Vous aimerez peut-être aussi
- Devoir de Synthèse N°3 - Génie Mécanique Transmission de Mouvement Cadreuse Automatique - 3ème Technique (2013-2014) MR Mlaouhi SlaheddineDocument12 pagesDevoir de Synthèse N°3 - Génie Mécanique Transmission de Mouvement Cadreuse Automatique - 3ème Technique (2013-2014) MR Mlaouhi Slaheddinemoussa zain100% (1)
- Devoir de Synthèse N°3 2010 2011 (Ben Abdallah Marouan) PDFDocument16 pagesDevoir de Synthèse N°3 2010 2011 (Ben Abdallah Marouan) PDFmohamed1101Pas encore d'évaluation
- DT DS2 3ST 23 24Document7 pagesDT DS2 3ST 23 24Nejib JallouliPas encore d'évaluation
- DS3 - 2015 - 2016 FinaleDocument9 pagesDS3 - 2015 - 2016 FinaleRidha ManaaPas encore d'évaluation
- DT DS2 3ST 23 24Document7 pagesDT DS2 3ST 23 24Nejib JallouliPas encore d'évaluation
- Dos TechDocument3 pagesDos TechNejib JallouliPas encore d'évaluation
- 4 SC Tech Ds3!15!16 DT Unite DusinageDocument3 pages4 SC Tech Ds3!15!16 DT Unite DusinageDHia Ben AichaPas encore d'évaluation
- MembraneDocument14 pagesMembraneImene HarbaouiPas encore d'évaluation
- Devoir de Controle N1-2as-2022Document4 pagesDevoir de Controle N1-2as-2022Abdelhak GhodhbeniPas encore d'évaluation
- DS34STDocument7 pagesDS34STZaraki RiodaPas encore d'évaluation
- Série PILEDocument6 pagesSérie PILEHamami AymenPas encore d'évaluation
- Devoir de Synthèse N°3 2011 2012 (Ben Abdallah Marouan) PDFDocument15 pagesDevoir de Synthèse N°3 2011 2012 (Ben Abdallah Marouan) PDFmohamed1101Pas encore d'évaluation
- Devoir de Contrôle N°3 2013 2014 (Couche Moncef)Document8 pagesDevoir de Contrôle N°3 2013 2014 (Couche Moncef)Ayman TrikiPas encore d'évaluation
- Devoir de Controle N1-2as-2022Document4 pagesDevoir de Controle N1-2as-2022GR GARMANI100% (2)
- Présentation Du Projet RGTGDocument13 pagesPrésentation Du Projet RGTGchkibiPas encore d'évaluation
- Présentation de La MachineDocument11 pagesPrésentation de La Machinerjlassi136Pas encore d'évaluation
- DC2 2info1 2022Document3 pagesDC2 2info1 2022Adel KmimechPas encore d'évaluation
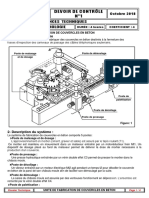
- Devoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini Noomen PDFDocument7 pagesDevoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini Noomen PDFAdil El AzzouziPas encore d'évaluation
- Devoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini NoomenDocument7 pagesDevoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini NoomenKämîŁyä Nádïta100% (1)
- Tronconneuse AutomatiqueDocument67 pagesTronconneuse AutomatiqueMarcelin BouadouPas encore d'évaluation
- DCorrigé FinalDocument4 pagesDCorrigé FinalAbdelfatteh BoukattayaPas encore d'évaluation
- DC44 17 - 18Document10 pagesDC44 17 - 18jetlaoui frajPas encore d'évaluation
- TD 1 29Document9 pagesTD 1 29Abdelmadjid BatirPas encore d'évaluation
- Chapitre21 PDFDocument25 pagesChapitre21 PDFABELWALIDPas encore d'évaluation
- 6625 U11 Dossier CorrigeDocument21 pages6625 U11 Dossier Corrigeboukottaya borhenePas encore d'évaluation
- PP Aaa PP1 106 FRDocument40 pagesPP Aaa PP1 106 FRRabah AmidiPas encore d'évaluation
- Normale Corigé 2012 PDFDocument8 pagesNormale Corigé 2012 PDFGuiliassPas encore d'évaluation
- Edition 3 Guide Installateur T2M PDFDocument19 pagesEdition 3 Guide Installateur T2M PDFRastatePas encore d'évaluation
- Mode Opératoire de Maintenance Des Postes MT BTDocument17 pagesMode Opératoire de Maintenance Des Postes MT BTmedbahi86% (7)
- Suj 1 SMDocument6 pagesSuj 1 SMMouâd Bihi100% (1)
- Devoir N°1 Tramway SMB Lamzibri 2023Document8 pagesDevoir N°1 Tramway SMB Lamzibri 2023taziadambkPas encore d'évaluation
- NO-68-220000-VMP BS ModB - VME BS ModB - VMH BS - PDocument30 pagesNO-68-220000-VMP BS ModB - VME BS ModB - VMH BS - Pyasser hankPas encore d'évaluation
- Correction Devoir de Controle n2 Grafcet 2as 2022Document4 pagesCorrection Devoir de Controle n2 Grafcet 2as 2022GR GARMANIPas encore d'évaluation
- OVF20 20reglage 20chantier 20 PDFDocument52 pagesOVF20 20reglage 20chantier 20 PDFthunder100% (4)
- MCD II Centora, Calydra Delta-Notice D'installation Et D'emplDocument12 pagesMCD II Centora, Calydra Delta-Notice D'installation Et D'emplLahouari FatahPas encore d'évaluation
- TP MicrocontroleurDocument26 pagesTP MicrocontroleurRonel valere FeussiPas encore d'évaluation
- 1tronconneuse AutomatiqueDocument40 pages1tronconneuse Automatique2ste3100% (1)
- Système Automatique de Découpage - Perçage: TechnologieDocument6 pagesSystème Automatique de Découpage - Perçage: TechnologieChaabane BOUALIPas encore d'évaluation
- Devoir de Synthèse N°3 2015 2016 (MR Hadjkacem Abdelkarim)Document8 pagesDevoir de Synthèse N°3 2015 2016 (MR Hadjkacem Abdelkarim)ba WajihPas encore d'évaluation
- Bac BlancDocument4 pagesBac BlancLabossef LabossefchedlyPas encore d'évaluation
- Epreuve Zéro de Commande de Machines Bac F3 Sessio 2023Document4 pagesEpreuve Zéro de Commande de Machines Bac F3 Sessio 2023ymmichel19Pas encore d'évaluation
- DC2 Bras Manipulateur PDFDocument8 pagesDC2 Bras Manipulateur PDFMohamed Adem GhorbelPas encore d'évaluation
- Devoir de Contrôle N°2 - Génie Mécanique - Bras Manipulateur - 3ème Technique (2017-2018) MR Ghorbel MamdouhDocument8 pagesDevoir de Contrôle N°2 - Génie Mécanique - Bras Manipulateur - 3ème Technique (2017-2018) MR Ghorbel Mamdouhfiras shiliPas encore d'évaluation
- Exercice 1 Pas A Pas BisDocument24 pagesExercice 1 Pas A Pas BislabossefPas encore d'évaluation
- Chap 4 PneumatiqueDocument6 pagesChap 4 Pneumatiqueمحمد زينايPas encore d'évaluation
- Le Pic 16f84 Partie 1 CoursDocument6 pagesLe Pic 16f84 Partie 1 CoursKamologne UlrichPas encore d'évaluation
- Examen AutomatismeDocument5 pagesExamen AutomatismeKadjePas encore d'évaluation
- Sujet 2Document6 pagesSujet 2Eba Jean aymardPas encore d'évaluation
- Schema 4eme Annee 2Document4 pagesSchema 4eme Annee 2BAMALJoseph Firmin100% (5)
- Devoir Corrigé de Synthèse N°3 - Génie Mécanique Unité Flexible D'usinage - Bac Technique (2011-2012) MR Ben Abdallah Marouan - 2Document15 pagesDevoir Corrigé de Synthèse N°3 - Génie Mécanique Unité Flexible D'usinage - Bac Technique (2011-2012) MR Ben Abdallah Marouan - 2Bouabdellaoui saif ennasrPas encore d'évaluation
- dc31 3st 2023 2Document4 pagesdc31 3st 2023 2labossefPas encore d'évaluation
- Electrovanne (Réduction Proportionnelle) - Etalonnage - Commande de Débit NégatifDocument35 pagesElectrovanne (Réduction Proportionnelle) - Etalonnage - Commande de Débit NégatifHUSEINPas encore d'évaluation
- Dossier TechniqueDocument4 pagesDossier TechniqueNejib JallouliPas encore d'évaluation
- SI STE Sujet Session Normale 2016Document22 pagesSI STE Sujet Session Normale 2016Rida IbrPas encore d'évaluation
- PIC16F877Document27 pagesPIC16F877Jamila Debaya100% (1)
- DT DC3 FinaleDocument6 pagesDT DC3 FinaleChaabane BOUALIPas encore d'évaluation
- TP ΜContr 21Document2 pagesTP ΜContr 21Taha Chergui MouanePas encore d'évaluation
- DeoirDocument6 pagesDeoirbasmaPas encore d'évaluation
- Traité d'économétrie financière: Modélisation financièreD'EverandTraité d'économétrie financière: Modélisation financièrePas encore d'évaluation
- Le syndrome périodique associé à la cryopyrine (CAPS)D'EverandLe syndrome périodique associé à la cryopyrine (CAPS)Pas encore d'évaluation
- Doss Tech Dess Ensemble Principal2013 A3Document1 pageDoss Tech Dess Ensemble Principal2013 A3Nejib JallouliPas encore d'évaluation
- D-T Cadreuse 2018Document2 pagesD-T Cadreuse 2018Nejib JallouliPas encore d'évaluation
- Nom Et PrénomDocument4 pagesNom Et PrénomNejib JallouliPas encore d'évaluation
- ds1 3st 2012Document5 pagesds1 3st 2012Nejib JallouliPas encore d'évaluation
- DC1 3st DR 2014Document5 pagesDC1 3st DR 2014Nejib JallouliPas encore d'évaluation
- DC1 3st DT 2014Document3 pagesDC1 3st DT 2014Nejib JallouliPas encore d'évaluation
- Formation MikropascalDocument69 pagesFormation MikropascalNejib JallouliPas encore d'évaluation
- TP-B11 FinDocument9 pagesTP-B11 FinNejib JallouliPas encore d'évaluation
- DC1 DT 4ST 2016 2017Document4 pagesDC1 DT 4ST 2016 2017Nejib JallouliPas encore d'évaluation
- Circuit ÉlecDocument82 pagesCircuit ÉlecNejib JallouliPas encore d'évaluation
- ElevDocument12 pagesElevNejib JallouliPas encore d'évaluation
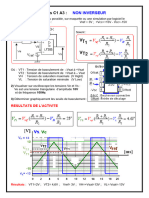
- CHAPITRE C1 Act C1 A3corrigéDocument2 pagesCHAPITRE C1 Act C1 A3corrigéNejib JallouliPas encore d'évaluation
- TP-A42 FinDocument24 pagesTP-A42 FinNejib JallouliPas encore d'évaluation
- Les Automates ProgrammablesDocument64 pagesLes Automates ProgrammablesNejib JallouliPas encore d'évaluation
- Exercice D'évaluationDocument5 pagesExercice D'évaluationNejib JallouliPas encore d'évaluation
- RappelDocument6 pagesRappelNejib JallouliPas encore d'évaluation
- ProfDocument15 pagesProfNejib JallouliPas encore d'évaluation
- Fiche de Pre Et de DerDocument3 pagesFiche de Pre Et de DerNejib JallouliPas encore d'évaluation
- ElevDocument15 pagesElevNejib JallouliPas encore d'évaluation
- FICHE DE PREPARATION Et de DéroulementDocument3 pagesFICHE DE PREPARATION Et de DéroulementNejib JallouliPas encore d'évaluation
- Moteur A Courant ContinuDocument79 pagesMoteur A Courant ContinuNejib JallouliPas encore d'évaluation
- Sujet 74Document2 pagesSujet 74Nejib JallouliPas encore d'évaluation
- Système TriphaséDocument11 pagesSystème TriphaséNejib JallouliPas encore d'évaluation
- Sujet 13Document3 pagesSujet 13Nejib JallouliPas encore d'évaluation
- Sujet 63Document2 pagesSujet 63Nejib JallouliPas encore d'évaluation
- Sujet 34Document3 pagesSujet 34Nejib JallouliPas encore d'évaluation
- Sujet 83Document2 pagesSujet 83Nejib JallouliPas encore d'évaluation
- Sujet 24Document2 pagesSujet 24Nejib JallouliPas encore d'évaluation
- Sujet 33Document2 pagesSujet 33Nejib JallouliPas encore d'évaluation
- Sujet 84Document2 pagesSujet 84Nejib JallouliPas encore d'évaluation
- Cahier de Douai -Arthur RimbaudDocument7 pagesCahier de Douai -Arthur RimbaudRanime AltaweelPas encore d'évaluation
- Extraction Separation Et Identification Des Especes Chimiques Exercices Non Corriges 2 PDFDocument3 pagesExtraction Separation Et Identification Des Especes Chimiques Exercices Non Corriges 2 PDFmortadaPas encore d'évaluation
- Sin - Ax - Sin - BX - 2Document3 pagesSin - Ax - Sin - BX - 2Anton BaëzaPas encore d'évaluation
- AndréSimpson - Les Manoeuvres D'accostage - 202102210900Document43 pagesAndréSimpson - Les Manoeuvres D'accostage - 202102210900JDR49100% (1)
- Sup Livres 060309Document12 pagesSup Livres 060309tinderpaperPas encore d'évaluation
- FR - Accreditation - Certification Requirements and Training GuideDocument14 pagesFR - Accreditation - Certification Requirements and Training GuideYoussef FatihiPas encore d'évaluation
- TP Vérification Expérimentale Du Théorème de Lénergie CinétiqueDocument2 pagesTP Vérification Expérimentale Du Théorème de Lénergie Cinétiquerneji0400Pas encore d'évaluation
- Gram. 34 Cours 1Document2 pagesGram. 34 Cours 1Kim MisoyaPas encore d'évaluation
- Rapport Finale PDFDocument58 pagesRapport Finale PDFmohamedPas encore d'évaluation
- 1-Chapitre1-Cycle de Vie Et Decoupage D Un ProjetDocument19 pages1-Chapitre1-Cycle de Vie Et Decoupage D Un ProjettomasjosecaballeroPas encore d'évaluation
- Correction+-+fonctions+mesurables +propriétés+des+mesures PDFDocument36 pagesCorrection+-+fonctions+mesurables +propriétés+des+mesures PDFŞȫɾAȳȁPas encore d'évaluation
- Propos 20d 27introductionDocument2 pagesPropos 20d 27introductionJean Eddy OlibertPas encore d'évaluation
- Routage StatiqueDocument43 pagesRoutage Statiqueidjboha kokoPas encore d'évaluation
- L'educationDocument8 pagesL'educationIBrahima IB LengAniPas encore d'évaluation
- CourrierDocument4 pagesCourrier795rxrgvk9Pas encore d'évaluation
- Les Troubles de L'odorat (Ok)Document17 pagesLes Troubles de L'odorat (Ok)EbePas encore d'évaluation
- Rituel_de_Table_au_rite_francais_et_signDocument18 pagesRituel_de_Table_au_rite_francais_et_signMakasitoPas encore d'évaluation
- Yves Denéchère - La Migration Singulière Des Adoptés Dans L'espace Euro-AméricainDocument9 pagesYves Denéchère - La Migration Singulière Des Adoptés Dans L'espace Euro-Américainhedoncdmx69Pas encore d'évaluation
- Circuit Gaz Condensation - ConvertiDocument23 pagesCircuit Gaz Condensation - ConvertiZoheir ChaouliPas encore d'évaluation
- Samba Serveur Contrôleur de DomaineDocument16 pagesSamba Serveur Contrôleur de DomaineRANDRIANASOLO FrancoPas encore d'évaluation
- Rapport de Stage TT - TSIRA618 Hamri JassemDocument22 pagesRapport de Stage TT - TSIRA618 Hamri JassemHamri Zayneb100% (1)
- 210-U-10 Polymères Et Résines CompositesDocument26 pages210-U-10 Polymères Et Résines CompositesBESSAIH RymPas encore d'évaluation
- Renault Logan SymbolDocument2 pagesRenault Logan SymbolkokondroPas encore d'évaluation
- Dans Ce LabDocument3 pagesDans Ce LabDiana ZoboPas encore d'évaluation
- Le Feng Shui - Comment Aménager Sa Maison Façon - Feng ShuiDocument19 pagesLe Feng Shui - Comment Aménager Sa Maison Façon - Feng ShuikhassimPas encore d'évaluation
- VSS791500T DataSheet FRFR E2365897355Document2 pagesVSS791500T DataSheet FRFR E2365897355Narcis PatrascuPas encore d'évaluation
- Ressources 0002017189671 Ncfra 4-T01c01-039-File-Coup de Pouce EvalDocument4 pagesRessources 0002017189671 Ncfra 4-T01c01-039-File-Coup de Pouce EvalNoaPas encore d'évaluation
- TD 3 ArbreDocument4 pagesTD 3 ArbreOumaimaPas encore d'évaluation
- Labels AlimentairesDocument11 pagesLabels AlimentairesMaimouna Ba100% (1)
- Le Design SensorielDocument2 pagesLe Design SensorielLeakim MaëlPas encore d'évaluation