Vous aimerez peut-être aussi
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.D'EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Pas encore d'évaluation
- Serint-Crs ScreenDocument139 pagesSerint-Crs ScreenBelbashir Yassine100% (1)
- Méthodologie Et Règles de La Conception Des Systèmes MécaniquesDocument7 pagesMéthodologie Et Règles de La Conception Des Systèmes Mécaniquesnafaa_ali1375100% (1)
- PFF Presse HydrauliqueDocument58 pagesPFF Presse HydrauliqueSasuki Otchiha100% (1)
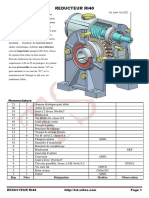
- REDUCTEUR RI40. REDUCTEUR RI40 Page 1. Vis Sans Fin (03) Arbre Creux de SortieDocument6 pagesREDUCTEUR RI40. REDUCTEUR RI40 Page 1. Vis Sans Fin (03) Arbre Creux de SortieFabrigas Kasolo Kalala100% (1)
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Rapport AffûteuseDocument94 pagesRapport AffûteuseradhoinezerellyPas encore d'évaluation
- Pfe BroyeurDocument85 pagesPfe Broyeurabdo issaouiPas encore d'évaluation
- Rapport FinaleDocument27 pagesRapport FinaleYassine Aallalou100% (1)
- Freinage Train D'atterrissage D'avionDocument14 pagesFreinage Train D'atterrissage D'avionSALAH EDDINE ÀTLH100% (1)
- Chapitr 4 Verins HydrauliquesDocument26 pagesChapitr 4 Verins HydrauliquesFiras NjéhiPas encore d'évaluation
- Compte Rendu Impr 3DDocument14 pagesCompte Rendu Impr 3DJalila AboulfarajPas encore d'évaluation
- Poulies Et Courroies de Transmission. Données Numériques. (O)Document23 pagesPoulies Et Courroies de Transmission. Données Numériques. (O)DiesePas encore d'évaluation
- Projet-Reducteur de VitesseDocument25 pagesProjet-Reducteur de VitessePedro Alfredo de Oliveira Benjamim100% (1)
- Mini ProjetDocument66 pagesMini ProjetYassine ChouikhPas encore d'évaluation
- Bac ExtrudeuseDocument70 pagesBac ExtrudeuseHamada HamadaPas encore d'évaluation
- Serie 2 Termo Pm1Document2 pagesSerie 2 Termo Pm1aydi abdelhediPas encore d'évaluation
- Chap 2 Les ExtrudeusesDocument46 pagesChap 2 Les Extrudeusesجمال ابو الفضلPas encore d'évaluation
- Mini Projet Plieuse RapportDocument32 pagesMini Projet Plieuse Rapportamina bouteraa100% (1)
- Projet AkhiatDocument14 pagesProjet AkhiatEl Mehdi MakaveliPas encore d'évaluation
- TP N°3 Disperssion AléatoiresDocument11 pagesTP N°3 Disperssion AléatoiresBilel Boulehmi0% (1)
- Choix Du Plan de JointDocument27 pagesChoix Du Plan de JointAdima SaidPas encore d'évaluation
- Mini Projet Sur Une Machine de ResilienceDocument31 pagesMini Projet Sur Une Machine de ResilienceEmna TräadPas encore d'évaluation
- Chapitre 2Document18 pagesChapitre 2riad chouiterPas encore d'évaluation
- Broyeur de BoisDocument19 pagesBroyeur de Boistakrouni fakhri100% (2)
- Mémoire ZEDDAM MOHAMED AYMANEDocument95 pagesMémoire ZEDDAM MOHAMED AYMANEZEDDAM100% (1)
- Usinage Par ÉlectroérosionDocument2 pagesUsinage Par ÉlectroérosionhasnaePas encore d'évaluation
- Rapport MINI PROJETDocument36 pagesRapport MINI PROJETوليد الصحراويPas encore d'évaluation
- Analyse Fonctionnelle InterneDocument11 pagesAnalyse Fonctionnelle InterneossaymoPas encore d'évaluation
- M GM - Co.me 2019 04Document67 pagesM GM - Co.me 2019 04Ameni Khaled100% (1)
- Conception D Un Systeme de Decoupe Dimensionnement Et Conception Sur CATIA V5 R20 Realise Par Barhourhe Elmahdi Et Elhlaba M HammedDocument81 pagesConception D Un Systeme de Decoupe Dimensionnement Et Conception Sur CATIA V5 R20 Realise Par Barhourhe Elmahdi Et Elhlaba M HammedSALIM BELGACEM0% (1)
- Rapport Mini ProjetDocument14 pagesRapport Mini ProjetYuba Mis n'Arrif0% (1)
- Nouveau Présentation Microsoft Office PowerPointDocument14 pagesNouveau Présentation Microsoft Office PowerPointGhaith Soudani100% (1)
- Examen TribologieDocument10 pagesExamen TribologieHatem HamekPas encore d'évaluation
- Analyse Fonctionnelle Du Produit PDFDocument9 pagesAnalyse Fonctionnelle Du Produit PDFImed HajjiPas encore d'évaluation
- Moules D'injectionDocument25 pagesMoules D'injectionayariseifallah0% (1)
- CH 4-ConvertiDocument25 pagesCH 4-ConvertiAIT ELHAJ BRAHIMPas encore d'évaluation
- Fiche Technique ExtrudeuseDocument2 pagesFiche Technique ExtrudeuseEmmanuelPas encore d'évaluation
- Etude Et Conception D'un BotenierDocument101 pagesEtude Et Conception D'un BotenierMissaoui LtayefPas encore d'évaluation
- TARIERE ELECTRIQUE: Analyse FonctionnelleDocument34 pagesTARIERE ELECTRIQUE: Analyse FonctionnellengouoPas encore d'évaluation
- TD N°2 Maintenance - CNDDocument2 pagesTD N°2 Maintenance - CNDHB RIMPas encore d'évaluation
- Pfe 2020Document24 pagesPfe 2020Raed LakhouasPas encore d'évaluation
- Deffaillace D'un CompresseurDocument97 pagesDeffaillace D'un CompresseurHalima LAARARIPas encore d'évaluation
- Rapport PFE 2015 MariemDocument22 pagesRapport PFE 2015 Mariemoussama haj mansour100% (1)
- Analyse Fonctionnelle 2021 PDFDocument7 pagesAnalyse Fonctionnelle 2021 PDFOuechtati MounirPas encore d'évaluation
- PDF PDFDocument45 pagesPDF PDFFirass ChafaiPas encore d'évaluation
- Guide de Maintenance Et Reparation Des Arbres de Transmission PDFDocument25 pagesGuide de Maintenance Et Reparation Des Arbres de Transmission PDFakrealphonsePas encore d'évaluation
- Final PDFDocument109 pagesFinal PDFAbdessattar AbdouPas encore d'évaluation
- Rapport Modélisation Du Retour Élastique en Pliage Des Tôles en LairDocument92 pagesRapport Modélisation Du Retour Élastique en Pliage Des Tôles en LairriadhbacharPas encore d'évaluation
- Chap1 - La Maintenance Problematique Et EnjeuxDocument25 pagesChap1 - La Maintenance Problematique Et EnjeuxJAMEL CHAKCHAK80% (5)
- Rapport Vibratoire FiniDocument27 pagesRapport Vibratoire FiniHelmi ChaâbenePas encore d'évaluation
- Filière2 2Document19 pagesFilière2 2Salma Belmansour100% (1)
- Travaux Pratique en CND TP n1Document10 pagesTravaux Pratique en CND TP n1Dawoud Fali100% (1)
- Borne Réglable Dessin DéfDocument2 pagesBorne Réglable Dessin DéfZack Mahmoudi100% (1)
- Exam Tec Des CNC 2014Document2 pagesExam Tec Des CNC 2014Parc ElyesPas encore d'évaluation
- Listes Pfe Licence 2017Document5 pagesListes Pfe Licence 2017Samir2020Pas encore d'évaluation
- 3 .Mise en Place D Une Politique de MaintenanceDocument50 pages3 .Mise en Place D Une Politique de MaintenanceChafik BouguezourPas encore d'évaluation
- 08 - TD Lois D'usure + CorrigéDocument4 pages08 - TD Lois D'usure + CorrigéJean-Luc Colussi100% (2)
- Etude Conception Et Simulation Sous SOLIDWORKSDocument129 pagesEtude Conception Et Simulation Sous SOLIDWORKSHind SoukaPas encore d'évaluation
- PROJET DE Transmission PuissanceDocument59 pagesPROJET DE Transmission Puissancewoukouo100% (1)
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- Formation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesD'EverandFormation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesPas encore d'évaluation
- E3c Enseignement Scientifique Premiere 05502 Sujet OfficielDocument8 pagesE3c Enseignement Scientifique Premiere 05502 Sujet Officielteo.torreshazouardPas encore d'évaluation
- ENSAM Maths Physique Exp 2016Document3 pagesENSAM Maths Physique Exp 2016hanane oucheikhPas encore d'évaluation
- CNC Si Tsi Ge 2017Document18 pagesCNC Si Tsi Ge 2017AYMANE ESSOUIRIPas encore d'évaluation
- Air CompriméDocument2 pagesAir CompriméMouna MorchidPas encore d'évaluation
- Chap 6Document22 pagesChap 6Ilyes BenhacenePas encore d'évaluation
- Méthodes D'essai LPC N° 31 - Essai Statique de Pieu Isolé Sous Charge AxialeDocument15 pagesMéthodes D'essai LPC N° 31 - Essai Statique de Pieu Isolé Sous Charge Axialerktm.avotraPas encore d'évaluation
- Calcul Blocs 02 Clases + 01 Classe RDC À TIDDA 2023Document17 pagesCalcul Blocs 02 Clases + 01 Classe RDC À TIDDA 2023nory17fPas encore d'évaluation
- Chapitre - Equations de MaxwellDocument36 pagesChapitre - Equations de MaxwellHasnae MoumniPas encore d'évaluation
- Catalogue ERLPCDocument27 pagesCatalogue ERLPCMohamed El BarkaouyPas encore d'évaluation
- Ras 08Document42 pagesRas 08seckPas encore d'évaluation
- Série N4 Travail Et Energie CinetiqueDocument2 pagesSérie N4 Travail Et Energie CinetiqueJihad ELPas encore d'évaluation
- Guide Resistance VariateursDocument20 pagesGuide Resistance VariateursMalek ZlatanPas encore d'évaluation
- Annales D1RP1S1Document2 pagesAnnales D1RP1S1bouckanellyPas encore d'évaluation
- InsCap L3GP Partie0Document21 pagesInsCap L3GP Partie0Bøũdįāf KhäwlåPas encore d'évaluation
- Spéctroscopie Démission AtomiqueDocument6 pagesSpéctroscopie Démission AtomiqueAbd El AdimPas encore d'évaluation
- Chapitre 1 2223Document7 pagesChapitre 1 2223Leo NgansoPas encore d'évaluation
- Cours Chapitre 2Document17 pagesCours Chapitre 2Naim ChPas encore d'évaluation
- 12 Generations ElectriquesDocument32 pages12 Generations ElectriquesAbdoulrazack NaguibPas encore d'évaluation
- Devoir de Contrôle N°2 - Génie Mécanique - Machine À Pain - 3ème Technique (2016-2017) MR JEMAI LotfiDocument10 pagesDevoir de Contrôle N°2 - Génie Mécanique - Machine À Pain - 3ème Technique (2016-2017) MR JEMAI LotfiYoussef CherniPas encore d'évaluation
- Hoskin Y1TA100QXT3 4a97daef1d59c PDFDocument2 pagesHoskin Y1TA100QXT3 4a97daef1d59c PDFRachid Kick AglooPas encore d'évaluation
- Contrôle 25Document3 pagesContrôle 25nabla199100% (1)
- Du Courant: Durée: 3h00min Module: Electrotechnique Fondamentale 1 Enseignant: Kherkhar.ADocument2 pagesDu Courant: Durée: 3h00min Module: Electrotechnique Fondamentale 1 Enseignant: Kherkhar.ASamy MadPas encore d'évaluation
- Réponse S6 PDFDocument4 pagesRéponse S6 PDFDominique DesrochesPas encore d'évaluation
- Eclair Agis MeDocument33 pagesEclair Agis Memail_younes6592Pas encore d'évaluation
- MTH 4654Document2 pagesMTH 4654Mauricio Antunes MadeiraPas encore d'évaluation
- TD Kinetics LandmyerDocument35 pagesTD Kinetics LandmyerAnurag MohantyPas encore d'évaluation
- TP FourierDocument5 pagesTP Fouriersarina.20001107Pas encore d'évaluation
- Modélisation Des Transferts de Chaleur Dans Une Chambre de Combustion Sphérique À Volume Constant: Comparaison Avec L'expérience Et Études NumériquesDocument8 pagesModélisation Des Transferts de Chaleur Dans Une Chambre de Combustion Sphérique À Volume Constant: Comparaison Avec L'expérience Et Études NumériquesNawel KrumpfPas encore d'évaluation