DEVOIR DE SYNTHESE N°2Épreuve : TECHNOLOGIE ème
14 MARS
3 SC TECHNIQUES
2024Durée : 4h
Constitution du sujet :
- Un dossier technique : Pages 1/6 - 2/6 - 3/6 - 4/6-5/6 et 6/6
- Un Dossier réponses : A- PARTIE GENIE MECANIQUE : pages 1/4 - 2/4 - 3/4 et 4/4
B- PARTIE GENIE ELECTRIQUE : pages 1/4 - 2/4 - 3/4 et 4/4
Observation : Aucune documentation n’est autorisée. L’utilisation de la calculatrice non programmable est permise
MACHINE DE FABRIQUATION DES BRIQUES
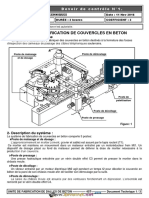
I- Présentation :
Le système étudié présenté à la page suivante permet la fabrication des briques sous
différentes formes. Le produit de base pour la fabrication est l’argile (silicate minéral).
Le processus général de fabrication comporte quatre phases :
ère
1 phase : mélange et malaxage du produit (argile + eau).
2ème phase : mise au profil désiré du produit par extrusion du pain d’argile à travers une filière,
puis transfert dans la zone de découpage à l’aide d’un tapis roulant T1 entraîné par un moteur à
courant continue MT1.
3ème phase : mise à la longueur des briques par découpage. Le déplacement du chariot de
découpe est assuré par un moteur pas à pas MP (non représenté).
4ème phase : évacuation des briques coupées par le tapis T2 vers la zone de pré-séchage et de
cuisson.
* Exemples des fabrications :
Figure 1
Dossier Technique Machine De Fabrications Des Briques Page 1/6
Figure 2
Dossier Technique Machine De Fabrications Des Briques Page 2/6
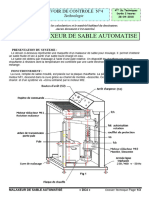
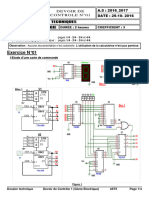
II- ETUDE DE LA SOLUTION PROGRAMMÉE.
1- Solution programmée Par microcontrôleur :
On désire commander un moteur pas à pas dans deux sens de marche et avec deux modes
de fonctionnement (Pas entier et demi pas). On dispose essentiellement de (d’) :
Un microcontrôleur : 16F84A
Trois interrupteurs S1, S2 et S3
Un moteur pas à pas unipolaire comportant 4 phases (A, B, C et D).
Figure 3
Figure 4
Schéma de simulation sur ISIS
Remarque :
- Pour le mode « Pas entier » (ou symétrique), l’alimentation se fait phase par phase.
- Le temps d’attente entre l’alimentation d’une phase à la suivante (aux suivantes) est de
0,5s.
Le principe consiste à utiliser le microcontroleur PIC 16F84A dont la table des affectations
ci-dessous .
Entrées systeme S1 S2 S3
Entrées PIC RA0 RA1 RA2
Sorties systeme A B C D
Dossier Technique Machine De Fabrications Des Briques Page 3/6
Figure 3
Sorties PIC RB0 RB1 RB2 RB3
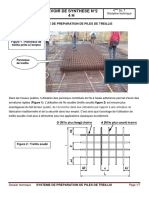
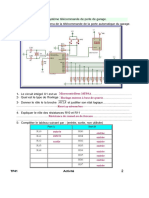
2- Solution programmée Par automate (API skplc2168) :
On désire commander un moteur pas à pas dans un sens horaire et avec le mode de
fonctionnement (Pas entier ).:
Figure 5
Figure 7
Figure 6
Le principe consiste à utiliser l’automate SK2168 dont la table des affectations ci-dessous
Entrées systeme dcy
Entrées PIC I1.2
Sorties systeme A B C D
Sorties PIC Q1.2 Q1.3 Q1.4 Q1.5
Etapes GRAFCET 0 1 2 3
Variable mémoire M0.0 M0.1 M0.2 M0.3
Dossier Technique Machine De Fabrications Des Briques Page 4/6
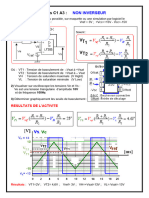
V- Dispositif d’entrainement du tapis roulant d’évacuation :
Le dispositif d’entrainement du tapis roulant fait l’objet d’étude de la partie mécanique.
Le mouvement de rotation du moteur électrique arrive au tambour du tapis roulant en passant
par trois systèmes de transmission de mouvement comme le montrent les figures suivantes.
1- Fonctionnement du variateur mécanique :
Le dessin d’ensemble de la page suivante et la Vue en
¾ de coupe ci contre représente un variateur
mécanique de vitesse. Le mouvement donné à la poulie
d’entrée (26) est transmis à l’arbre de sortie (15) par
l’ensemble de friction galet (20) et plateau (13). Pour
une bonne maîtrise de la vitesse de sortie le rapport de
transmission est variable suivant la position du baladeur
(22) par rapport au plateau (13).
2- Caractéristiques du dispositif d’entrainement (tapis et tambour enlevés)
Poulie (26) Poulie P1
D26 = 76 mm D1 = 19 mm
Courroie
Roue
ZR = 45 dent
Ps = 0.15KW
NS = 60 tr/mn
Moteur LS80L
Chaîne Pm = 0.25KW
Nm = 1000 tr/mn
Pignon (4)
Z4 = 15 dent Variateur
mécanique
Dossier Technique Machine De Fabrications Des Briques Page 5/6
3- Dessin d’ensemble :
27 1 Courroie Trapézoïdale
13 1 Plateau 26 1 Poulie réceptrice
12 1 Plaquette 25 1 Rondelle plate ISO 10673 – Type L - 4
11 4 Vis à tête cylindrique fendu 24 1 Vis à tête cylindrique à six pans creux
10 1 Corps 23 1 Clavette parallèle, forme A, 3 x 3 x 13
9 1 Ressort cylindrique de compression 22 1 Baladeur
8 1 Butée à billes 21 4 Vis à tête fraisée plate ISO 2009 – M3
7 1 Coussinet cylindrique fritté, 15 x 21 x 20 20 1 Galet
6 1 Anneau élastique pour arbre, 14 x 1 19 1 Flasque
5 1 Clavette parallèle, forme A, 4 x 4 x 10 18 1 Anneau élastique pour arbre, 10 x 1
4 1 Pignon pour chaîne 17 1 Ecrou hexagonal ISO 4032 – M8
3 1 Anneau élastique pour arbre, 10 x 1 16 1 Clavette parallèle forme A
2 1 Coussinet à collerette fritté, C 10 x 16 x 16 15 1 Arbre de sortie
1 1 Arbre d’entrée 14 1 Rondelle plate ISO 10673 – Type S - 8
Rep Nbr Désignations Rep Nbr Désignations
Echelle 1 :1 Variateur De Vitesse DS2 3ST MARS 2024
Dossier Technique Machine De Fabrications Des Briques Page 6/6
Dossier Technique Machine De Fabrications Des Briques Page 7/6
Vous aimerez peut-être aussi
- DT_DS2_3ST_23_24Document7 pagesDT_DS2_3ST_23_24Nejib JallouliPas encore d'évaluation
- app6-STE-STM-SMB - Destribution de Tubes - RepDocument10 pagesapp6-STE-STM-SMB - Destribution de Tubes - RepTouriya MoukhlesPas encore d'évaluation
- Dossier techniqueDocument4 pagesDossier techniqueNejib JallouliPas encore d'évaluation
- DS1!12!13 4ST SOUSSE Complet Prod Pots MielDocument35 pagesDS1!12!13 4ST SOUSSE Complet Prod Pots Miellotfi75% (4)
- DeoirDocument6 pagesDeoirbasmaPas encore d'évaluation
- Devoir de Synthèse N°3 - Génie Mécanique Transmission de Mouvement Cadreuse Automatique - 3ème Technique (2013-2014) MR Mlaouhi SlaheddineDocument12 pagesDevoir de Synthèse N°3 - Génie Mécanique Transmission de Mouvement Cadreuse Automatique - 3ème Technique (2013-2014) MR Mlaouhi Slaheddinemoussa zainPas encore d'évaluation
- Devoir de Synthèse N°3 2011 2012 (Ben Abdallah Marouan) PDFDocument15 pagesDevoir de Synthèse N°3 2011 2012 (Ben Abdallah Marouan) PDFmohamed1101Pas encore d'évaluation
- 4 SC Tech Ds3!15!16 DT Unite DusinageDocument3 pages4 SC Tech Ds3!15!16 DT Unite DusinageDHia Ben AichaPas encore d'évaluation
- SUJET Info Indus Section CC 2019Document5 pagesSUJET Info Indus Section CC 2019Naomie JenniferPas encore d'évaluation
- Devoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini NoomenDocument7 pagesDevoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini NoomenKämîŁyä Nádïta100% (1)
- Devoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini Noomen PDFDocument7 pagesDevoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini Noomen PDFAdil El AzzouziPas encore d'évaluation
- Suj 1 SMDocument6 pagesSuj 1 SMMouâd Bihi100% (1)
- Dossier TechniqueDocument6 pagesDossier Techniqueمحمد بن موسى الخوارزمي0% (1)
- 3Tech-Controle 01 - 2022Document11 pages3Tech-Controle 01 - 2022slah hamdiPas encore d'évaluation
- 1a Corr Tec 2000Document8 pages1a Corr Tec 2000becemPas encore d'évaluation
- Devoir de Synthèse N°3 2010 2011 (Ben Abdallah Marouan) PDFDocument16 pagesDevoir de Synthèse N°3 2010 2011 (Ben Abdallah Marouan) PDFmohamed1101Pas encore d'évaluation
- DT DC3 FinaleDocument6 pagesDT DC3 FinaleChaabane BOUALIPas encore d'évaluation
- DS3 - 2015 - 2016 FinaleDocument9 pagesDS3 - 2015 - 2016 FinaleRidha ManaaPas encore d'évaluation
- EXAMEN FINAL DE MAINTENANCE DES EQUIPEMENTS ELECTRO MECA MIP2 - Copie BonDocument4 pagesEXAMEN FINAL DE MAINTENANCE DES EQUIPEMENTS ELECTRO MECA MIP2 - Copie BonsomomarctinoPas encore d'évaluation
- TD 2 2esaDocument2 pagesTD 2 2esaSetri jobsPas encore d'évaluation
- Dossier-Technique-sess-principale2010Document6 pagesDossier-Technique-sess-principale2010Nejib JallouliPas encore d'évaluation
- 4-Et Ude de L'unité de Malaxage: Transmission Avec Modification de VitesseDocument4 pages4-Et Ude de L'unité de Malaxage: Transmission Avec Modification de VitesseMohamed aziz ben sassiPas encore d'évaluation
- Devoir Engrenages eDocument8 pagesDevoir Engrenages esb ali100% (1)
- Devoir de Synthèse N°3 2010 2011 (Hazel T)Document9 pagesDevoir de Synthèse N°3 2010 2011 (Hazel T)Kereme JulienPas encore d'évaluation
- Devoir de Synthèse N°3 - Technologie - Bac Technique (2010-2011) MR Hazel-TDocument9 pagesDevoir de Synthèse N°3 - Technologie - Bac Technique (2010-2011) MR Hazel-TKhalil BkekriPas encore d'évaluation
- Devoir de Contrôle #2 - Electricité - 3ème Technique (2009-2010) Ghanmi NasrDocument7 pagesDevoir de Contrôle #2 - Electricité - 3ème Technique (2009-2010) Ghanmi Nasrmatmatijamel100% (1)
- Devoir Corrigé de Synthèse N°3 - Génie Mécanique Unité Flexible D'usinage - Bac Technique (2011-2012) MR Ben Abdallah Marouan - 2Document15 pagesDevoir Corrigé de Synthèse N°3 - Génie Mécanique Unité Flexible D'usinage - Bac Technique (2011-2012) MR Ben Abdallah Marouan - 2Bouabdellaoui saif ennasrPas encore d'évaluation
- 2 TD FiabilitéDocument3 pages2 TD FiabilitéFELLA HAMADOUCHEPas encore d'évaluation
- Technique CDocument8 pagesTechnique CAdnen BOUAZIZIPas encore d'évaluation
- Sujet-Bac GM 2001Document19 pagesSujet-Bac GM 2001Ali TrikiPas encore d'évaluation
- 2019 Normal SoirDocument9 pages2019 Normal SoirAbdelhadi AZPas encore d'évaluation
- Dos TechDocument3 pagesDos TechNejib JallouliPas encore d'évaluation
- Exercice Pneu ESTA 2024Document8 pagesExercice Pneu ESTA 2024Yves JuniorPas encore d'évaluation
- TechniqueDocument8 pagesTechniquepaire animePas encore d'évaluation
- Technique PDFDocument8 pagesTechnique PDFpaire animePas encore d'évaluation
- DCN°3 3ScT 16-17 DTDocument3 pagesDCN°3 3ScT 16-17 DTBouabdellaoui saif ennasr100% (1)
- PrésentationDocument17 pagesPrésentationMOHAMED CHERIF KHATRAOUIPas encore d'évaluation
- Machine de Debitage de CeinturesDocument14 pagesMachine de Debitage de CeinturesGuiliass100% (1)
- EnrenagesDocument4 pagesEnrenagesBouabdellaoui saif ennasrPas encore d'évaluation
- Devoir de Controle N1-2as-2022Document4 pagesDevoir de Controle N1-2as-2022Abdelhak GhodhbeniPas encore d'évaluation
- Sujet 4 2023Document5 pagesSujet 4 2023hamrouniPas encore d'évaluation
- Sap 2019 SujetDocument16 pagesSap 2019 SujetPse UdoPas encore d'évaluation
- Modélisme - CNC - Hardware - Contrôleur Chinois TB6560 BleuDocument7 pagesModélisme - CNC - Hardware - Contrôleur Chinois TB6560 BleuStéphane ZsPas encore d'évaluation
- DS2-Bac 2021 - DTDocument7 pagesDS2-Bac 2021 - DTYoussefPas encore d'évaluation
- DS3 4ST 0809 DT GR Kairouan Unite DusinageDocument5 pagesDS3 4ST 0809 DT GR Kairouan Unite DusinageArwa Berrich0% (1)
- Comp Mec4270Document27 pagesComp Mec4270Abderrahman AissatiPas encore d'évaluation
- DownloadDocument10 pagesDownloadHamza Bou0% (1)
- Devoir de Synthèse N°1 - Génie Mécanique Systeme de Fabrication de Couvercles - Bac Technique (2014-2015) MR LotfiDocument12 pagesDevoir de Synthèse N°1 - Génie Mécanique Systeme de Fabrication de Couvercles - Bac Technique (2014-2015) MR Lotfizxhmnzao100% (2)
- TP2 automatismeLAIIDocument6 pagesTP2 automatismeLAIIfakhri menjliPas encore d'évaluation
- dc2 3tech 2011 2012Document7 pagesdc2 3tech 2011 2012Bouabdellaoui saif ennasrPas encore d'évaluation
- Dossier Technique 95spDocument7 pagesDossier Technique 95spouhssainanouarPas encore d'évaluation
- DS1-DT-Carreaux CeramiquesDocument4 pagesDS1-DT-Carreaux CeramiquesMouad MemniPas encore d'évaluation
- Electrovanne (Réduction Proportionnelle) - Etalonnage - Commande de Débit NégatifDocument35 pagesElectrovanne (Réduction Proportionnelle) - Etalonnage - Commande de Débit NégatifHUSEINPas encore d'évaluation
- Sujet 2 PDFDocument11 pagesSujet 2 PDFJohn100% (1)
- TD 01 - Etude Des Systemes PDFDocument8 pagesTD 01 - Etude Des Systemes PDFZied KtariPas encore d'évaluation
- bacSSI 2006 Nouvelle Caledonie CorrigeDocument8 pagesbacSSI 2006 Nouvelle Caledonie CorrigeILyes AlimPas encore d'évaluation
- Variateur-Courroie STEDocument9 pagesVariateur-Courroie STEMansour NdiayePas encore d'évaluation
- Le développement de systèmes d'information (Le): Une méthode intégrée à la transformation des processus, 4e éditionD'EverandLe développement de systèmes d'information (Le): Une méthode intégrée à la transformation des processus, 4e éditionPas encore d'évaluation
- Le syndrome périodique associé à la cryopyrine (CAPS)D'EverandLe syndrome périodique associé à la cryopyrine (CAPS)Pas encore d'évaluation
- Dossier-Technique-sess-principale2010Document6 pagesDossier-Technique-sess-principale2010Nejib JallouliPas encore d'évaluation
- Nom et prénomDocument4 pagesNom et prénomNejib JallouliPas encore d'évaluation
- DC1_3st_dr_2014Document5 pagesDC1_3st_dr_2014Nejib JallouliPas encore d'évaluation
- DC1_3st_dt_2014Document3 pagesDC1_3st_dt_2014Nejib JallouliPas encore d'évaluation
- Nom et prénomDocument4 pagesNom et prénomNejib JallouliPas encore d'évaluation
- D-T cadreuse 2018Document2 pagesD-T cadreuse 2018Nejib JallouliPas encore d'évaluation
- Doss-tech-dess-ensemble-principal2013-A3Document1 pageDoss-tech-dess-ensemble-principal2013-A3Nejib JallouliPas encore d'évaluation
- Dossier-Technique-sess-principale2010Document6 pagesDossier-Technique-sess-principale2010Nejib JallouliPas encore d'évaluation
- DC1_3st_dr_2014Document5 pagesDC1_3st_dr_2014Nejib JallouliPas encore d'évaluation
- doc elevDocument12 pagesdoc elevNejib JallouliPas encore d'évaluation
- ds1_3st_2012Document5 pagesds1_3st_2012Nejib JallouliPas encore d'évaluation
- Formation_mikropascalDocument69 pagesFormation_mikropascalNejib JallouliPas encore d'évaluation
- DC1-DT-4ST-2016-2017Document4 pagesDC1-DT-4ST-2016-2017Nejib JallouliPas encore d'évaluation
- doc elevDocument12 pagesdoc elevNejib JallouliPas encore d'évaluation
- circuit élecDocument82 pagescircuit élecNejib JallouliPas encore d'évaluation
- TP-B11_FinDocument9 pagesTP-B11_FinNejib JallouliPas encore d'évaluation
- exercice d'évaluationDocument5 pagesexercice d'évaluationNejib JallouliPas encore d'évaluation
- LES AUTOMATES PROGRAMMABLESDocument64 pagesLES AUTOMATES PROGRAMMABLESNejib JallouliPas encore d'évaluation
- fiche de pre et de derDocument3 pagesfiche de pre et de derNejib JallouliPas encore d'évaluation
- RappelDocument6 pagesRappelNejib JallouliPas encore d'évaluation
- TP-A42_FinDocument24 pagesTP-A42_FinNejib JallouliPas encore d'évaluation
- FICHE DE PREPARATION et de déroulementDocument3 pagesFICHE DE PREPARATION et de déroulementNejib JallouliPas encore d'évaluation
- CHAPITRE C1 act C1 A3corrigéDocument2 pagesCHAPITRE C1 act C1 A3corrigéNejib JallouliPas encore d'évaluation
- Moteur a courant continuDocument79 pagesMoteur a courant continuNejib JallouliPas encore d'évaluation
- sujet74Document2 pagessujet74Nejib JallouliPas encore d'évaluation
- système triphaséDocument11 pagessystème triphaséNejib JallouliPas encore d'évaluation
- doc profDocument15 pagesdoc profNejib JallouliPas encore d'évaluation
- doc elevDocument15 pagesdoc elevNejib JallouliPas encore d'évaluation
- sujet83Document2 pagessujet83Nejib JallouliPas encore d'évaluation
- sujet63Document2 pagessujet63Nejib JallouliPas encore d'évaluation
- Cloud ComputingDocument25 pagesCloud ComputinghalimPas encore d'évaluation
- Guide RDocument797 pagesGuide RKamel KamelPas encore d'évaluation
- 14 Systeme Éducatif Algérien PDFDocument19 pages14 Systeme Éducatif Algérien PDFZeyneb Enseignante0% (1)
- Normes Comptables InternationalesDocument10 pagesNormes Comptables InternationalesAbdou Diatta100% (1)
- Marketing Comportement Consommateur DistributionDocument83 pagesMarketing Comportement Consommateur Distributionnguyen100% (2)
- Chapitre 2 Integration NumériqueDocument18 pagesChapitre 2 Integration NumériqueSarah BardiPas encore d'évaluation
- Memoire FirewallDocument97 pagesMemoire FirewallLou LoulouPas encore d'évaluation
- Assainissement Lit Filtrant (SOTRALENTZ) Fiche-UtilisateurPLASTEPURDocument64 pagesAssainissement Lit Filtrant (SOTRALENTZ) Fiche-UtilisateurPLASTEPURValcenyPas encore d'évaluation
- Liste Principale Des Candidats Admis Au Concours D'accès Au Master GMPMDocument1 pageListe Principale Des Candidats Admis Au Concours D'accès Au Master GMPMOutmane KachachPas encore d'évaluation
- CGV SANIFER-Juillet 2022Document5 pagesCGV SANIFER-Juillet 2022Cyanno Michael RANDRIAMIADANARISOAPas encore d'évaluation
- 0 PDFDocument3 pages0 PDFДжалала ХілаліPas encore d'évaluation
- TD N°3 S.AlimentairesDocument45 pagesTD N°3 S.AlimentairesSagacious IvejutenPas encore d'évaluation
- Exercice Compta KchiriDocument9 pagesExercice Compta KchiriTàHàà ZRPas encore d'évaluation
- Chap 1Document53 pagesChap 1hamid kamalPas encore d'évaluation
- Statuts Renault Sa Ag 15.06.17Document20 pagesStatuts Renault Sa Ag 15.06.17aminata aboudramanePas encore d'évaluation
- Presentation SoutenanceDocument25 pagesPresentation Soutenancemorris DUKULYPas encore d'évaluation
- EN 1090-2 01-07-2010 Cle783afcDocument20 pagesEN 1090-2 01-07-2010 Cle783afcfontainePas encore d'évaluation
- Dell Emc Poweredge r650xs Technical Guide FRDocument61 pagesDell Emc Poweredge r650xs Technical Guide FRImen Makhlouf Ben AyedPas encore d'évaluation
- Eolienne CorrigeDocument6 pagesEolienne CorrigeJad AyaPas encore d'évaluation
- Corrigé Oulala A1 - Association FPADocument16 pagesCorrigé Oulala A1 - Association FPAespoirPas encore d'évaluation
- Guide D Accompagnement - Le Petit PoucetDocument15 pagesGuide D Accompagnement - Le Petit Poucetآلبرت خلیلPas encore d'évaluation
- Firestone (Kygo)Document3 pagesFirestone (Kygo)bengt_berglundPas encore d'évaluation
- Bilan Hydrique Des Sols Et Recharge de La Nappe Profonde de La Plaine Du Gharb (Maroc) PDFDocument7 pagesBilan Hydrique Des Sols Et Recharge de La Nappe Profonde de La Plaine Du Gharb (Maroc) PDFBck RymPas encore d'évaluation
- Liste Dépicerie VégétarienneDocument2 pagesListe Dépicerie Végétariennesandrinemode100% (1)
- Exposé Durée Du Travail KASSOU FinalDocument27 pagesExposé Durée Du Travail KASSOU FinalAya BaroudiPas encore d'évaluation
- 07 Exos Prod Scalaire Geo RepereeDocument10 pages07 Exos Prod Scalaire Geo RepereeVitaliy BushuevPas encore d'évaluation
- Lettre de Motivation NACHAT OssamaDocument1 pageLettre de Motivation NACHAT OssamaOssama NachatPas encore d'évaluation
- Bvah 52Document109 pagesBvah 52Harold de MoffartsPas encore d'évaluation
- Les Pratiques Funéraires Néolithiques Avant 3500 Av J-C en France Et Dans Les Régions LimitrophesDocument310 pagesLes Pratiques Funéraires Néolithiques Avant 3500 Av J-C en France Et Dans Les Régions LimitrophesGerardo Gómez RuizPas encore d'évaluation
- Rapport PFE VFDocument82 pagesRapport PFE VFrarzi12100% (1)