 pagesM. Leblond Baptiste 146 Rue Eble 49000 ANGERS: Pour Information Montant Payé Base Du Rembours. Taux Montant Versébaptiste leblondPas encore d'évaluation
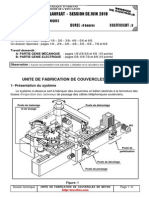
- Unite de Fabrication de Couvercle en Beton Dossier TechniqueDocument6 pagesUnite de Fabrication de Couvercle en Beton Dossier TechniqueHoussamHannad50% (2)
- Vocabolario, Grammatica e AttivitáDocument112 pagesVocabolario, Grammatica e AttivitáMihaela BajenaruPas encore d'évaluation
- Des Députés Européens de 13 Pays Écrivent À La FIFA Pour L'alerter Contre L'inclusion de Stades Dans Les Territoires Occupés Du Sahara OccidentalDocument2 pagesDes Députés Européens de 13 Pays Écrivent À La FIFA Pour L'alerter Contre L'inclusion de Stades Dans Les Territoires Occupés Du Sahara Occidentalporunsaharalibre.orgPas encore d'évaluation