Vous aimerez peut-être aussi
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.D'EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Pas encore d'évaluation
- Rapport de Stage FranckDocument26 pagesRapport de Stage FranckNicolasPas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Module 1 Chapitre 1 Schematisation Pneumatique A11Document32 pagesModule 1 Chapitre 1 Schematisation Pneumatique A11Brahim AmiatafaPas encore d'évaluation
- Catalogue Choix Vérins HydrauliquesDocument60 pagesCatalogue Choix Vérins HydrauliquesStephane Tchoriang100% (1)
- Autodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsD'EverandAutodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsPas encore d'évaluation
- Rapport PeugeotDocument39 pagesRapport PeugeotHãĐiR chetouiPas encore d'évaluation
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- Presse À Injecter Présentation PR1 Présentation de La SociétéDocument30 pagesPresse À Injecter Présentation PR1 Présentation de La SociétéTawargit01Pas encore d'évaluation
- Rendu N°1-Pelle HydrauliqueDocument4 pagesRendu N°1-Pelle Hydrauliqueettaqi_hassan11870% (1)
- Exercice 1 Grafcet-APIDocument3 pagesExercice 1 Grafcet-APIiman khadirPas encore d'évaluation
- L' Injection électronique: Tutoriel et GuideD'EverandL' Injection électronique: Tutoriel et GuideÉvaluation : 5 sur 5 étoiles5/5 (1)
- Cycle Quatre TempsDocument21 pagesCycle Quatre TempsLakhdar Delmi100% (1)
- Pfe FinalDocument45 pagesPfe FinalSakhori0% (1)
- Presse PneumatiqueDocument105 pagesPresse PneumatiqueOmar DhaouadiPas encore d'évaluation
- Pfe Uas Souhail New1Document69 pagesPfe Uas Souhail New1saif eddine msiliniPas encore d'évaluation
- Verins HydrauliquesDocument39 pagesVerins HydrauliquesĄmįñą ĄłłąmPas encore d'évaluation
- Sujet:: Train D'atterrissageDocument46 pagesSujet:: Train D'atterrissageygPas encore d'évaluation
- Calcul VerinDocument2 pagesCalcul VerinrabehvillaPas encore d'évaluation
- Machines Thermiques Alternatives - CompletDocument78 pagesMachines Thermiques Alternatives - Completachraf100% (1)
- Analyse FonctionnelleDocument4 pagesAnalyse FonctionnelleRayen AbPas encore d'évaluation
- Pneumatique Elkhalidy 2Document125 pagesPneumatique Elkhalidy 2bottiotherPas encore d'évaluation
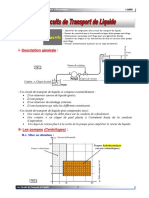
- Chap2 Les Circuits de Transport de LiquideDocument17 pagesChap2 Les Circuits de Transport de LiquideAla Massoudi100% (1)
- 9 - Polycopie Maintenance (Janvier 2013) PDFDocument132 pages9 - Polycopie Maintenance (Janvier 2013) PDFppePas encore d'évaluation
- PDF PDFDocument45 pagesPDF PDFFirass ChafaiPas encore d'évaluation
- EMBRAYAGEDocument3 pagesEMBRAYAGEMarouane SekkakPas encore d'évaluation
- StageDocument26 pagesStageSIRINE SASSIPas encore d'évaluation
- Système de TransmissionDocument34 pagesSystème de TransmissionvramirezjoPas encore d'évaluation
- Étude Et Conception D'un Moteur À Combustion Interne À Quatre TempsDocument101 pagesÉtude Et Conception D'un Moteur À Combustion Interne À Quatre TempsWendkouni Josoé OUEDRAOGOPas encore d'évaluation
- 05 EmbrayageDocument16 pages05 EmbrayageSofiene GuedriPas encore d'évaluation
- Rapport Vibratoire FiniDocument27 pagesRapport Vibratoire FiniHelmi ChaâbenePas encore d'évaluation
- Choix Et Dimensionnement Des Actionneurs Et Des Accessoires Du Circuit Hydraulique Du Chargeur Sur ChenilleDocument16 pagesChoix Et Dimensionnement Des Actionneurs Et Des Accessoires Du Circuit Hydraulique Du Chargeur Sur Chenillejannane50% (2)
- Rapport Mini ProjetDocument14 pagesRapport Mini ProjetYuba Mis n'Arrif0% (1)
- 2657 Cercleuse Presentation - pdf587996195 PDFDocument10 pages2657 Cercleuse Presentation - pdf587996195 PDFredaPas encore d'évaluation
- Coupleur HydrauliqueDocument3 pagesCoupleur HydrauliqueAdnan Abu MohamedPas encore d'évaluation
- Chap 2 Les ExtrudeusesDocument46 pagesChap 2 Les Extrudeusesجمال ابو الفضلPas encore d'évaluation
- Rapport Du Projet Pre Ingenieur Magne LeaDocument46 pagesRapport Du Projet Pre Ingenieur Magne LeaarcPas encore d'évaluation
- Cours Maintenance Gratuit BTS Maintenance IndustrielleDocument22 pagesCours Maintenance Gratuit BTS Maintenance IndustrielleNour Merjani100% (2)
- 04 Cours VisDocument1 page04 Cours VisFranck Jordan NOZAKAP FOSSI100% (1)
- Rapport PfaDocument25 pagesRapport Pfaamal kasbiPas encore d'évaluation
- Dimensionner Un Circuit Hydraulique Pour Une Presse - 40T (Feuille de Calcul)Document10 pagesDimensionner Un Circuit Hydraulique Pour Une Presse - 40T (Feuille de Calcul)lynda jerbiaPas encore d'évaluation
- Examen de Conception Mécanique 2 Ième Année INSA Ingénierie de La Construction. Pont À Travée Mobile PDFDocument9 pagesExamen de Conception Mécanique 2 Ième Année INSA Ingénierie de La Construction. Pont À Travée Mobile PDFmabroukPas encore d'évaluation
- Thème - Batteur - MélangeurDocument23 pagesThème - Batteur - Mélangeurchahinez abdellaouiPas encore d'évaluation
- Pfe 2020Document24 pagesPfe 2020Raed LakhouasPas encore d'évaluation
- Etude, Conception Et Ralisation Dun Banc Dessai InjecteurDocument33 pagesEtude, Conception Et Ralisation Dun Banc Dessai Injecteursouheil khalifa100% (1)
- Rapport de Stage: Assistant TechnicienDocument39 pagesRapport de Stage: Assistant Technicienidriss nogaPas encore d'évaluation
- TD0 - Rappel Thermodynamique Sur MCIDocument3 pagesTD0 - Rappel Thermodynamique Sur MCIhousamPas encore d'évaluation
- Suspension Active D'une Véhicule Commande LQRDocument97 pagesSuspension Active D'une Véhicule Commande LQRMostefa BentobbalPas encore d'évaluation
- Calcul Vérin Et DistribDocument2 pagesCalcul Vérin Et DistribdolokhovPas encore d'évaluation
- M21 - Accessoires de Transmission Et de Transformation Du Mouvement GE-ESADocument8 pagesM21 - Accessoires de Transmission Et de Transformation Du Mouvement GE-ESAAbdou KarimPas encore d'évaluation
- Etude Et Conception D'un BotenierDocument101 pagesEtude Et Conception D'un BotenierMissaoui LtayefPas encore d'évaluation
- Rapport de Stage1Document9 pagesRapport de Stage1Fedi Chbil100% (1)
- Le Moteur 2 Tps ProfDocument6 pagesLe Moteur 2 Tps Proflulu3232Pas encore d'évaluation
- 484 S - Pompes À EngrenagesDocument28 pages484 S - Pompes À EngrenagesChakroune100% (1)
- Motorisation D'une Presse Hydraulique Rapport de SoutenanceDocument82 pagesMotorisation D'une Presse Hydraulique Rapport de SoutenanceAstrid Capo ChichiPas encore d'évaluation
- CFL01 - Introduction À L'utilisation Du Logiciel FluidSIM - Pneumatique Et ÉlectropneumatiqueDocument17 pagesCFL01 - Introduction À L'utilisation Du Logiciel FluidSIM - Pneumatique Et ÉlectropneumatiqueYassine Azougagh0% (1)
- Vérin de Sertissage Actions Pression Et RessortDocument3 pagesVérin de Sertissage Actions Pression Et RessortNelly Paganessi0% (2)
- Note de Calcul Partie03Document44 pagesNote de Calcul Partie03Sifeddine MaamriPas encore d'évaluation
- Recommandations Sujets Probatoire F4BADocument8 pagesRecommandations Sujets Probatoire F4BAedjacktinyPas encore d'évaluation
- Bétonarmé1 Eurocode VPDocument409 pagesBétonarmé1 Eurocode VPTaissir YahyaouiPas encore d'évaluation
- Le Pressiomètre PDFDocument2 pagesLe Pressiomètre PDFMohamed Idmane100% (1)
- Rapport Stage Ingénieur CivilDocument124 pagesRapport Stage Ingénieur Civilzazaze50% (2)
- 07 Presentation PasserelleDocument15 pages07 Presentation PasserelleMEULAJE0% (1)
- BC248 PDFDocument110 pagesBC248 PDFGigarostom AlgerPas encore d'évaluation
- Devoir 1Document5 pagesDevoir 1talhiaprzPas encore d'évaluation
- Traction CompressionDocument5 pagesTraction CompressionAbi ClémentPas encore d'évaluation
- Télécharger Le PDF - CticmDocument10 pagesTélécharger Le PDF - CticmHasina RandriaPas encore d'évaluation
- SikaDocument15 pagesSikaSaid SitayebPas encore d'évaluation
- RDM S2Document48 pagesRDM S2SaidTopog100% (1)
- P3 - WS 12 - Verification Des Poutres 230308 165826Document26 pagesP3 - WS 12 - Verification Des Poutres 230308 165826dawah1313Pas encore d'évaluation
- Technique3 4Document26 pagesTechnique3 4LehlemPas encore d'évaluation
- Rapport de Projet MDCDocument20 pagesRapport de Projet MDCHind ABDANEPas encore d'évaluation
- Verification Dimensionnement Section Panne Flexion Deviee Eurocode 5Document85 pagesVerification Dimensionnement Section Panne Flexion Deviee Eurocode 5Melchisedek MeignanPas encore d'évaluation
- Dimentionnement Des Reservoires en Béton ArméeDocument102 pagesDimentionnement Des Reservoires en Béton ArméeHajar Nainia63% (8)
- Support de Cours Sciences Des MateriauxDocument131 pagesSupport de Cours Sciences Des MateriauxChouaib Aribi100% (1)
- TD1 - L3 - Conception Ashby - CorrigeDocument11 pagesTD1 - L3 - Conception Ashby - CorrigeSalma ES-SAFYPas encore d'évaluation
- Mini Projet RDMDocument3 pagesMini Projet RDMJorrys Spark MutelaPas encore d'évaluation
- Generalite StructureDocument3 pagesGeneralite StructureJeudi VeritéPas encore d'évaluation
- La Structure Portante Verticale Les PoteauxDocument11 pagesLa Structure Portante Verticale Les PoteauxJeanDelacroixRobertoPas encore d'évaluation
- Essilor, Les MateriauxDocument30 pagesEssilor, Les MateriauxJMEJMEPas encore d'évaluation
- Ec5 2003 Correction Exercices v1Document48 pagesEc5 2003 Correction Exercices v1raphael.dauchez100% (10)
- Synthèse Structure 2Document38 pagesSynthèse Structure 2Sebastian CriolloPas encore d'évaluation
- Traction CompressionDocument3 pagesTraction CompressionTigerdoudzPas encore d'évaluation
- 6.concept Barrage VouteDocument23 pages6.concept Barrage VouteC OPas encore d'évaluation
- RDM DS2 2014 2015Document2 pagesRDM DS2 2014 2015Omar Ou-aankourPas encore d'évaluation
- Matériaux D'empruntDocument97 pagesMatériaux D'empruntPapa NdiayePas encore d'évaluation
- Lois de Comportement Des RochesDocument16 pagesLois de Comportement Des RocheszahiraPas encore d'évaluation
- L'Ombre à l'Univers: La structure des particules élémentaires XIIfD'EverandL'Ombre à l'Univers: La structure des particules élémentaires XIIfPas encore d'évaluation
- Chevaux de Fer - Locomotives Agricoles et Tracteurs LégendairesD'EverandChevaux de Fer - Locomotives Agricoles et Tracteurs LégendairesPas encore d'évaluation
- Un régime quantiqueD'EverandUn régime quantiqueÉvaluation : 5 sur 5 étoiles5/5 (1)
- L'univers est intelligent. L'âme existe. Mystères quantiques, multivers, intrication, synchronicité. Au-delà de la matérialité, pour une vision spirituelle du cosmos.D'EverandL'univers est intelligent. L'âme existe. Mystères quantiques, multivers, intrication, synchronicité. Au-delà de la matérialité, pour une vision spirituelle du cosmos.Pas encore d'évaluation
- La Conscience Et L'Univers Existent Sans Commencement Ni FinD'EverandLa Conscience Et L'Univers Existent Sans Commencement Ni FinPas encore d'évaluation
- Les singularités comme limites ontologiques de la relativité généraleD'EverandLes singularités comme limites ontologiques de la relativité généralePas encore d'évaluation
- La fin du ciment: Les bonnes et les mauvaises raisons d'une technologie sans avenirD'EverandLa fin du ciment: Les bonnes et les mauvaises raisons d'une technologie sans avenirÉvaluation : 3 sur 5 étoiles3/5 (1)
- Les Êtres Vivants Dépendent De La Mécanique QuantiqueD'EverandLes Êtres Vivants Dépendent De La Mécanique QuantiquePas encore d'évaluation
- Du Néant à la Formule Universelle et retour: La structure des particules élémentaires XIIIfD'EverandDu Néant à la Formule Universelle et retour: La structure des particules élémentaires XIIIfPas encore d'évaluation
- P'tit train va loin: Histoires de vie de trois cheminotsD'EverandP'tit train va loin: Histoires de vie de trois cheminotsPas encore d'évaluation
- La particule de temps: Une approche quantique du tempsD'EverandLa particule de temps: Une approche quantique du tempsPas encore d'évaluation