Vous aimerez peut-être aussi
- Cours Visserie Boulonnerie PDocument4 pagesCours Visserie Boulonnerie Pchris100% (5)
- Examen de Controle - Commande Numérique - 21062018Document14 pagesExamen de Controle - Commande Numérique - 21062018O Z100% (2)
- Examen - Commande Numérique - 18052018-3 PDFDocument18 pagesExamen - Commande Numérique - 18052018-3 PDFO ZPas encore d'évaluation
- Ernault Somua AC280 Complet PDFDocument38 pagesErnault Somua AC280 Complet PDFdjPas encore d'évaluation
- EFF - CCTP - 2015 - Dalot MultipleDocument120 pagesEFF - CCTP - 2015 - Dalot MultipleHarold Nguimeya100% (1)
- Compte Rendu Tournage CNDocument7 pagesCompte Rendu Tournage CNNour Khenine100% (1)
- Les Procedes D'obtention Par Deformation PlastiqueDocument73 pagesLes Procedes D'obtention Par Deformation PlastiqueKamel FedaouiPas encore d'évaluation
- Omocn MTP06 PDFDocument90 pagesOmocn MTP06 PDFBadr HadriPas encore d'évaluation
- E4 Bts CPRP 2019 Partie 3 Dossier TechniqueDocument18 pagesE4 Bts CPRP 2019 Partie 3 Dossier TechniqueYou MajPas encore d'évaluation
- Cours TournageDocument10 pagesCours TournageCrazy ytPas encore d'évaluation
- Série TD-4 Contrat de Phase-ConvertiDocument9 pagesSérie TD-4 Contrat de Phase-ConvertiAljawhara Sara50% (2)
- MEC8554 TP2 Duree-Vie-OutilDocument9 pagesMEC8554 TP2 Duree-Vie-OutilbettonPas encore d'évaluation
- TP #De Meca AjustageDocument5 pagesTP #De Meca AjustageChanol NoupaPas encore d'évaluation
- Iv - Contraintes D'usinagesDocument9 pagesIv - Contraintes D'usinageskokouPas encore d'évaluation
- TD3 CorrigDocument4 pagesTD3 CorrigSadok BentaherPas encore d'évaluation
- Controle Esa101Document2 pagesControle Esa101MOHAM BELHOUDAPas encore d'évaluation
- Cours Usinage 78 89Document12 pagesCours Usinage 78 89Françoise NicolasPas encore d'évaluation
- Corrigé Passage TSMFM 2010 PDFDocument6 pagesCorrigé Passage TSMFM 2010 PDFRzdx 991100% (3)
- Outillage de Tra Age de Mesure Et de V RificationDocument9 pagesOutillage de Tra Age de Mesure Et de V Rificationlyoussimosab2003Pas encore d'évaluation
- Fabrication TournageDocument7 pagesFabrication Tournagetaha oulkadi100% (1)
- Exercice Courroies Chaines eDocument2 pagesExercice Courroies Chaines emasteratsiiPas encore d'évaluation
- Rmstpub PP 185 193Document9 pagesRmstpub PP 185 193Badra Aly MarikoPas encore d'évaluation
- Ajustage MecaniqueDocument15 pagesAjustage MecaniqueAug Nels Mathieu AnvouliPas encore d'évaluation
- EMD Du S1 - L1 Tech Méc - CorrigéDocument3 pagesEMD Du S1 - L1 Tech Méc - CorrigéFatima GorinePas encore d'évaluation
- 2 Déf CDCDocument8 pages2 Déf CDClcom freePas encore d'évaluation
- Cours 08 - Métrologie - Rugosité, Controle Filet Et MMTDocument40 pagesCours 08 - Métrologie - Rugosité, Controle Filet Et MMTalexB100% (1)
- DC-Novembre 2019 - CNC-1Document4 pagesDC-Novembre 2019 - CNC-1hannachi medaminePas encore d'évaluation
- Conditions de Coupe 2017 ElevDocument13 pagesConditions de Coupe 2017 Elevboudernina1Pas encore d'évaluation
- CC M12 2016-2017 TsbecmDocument1 pageCC M12 2016-2017 TsbecmMAGRIPas encore d'évaluation
- Chapitre 1 TD TournageDocument4 pagesChapitre 1 TD TournageMD HM BCPas encore d'évaluation
- 4 SC Tech Ds3!13!14 DT FinalDocument5 pages4 SC Tech Ds3!13!14 DT Finalhassen mezniPas encore d'évaluation
- TSMFM FF V2-2014 - ÉnoncéDocument15 pagesTSMFM FF V2-2014 - ÉnoncéAyoub CharkaniPas encore d'évaluation
- Rapport Corps de FicheDocument39 pagesRapport Corps de FicheAwpyPas encore d'évaluation
- M12-Cours01 ProfDocument15 pagesM12-Cours01 ProfFathi KHOUDIPas encore d'évaluation
- Cours-Etude-Coupe-CFM-Mai-2020-Partie IDocument30 pagesCours-Etude-Coupe-CFM-Mai-2020-Partie Isaif Saadi100% (1)
- DS 07 08 Bis CorrectionDocument5 pagesDS 07 08 Bis CorrectiononePas encore d'évaluation
- Fascicule TP Usinage 1Document40 pagesFascicule TP Usinage 1BIJOUNA BILELPas encore d'évaluation
- Coursd'Document64 pagesCoursd'Jaouad ElPas encore d'évaluation
- 8 Taraudage FiletageDocument4 pages8 Taraudage Filetageanthonny lionelPas encore d'évaluation
- Devoir Controle N1-1AS-2021-sans MontageDocument3 pagesDevoir Controle N1-1AS-2021-sans MontageSaber MaalaouiPas encore d'évaluation
- Usure OutilsDocument6 pagesUsure Outilskharrat samirPas encore d'évaluation
- Devoir de Synthèse N°2 - Technologie Dispositif de Bridage - 2ème Sciences (2012-2013) Mme Toumi ImenDocument7 pagesDevoir de Synthèse N°2 - Technologie Dispositif de Bridage - 2ème Sciences (2012-2013) Mme Toumi ImenAdel KmimechPas encore d'évaluation
- Procedes de FabricationDocument12 pagesProcedes de FabricationYoussef NajihPas encore d'évaluation
- Devoir+De+Synthese+N1-1AS-2021 (1) - 3Document5 pagesDevoir+De+Synthese+N1-1AS-2021 (1) - 3Imed MoussaPas encore d'évaluation
- Chapeau de VentousexDocument7 pagesChapeau de VentousexNassro ZiadPas encore d'évaluation
- CC TR 2010 2011Document2 pagesCC TR 2010 2011Soulaiman AndahmouPas encore d'évaluation
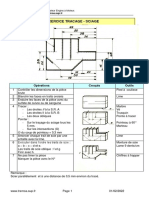
- Exercice Tracage - Sciage: Trait de ScieDocument1 pageExercice Tracage - Sciage: Trait de ScierabbajPas encore d'évaluation
- Projet Fin D'étudeDocument28 pagesProjet Fin D'étudeHajar OumnasPas encore d'évaluation
- TSMFM FF V1-2014 - ÉnoncéDocument15 pagesTSMFM FF V1-2014 - ÉnoncéAyoub CharkaniPas encore d'évaluation
- DC1 1se 2021Document4 pagesDC1 1se 2021Besbes ZiedPas encore d'évaluation
- EFF 2018 V2 PrincipaleDocument15 pagesEFF 2018 V2 PrincipaleLahnine IsmailPas encore d'évaluation
- 1-Obtention Des Pièces Avec Enlèvement de Matière-4Document15 pages1-Obtention Des Pièces Avec Enlèvement de Matière-4SouidiPas encore d'évaluation
- Dc-l3cfm Novembre 2020 Fao-FDocument6 pagesDc-l3cfm Novembre 2020 Fao-Fhannachi medaminePas encore d'évaluation
- Matrices Pour Pilon Maxi PresseDocument23 pagesMatrices Pour Pilon Maxi Pressehassak sihamPas encore d'évaluation
- Technologie Construction Métallique - D PFLENZEL - 1999Document555 pagesTechnologie Construction Métallique - D PFLENZEL - 1999compas.oeilPas encore d'évaluation
- TP Fraisage Pour Les NuleDocument9 pagesTP Fraisage Pour Les Nuleelking gingstarsPas encore d'évaluation
- Rapport de StageDocument21 pagesRapport de StageSalem LakhlifiPas encore d'évaluation
- Conditions CoupeDocument10 pagesConditions CoupeÎliãss ÎliassPas encore d'évaluation
- Conditions-Coupe 221126 074254Document10 pagesConditions-Coupe 221126 074254Barou Haya SanniPas encore d'évaluation
- 4 .Dessin TechniqueDocument21 pages4 .Dessin TechniqueÉzéchiel CompaoréPas encore d'évaluation
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautD'EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautÉvaluation : 5 sur 5 étoiles5/5 (1)
- Et Cta S3 2023 2024 1Document1 pageEt Cta S3 2023 2024 1Mohamed BelhoudaPas encore d'évaluation
- Etat XLSDocument2 pagesEtat XLSMohamed BelhoudaPas encore d'évaluation
- EXPOSÊDocument10 pagesEXPOSÊMohamed BelhoudaPas encore d'évaluation
- Note Méthodologique Global Money Week 2023Document3 pagesNote Méthodologique Global Money Week 2023Mohamed BelhoudaPas encore d'évaluation
- FR Holemaking 20201 PDFDocument493 pagesFR Holemaking 20201 PDFMahmoud BoudiaPas encore d'évaluation
- Mon Rapport1Document26 pagesMon Rapport1khedhri med aminePas encore d'évaluation
- Machines Outils Porte PiecesDocument13 pagesMachines Outils Porte PiecesMehdi Billah ouassim100% (1)
- Normes de Raccordement de Tuyauteries 20100423Document6 pagesNormes de Raccordement de Tuyauteries 20100423papmichu100% (1)
- 41 - Les Outils de TournageDocument5 pages41 - Les Outils de TournagetaiebshowPas encore d'évaluation
- Normes Des Raccords PneumatiquesDocument8 pagesNormes Des Raccords PneumatiquespiiPas encore d'évaluation
- Fiche Technique Des HUS Sans Homologation Fiche Technique ASSET DOC LOC 6231850Document2 pagesFiche Technique Des HUS Sans Homologation Fiche Technique ASSET DOC LOC 6231850Cédric ConreuxPas encore d'évaluation
- Filetage Et TaraudageDocument4 pagesFiletage Et TaraudageSimoMonkadPas encore d'évaluation
- Cours Ajustements PRDocument5 pagesCours Ajustements PRsamir ghebouliPas encore d'évaluation
- BON Dentree 33 I 2023Document8 pagesBON Dentree 33 I 2023Forloul CharefPas encore d'évaluation
- TP2 Formatif Support ConvoyeurDocument10 pagesTP2 Formatif Support ConvoyeurjegouPas encore d'évaluation
- SANDVIKDocument515 pagesSANDVIKmarhiPas encore d'évaluation
- Boulonnerie: Fiche TechniqueDocument12 pagesBoulonnerie: Fiche TechniqueerenPas encore d'évaluation
- Examen de Fin de Formation TSMFM 2015 V Synthese CorrigeDocument11 pagesExamen de Fin de Formation TSMFM 2015 V Synthese CorrigeKhalid ESSAFIPas encore d'évaluation
- Fiche Technique PVC-U FORAGEDocument2 pagesFiche Technique PVC-U FORAGEKelanemer AboubakrPas encore d'évaluation
- 5 Ecrou Trapézoïdal Avec Collerette Pas Simple, Filetage À Droite Ou À GaucheDocument2 pages5 Ecrou Trapézoïdal Avec Collerette Pas Simple, Filetage À Droite Ou À GaucheHicham RamoulPas encore d'évaluation
- 4.FAO TournageDocument15 pages4.FAO TournageYoucef MimouniPas encore d'évaluation
- Porte OutilDocument5 pagesPorte Outilntayoub0% (1)
- FiletrageDocument3 pagesFiletrageamaniPas encore d'évaluation
- 4MTM Vis EcrouDocument10 pages4MTM Vis EcrouAchref AbidiPas encore d'évaluation
- Exposé Procédé ImprimDocument6 pagesExposé Procédé ImprimMahamadou AwalPas encore d'évaluation
- Travail Demandé Sur La Mise en Position IsostatiqueDocument8 pagesTravail Demandé Sur La Mise en Position IsostatiqueAbdoulaye DIALLOPas encore d'évaluation
- Fiche Technique (Perceuse Optimum)Document19 pagesFiche Technique (Perceuse Optimum)Ziyad Ait allaPas encore d'évaluation
- DATC 01 I Tiges de Forage - WL ConventionnellesDocument8 pagesDATC 01 I Tiges de Forage - WL Conventionnelleseleon07Pas encore d'évaluation
- FR Tooling SN20201 PDFDocument366 pagesFR Tooling SN20201 PDFMahmoud BoudiaPas encore d'évaluation
- Alésage PDFDocument12 pagesAlésage PDFmatozoPas encore d'évaluation
- S6A. PerçageDocument22 pagesS6A. PerçageUsi redPas encore d'évaluation
- Chapitre 1 - Elaboration D'une Gamme D'usinageDocument23 pagesChapitre 1 - Elaboration D'une Gamme D'usinageeya zouaouiPas encore d'évaluation
- Fiche Tbfix Fev2010Document2 pagesFiche Tbfix Fev2010OstesysPas encore d'évaluation