Vous aimerez peut-être aussi
- L'étoile miraculeuse Cycle 1 - T2/2: Le souffle du démonD'EverandL'étoile miraculeuse Cycle 1 - T2/2: Le souffle du démonPas encore d'évaluation
- Le syndrome périodique associé à la cryopyrine (CAPS)D'EverandLe syndrome périodique associé à la cryopyrine (CAPS)Pas encore d'évaluation
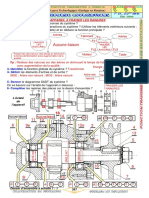
- FONCTION TRANSMETTRE L ÉNERGIE Aspect Technologique (Guidage en Rotation) Reponse Applications PDFDocument18 pagesFONCTION TRANSMETTRE L ÉNERGIE Aspect Technologique (Guidage en Rotation) Reponse Applications PDFBen Fah100% (3)
- Examen de Fin de Formation TSMFM 2015 v1 SyntheseDocument13 pagesExamen de Fin de Formation TSMFM 2015 v1 Syntheseahmaisbouchaib198Pas encore d'évaluation
- Examen FF V2 2015 ÉnoncéDocument13 pagesExamen FF V2 2015 Énoncésimo ockPas encore d'évaluation
- Cours - Technologie Le Dessin D'ensemble - 1ère As (2008-2009) MR AKREMIBECHIR 4Document3 pagesCours - Technologie Le Dessin D'ensemble - 1ère As (2008-2009) MR AKREMIBECHIR 4Anis GharbiPas encore d'évaluation
- Lecture D'un Dessin D'ensemble (Correction)Document4 pagesLecture D'un Dessin D'ensemble (Correction)Kereme JulienPas encore d'évaluation
- 8759 E4 U43 Bts Crci 2017 Sujet PDFDocument25 pages8759 E4 U43 Bts Crci 2017 Sujet PDFGuy OmangPas encore d'évaluation
- C&M Fluendo 11 14 CF E Notice Installation Et EmploiDocument8 pagesC&M Fluendo 11 14 CF E Notice Installation Et EmploiJarrarPas encore d'évaluation
- Repair Manual STIHLL MS270 - MS270C - MS280 - MS280CDocument38 pagesRepair Manual STIHLL MS270 - MS270C - MS280 - MS280Cpetrica_velvetPas encore d'évaluation
- ds1 0506 PDFDocument14 pagesds1 0506 PDFzaouia ayoubPas encore d'évaluation
- Analyse Fonctionnelle Interne Exercice 01Document4 pagesAnalyse Fonctionnelle Interne Exercice 01Oussema FaidiPas encore d'évaluation
- 3461 Elements de Corrige Epreuve E2 Bac Pro Mei Dom Rom 2013Document13 pages3461 Elements de Corrige Epreuve E2 Bac Pro Mei Dom Rom 2013Moh HbPas encore d'évaluation
- 13-Liaison Pivot-Acti - p40-p48 - RepDocument11 pages13-Liaison Pivot-Acti - p40-p48 - RepESSOME ESSOME OLIVIER STEPHANEPas encore d'évaluation
- Devoir de Synthèse N°1 - Technologie - 2ème Sciences Exp (2018-2019) MR KMIMECH Adel PDFDocument7 pagesDevoir de Synthèse N°1 - Technologie - 2ème Sciences Exp (2018-2019) MR KMIMECH Adel PDFadnenPas encore d'évaluation
- Technologie de Construction CC 2014 2015 PDFDocument12 pagesTechnologie de Construction CC 2014 2015 PDFisrael melchisedechPas encore d'évaluation
- Stihl Ms 038Document40 pagesStihl Ms 038Andri YantoPas encore d'évaluation
- Notice Kratos KS Line FT Fa 60 202 00 F2018Document72 pagesNotice Kratos KS Line FT Fa 60 202 00 F2018HATIMPas encore d'évaluation
- Stihl fs300 fs350 PDFDocument44 pagesStihl fs300 fs350 PDFfrosPas encore d'évaluation
- Eff Tsgo TH V1Document8 pagesEff Tsgo TH V1MOUSSA ALIZPas encore d'évaluation
- Lecture D'un Dessin D'ensembleDocument4 pagesLecture D'un Dessin D'ensembleAlialitPas encore d'évaluation
- Devoir de Contrôle N°2 - Technologie - DISPOSITIF DE BLOCAGE DES TUBES - 2ème Technique (2015-2016) MR Gassoumi TarekDocument4 pagesDevoir de Contrôle N°2 - Technologie - DISPOSITIF DE BLOCAGE DES TUBES - 2ème Technique (2015-2016) MR Gassoumi Tarekhayet debbichPas encore d'évaluation
- corrigé EFF12Document6 pagescorrigé EFF12bae71249Pas encore d'évaluation
- SP 400 - SP 450Document34 pagesSP 400 - SP 450JoseLuisCarrilloMenaPas encore d'évaluation
- TSMFM 2 Teorie CorrigéeDocument10 pagesTSMFM 2 Teorie Corrigéeayoub gannniPas encore d'évaluation
- Dimensionnement Vis Boulons 2018Document60 pagesDimensionnement Vis Boulons 2018timPas encore d'évaluation
- Brother Innovis ManuelDocument138 pagesBrother Innovis ManuelAlexandra CatricePas encore d'évaluation
- Ch2 Ordre de Montage Et de Demontage PDFDocument4 pagesCh2 Ordre de Montage Et de Demontage PDFMohamed100% (1)
- Devoir de Contrôle N°1 2013 2014 (Mlaouhi Slaheddine) (Cité Elhadika)Document6 pagesDevoir de Contrôle N°1 2013 2014 (Mlaouhi Slaheddine) (Cité Elhadika)kcnhxs2rkmPas encore d'évaluation
- tcf-2 PDFDocument12 pagestcf-2 PDF5BH FFPas encore d'évaluation
- Devoir Synthèse n1Document6 pagesDevoir Synthèse n1Mohsen Laabidi100% (1)
- S200 Version1998Document28 pagesS200 Version1998Nathalie GarreauPas encore d'évaluation
- TD Disponibilite 2gecsiDocument4 pagesTD Disponibilite 2gecsiÀLì Bk100% (1)
- Interphone Wepa 402Document21 pagesInterphone Wepa 402Guillaume DentrellePas encore d'évaluation
- Devoir de Synthèse N°1 - Génie Mécanique Système D'usinage A Plateau Tournant - 3ème Technique (2013-2014) MR Mlaouhi SlaheddineDocument7 pagesDevoir de Synthèse N°1 - Génie Mécanique Système D'usinage A Plateau Tournant - 3ème Technique (2013-2014) MR Mlaouhi SlaheddineOumayma BoudaboussPas encore d'évaluation
- fs300 PDFDocument44 pagesfs300 PDFEmilePas encore d'évaluation
- Examen de Fin de Formation (Epreuve de Synthèse)Document7 pagesExamen de Fin de Formation (Epreuve de Synthèse)abdo jbadPas encore d'évaluation
- Examen Travaux Pratiques: Butee - PinachoDocument8 pagesExamen Travaux Pratiques: Butee - PinachoMzoughi HaythemPas encore d'évaluation
- Char A VoileDocument30 pagesChar A VoileZied Hechmi100% (3)
- Machine ExtrudeuseDocument26 pagesMachine Extrudeusehamza kharbouchPas encore d'évaluation
- Eff Tsgo 2022 V2-EnoncéDocument8 pagesEff Tsgo 2022 V2-EnoncéSoukaina El-Sadiq100% (4)
- Ersatzteilliste Spare Parts List Liste de Pièces Détachées Lista de Piezas de RepuestoDocument6 pagesErsatzteilliste Spare Parts List Liste de Pièces Détachées Lista de Piezas de RepuestoTobias HilbigPas encore d'évaluation
- Devoir de Controle N: Presse Manuelle À ŒilletsDocument4 pagesDevoir de Controle N: Presse Manuelle À ŒilletsAdel Kmimech100% (1)
- 6349 Dossier ReponsesDocument16 pages6349 Dossier Reponsesdid TouzoPas encore d'évaluation
- MS660Document48 pagesMS660Alexis VallePas encore d'évaluation
- Devoir de Contrôle N°1 - Génie Mécanique DT Système de Fabrication Des Pots de Fleurs - Bac Technique (2013-2014) MR HENI ABDELLATIF PDFDocument2 pagesDevoir de Contrôle N°1 - Génie Mécanique DT Système de Fabrication Des Pots de Fleurs - Bac Technique (2013-2014) MR HENI ABDELLATIF PDFtaiebshow75% (8)
- FormualireDocument5 pagesFormualireAdil Hassani IdrissiPas encore d'évaluation
- Rapport Controle QualitéDocument10 pagesRapport Controle QualitéNarjiss ElouantoutiPas encore d'évaluation
- Examen FF V2 2016 Énoncé PDFDocument14 pagesExamen FF V2 2016 Énoncé PDFYassin BelkacemPas encore d'évaluation
- DRCI2 1lesoperationsdetournageetfraisageDocument7 pagesDRCI2 1lesoperationsdetournageetfraisageabdessamadnePas encore d'évaluation
- CAT 330BDocument62 pagesCAT 330BpmcisissenguePas encore d'évaluation
- Charp Cour M08 CMDocument10 pagesCharp Cour M08 CMchaudronnierPas encore d'évaluation
- TP CisaillageDocument9 pagesTP CisaillageSadiki OmarPas encore d'évaluation
- Poste de RelevageDocument29 pagesPoste de RelevageÀm IR Amiro'sPas encore d'évaluation
- EFF TSGO SYNTHESE V1 Report 2 2019Document12 pagesEFF TSGO SYNTHESE V1 Report 2 2019Simo BelPas encore d'évaluation
- Notice UtilisationDocument11 pagesNotice UtilisationLE ROUXPas encore d'évaluation
- Enseigner les Traits pertinents temporels: avec la participation active des apprenantsD'EverandEnseigner les Traits pertinents temporels: avec la participation active des apprenantsPas encore d'évaluation
- L'étoile miraculeuse Cycle 1 - T1/2: La légende des trois amantsD'EverandL'étoile miraculeuse Cycle 1 - T1/2: La légende des trois amantsPas encore d'évaluation
- L'étoile miraculeuse Cycle 2 - T3: Wal-Ham, origines d'une sorcièreD'EverandL'étoile miraculeuse Cycle 2 - T3: Wal-Ham, origines d'une sorcièrePas encore d'évaluation
- L'étoile miraculeuse Cycle 2 - T4: Bra-Him, la malédiction du prophèteD'EverandL'étoile miraculeuse Cycle 2 - T4: Bra-Him, la malédiction du prophètePas encore d'évaluation
- Résolution Numérique Des Équations Aux Dérivées Partielles Élliptiques - EL YAHYAOUI Fatima EzzahraDocument52 pagesRésolution Numérique Des Équations Aux Dérivées Partielles Élliptiques - EL YAHYAOUI Fatima EzzahraKAYTO YTPas encore d'évaluation
- 2STM Eleve T1 PDFDocument59 pages2STM Eleve T1 PDFHanane TounsiPas encore d'évaluation
- Session 2018Document15 pagesSession 2018KAYTO YTPas encore d'évaluation
- Programme 2stmDocument4 pagesProgramme 2stmKAYTO YTPas encore d'évaluation
- Asservissement3 CDocument1 pageAsservissement3 CKAYTO YTPas encore d'évaluation
- Asservissement5 CDocument1 pageAsservissement5 CKAYTO YTPas encore d'évaluation
- TD RoulementsDocument2 pagesTD RoulementsKAYTO YTPas encore d'évaluation
- Session 2016Document15 pagesSession 2016KAYTO YTPas encore d'évaluation
- Session 2017-4 1Document10 pagesSession 2017-4 1KAYTO YTPas encore d'évaluation
- Session 2016Document15 pagesSession 2016KAYTO YTPas encore d'évaluation
- Session 2017-4 1Document10 pagesSession 2017-4 1KAYTO YTPas encore d'évaluation
- TGC4 Presentation IntroDocument15 pagesTGC4 Presentation IntroKhanPas encore d'évaluation
- Session 2018Document15 pagesSession 2018KAYTO YTPas encore d'évaluation
- 5215 E4 U41 Bts MFMF 2014 SujetDocument13 pages5215 E4 U41 Bts MFMF 2014 SujetEnid EdaasPas encore d'évaluation
- Session 2012Document5 pagesSession 2012Romaric KobenanPas encore d'évaluation
- Examen Procc3a9dc3a9s Continus - Juin2018Document8 pagesExamen Procc3a9dc3a9s Continus - Juin2018KAYTO YTPas encore d'évaluation
- TriphaséserieDocument7 pagesTriphaséserieanas_hanouna100% (1)
- TGC4 Presentation IntroDocument15 pagesTGC4 Presentation IntroKhanPas encore d'évaluation
- Comportement Mecanique Des Materiaux MetDocument143 pagesComportement Mecanique Des Materiaux MetMoussa BourenanePas encore d'évaluation
- Benkachcha-Guidage en Roation-3-1 - Durée de Vie Des Roulements-Rlts Type BC - ProfDocument4 pagesBenkachcha-Guidage en Roation-3-1 - Durée de Vie Des Roulements-Rlts Type BC - ProfLawrd RrafiePas encore d'évaluation
- 03-Duree de VieDocument34 pages03-Duree de VieHassana Mhf100% (1)
- Mécanique Des Structures - Vol.2: Analyse Des Structures Et Milieux Continus PDF - Télécharger, LireDocument9 pagesMécanique Des Structures - Vol.2: Analyse Des Structures Et Milieux Continus PDF - Télécharger, LireKAYTO YT0% (1)
- MMCDocument484 pagesMMCMarouane KhoukhPas encore d'évaluation
- F Sphere PDFDocument6 pagesF Sphere PDFratPas encore d'évaluation
- Les Cours de SVTDocument1 pageLes Cours de SVTKAYTO YTPas encore d'évaluation
- Révise Tes Cours de Physique-ChimieDocument1 pageRévise Tes Cours de Physique-ChimieKAYTO YTPas encore d'évaluation
- Poly Mms 2012Document333 pagesPoly Mms 2012HakimHadjabhakimPas encore d'évaluation
- 95 Resume Meca 2019Document6 pages95 Resume Meca 2019Hicham ZghariPas encore d'évaluation
- 8) 30-10-2023-Réunion Sur L'ami de La Step de TamellaletDocument1 page8) 30-10-2023-Réunion Sur L'ami de La Step de TamellaletfdrePas encore d'évaluation
- Poulies Et TreuilsDocument3 pagesPoulies Et TreuilsFélix Kouassi100% (3)
- Cern Dir en 86 2Document196 pagesCern Dir en 86 2Lahoucine GourdoPas encore d'évaluation
- CLIMATISEURDocument27 pagesCLIMATISEURatek hacenePas encore d'évaluation
- Filtrage Adaptatif Utilisant Les Statistiques D'ordre SupérieurDocument114 pagesFiltrage Adaptatif Utilisant Les Statistiques D'ordre Supérieurمحمد الأمين سنوساوي100% (1)
- Hamdaoui Abdelilah PDFDocument29 pagesHamdaoui Abdelilah PDFzack3443amcPas encore d'évaluation
- Interconnexion Sites Distants DMVPNDocument16 pagesInterconnexion Sites Distants DMVPNMalal NdiayePas encore d'évaluation
- Livrable 3Document11 pagesLivrable 3JossPas encore d'évaluation
- Cour Eln Diode322Document28 pagesCour Eln Diode322Joujou JuPas encore d'évaluation
- PQBE46 S5 PDocument5 pagesPQBE46 S5 PmilevPas encore d'évaluation
- Airline ManagerDocument7 pagesAirline ManagerassoPas encore d'évaluation
- Cercle C.R.E.D.O - Guide Du Câblage OptiqueDocument53 pagesCercle C.R.E.D.O - Guide Du Câblage OptiqueNyankoye Apollinaire LouaPas encore d'évaluation
- Les Céramiques: Réalisé Par: ABOURACHIDA Zaynab SITEL MounaDocument20 pagesLes Céramiques: Réalisé Par: ABOURACHIDA Zaynab SITEL MounaAbderrahim Najah ElidrissiPas encore d'évaluation
- Accura AntigoDocument46 pagesAccura AntigoLuciandro CunhaPas encore d'évaluation
- BR 132003 FRDocument48 pagesBR 132003 FRsedjalPas encore d'évaluation
- Print 2023Document46 pagesPrint 2023med.med.1996.mmPas encore d'évaluation
- C5autovolt PDFDocument61 pagesC5autovolt PDFilja5nill100% (2)
- Chapitre 1 (Version Sécuricer)Document12 pagesChapitre 1 (Version Sécuricer)rofaidahacini2Pas encore d'évaluation
- Les Joints de ChausséeDocument22 pagesLes Joints de Chausséeyoussouf ahmedbabaPas encore d'évaluation
- AlgorithmeDocument8 pagesAlgorithmeAbderrahmane OufaqirPas encore d'évaluation
- Uv VisDocument36 pagesUv Visanon_224403045Pas encore d'évaluation
- Razafimandrantotl Espa LC 07Document99 pagesRazafimandrantotl Espa LC 07gharsaliihamza3Pas encore d'évaluation
- Chapitre 5Document19 pagesChapitre 5BodawdSouri100% (1)
- Les Voiles Dans Le BâtimentDocument55 pagesLes Voiles Dans Le BâtimentOkba Zehani90% (10)
- Arrêté Aménagement-Exploitation Dépôts (1968)Document6 pagesArrêté Aménagement-Exploitation Dépôts (1968)Anonh AdikoPas encore d'évaluation
- Le Québec CyclableDocument292 pagesLe Québec CyclableDamselaPas encore d'évaluation
- Iec 60038Document17 pagesIec 60038elyes issaouiPas encore d'évaluation
- Evolution 2G 3G PDFDocument94 pagesEvolution 2G 3G PDFAbderrahmen Abderrahmen100% (1)
- Placo 3Document1 pagePlaco 3dersvincePas encore d'évaluation