Vous aimerez peut-être aussi
- Théorie et pratique du treuil: Treuils fixes et mobilesD'EverandThéorie et pratique du treuil: Treuils fixes et mobilesPas encore d'évaluation
- Ventomatic Ensacheuses CatalogueDocument2 pagesVentomatic Ensacheuses CatalogueAli hayekPas encore d'évaluation
- 5268 5091Document4 pages5268 5091Soufiane RamdaniPas encore d'évaluation
- Préparation Rabbit TADocument5 pagesPréparation Rabbit TAvintagerccar100% (1)
- MEROBEL Brakes TB 2014Document24 pagesMEROBEL Brakes TB 2014johanra2608Pas encore d'évaluation
- Cours Systemes de Transmission de MouvementDocument5 pagesCours Systemes de Transmission de MouvementdjalikadjouPas encore d'évaluation
- Ligne D'arbre FRDocument5 pagesLigne D'arbre FRRiadh Chouaibi100% (1)
- Longrine de RedressementDocument15 pagesLongrine de RedressementnawfalPas encore d'évaluation
- Sujet Saé 2021 Complet Part 1 Et 2Document4 pagesSujet Saé 2021 Complet Part 1 Et 2nietsebPas encore d'évaluation
- TP Culass1Document11 pagesTP Culass1denis yakouaPas encore d'évaluation
- Depose Et Pose D'une CulasseDocument11 pagesDepose Et Pose D'une CulassefotsoPas encore d'évaluation
- Arroseur Rain Bird 8005 Catalogue Kit GazonDocument2 pagesArroseur Rain Bird 8005 Catalogue Kit GazonCheval AlainPas encore d'évaluation
- ADocument5 pagesAPatról150Pas encore d'évaluation
- Scraper 2Document13 pagesScraper 2Mamadou DiarrassoubaPas encore d'évaluation
- Cours Hydraulique 40 Cylindree Pompe EngrenageDocument2 pagesCours Hydraulique 40 Cylindree Pompe EngrenageGuy Ygal100% (1)
- At2 sq5 Alignement Arbres PDFDocument25 pagesAt2 sq5 Alignement Arbres PDFMed Ali MaatougPas encore d'évaluation
- DTR Essuie GlaceDocument14 pagesDTR Essuie GlaceArmand Ess100% (1)
- Arroseur 8005-1Document2 pagesArroseur 8005-1Georges FezeuPas encore d'évaluation
- VR7887 U508218 Maint FR Rev4Document18 pagesVR7887 U508218 Maint FR Rev4Aliou SouanePas encore d'évaluation
- 220lc LR FR KatalogDocument16 pages220lc LR FR Katalogasow78558Pas encore d'évaluation
- Acoustique Des Transports bm2773Document19 pagesAcoustique Des Transports bm2773gh_oualid100% (1)
- jp138 pp46-56 Sequiper-ProduitsDocument9 pagesjp138 pp46-56 Sequiper-Produitsعبد الحليم رغدةPas encore d'évaluation
- HELLER - Centres D - Usinage 5 Axes F - FRDocument8 pagesHELLER - Centres D - Usinage 5 Axes F - FRLuciany DEBALLEYPas encore d'évaluation
- Equilibrage D'un Ventilateur (2) - MymaxicoursDocument1 pageEquilibrage D'un Ventilateur (2) - MymaxicoursThe Bens Mbr 17Pas encore d'évaluation
- BimassDocument24 pagesBimassandryanPas encore d'évaluation
- Calcul Verin PneumatiqueDocument3 pagesCalcul Verin PneumatiqueiarabenPas encore d'évaluation
- CATALOGO AS Sinfin AsDocument33 pagesCATALOGO AS Sinfin AstesterZ ajbPas encore d'évaluation
- TP Courroie de DistributionDocument8 pagesTP Courroie de DistributionPAPINHO JR100% (2)
- ReglagedesmoDocument14 pagesReglagedesmoMatinPas encore d'évaluation
- Energic Serie 400 BrochureDocument6 pagesEnergic Serie 400 BrochureLaurent Enfield TricassesPas encore d'évaluation
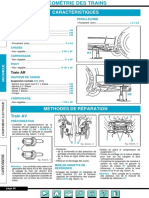
- 08 Géométrie Des TrainsDocument2 pages08 Géométrie Des TrainsRoman BarcenasPas encore d'évaluation
- Reglage Du Jeu Des Roulements R2Document4 pagesReglage Du Jeu Des Roulements R2laurent.merlenPas encore d'évaluation
- MerlotDocument12 pagesMerlotNikos Papayiannakis100% (1)
- A110 Reglage de La Hauteur de CremaillereDocument3 pagesA110 Reglage de La Hauteur de CremaillereBertrandPas encore d'évaluation
- Transformation Des Mvts 10-11Document4 pagesTransformation Des Mvts 10-11MIMFS100% (2)
- Ja Delmas Brochure PFBJ0078 Outils Attaque SolDocument48 pagesJa Delmas Brochure PFBJ0078 Outils Attaque SolZinga KalengaPas encore d'évaluation
- Depliant Teco100 - DPTC000042 en - FR - Es - 09 - 2018Document4 pagesDepliant Teco100 - DPTC000042 en - FR - Es - 09 - 2018Zdenko CervenyPas encore d'évaluation
- 4 TpboitedevitessespfsDocument10 pages4 TpboitedevitessespfsrabbajPas encore d'évaluation
- 020 - Commandes de VolDocument14 pages020 - Commandes de Voladelinho13Pas encore d'évaluation
- ReglageDistribution TechniqueDesmoDocument6 pagesReglageDistribution TechniqueDesmoMathieu DouPas encore d'évaluation
- Boîte de Vitesses - WikipédiaDocument6 pagesBoîte de Vitesses - Wikipédiasaidhalloum7Pas encore d'évaluation
- Gmail - Réglage Des Jeux Dans PalierDocument8 pagesGmail - Réglage Des Jeux Dans PalierHalilou ibrahimaPas encore d'évaluation
- 16 EX9 PerceuseDocument1 page16 EX9 PerceuseChokri Atef100% (1)
- Aguessy 1Document18 pagesAguessy 1dfePas encore d'évaluation
- Trapezium SpindelsDocument25 pagesTrapezium SpindelsMohammed AissaouiPas encore d'évaluation
- Verin Pneumatique GeneralDocument8 pagesVerin Pneumatique GeneralSeVILLA8Dz100% (1)
- Cinématique 5 AxesDocument6 pagesCinématique 5 AxesRania KarkarPas encore d'évaluation
- Alignement ArbresDocument25 pagesAlignement ArbresMelek MaaloulPas encore d'évaluation
- Principe Fondamental de La Statique - Le Robot DINODocument6 pagesPrincipe Fondamental de La Statique - Le Robot DINOremyilles6Pas encore d'évaluation
- Examen 3ème 2013THSADocument14 pagesExamen 3ème 2013THSAAYA OUEZGANPas encore d'évaluation
- SAE 3.02II SinusmaticDocument9 pagesSAE 3.02II Sinusmaticarthur.vincent.14210Pas encore d'évaluation
- TP - TambMot Concep Complet A4Document2 pagesTP - TambMot Concep Complet A4Tagne yvanPas encore d'évaluation
- FR - La Préparation Moteur 2t Pour CircuitDocument21 pagesFR - La Préparation Moteur 2t Pour CircuitYannick Arend67% (3)
- Hyster 8Document6 pagesHyster 8rachid NagbePas encore d'évaluation
- Bouyer Plaquette Gamme (Fin)Document8 pagesBouyer Plaquette Gamme (Fin)Laurent Enfield Tricasses0% (1)
- 09.suspension Train Ar. MoyeuxDocument7 pages09.suspension Train Ar. Moyeuxfloleto3Pas encore d'évaluation
- REXROTH rf10098 - 2012-02Document28 pagesREXROTH rf10098 - 2012-02hocine gherbiPas encore d'évaluation
- Fonctionnement Embrayage SacDocument18 pagesFonctionnement Embrayage SacAAPas encore d'évaluation
- Soudage Par ResistanceDocument22 pagesSoudage Par ResistanceBah0% (1)
- Tete de Polissage - Projet But3Document2 pagesTete de Polissage - Projet But3midiquentinPas encore d'évaluation
- 7 TP Etat Mecanique Moteur EleveDocument13 pages7 TP Etat Mecanique Moteur EleveAnthony PomaredePas encore d'évaluation
- 5 TP Levee Soupape Etude Poussoir EleveDocument10 pages5 TP Levee Soupape Etude Poussoir EleveAnthony PomaredePas encore d'évaluation
- 1 TP Connaissance Moteur Structure Moteur EleveDocument8 pages1 TP Connaissance Moteur Structure Moteur EleveAnthony PomaredePas encore d'évaluation
- ShamWerks - Atelier - Camwerks - Banc de Mesure Arbre À Cames DIYDocument8 pagesShamWerks - Atelier - Camwerks - Banc de Mesure Arbre À Cames DIYAnthony PomaredePas encore d'évaluation
- Deux Degres Libre Cours PDFDocument12 pagesDeux Degres Libre Cours PDFsoufianovicPas encore d'évaluation
- Montage D'un Arbre À Cames PerformantDocument10 pagesMontage D'un Arbre À Cames PerformantAnthony PomaredePas encore d'évaluation
- Call Manager Tp003Document16 pagesCall Manager Tp003Ahmed HaijPas encore d'évaluation
- PWC Brochure de Recrutement 2012-2013 OctDocument28 pagesPWC Brochure de Recrutement 2012-2013 OctYounes HJPas encore d'évaluation
- Télécharger Méthode Lafay PDF Gratuit - 5Document4 pagesTélécharger Méthode Lafay PDF Gratuit - 5nemayuzPas encore d'évaluation
- Systeme Digitalisé de Contrôle Fiscal en CIVDocument17 pagesSysteme Digitalisé de Contrôle Fiscal en CIVjoseph kodjo100% (1)
- Notice D'installation Technique - ALU 300 PRO POWER - 20020845Document72 pagesNotice D'installation Technique - ALU 300 PRO POWER - 20020845alafellahPas encore d'évaluation
- La Recherche Quantitative Et QualitativeDocument3 pagesLa Recherche Quantitative Et QualitativeSofiane Douifi100% (1)
- Methodologie Et Outils de Traduction CMDocument69 pagesMethodologie Et Outils de Traduction CMKevin IcetwigsPas encore d'évaluation
- Monographie de La Region de Draa Tafilalet FRDocument55 pagesMonographie de La Region de Draa Tafilalet FRAl by100% (1)
- Descriptifs Des Cours Cégep GarneauDocument237 pagesDescriptifs Des Cours Cégep GarneauAlexandreShahPas encore d'évaluation
- MicroCentrale HydrauliqueDocument9 pagesMicroCentrale HydrauliqueDhikrane NafaaPas encore d'évaluation
- WATCH OUT - Guide de Survie en Ligne - FIDHDocument31 pagesWATCH OUT - Guide de Survie en Ligne - FIDHFIDHPas encore d'évaluation
- TsbatDocument3 pagesTsbatABDO OUAHMANNPas encore d'évaluation
- Cours N°5 Introduction À La Compensation de La Puissance Reactive (Partie 1)Document3 pagesCours N°5 Introduction À La Compensation de La Puissance Reactive (Partie 1)leharani soheibPas encore d'évaluation
- Maroc Loi BancaireDocument2 217 pagesMaroc Loi BancaireSafaa LaqraPas encore d'évaluation
- Encadrement Des Projets de Fin D'études: PR HabachiDocument52 pagesEncadrement Des Projets de Fin D'études: PR HabachiZine el abedine MKPas encore d'évaluation
- Administration ÉlectroniqueDocument2 pagesAdministration ÉlectroniqueHamid AminePas encore d'évaluation
- Équipement Électrique: CaractéristiquesDocument37 pagesÉquipement Électrique: CaractéristiquesDAGORNPas encore d'évaluation
- Bouclage ECSDocument17 pagesBouclage ECSLamjed Ben Abdallah100% (1)
- Del Cavalier Azzolino Bernardino Della (... ) Della Ciaia Btv1b10020219gDocument6 pagesDel Cavalier Azzolino Bernardino Della (... ) Della Ciaia Btv1b10020219gduruflePas encore d'évaluation
- Le Caisson de GraveDocument55 pagesLe Caisson de Gravefrancis.audio5156Pas encore d'évaluation
- Ondes Progressives PériodiquesDocument6 pagesOndes Progressives PériodiquesahmedPas encore d'évaluation
- Me Cat Ronique GMDocument3 pagesMe Cat Ronique GMbenfatahPas encore d'évaluation
- Varset LV Vlvaw3n03516aaDocument2 pagesVarset LV Vlvaw3n03516aaMh BengrinePas encore d'évaluation
- Cellule PhotovoltaïqueDocument3 pagesCellule PhotovoltaïqueHanane AbakouyPas encore d'évaluation
- HacheurDocument13 pagesHacheurMustapha BeziouiPas encore d'évaluation
- REVUE Reinnova VOL 1 #1Document124 pagesREVUE Reinnova VOL 1 #1Omar TananePas encore d'évaluation
- Economie Chinoise PDFDocument210 pagesEconomie Chinoise PDFSonia KoubaaPas encore d'évaluation
- Vocabulaire Espagnol-Français de L'architecture en Pierre Sèche PDFDocument11 pagesVocabulaire Espagnol-Français de L'architecture en Pierre Sèche PDFsPascualTPas encore d'évaluation
- 6 - La Dynamo GyromagnétiqueDocument3 pages6 - La Dynamo GyromagnétiqueLionel ElyansunPas encore d'évaluation
- Chevaux de Fer - Locomotives Agricoles et Tracteurs LégendairesD'EverandChevaux de Fer - Locomotives Agricoles et Tracteurs LégendairesPas encore d'évaluation
- Longboard Dancing - Figures et Pas de Danse - RegularD'EverandLongboard Dancing - Figures et Pas de Danse - RegularPas encore d'évaluation
- Les Êtres Vivants Dépendent De La Mécanique QuantiqueD'EverandLes Êtres Vivants Dépendent De La Mécanique QuantiquePas encore d'évaluation