Vous aimerez peut-être aussi
- 6eme JourDocument48 pages6eme Jourbounatiro HatemPas encore d'évaluation
- Usm 35x 2 Francais PDFDocument214 pagesUsm 35x 2 Francais PDFAnonymous dziHEjc7YPas encore d'évaluation
- Iso 13920Document13 pagesIso 13920Мунир левPas encore d'évaluation
- Catalogue Formation CND 2018Document56 pagesCatalogue Formation CND 2018darouichPas encore d'évaluation
- PrésentationDocument13 pagesPrésentationTangarfi Mohamed100% (1)
- Penetrant Testing Applications IndustriellesDocument17 pagesPenetrant Testing Applications IndustriellesgueridiPas encore d'évaluation
- Controle Soudage Globale 2016Document129 pagesControle Soudage Globale 2016walid walid100% (1)
- EHC09 1543 10 OC NoticeDocument76 pagesEHC09 1543 10 OC NoticeFethi BELOUISPas encore d'évaluation
- Note CalculDocument9 pagesNote CalculAbdessamad AmarPas encore d'évaluation
- A Programme de Formation 01-01Document3 pagesA Programme de Formation 01-01med chabane100% (1)
- Le Soudage - Le Controle Visuel PDFDocument13 pagesLe Soudage - Le Controle Visuel PDFYas SinePas encore d'évaluation
- Pok Cat Fr2015Document481 pagesPok Cat Fr2015Mouhcine OuzianPas encore d'évaluation
- EPOCH 600 - Full Operation (FR)Document330 pagesEPOCH 600 - Full Operation (FR)Danem HalasPas encore d'évaluation
- Cetim Formation CND 2016Document44 pagesCetim Formation CND 2016FofaSistaPas encore d'évaluation
- Ayari MohamedDocument5 pagesAyari MohamedMPas encore d'évaluation
- NF EN 15614-1 Et 9606-1Document13 pagesNF EN 15614-1 Et 9606-1axl smurfPas encore d'évaluation
- Technique de Contr Le Visuels PDFDocument13 pagesTechnique de Contr Le Visuels PDFamjed_de_enimPas encore d'évaluation
- Bake HardeningDocument10 pagesBake HardeningKimo HakimPas encore d'évaluation
- CND GeneralitesDocument25 pagesCND GeneralitesMohsen SaidiPas encore d'évaluation
- Dimension NementDocument30 pagesDimension NementAyoub M'hailaPas encore d'évaluation
- Memoire CND SoudureDocument51 pagesMemoire CND SoudureArhab aliPas encore d'évaluation
- Guide Examen Magnetism OngcDocument25 pagesGuide Examen Magnetism Ongcadriana_luca_37Pas encore d'évaluation
- Cour 2Document24 pagesCour 2Houssem Eddine HizemPas encore d'évaluation
- Corrigé Epreuve Théorique (CAP RCI EP1 C)Document11 pagesCorrigé Epreuve Théorique (CAP RCI EP1 C)MAGRI0% (1)
- Vademecum Pour Inspecteur - Type de Défauts - CopieDocument86 pagesVademecum Pour Inspecteur - Type de Défauts - CopieIbrahima BIBANG0% (1)
- FICHE de VIE Découpe Jet D'eau 1-Feuillet 1Document3 pagesFICHE de VIE Découpe Jet D'eau 1-Feuillet 1Désiré Ted100% (1)
- Le SoudageDocument7 pagesLe SoudageJàMàl MejorPas encore d'évaluation
- T14006C Hydro CaracteristiquesDocument8 pagesT14006C Hydro CaracteristiquesDiego DCPas encore d'évaluation
- Catalogue Général - Sofranel PDFDocument24 pagesCatalogue Général - Sofranel PDFr_racPas encore d'évaluation
- 16-Bouteille 6436Document2 pages16-Bouteille 6436med chabanePas encore d'évaluation
- CODAP Ouvertures Virole Fond CorrigeDocument1 pageCODAP Ouvertures Virole Fond CorrigeGeorges Nzengue-mayakaPas encore d'évaluation
- Norme Européenne: NF EN 10028-6Document14 pagesNorme Européenne: NF EN 10028-6Noureddine SemaraPas encore d'évaluation
- STD CalorifugeDocument21 pagesSTD Calorifugedavlasc100% (1)
- Thèse Radio SoudureDocument35 pagesThèse Radio SoudureMoez JaouediPas encore d'évaluation
- Annexe VERITALDocument4 pagesAnnexe VERITALOran Hamid100% (1)
- NF EN 1011-1 - Mai 2009 PDFDocument17 pagesNF EN 1011-1 - Mai 2009 PDFTOBALPas encore d'évaluation
- Defauts de Soudure - FissuresDocument27 pagesDefauts de Soudure - FissuresFethi BELOUISPas encore d'évaluation
- Catalogue Verlinde PDFDocument36 pagesCatalogue Verlinde PDFGil BertPas encore d'évaluation
- Contrôle Soudage 1Document8 pagesContrôle Soudage 1rbibouhPas encore d'évaluation
- Documentation Tuyauterie IsometriqueDocument5 pagesDocumentation Tuyauterie Isometriqueamine bouizar100% (1)
- Inspecteur Polyvalent CNDDocument17 pagesInspecteur Polyvalent CNDSid BouhaPas encore d'évaluation
- Programme MIG-MAGDocument3 pagesProgramme MIG-MAGDanem HalasPas encore d'évaluation
- Controle Soudures TOFDDocument47 pagesControle Soudures TOFDAbdallahNjehPas encore d'évaluation
- La Fissuration A ChaudDocument6 pagesLa Fissuration A ChaudMak BZPas encore d'évaluation
- Fiche D'instruction VTDocument3 pagesFiche D'instruction VTjohan emilePas encore d'évaluation
- Soudage A LarceDocument14 pagesSoudage A Larcekarima touzoutPas encore d'évaluation
- NF en 15629 PDFDocument3 pagesNF en 15629 PDFidi100% (1)
- InterpretationDocument75 pagesInterpretationMohamed Madene100% (2)
- Rédaction Dmos WPS de Soudage Eswl 01 2019Document2 pagesRédaction Dmos WPS de Soudage Eswl 01 2019saxhorn100% (2)
- Radiographie IndustrielleDocument65 pagesRadiographie IndustrielleMoez Jaouedi100% (1)
- Ultrasons - Guide D'examen Pour La Certification InitialeDocument35 pagesUltrasons - Guide D'examen Pour La Certification InitialeKassiouiPas encore d'évaluation
- Présentation TOFD 2Document34 pagesPrésentation TOFD 2Majdi JerbiPas encore d'évaluation
- Harmony PDFDocument57 pagesHarmony PDFEl Haj BenazzouzPas encore d'évaluation
- Cours Instrumentation FinDocument24 pagesCours Instrumentation FinTaim KhouriPas encore d'évaluation
- Public Review Draft 2404Document87 pagesPublic Review Draft 2404Said100% (1)
- 2 - Séquence 2 Etude de Prix Niv1 TD3Document7 pages2 - Séquence 2 Etude de Prix Niv1 TD3cacaaPas encore d'évaluation
- RM4TR32 DATASHEET FR FR-FRDocument8 pagesRM4TR32 DATASHEET FR FR-FRKadj Slimane AbdelkaderPas encore d'évaluation
- Habilitation ÉlectriqueDocument27 pagesHabilitation ÉlectriqueBEN100% (3)
- Harmony Control - RM4UB35Document8 pagesHarmony Control - RM4UB35haroldPas encore d'évaluation
- Compact NSX - 630A - LV429086Document2 pagesCompact NSX - 630A - LV429086MOHAMED BOUDENPas encore d'évaluation
- 5eme JoursDocument24 pages5eme Joursbounatiro HatemPas encore d'évaluation
- 2eme JoursDocument72 pages2eme Joursbounatiro HatemPas encore d'évaluation
- Présentation Du Décret Exécutif N° 21-261 Du 2 Dhou El Kaâda 1442 Des ESPDocument22 pagesPrésentation Du Décret Exécutif N° 21-261 Du 2 Dhou El Kaâda 1442 Des ESPbounatiro Hatem100% (7)
- 4eme JoursDocument35 pages4eme Joursbounatiro Hatem100% (1)
- IANOR Normes NF EN - ISO - IEC - Publications Du Mois de Novembre 2020Document19 pagesIANOR Normes NF EN - ISO - IEC - Publications Du Mois de Novembre 2020bounatiro HatemPas encore d'évaluation
- Ianor CTN 59 - Système de Management - Publications 2020Document2 pagesIanor CTN 59 - Système de Management - Publications 2020bounatiro HatemPas encore d'évaluation
- Ianor CTN 02 - Méthodes D'essais Et D'analyse - Publications 2020 - CopieDocument1 pageIanor CTN 02 - Méthodes D'essais Et D'analyse - Publications 2020 - Copiebounatiro HatemPas encore d'évaluation
- Ianor CTN 10 - Installation Et Exploitation - Publications 2020Document1 pageIanor CTN 10 - Installation Et Exploitation - Publications 2020bounatiro HatemPas encore d'évaluation
- IANOR Normes NF EN - ISO - IEC - Publications Du Mois de Mois de Janvier 2021Document54 pagesIANOR Normes NF EN - ISO - IEC - Publications Du Mois de Mois de Janvier 2021bounatiro Hatem100% (1)
- Presentation IanorDocument9 pagesPresentation Ianorbounatiro HatemPas encore d'évaluation
- Iso 19011-2015.Document104 pagesIso 19011-2015.bounatiro HatemPas encore d'évaluation
- Présentation Impact Test ASME B 31.3Document20 pagesPrésentation Impact Test ASME B 31.3bounatiro Hatem100% (1)
- Rail A Gorge Pour Tramway - Nouveau Catalogue - Janvier 2018Document12 pagesRail A Gorge Pour Tramway - Nouveau Catalogue - Janvier 2018bounatiro HatemPas encore d'évaluation
- DCR Ar 03-15 05 03 15Document3 pagesDCR Ar 03-15 05 03 15bounatiro HatemPas encore d'évaluation
- 1401-03-C-B-PP-0001 - PROJECT EXECUTION PLAN - Rev 1Document35 pages1401-03-C-B-PP-0001 - PROJECT EXECUTION PLAN - Rev 1bounatiro Hatem100% (1)
- CHAPITRE3 ProtectedDocument11 pagesCHAPITRE3 ProtectedSavana BellaPas encore d'évaluation
- Candélabre Razmeri - Beni MellalDocument10 pagesCandélabre Razmeri - Beni MellalCFP IngénieriePas encore d'évaluation
- Activité Sur Les Propriétés Mécaniques Des MatériauxDocument6 pagesActivité Sur Les Propriétés Mécaniques Des MatériauxYamar FayePas encore d'évaluation
- Chapitre 1 Tech-BaseDocument78 pagesChapitre 1 Tech-BaseMohamed AminePas encore d'évaluation
- Extrait CCTPDocument42 pagesExtrait CCTPMahdi FekiPas encore d'évaluation
- Université Mouloud Mammeri de Tizi OuzouDocument12 pagesUniversité Mouloud Mammeri de Tizi OuzouWalid NecibPas encore d'évaluation
- Medical Devices by Facility BeninDocument132 pagesMedical Devices by Facility BeninDavid KaboréPas encore d'évaluation
- Métallurgie Des Poudres - Aubert & DuvalDocument8 pagesMétallurgie Des Poudres - Aubert & DuvalHouda Sidi AmmiPas encore d'évaluation
- Note de CadrageDocument7 pagesNote de CadrageEtiennePas encore d'évaluation
- Chapitre - 2-DecoupageDocument38 pagesChapitre - 2-DecoupageSameh Belfki100% (3)
- Manual Cautin Weller 8200Document2 pagesManual Cautin Weller 8200Diego Andrés Bermúdez NiñoPas encore d'évaluation
- Is-Ee-2009014 - ZC1780 + PartsDocument8 pagesIs-Ee-2009014 - ZC1780 + PartsPATRICKPas encore d'évaluation
- Materiaux de ConstructionDocument14 pagesMateriaux de ConstructionMori NessrinePas encore d'évaluation
- Norme: Renault Automobiles Direction Des Études Service 0807 Section Normes Et Cahiers Des ChargesDocument4 pagesNorme: Renault Automobiles Direction Des Études Service 0807 Section Normes Et Cahiers Des ChargesJohn PalichPas encore d'évaluation
- Cours Alimenter Le Système de Production FDocument11 pagesCours Alimenter Le Système de Production FMustapha elmoudenPas encore d'évaluation
- Comment Regler Un Poste TIGDocument6 pagesComment Regler Un Poste TIGCisse DjeidyPas encore d'évaluation
- Rapport de StageDocument21 pagesRapport de StageYassine ElbiadPas encore d'évaluation
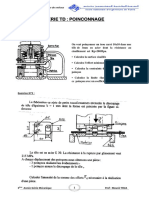
- TD PoinconnageDocument12 pagesTD Poinconnagegadri100% (4)
- Cours PMDF 2aDocument59 pagesCours PMDF 2aChiheb MrabetPas encore d'évaluation
- TP FabDocument13 pagesTP Fabnadir benyoucefPas encore d'évaluation
- Liaison CompleteDocument5 pagesLiaison Completearslane mustaphaPas encore d'évaluation
- Ben Mostefa Daho WailDocument13 pagesBen Mostefa Daho Wailfaroukhan0808Pas encore d'évaluation
- Calcul Soudures Statique PDFDocument37 pagesCalcul Soudures Statique PDFSpectre abdPas encore d'évaluation
- CTN 23 Activites Connexes A La MetallurgieDocument19 pagesCTN 23 Activites Connexes A La MetallurgielootfyPas encore d'évaluation
- Poubelle Antifeu Manutan - 20 L À 110 L - Noir Ou GrisDocument1 pagePoubelle Antifeu Manutan - 20 L À 110 L - Noir Ou GrisMouadPas encore d'évaluation
- Corrosion MemoireDocument125 pagesCorrosion MemoireNa RjisPas encore d'évaluation
- Norm Ent CertDocument19 pagesNorm Ent CertMoulay Idrissi Fahmi100% (1)
- Programmation Poinconneuse Aries 222Document26 pagesProgrammation Poinconneuse Aries 222نوستيك عقلاني 350K Nostik rationalisticPas encore d'évaluation
- Rapport FinalDocument62 pagesRapport FinalBest TikTokPas encore d'évaluation
- TD Tournage Des Pieces MecaniquesDocument6 pagesTD Tournage Des Pieces MecaniquesAmin's LifestylePas encore d'évaluation