Vous aimerez peut-être aussi
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- Fabrication Assistée Par OrdinateurDocument40 pagesFabrication Assistée Par OrdinateurhelmimannaiPas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Cours Prog - 2 PDFDocument120 pagesCours Prog - 2 PDFmahergarfa90% (10)
- Le développement de systèmes d'information (Le): Une méthode intégrée à la transformation des processus, 4e éditionD'EverandLe développement de systèmes d'information (Le): Une méthode intégrée à la transformation des processus, 4e éditionPas encore d'évaluation
- Diff Structure MOCNDocument72 pagesDiff Structure MOCNdayzen jiffPas encore d'évaluation
- Analyse Mathématique pour l'ingénieur: Analyse Mathématique pour l'ingénieur, #1D'EverandAnalyse Mathématique pour l'ingénieur: Analyse Mathématique pour l'ingénieur, #1Pas encore d'évaluation
- Commande Numerique CoursDocument206 pagesCommande Numerique Coursmassilia1320017020100% (5)
- Livret 2 - Dossier validation VAE - Responsable de travaux Réseaux télécoms Très Haut Débit: 2023, #62D'EverandLivret 2 - Dossier validation VAE - Responsable de travaux Réseaux télécoms Très Haut Débit: 2023, #62Pas encore d'évaluation
- Cours Usinage CNC 2019 PDFDocument35 pagesCours Usinage CNC 2019 PDFParc Elyes67% (3)
- Traité d'économétrie financière: Modélisation financièreD'EverandTraité d'économétrie financière: Modélisation financièrePas encore d'évaluation
- Chap 022Document61 pagesChap 022Nour FisliPas encore d'évaluation
- Fraisage Et Tournage PDFDocument99 pagesFraisage Et Tournage PDFMohamed SahilPas encore d'évaluation
- Constitution Dune CNDocument3 pagesConstitution Dune CNFatima Zahra Alaoui MdarhriPas encore d'évaluation
- Mocn 2 PDFDocument46 pagesMocn 2 PDFBentchikou MohPas encore d'évaluation
- Qu'est-Ce Que NC?: Composants Des Systèmes CN TraditionnelsDocument14 pagesQu'est-Ce Que NC?: Composants Des Systèmes CN Traditionnelsdettlaff xxxPas encore d'évaluation
- Les Machines CNCDocument10 pagesLes Machines CNCCHAYMAA HAMIDIPas encore d'évaluation
- Machines-Outils A Commande NumeriqueDocument32 pagesMachines-Outils A Commande NumeriqueBangaly FOFANAPas encore d'évaluation
- ANGE2Document22 pagesANGE2Gbato Guehi Franck ElfriedPas encore d'évaluation
- Présentation Commande - Numérique - EL BARKANYDocument197 pagesPrésentation Commande - Numérique - EL BARKANYOUMAIMA EL YAKHLIFIPas encore d'évaluation
- Cours CNDocument22 pagesCours CNghizlane lydia yahiaPas encore d'évaluation
- Machine-Outil Commande NumeriqueDocument4 pagesMachine-Outil Commande NumeriqueRayan BenachourPas encore d'évaluation
- CH1-Fabrication Assistée Par OrdinateurDocument37 pagesCH1-Fabrication Assistée Par OrdinateurAbbassi KarimPas encore d'évaluation
- 03.ProgrammationISO GMTMM2 PDFDocument14 pages03.ProgrammationISO GMTMM2 PDFBentchikou MohPas encore d'évaluation
- Fabrication Industrielle-Chapitre 5Document31 pagesFabrication Industrielle-Chapitre 5iraoui jamal (Ebay)Pas encore d'évaluation
- Les Machines Outils CNCDocument28 pagesLes Machines Outils CNCHfgjjPas encore d'évaluation
- Cours de MOCNDocument71 pagesCours de MOCNHouari Pachika91% (11)
- 1-Introduction de La MOCNDocument80 pages1-Introduction de La MOCN04 VIVO offPas encore d'évaluation
- Programmation Dun Centre Dusinage CNDocument73 pagesProgrammation Dun Centre Dusinage CNSamir2020Pas encore d'évaluation
- CNC IntroductionDocument15 pagesCNC IntroductionIsmaïl Weld El HichriPas encore d'évaluation
- Chapitre II - 1Document15 pagesChapitre II - 1KhaLed BenKaPas encore d'évaluation
- Commandes Industrielles Avancees - Commande Numerique P1Document30 pagesCommandes Industrielles Avancees - Commande Numerique P1GHITA OTHMANEPas encore d'évaluation
- Chapitre 02Document16 pagesChapitre 02Chams Eddine DakhliPas encore d'évaluation
- 1-Production Par CN2!26!03-2020 Ch1Document34 pages1-Production Par CN2!26!03-2020 Ch1jasseramamaPas encore d'évaluation
- Mécanique de Précision - Travaux Pratiques de Tournage Sur CNCDocument281 pagesMécanique de Précision - Travaux Pratiques de Tournage Sur CNCElmirath Athmane100% (2)
- Chapitre 1 Generalites Machines Outils Commande NumeriqueDocument21 pagesChapitre 1 Generalites Machines Outils Commande NumeriqueRayan Benachour75% (4)
- Cours 1 MEC3530 A2010Document18 pagesCours 1 MEC3530 A2010xevniPas encore d'évaluation
- Chapitre 7Document42 pagesChapitre 7Hamza NazihaPas encore d'évaluation
- Rapport CNCDocument10 pagesRapport CNChajarisoPas encore d'évaluation
- CH 4 Gindus Généralités MocnDocument41 pagesCH 4 Gindus Généralités MocnMeryem JanatiPas encore d'évaluation
- Recherche BibliographiqueDocument10 pagesRecherche Bibliographiquepc usersPas encore d'évaluation
- Tlija2012cours FAO - Leçon3 Et 4Document91 pagesTlija2012cours FAO - Leçon3 Et 4Permaflex Route Bekalta TeboulbaPas encore d'évaluation
- Commande-numerique-Cours 230709 152859Document207 pagesCommande-numerique-Cours 230709 152859HichamPas encore d'évaluation
- CNC MémoireDocument3 pagesCNC MémoireStepsPain100% (1)
- Chapitre 1Document10 pagesChapitre 1سوسي جهادPas encore d'évaluation
- Chapitre 1 Machines Outils Commande NumeriqueDocument14 pagesChapitre 1 Machines Outils Commande NumeriqueRoua KhalifaPas encore d'évaluation
- Cours Cfao 1Document16 pagesCours Cfao 1ELHAMLILI HAFSAPas encore d'évaluation
- Chapitre 1 Machines Outils Commande NumeriqueDocument14 pagesChapitre 1 Machines Outils Commande NumeriqueMohamed Sahil0% (1)
- CNC Chapitre 1 PDFDocument16 pagesCNC Chapitre 1 PDFmejri merinPas encore d'évaluation
- Chapitre I Automatisation Des MODocument16 pagesChapitre I Automatisation Des MOMehdi HassinePas encore d'évaluation
- MOCN PPT 2020Document72 pagesMOCN PPT 2020redwane ouberri100% (1)
- 893 Sequence 2 Canopen LexiumDocument24 pages893 Sequence 2 Canopen LexiumLam NovoxPas encore d'évaluation
- Cfao 2021-1Document72 pagesCfao 2021-1AmiNEPas encore d'évaluation
- Compte Rendu Usinage À Commande Numérique - CopieDocument15 pagesCompte Rendu Usinage À Commande Numérique - CopieDon Larab100% (1)
- Conduite - Réglage - Programmation MOCNDocument5 pagesConduite - Réglage - Programmation MOCNAhmed DjebbiPas encore d'évaluation
- Machine Outil À Commande Numérique (Introduction)Document34 pagesMachine Outil À Commande Numérique (Introduction)Youssef NajihPas encore d'évaluation
- 5GMCIP Cours FAO Etudiants PDFDocument75 pages5GMCIP Cours FAO Etudiants PDFtuan viet nguyenPas encore d'évaluation
- 5axes CNCDocument120 pages5axes CNCBoutef El HachemiPas encore d'évaluation
- 2020-10 Fiche Emprunt Outils V4Document4 pages2020-10 Fiche Emprunt Outils V4rtytrytryPas encore d'évaluation
- Gamme Usinage Tournage ExempleDocument2 pagesGamme Usinage Tournage ExempleSaleh LaifiPas encore d'évaluation
- Comment Determiner L'Orientation Des Extremites ?: Guide TechniqueDocument27 pagesComment Determiner L'Orientation Des Extremites ?: Guide TechniqueDebray MathieuPas encore d'évaluation
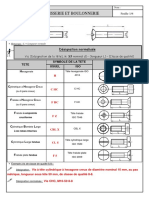
- Vis BoulonnerieDocument4 pagesVis BoulonnerieAchraf Moutahar100% (1)
- Catalogue FeiderDocument44 pagesCatalogue FeiderDidier Schott50% (2)
- F M 1924-M-29Document12 pagesF M 1924-M-29Christophe BrissonnetPas encore d'évaluation
- Tracteur Tondeuse Husqvarna Yt130 Vue-Eclate-Liste-Des-Pieces 1996-01Document23 pagesTracteur Tondeuse Husqvarna Yt130 Vue-Eclate-Liste-Des-Pieces 1996-01Pascal FRANCESPas encore d'évaluation
- SERIE DEXercices EngrenageSDocument3 pagesSERIE DEXercices EngrenageSbarryhamadounallaye1Pas encore d'évaluation
- Plomberie Projets Étape Par Étape... Wawacity - Boo PDFDocument116 pagesPlomberie Projets Étape Par Étape... Wawacity - Boo PDFduchennePas encore d'évaluation
- td9 PSP1Document9 pagestd9 PSP1Aness SilverPas encore d'évaluation
- Montage - Assemblage - Peinture: Mitrailleuse Browning M2 Calibre 50 - 12.7-) Echelle 180mmDocument7 pagesMontage - Assemblage - Peinture: Mitrailleuse Browning M2 Calibre 50 - 12.7-) Echelle 180mmayoubfrdrPas encore d'évaluation
- GRC2004Data Armas de FuegoDocument187 pagesGRC2004Data Armas de FuegoMaicol AguirrePas encore d'évaluation
- LiaisonsDocument2 pagesLiaisonsHassanbfk BfkPas encore d'évaluation
- Manual Caja Sadev Doct-St8217-Pe-Honda-Tcr-JasDocument44 pagesManual Caja Sadev Doct-St8217-Pe-Honda-Tcr-JassebastianmartinoPas encore d'évaluation
- Chauffage Et IsolationDocument12 pagesChauffage Et Isolationionela mironPas encore d'évaluation
- Relais & ATS DEUTZ - EnergisDocument8 pagesRelais & ATS DEUTZ - EnergisJohn MPas encore d'évaluation
- Projet Fin de Cycle PDFDocument16 pagesProjet Fin de Cycle PDFMohammed dhiaeddin SaciPas encore d'évaluation
- 17 FR 17Document4 pages17 FR 17pavli999Pas encore d'évaluation
- Surfacage Dressage Et Chariotage ProfDocument1 pageSurfacage Dressage Et Chariotage ProfRahim armadPas encore d'évaluation
- CORRIGE TD 1 PFS Effecteurs Chaine Ouverte PDFDocument8 pagesCORRIGE TD 1 PFS Effecteurs Chaine Ouverte PDFCHARLIE / شارلي100% (1)
- GlobalGarden Divers Kundendiensthandbuch 92 Wsm92 FR 97-03Document86 pagesGlobalGarden Divers Kundendiensthandbuch 92 Wsm92 FR 97-03yoannPas encore d'évaluation
- Ingénierie Mécanique - Transmission de Puissance - Tome 2Document287 pagesIngénierie Mécanique - Transmission de Puissance - Tome 2Jacques BONOU100% (1)
- SMMC SL 290 350 550 - PMDocument3 pagesSMMC SL 290 350 550 - PMIurii IuriiPas encore d'évaluation
- 2023-2024 Conception D'outillage de Production PRDocument47 pages2023-2024 Conception D'outillage de Production PRachraf benfateh أشرف بن فاتحPas encore d'évaluation
- Module Hydraulique - Notice Lago 0321Document40 pagesModule Hydraulique - Notice Lago 0321OB1dimiPas encore d'évaluation
- EXPOSE Vis-EcrouDocument20 pagesEXPOSE Vis-EcrouJacques BONOU83% (6)
- Monte Escalier Scalamobil Centre AutonomieDocument84 pagesMonte Escalier Scalamobil Centre Autonomiehkm.kookyPas encore d'évaluation
- Le FiletageDocument10 pagesLe Filetagejonny marsPas encore d'évaluation
- Défonceuse Notice Guide Utilisateur Défonceuse TrendDocument22 pagesDéfonceuse Notice Guide Utilisateur Défonceuse TrendusernamepichPas encore d'évaluation
- Vanne A Volantver1Document8 pagesVanne A Volantver1tojoPas encore d'évaluation
- Apprendre Python rapidement: Le guide du débutant pour apprendre tout ce que vous devez savoir sur Python, même si vous êtes nouveau dans la programmationD'EverandApprendre Python rapidement: Le guide du débutant pour apprendre tout ce que vous devez savoir sur Python, même si vous êtes nouveau dans la programmationPas encore d'évaluation
- Python | Programmer pas à pas: Le guide du débutant pour une initiation simple & rapide à la programmationD'EverandPython | Programmer pas à pas: Le guide du débutant pour une initiation simple & rapide à la programmationPas encore d'évaluation
- Secrets du Marketing des Médias Sociaux 2021: Conseils et Stratégies Extrêmement Efficaces votre Facebook (Stimulez votre Engagement et Gagnez des Clients Fidèles)D'EverandSecrets du Marketing des Médias Sociaux 2021: Conseils et Stratégies Extrêmement Efficaces votre Facebook (Stimulez votre Engagement et Gagnez des Clients Fidèles)Évaluation : 4 sur 5 étoiles4/5 (2)
- Dark Python : Apprenez à créer vos outils de hacking.D'EverandDark Python : Apprenez à créer vos outils de hacking.Évaluation : 3 sur 5 étoiles3/5 (1)
- Wi-Fi Hacking avec kali linux Guide étape par étape : apprenez à pénétrer les réseaux Wifi et les meilleures stratégies pour les sécuriserD'EverandWi-Fi Hacking avec kali linux Guide étape par étape : apprenez à pénétrer les réseaux Wifi et les meilleures stratégies pour les sécuriserPas encore d'évaluation
- Technologie automobile: Les Grands Articles d'UniversalisD'EverandTechnologie automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- Wireshark pour les débutants : Le guide ultime du débutant pour apprendre les bases de l’analyse réseau avec Wireshark.D'EverandWireshark pour les débutants : Le guide ultime du débutant pour apprendre les bases de l’analyse réseau avec Wireshark.Pas encore d'évaluation
- Comment analyser les gens : Introduction à l’analyse du langage corporel et les types de personnalité.D'EverandComment analyser les gens : Introduction à l’analyse du langage corporel et les types de personnalité.Pas encore d'évaluation
- L'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésD'EverandL'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Le trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsD'EverandLe trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsÉvaluation : 3.5 sur 5 étoiles3.5/5 (19)
- L'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.D'EverandL'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.Évaluation : 3.5 sur 5 étoiles3.5/5 (6)
- Hacking pour débutants : Le guide complet du débutant pour apprendre les bases du hacking avec Kali LinuxD'EverandHacking pour débutants : Le guide complet du débutant pour apprendre les bases du hacking avec Kali LinuxÉvaluation : 4.5 sur 5 étoiles4.5/5 (4)
- Piraté: Guide Ultime De Kali Linux Et De Piratage Sans Fil Avec Des Outils De Test De SécuritéD'EverandPiraté: Guide Ultime De Kali Linux Et De Piratage Sans Fil Avec Des Outils De Test De SécuritéPas encore d'évaluation
- WiFi Hacking : Le guide simplifié du débutant pour apprendre le hacking des réseaux WiFi avec Kali LinuxD'EverandWiFi Hacking : Le guide simplifié du débutant pour apprendre le hacking des réseaux WiFi avec Kali LinuxÉvaluation : 3 sur 5 étoiles3/5 (1)
- Explication De La Technologie Blockchain: Guide Ultime Du Débutant Au Sujet Du Portefeuille Blockchain, Mines, Bitcoin, Ripple, EthereumD'EverandExplication De La Technologie Blockchain: Guide Ultime Du Débutant Au Sujet Du Portefeuille Blockchain, Mines, Bitcoin, Ripple, EthereumPas encore d'évaluation
- Le marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentD'EverandLe marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentPas encore d'évaluation
- Le Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsD'EverandLe Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsÉvaluation : 4 sur 5 étoiles4/5 (2)
- NFT et Cryptoart: Le guide complet pour investir, créer et vendre avec succès des jetons non fongibles sur le marché de l'art numériqueD'EverandNFT et Cryptoart: Le guide complet pour investir, créer et vendre avec succès des jetons non fongibles sur le marché de l'art numériqueÉvaluation : 5 sur 5 étoiles5/5 (5)
- Conception & Modélisation CAO: Le guide ultime du débutantD'EverandConception & Modélisation CAO: Le guide ultime du débutantPas encore d'évaluation
- Guide Pour Les Débutants En Matière De Piratage Informatique: Comment Pirater Un Réseau Sans Fil, Sécurité De Base Et Test De Pénétration, Kali LinuxD'EverandGuide Pour Les Débutants En Matière De Piratage Informatique: Comment Pirater Un Réseau Sans Fil, Sécurité De Base Et Test De Pénétration, Kali LinuxÉvaluation : 1 sur 5 étoiles1/5 (1)
- La psychologie du travail facile à apprendre: Le guide d'introduction à l'utilisation des connaissances psychologiques dans le domaine du travail et des organisationsD'EverandLa psychologie du travail facile à apprendre: Le guide d'introduction à l'utilisation des connaissances psychologiques dans le domaine du travail et des organisationsPas encore d'évaluation
- Le guide du hacker : le guide simplifié du débutant pour apprendre les bases du hacking avec Kali LinuxD'EverandLe guide du hacker : le guide simplifié du débutant pour apprendre les bases du hacking avec Kali LinuxÉvaluation : 5 sur 5 étoiles5/5 (2)
- La communication professionnelle facile à apprendre: Le guide pratique de la communication professionnelle et des meilleures stratégies de communication d'entrepriseD'EverandLa communication professionnelle facile à apprendre: Le guide pratique de la communication professionnelle et des meilleures stratégies de communication d'entrepriseÉvaluation : 5 sur 5 étoiles5/5 (1)
- Le trading des bandes de bollinger facile à apprendre: Comment apprendre à utiliser les bandes de bollinger pour faire du commerce en ligne avec succèsD'EverandLe trading des bandes de bollinger facile à apprendre: Comment apprendre à utiliser les bandes de bollinger pour faire du commerce en ligne avec succèsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Créer Son Propre Site Internet Et Son Blog GratuitementD'EverandCréer Son Propre Site Internet Et Son Blog GratuitementÉvaluation : 5 sur 5 étoiles5/5 (1)