Académique Documents
Professionnel Documents
Culture Documents
L'amelioration de La Performance PDF
Transféré par
etudiante91Titre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
L'amelioration de La Performance PDF
Transféré par
etudiante91Droits d'auteur :
Formats disponibles
THESE
Prsente
lEcole Polytechnique de lUniversit de Savoie
pour obtenir le grade de
DOCTEUR DE LUNIVERSITE DE SAVOIE
Spcialit : Gnie Industriel
Par
Barbara Lyonnet
Amlioration de la performance industrielle : vers un systme de
production Lean adapt aux entreprises du ple de comptitivit
Arve Industries Haute-Savoie Mont-Blanc
Soutenue le 8 octobre 2010
Jury
Jean-Pierre CAMPAGNE Rapporteur Professeur des Universits,
INSA Lyon, France
Patrick CHARPENTIER Rapporteur Professeur des Universits
Universit de Nancy, France
Ccile DECHAND Examinateur Recherche et Dveloppement
Thsame, France
Laurent GENESTE Prsident Professeur des Universits
ENIT Tarbes, France
Patrice LAURENT Examinateur Recherche et Dveloppement
CTDEC, France
Maurice PILLET Directeur Professeur des Universits
IUT dAnnecy, France
Magali PRALUS Co-directeur Matre de confrence
IUT dAnnecy, France
2
Rsum
Pour amliorer leur performance, les entreprises du ple de comptitivit
Arve Industries se sont naturellement orientes vers lapproche Lean qui semblait
tre une solution idale. Jusqu prsent, le transfert de la dmarche Lean vers les
entreprises de ce ple de comptitivit a t ralis par simple application. Cette
stratgie a conduit des difficults de mise en uvre de certaines pratiques Lean.
Aprs avoir tabli le profil Lean des entreprises du ple de comptitivit Arve
Industries, notre travail de thse a cherch quelles adaptions et ajustements taient
ncessaires lapplication de la dmarche Lean. En effet, les spcificits locales
relatives lhistoire, la situation gographique et les aspects techniques et
organisationnels des entreprises du ple de comptitivit pourraient jouer un rle
prpondrant dans les freins lintgration des pratiques Lean. Ainsi, nous avons
dvelopp, au cours de ce travail de thse, de nouvelles approches prenant en
considration les spcificits locales des entreprises du ple de comptitivit Arve
Industries. Nous avons propos, tout dabord, dintroduire les principes de la culture
europenne dans une dmarche damlioration facilitant la russite dune dmarche
de progrs. Par ailleurs, afin de favoriser lapplication des cartographies de chane de
valeur, nous avons dvelopp une nouvelle approche didentification des ressources
critiques. Un modle analytique de la quantit optimale produire a galement t
propos pour rpondre aux spcificits locales. Finalement, ces divers ajustements
contribuent au dveloppement dun systme de production Lean adapt aux
entreprises du ple de comptitivit Arve Industries.
Mots clefs
Systme Lean, Performance industrielle, Ple de comptitivit, Maturit Lean,
Optimisation de la production, Ressources critiques.
3
TABLE DES MATIERES
REMERCIEMENTS ............................................................................................................................ 6
PRAMBULE ....................................................................................................................................... 8
CHAPITRE 1. CADRE CONCEPTUEL DE LA RECHERCHE .................................................... 9
1. EVOLUTION DES SYSTMES DE PRODUCTION : VERS LAMLIORATION DE LA PERFORMANCE
INDUSTRIELLE ................................................................................................................................... 10
1.1. Taylorisme et Fordisme : apports et limites dans lamlioration de la performance .......... 10
1.2. Lmergence du modle japonais et du toyotisme ................................................................ 13
1.3. Evolution du march occidental et consquence sur les systmes de production ................ 15
2. APPROCHE LEAN : HISTORIQUE, DFINITION ET CONCEPTS ........................................................... 17
2.1. Gnalogie du Lean ............................................................................................................. 17
2.2. Dfinition du systme Lean .................................................................................................. 19
2.3. Prsentation des concepts Lean communs ........................................................................... 23
2.3.1. Llimination des gaspillages ....................................................................................................... 23
2.3.2. Le juste temps ............................................................................................................................ 25
2.3.3. Le Kaizen ou lamlioration continue .......................................................................................... 29
2.3.4. La qualit parfaite......................................................................................................................... 31
2.3.5. Le management visuel .................................................................................................................. 41
2.3.6. Le management des hommes........................................................................................................ 42
3. DPLOIEMENT DU LEAN : ENJEUX ET LIMITES ............................................................................... 44
3.1. Comment mettre en uvre le Lean ? .................................................................................... 44
3.2. Impact de la dmarche Lean sur la performance industrielle .............................................. 45
3.2.1. Impacts positifs de la dmarche Lean ........................................................................................... 45
3.2.2. Impacts ngatifs de la dmarche Lean .......................................................................................... 48
3.2.3. La dmarche Lean fournit-elle toujours les rsultats esprs ? ..................................................... 49
4. LE PLE DE COMPTITIVIT ARVE INDUSTRIES HAUTE-SAVOIE MONT-BLANC : UN SYSTME
PRODUCTIF LOCALIS ....................................................................................................................... 50
4.1 Prsentation du ple de comptitivit Arve Industries Haute-Savoie Mont-Blanc ............... 50
4.2 Le Lean dans les entreprises de la valle de lArve : retours dexpriences sur sept annes
de pratiques ................................................................................................................................. 52
4.2.1. Prsentation des programmes PPJ/ALP........................................................................................ 52
4.2.2. Retours dexpriences des programmes PPJ/ALP ........................................................................ 54
4.2.3. Rsultats mitigs des programmes PPJ/ALP ................................................................................ 55
5. OBJECTIFS DE TRAVAIL ET THMATIQUES DE RECHERCHE ............................................................ 57
CHAPITRE 2. NIVEAU DE MATURITE LEAN ........................................................................... 59
1. INTRODUCTION ............................................................................................................................. 60
2. MTHODE DVALUATION DU NIVEAU DE MATURIT LEAN DES ENTREPRISES ............................. 62
2.1. Questionnaire dvaluation .................................................................................................. 62
2.2. Choix des techniques danalyse des rsultats ...................................................................... 65
3. EVALUATION DU NIVEAU DE MATURIT LEAN DES ENTREPRISES DU PLE DE COMPTITIVIT ...... 67
3.1. Rsultats obtenus .................................................................................................................. 67
3.1.1. Identification du niveau dintgration Lean par pratique.............................................................. 67
3.1.2. Classification des entreprises selon un niveau dintgration du Lean .......................................... 70
3.1.3. Analyse factorielle par pratique .................................................................................................... 72
3.1.4. Analyse des rsultats par typologie dentreprise .......................................................................... 75
3.1.5. Identification des questions discriminantes .................................................................................. 79
3.2. Conclusion ........................................................................................................................... 81
4. EVALUATION DU NIVEAU DE MATURIT LEAN DES ENTREPRISES NON MEMBRES DU PLE DE
COMPTITIVIT ................................................................................................................................. 83
4.1. Typologie de lchantillon interrog .................................................................................... 83
4.1.1. Secteur dactivit .......................................................................................................................... 83
4.1.2. Rpartition des entreprises par taille, chiffre daffaires et rang dans la chane logistique ............ 84
4
4.2. Identification du niveau dintgration Lean par pratique .................................................... 86
4.2.1. Analyse factorielle par pratique .................................................................................................... 87
4.3. Comparaison des profils Lean ............................................................................................. 89
5. CONCLUSION ................................................................................................................................ 92
CHAPITRE 3. STANDARD DE DEPLOIEMENT DE LA DEMARCHE LEAN ....................... 93
1. INTRODUCTION ............................................................................................................................. 94
2. MTHODE ..................................................................................................................................... 96
2.1. Questionnaire utilis ............................................................................................................ 96
2.2. Mthode des antriorits ...................................................................................................... 97
3. RSULTATS ................................................................................................................................. 100
3.1. Donnes recueillies ............................................................................................................ 100
3.2. Mthode des antriorits : rsultats obtenus ..................................................................... 101
3.4. Vecteurs de russite et facteurs dchecs dune dmarche Lean ....................................... 105
4. DISCUSSION ET CONCLUSION ...................................................................................................... 107
CHAPITRE 4. VERS UN SYSTEME DE PRODUCTION LEAN ADAPTE ............................. 110
INTRODUCTION ............................................................................................................................... 111
1. INTGRATION DES PRINCIPES DE LA CULTURE EUROPENNE ....................................................... 114
1.1. Introduction ........................................................................................................................ 114
1.2. Les principes europens pouvant guider une dmarche de progrs .................................. 115
1.3. Made in cartier : exemple dune dmarche de progrs continu ......................................... 117
1.4. Principes de la culture europenne : illustration au sein de lentreprise Cartier.............. 118
1.4.1. Identification des niveaux de rsolution de problmes ............................................................... 118
1.4.2. Vers une meilleure utilisation du diagramme de Pareto ............................................................. 121
1.5. Conclusion ......................................................................................................................... 122
2. ANALYSE CRITIQUE DUNE MTHODOLOGIE DOPTIMISATION DES FLUX PAR LA VALUE STREAM
MAPPING (VSM) ............................................................................................................................ 125
2.1 Introduction ......................................................................................................................... 125
2.2. Mthode .............................................................................................................................. 126
2.2.1 Prsentation de lentreprise ......................................................................................................... 126
2.2.2. Identification des axes stratgiques damlioration .................................................................... 126
2.2.3. Cartographie de chane de valeur de ltat actuel ....................................................................... 128
2.2.4. Cartographie de chane de valeur de ltat futur ........................................................................ 128
2.2.5. Evaluation des gains obtenus, deux mois aprs la mise en place des amliorations ................... 131
2.2.6. Identification des freins la mise en place dune dmarche damlioration .............................. 131
2.3. Rsultats ............................................................................................................................. 131
2.3.1. Rdaction du diagnostic A3 ou Rapport A3 ............................................................................... 131
2.3.1.1 Contexte du problme ......................................................................................................... 132
2.3.1.2 Situation actuelle ................................................................................................................. 132
2.3.1.3. Cibles et objectifs atteindre ............................................................................................. 132
2.3.1.4. Analyse des causes racines du problme ............................................................................ 133
2.3.1.5. Mesures proposes pour atteindre les objectifs et plan daction......................................... 133
2.3.1.6. Suivi du droulement des actions ralises ........................................................................ 138
2.3.2 Optimisation du flux de fabrication : gains obtenus .................................................................... 138
2.3.2.1. Bnfices oprationnels ..................................................................................................... 138
2.3.2.2. Bnfices administratifs et stratgiques ............................................................................. 138
2.3.2.3. Bnfices humains ............................................................................................................. 139
2.3.3. Identification des freins .............................................................................................................. 139
2.4. Discussion .......................................................................................................................... 140
2.4.1. Amliorations observes ............................................................................................................ 140
2.4.2. Facteurs clefs de russite ............................................................................................................ 142
2.4.3. Freins la mise en place de la dmarche .................................................................................... 143
2.5. Conclusion ......................................................................................................................... 144
3. DMARCHE DIDENTIFICATION DES RESSOURCES CRITIQUES ...................................................... 145
3.1. Introduction ........................................................................................................................ 145
3.2. Mthode propose .............................................................................................................. 148
3.2.1. Proposition dune dmarche de hirarchisation des ressources partir dune matrice de criticit
............................................................................................................................................................. 148
3.2.1.1. Identification des critres de hirarchisation ...................................................................... 148
3.2.1.2. Evaluation de la performance des ressources en fonction des critres de hirarchisation .. 149
5
3.3. Application de la mthode de criticit propose aux donnes dune entreprise de
dcolletage ................................................................................................................................ 155
3.3.1. Identification de lensemble des quipements hirarchiser ...................................................... 155
3.3.2. Evaluation de la performance des quipements .......................................................................... 156
3.3.3. Procdure dagrgation pour hirarchiser les quipements : matrice de criticit ........................ 157
3.4. Discussion .......................................................................................................................... 158
3.4.1. Matrice de criticit ..................................................................................................................... 158
3.4.2. Actions de prvention ................................................................................................................. 159
3.4.3. Prise en compte des risques lis aux ressources humaines ......................................................... 160
3.5. Conclusion ......................................................................................................................... 161
4. VERS UN MODLE DE CALCUL DE LA QUANTIT OPTIMALE PRODUIRE ..................................... 163
4.1. Flux tir-flux pouss : aide la dcision ........................................................................... 163
4.1.1. Mthode ..................................................................................................................................... 165
4.1.1.1. Hypothses du modle ....................................................................................................... 165
4.1.1.2. Contraintes conomiques .................................................................................................. 165
4.1.1.3. Contraintes de moyens ...................................................................................................... 169
4.1.1.4. Prise en considration du mixe entre contraintes et opportunits ...................................... 170
4.1.2. Rsultats ..................................................................................................................................... 170
4.1.2.1. Donnes recueillies ............................................................................................................ 170
4.1.2.2. Rsultats obtenus partir des contraintes conomiques et opportunits de ventes............. 171
4.1.2.3. Rsultats obtenus partir des contraintes de moyens matriels ......................................... 173
4.1.3. Discussion .................................................................................................................................. 174
4.1.4. Conclusion ................................................................................................................................. 175
4.2. Modlisation probabiliste de la prvision de vente ............................................................ 175
4.2.1. Mthode ..................................................................................................................................... 176
4.2.1.1. Modlisation de la probabilit de vente ............................................................................. 177
4.2.2. Modlisation probabiliste de lestimation des ventes partir dune application industrielle ...... 180
4.2.2.1. Donnes recueillies ............................................................................................................ 180
4.2.2.2. Application des modles probabilistes de lestimation des ventes ..................................... 181
4.2.2.3. Recherche du modle le plus en adquation aux donnes .................................................. 183
4.2.2.4. Modlisation probabiliste des ventes ................................................................................. 184
4.2.2.5. Contraintes de moyens matriels ........................................................................................ 187
4.2.3. Discussion des rsultats .............................................................................................................. 188
4.2.4. Conclusion ................................................................................................................................. 189
5. CONCLUSION GNRALE ............................................................................................................. 191
CHAPITRE 5. CONCLUSION ET PERSPECTIVES DE RECHERCHE ................................. 193
1. APPROPRIATIONS ET AJUSTEMENTS DE LA DMARCHE LEAN AUX ENTREPRISES DU PLE DE
COMPTITIVIT ............................................................................................................................... 196
1.1. Etat des lieux de lapplication des pratiques Lean au sein du ple de comptitivit ......... 196
1.2. Proposition dajustements de la dmarche Lean aux spcificits des entreprises du ple de
comptitivit .............................................................................................................................. 198
1.2.1. Les spcificits locales des entreprises du ple .......................................................................... 198
1.2.2. Le standard de dploiement de la dmarche Lean ...................................................................... 199
1.2.3. Les ajustements spcifiques la faible application des pratiques relatives aux mthodes de
rsolution de problmes, de cartographie de chane de valeur et de flux tirs ...................................... 200
2. SYSTME LEAN ADAPT ET HYBRIDATION .................................................................................. 204
3. CONCLUSION ET PERSPECTIVES DE RECHERCHE .......................................................................... 208
REFERENCES ................................................................................................................................. 211
ANNEXES ......................................................................................................................................... 230
ANNEXE 1 : SYMBOLES UTILISS POUR LA CARTOGRAPHIE DE CHANE DE VALEUR ........................ 231
6
REMERCIEMENTS
Je souhaite adresser mes premiers remerciements au Professeur Maurice Pillet
pour mavoir donn lopportunit de raliser ce travail de recherche. Je le remercie
pour sa disponibilit tout au long de ma thse et pour mavoir fait profiter de son
savoir et de ses comptences.
Je tiens remercier tout particulirement Magali Pralus, Matre de Confrence
lUniversit de Savoie pour son encadrement, son soutien et ses prcieux conseils.
Patrick Charpentier et Jean-Pierre Campagne ont accept dtre rapporteurs de
cette thse. Je souhaite les remercier vivement pour avoir accept dvaluer ce travail et
pour le temps pass. Je remercie galement Laurent Geneste davoir prsid mon jury.
Jadresse un remerciement Ccile Dchand, responsable du dveloppement
de Thsame, pour son intrt pour ce travail de recherche et sa disponibilit. Je la
remercie aussi pour nous avoir mis en contact avec les industriels du ple de
comptitivit Arve Industries Haute-Savoie Mont-Blanc. Je remercie galement
Monsieur Andr Montaud, directeur gnral de Thsame, pour mavoir accueillie
dans son quipe et Jacques Roura, responsable du programme Lean PME, pour ses
prcieux conseils. Je remercie lensemble du personnel pour leur soutien.
Je remercie Patrice Laurent, responsable R & D du CTDEC, pour avoir suivi
nos travaux. Merci toutes les personnes du CTDEC qui mont fait progresser dans
mon travail de recherche et industriel. Un remerciement tout particulier Simon
Bernard, pour sa contribution au dveloppement de ce projet mais aussi pour son
soutien et son coute.
Merci lensemble des consultants Lean pour avoir particip aux diffrentes
tudes et mavoir fait partager leurs connaissances. Je remercie galement les
enseignants chercheurs ayant particip nos tudes et les enseignants de lIUT QLIO
dAnnecy-le-Vieux pour leur disponibilit et leur encouragement.
7
Je remercie lensemble des membres du comit de pilotage : SNR, Rennard,
Stab, Savoy dcolletage, Sodep, Sunap, La chambre des mtiers et de lartisanat, AFPI,
les laboratoires IREGE et LISTIC. Je souhaite remercier particulirement les
entreprises mayant accueillie. Leur problmatique a t un rel moteur pour la
conduite de nos travaux de recherche.
Merci toutes les personnes du laboratoire SYMME, et plus spcialement au
Professeur Georges Habchi, pour ses prcieux conseils et sa collaboration dans
plusieurs de nos travaux.
Jexprime galement toute ma reconnaissance envers les membres du projet
Euro Lean, chercheurs, doctorants et consultants pour leurs remarques et conseils. Je
remercie le cluster GOSPI pour son intrt pour ces thmatiques de recherche et
pour avoir soutenu notre projet.
Jadresse un remerciement particulier Ludovic Guizzi pour sa contribution au
dveloppement de ce projet. Merci pour son investissement et ses conseils si prcieux.
Jai une pense pour toutes les personnes qui ont eu la patience de rpondre
mes questions et me faire partager leur exprience.
Enfin, merci ma famille pour leur amour et leur soutien constant.
8
Prambule
Le systme Lean est une dmarche damlioration de la performance qui
connat un vaste succs depuis une vingtaine dannes. Le ple de comptitivit Arve
Industries Haute-Savoie Mont-Blanc nous a offert la possibilit dexplorer le
fonctionnement des petites et moyennes entreprises (PME). Ce territoire dexcellence
industrielle, la fois dynamique et performant, prsente une relle opportunit
dtude du systme productif localis de la valle de lArve.
Les grandes volutions industrielles et conomiques du XXme sicle ont
conduit la recherche de nouveaux systmes de production rpondant aux objectifs
damlioration de la performance. La dmarche Lean est apparue comme une
solution idale. Nous clarifierons donc, tout dabord, ltat actuel des connaissances
de la dmarche Lean et de ses valeurs fondamentales. Nous aborderons ensuite les
impacts de cette approche sur la performance industrielle. Enfin, nous prsenterons
les spcificits du systme productif local des PME du ple de comptitivit de la
valle de lArve.
Le cur de ce document sera constitu de quatre grandes parties ralises au
cours de ce travail de thse ayant donn lieu deux publications dans des revues
internationales comit de lecture, une publication dans une revue franaise comit
de lecture et cinq publications dans des congrs internationaux comit de lecture
avec actes. Ces travaux ont t mens au sein des entreprises du ple de comptitivit
Arve Industries Haute-Savoie Mont-Blanc. La premire partie correspond ltat de
lart, les enjeux et les limites de la dmarche Lean. La deuxime partie a consist
tablir le profil Lean des entreprises membres du ple de comptitivit. La troisime
partie sest, quand elle, concentre sur lidentification des antriorits existantes
entre les pratiques Lean contribuant au dveloppement dun standard de dploiement
de la dmarche Lean. La quatrime partie sest focalise sur la proposition
dajustements de la dmarche Lean adapts aux spcificits des entreprises du ple
de comptitivit.
9
CHAPITRE 1. CADRE CONCEPTUEL DE
LA RECHERCHE
Chapitre 1 : cadre conceptuel de la recherche
10
1. Evolution des systmes de production : vers
lamlioration de la performance industrielle
Un systme de production se dfinit comme une organisation dont la fonction
est de fournir des biens ou des services. Le contexte conomique et lvolution du
march ont conduit les entreprises adapter leurs systmes de production pour
amliorer leur performance industrielle, notion multidimensionnelle qui fait
intervenir des concepts financiers, organisationnels, oprationnels, humains et
sociologiques. La notion de performance industrielle fait rfrence laptitude dune
entreprise garantir des rsultats par son organisation et donc assurer sa survie.
Lvolution de ces systmes a t initie par lindustrie automobile (Womack
et al., 1990). Aprs une production artisanale traditionnelle vieille de plusieurs
sicles, la production de masse sest dveloppe ds la fin du XIXme sicle dans les
industries amricaines. Les japonais ont rvolutionn cette production de masse,
aprs la seconde guerre mondiale, en dveloppant les principes de la production au
plus juste. Ces mutations ont radicalement chang nos ides fondamentales sur la
manire de produire des biens et des services.
Lobjectif de cette premire partie est de rappeler les grandes volutions des
systmes de production : de la production de masse avec les modles dvelopps par
Taylor et Ford la production au plus juste.
1.1. Taylorisme et Fordisme : apports et limites dans
lamlioration de la performance
Frederick Winslow Taylor (1856-1915) est considr comme un prcurseur
dans la recherche de lamlioration de la performance industrielle. Apparu en 1910
dans lindustrie amricaine puis en France dans les annes vingt, le taylorisme a
considrablement modifi lorganisation des entreprises.
Ayant constat dune part, lexistence dune sous-production, dune
msentente entre patrons et ouvriers, de mthodes de travail souvent inefficaces et
Chapitre 1 : cadre conceptuel de la recherche
11
dautre part, la ncessit daugmenter la production et la productivit, Taylor a
dvelopp un nouveau modle de production. Les grands principes de cette
organisation sont formuls dans son ouvrage la direction scientifique des
entreprises (Taylor, 1957). Cette uvre se base essentiellement sur lanalyse
scientifique du travail pour en augmenter la productivit et rduire les prix de revient
tout en garantissant des salaires plus levs (Taylor, 1957).
Les grands principes du taylorisme sont les suivants :
- le premier principe est connu sous le nom dorganisation scientifique du
travail (OST). Taylor tablit que pour tre conomiques, les mthodes dexcution du
travail doivent tre tudies et enseignes par des observateurs diffrents des
excutants. Cette analyse scientifique du travail implique, notamment, un
chronomtrage de chaque tche pour calculer le juste temps ncessaire sa
ralisation, llimination des gestes inutiles, la slection des ouvriers et un salaire au
rendement (Taylor, 1957).
- le second principe sappuie sur une division du travail autant verticale
quhorizontale. La division verticale repose sur la sparation sociale entre les
ingnieurs aussi appels cols blancs et les ouvriers ou cols bleus . Les
oprateurs sans qualification nexcutent que les oprations de production. Toutes les
autres tches telles que par exemple les oprations de contrle qualit et de
maintenance sont alloues des spcialistes. Louvrier doit avoir autant de
responsables spcialiss que lon peut distinguer de fonctions diffrentes impliques
par son travail : un responsable hirarchique pour son rythme de fabrication, pour ses
outils, pour ses affectations, etc. (Taylor, 1957). La division horizontale consiste
quant elle dcomposer le travail en tche lmentaires successives. Le travail est
ainsi codifi par des instructions donnes par la hirarchie des excutants.
Toujours la recherche damlioration de la performance et de rduction des
cots, Henry Ford (1863-1947) a dvelopp dans ses usines d'automobiles de Dtroit,
un modle unique, simplifi lextrme : la clbre Ford Model T de 1908 ainsi
quune nouvelle forme dorganisation productive quil nomma production de
masse (Ford, 1926).
Inspir du taylorisme, ce modle repose sur les principes suivants :
Chapitre 1 : cadre conceptuel de la recherche
12
- la division du travail et la parcellisation des tches,
- la production sur des chanes de montage (ou travail la chane)
permettant la rduction des dplacements des ouvriers ; le travail des oprateurs est
ainsi rythm,
- la standardisation des produits avec le concept de totale
interchangeabilit des pices dun modle de voiture un autre,
- les conomies dchelle avec la construction dunit de production
de grande taille pour obtenir de bas cots de revient.
Ce systme de production a permis une augmentation du volume de
production, un accroissement de la productivit et une rduction majeure des cots
de fabrication.
Venant satisfaire les besoins de consommation de laprs-guerre et des trente
glorieuses (1945-1973), une large diffusion de la production de masse a lieu en
Europe, devenant le moteur de sa croissance conomique. En effet, pendant la
priode de reconstruction de lEurope, le plan Marshall
1
a particip linstauration
de ce systme de production en permettant le financement de la modernisation de
l'appareil productif. Les premiers symboles de cette production de masse europenne
sont issus du secteur automobile. Ds 1946, en Allemagne, Volkswagen lana les
fameuses coccinelles, en France, Renault dveloppa la 4 CV et en Italie Fiat prsenta
la Fiat 124. Quelques annes plus tard, les Anglais produiront la Mini.
Fort de ces vifs succs, la production de masse fut gnralise au monde
entier.
Cependant, le taylorisme et le fordisme ont fait lobjet de plusieurs critiques.
Ainsi, une dshumanisation du travail (Friedmann, 1936) et une perte de
qualification du travail ouvrier devenant rptitif et monotone ont t souligns
conduisant un fort taux dabsentisme et un accroissement de la rotation du
personnel (Womack et al., 1990). De plus, aucun systme de gestion et
dorganisation adapt la matrise de cette production de masse nexistait (Womack
et al., 1990). La parcellisation extrme des tches et, par la suite, la complexit des
1
Le plan Marshall aussi appel Programme de rtablissement europen fut un plan amricain pour
aider la reconstruction de l'Europe aprs la Seconde Guerre mondiale
Chapitre 1 : cadre conceptuel de la recherche
13
chanes de montage ont galement montr des effets contre-productifs en terme de
temps d'opration et d'quilibrage des flux (Coriat, 1979; Boyer, 1986) et une gestion
des dfauts tardive dans la chane de production (Womack et al., 1990) engendrant
des pertes financires importantes.
1.2. Lmergence du modle japonais et du toyotisme
Malgr un engouement certain pour la production de masse, lentreprise
Toyota na pu dvelopper que partiellement le systme de production Ford dans sa
premire usine automobile Koromo cre en 1937. En effet, cause de
contraintes de financement, seuls les ateliers de peinture, de montage et de fonderie
ont pu bnficier de systmes de convoyeurs pour la production (Shimizu, 1999). De
plus, Toyota a prfr dune part, une simplification des procds de fabrication
une parcellisation des tches juge moins conomique et dautre part, lachat de
machines-outils flexibles capables de sajuster nimporte quel modle.
Jusqu la seconde guerre mondiale, ce systme de production qualifi de
semi-fordien fut suffisant compte tenu des faibles volumes de production
(environ 2000 camions fabriqus par mois) et de ltroitesse du march automobile
japonais (compar au march automobile amricain) (Shimizu, 1999).
Lorsque le Japon a perdu la guerre le 15 aot 1945, M. Kiichiro Toyoda
(1894-1952), prsident de Toyota Motor Company, a dclar quil tait vital de
rattraper lindustrie automobile amricaine (Ohno, 1988). Ce besoin daccroissement
de la productivit, auquel se sont ajoutes une crise financire et un grand conflit
social, a conduit vers la recherche dun nouveau modle de production.
Ainsi, partir de 1949, Taichi Ohno, ingnieur chez Toyota, a rorganis la
production, en concrtisant les ides de Kishiro Toyoda, selon les principes de
production juste--temps (Shimizu, 1999) et dautonomation (fusion dautonomie
et dautomation) des quipements.
Le juste temps vise fabriquer le produit en quantit juste ncessaire, au
moment voulu et disponible lendroit voulu (Ohno, 1988). Cette mthode soppose
Chapitre 1 : cadre conceptuel de la recherche
14
directement au modle Taylorien conduisant une surproduction, des productions
par trs grande srie et peu de souplesse.
Le principe dautonomation ou dauto-activation consiste quiper
lensemble des machines de systmes darrts automatiques lorsquune anomalie ou
un dfaut est dcel. Le systme de production Toyota ou Toyota Production System
(TPS) repose galement sur dautres concepts que ceux noncs prcdemment sur
lesquels nous reviendrons plus en dtail (Cf. Chapitre 1, partie 2.2).
Le dveloppement du toyotisme a ainsi bnfici de lessor des nouvelles
technologies. La rvolution informatique des annes 1950 1970 et, plus
spcialement, lautomatisation ont influ sur la production permettant une
amlioration de la productivit et surtout sa modulation en fonction de ltat du
march un moment donn. Ces mutations technologiques ont galement particip
lamlioration de la qualit des produits au travers de la prcision de lusinage.
Chapitre 1 : cadre conceptuel de la recherche
15
1.3. Evolution du march occidental et consquence sur
les systmes de production
Aprs la Seconde Guerre mondiale, le march conomique est caractris par
une demande largement suprieure loffre. Cette conomie est accompagne dune
hausse du pouvoir dachat des mnages conduisant une augmentation massive de la
consommation. Ces annes ont galement t marques par lexplosion de la
communication, lmergence dun march mondial et donc laccroissement de la
concurrence.
Paralllement, le comportement du consommateur sest modifi, devenant de
plus en plus exigeant en termes de diversification de loffre, du prix, de la qualit et
des dlais. Ces besoins ont engendr de nouvelles contraintes pour les systmes de
production des entreprises.
Pour rpondre aux nouvelles exigences des consommateurs et la mutation
du march, les entreprises ont d rechercher les moyens permettant daccrotre la
flexibilit de leurs systmes de production afin de diversifier les produits fabriqus
tout en produisant moindre cot avec un dlai et une qualit optimale.
Comment faire face ces nouveaux besoins ? Cette problmatique pose
plusieurs difficults aux entreprises, dont voici quelques exemples (Molet, 2006) :
- difficults de gestion : la multiplicit des produits engendre des incertitudes
au niveau de la planification, de lordonnancement et de lvaluation des
besoins,
- difficults techniques : les entreprises doivent rechercher des moyens de
production flexibles. La polyvalence du personnel destin assurer une
multitude de produits sur les mmes machines est ncessaire, la recherche de
standardisation des composants galement,
- difficults de rentabilit des innovations : limpact des innovations sur les
parts de march est difficile percevoir,
- difficults de planification : les entreprises doivent adapter leurs productions
en fonction de la demande en volution constante, la gestion de
lapprovisionnement des matires premires doit aussi tre adapte,
Chapitre 1 : cadre conceptuel de la recherche
16
- difficults de gestion de la qualit : les entreprises doivent mettre en uvre de
nouveaux systmes dorganisation de la qualit pour faire face la
concurrence.
A partir du premier choc ptrolier de 1973, lconomie mondiale est entre
dans une priode de croissance conomique lente avec une baisse de la
consommation. La tendance du march sest inverse : loffre est devenue suprieure
la demande. Cest cette poque que le march occidental de lindustrie
automobile a commenc sintresser au systme de production Toyota (Ohno,
1988). Cet intrt sest renforc partir de 1975, lorsque les profits de Toyota ont
recommenc crotre et que son cart avec les autres entreprises sest creus (Ohno,
1988). En 1984, des chercheurs amricains du MIT (Massachussets Institute of
Technology) ont fait une analyse critique de leur industrie automobile concluant que
le systme de production de masse tait dsormais incapable de sadapter aux
volutions du march (Baglin et Capraro, 1999). En effet, le systme de production
fordien a permis de rpondre de faon satisfaisante la forte demande des
consommateurs jusquen 1973, mais lorsque la croissance conomique a commenc
entrer dans une phase de stagnation voire de dclin, ce modle a montr ses limites
avec des excdents de stocks. Le systme de production Toyota a, quant lui,
dmontr sa flexibilit face aux fluctuations du march.
Ce systme de production sest diffus aux Etats-Unis, puis en Europe partir
des annes 1980 avec les grandes russites quon lui reconnait aujourdhui.
Chapitre 1 : cadre conceptuel de la recherche
17
2. Approche Lean : historique, dfinition et concepts
2.1. Gnalogie du Lean
Le premier article acadmique sur le TPS a t publi par Sugimori et ses
collgues en 1977 (Sugimori et al., 1977). Taichii Ohno, lui-mme, a dcrit lhistoire
du TPS et de sa mise uvre en 1978 dans son ouvrage intitul Toyota Production
System . Au dbut des annes 1980, trois chercheurs au MIT (Massachussetts
Institute of Technology), Daniel Roos, Daniel Jones et James Womack, en
collaboration avec 36 constructeurs automobiles, gouvernements et organismes, ont
conduit un programme nomm International Motor Vehicle Program (IMPV)
visant la construction dun benchmark global des usines dans le monde. Les
entreprises franaises Renault et PSA taient dj partenaires de ce plan. A partir de
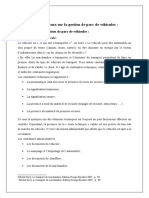
cette date, les publications sur le TPS nont cess de se multiplier. La Figure 1
prsente les principales publications ayant marqu lhistoire du TPS (Cf. Figure 1).
Le terme production Lean a t utilis pour la premire fois par Krafcik
en 1988 (Krafcik, 1988) pour dcrire le TPS. Par la suite, Womack et ses
collaborateurs ont largement contribu sa popularisation avec la publication des
rsultats issus du programme de lIMPV dans louvrage intitul La production au
plus juste : le systme qui va changer le monde (Womack et al., 1990).
Ds la fin des annes 1980 la dmarche Lean a t applique dans lensemble
du secteur automobile mondial et chez ses sous-traitants (Kochan, 1998; Baglin et
Capraro, 1999). Ainsi, en France, les prmices du Lean sont apparues au sein des
deux grandes entreprises que sont Renault et Citron (Womack et Jones, 2005). A
partir de 1994, Valo, quipementier automobile, devient lun des pionniers de
lapplication du Lean en France. Cette entreprise a rellement marqu le paysage du
Lean en France, en tant notamment lun des lieux de formation dexperts Lean.
Chapitre 1 : cadre conceptuel de la recherche
18
-1911 : Taylor publie son premier ouvrage consacr son nouveau
systme de production la direction scientifique des entreprises
- 1926 : Ford prsente les principes de la production de masse dans un
article dans Encyclopedia Britannica.
-1937 : cration de lusine automobile Koromo de Toyoda (qui
deviendra plus tard Toyota)
-1945 : Ohno nonce les premiers principes du systme de production
Toyota (TPS)
-1977 : Sugimori et al. publient le premier article acadmique sur le TPS
intitul Toyota Production System and Kanban system: materialization
of Just-In-Time and Respect-for-Human System
- 1978 : Ohno publie Toyota Production System en Japonais,
lauteur dcrit le TPS selon deux piliers le juste--temps et
lautonomation
- 1973 : 1
er
choc ptrolier, les industries amricaines et occidentales
commencent sintresser au TPS (Womack et al., 1990)
- 1980 1986 : Publications sur le TPS et le Juste temps dans de
nombreux pays dont la France (Chase, 1980; Schonberger, 1982;
Carillon, 1986; Suri et De Treville, 1986)
- 1986 : Les travaux de l'tude mondiale de lIMPV commencent, les
chercheurs du programme dont Krafcik, Womack, Jones et Roos
comparent la performance de 70 usines dans le monde
- 1988: Ohno publie en anglais un ouvrage intitul Toyota production
system: beyond large scale production
- 1988: Krafcik invente le terme Lean pour dcrire le TPS
- 1990: Womack et al. publient leur premier ouvrage sur le Lean Le
systme qui va changer le monde . Louvrage dcrit le systme en
dtail mais ne propose pas de dfinition prcise du systme Lean
- 1990: Carillon publie louvrage : Le juste temps pour lEurope :
flexibilit et difficults
- 1994: Womack et al. publient louvrage intitul Lean thinking . Les
auteurs proposent une dfinition de la dmarche en 5 concepts (la
valeur, la chane de valeur, le flux, le flux tir et la perfection)
- 1998: Cusumano et Nobeoka publient Thinking beyond Lean
- 1998 Kochan et al. publient After Lean production
- 2000: Nombreux ouvrages et publications scientifiques sur le Lean
dans le monde
- 2001: Cration de communauts de pratiques et dInstituts Lean ayant
pour mission de promouvoir la pense Lean, au travers de publications
et de formations (Lean Enterprise Institute cr par Womack aux Etats-
Unis et Lean entreprise Academy cre par Jones en Angleterre)
- Aprs 2001: cration dInstituts Lean dans le monde: France, Mexique,
Brsil, Espagne, Afrique, Inde, Australie, Pologne, Chine etc.
Avant
1945
1945-1978
Cration et
volution
du TPS au Japon
1973-1988
Intrt croissant
port au TPS
1988-2000
Premires
publications
et nombreux
ouvrages
sur le Lean
2000-prsent
Cration dInstituts
Lean dans le monde
-1911 : Taylor publie son premier ouvrage consacr son nouveau
systme de production la direction scientifique des entreprises
- 1926 : Ford prsente les principes de la production de masse dans un
article dans Encyclopedia Britannica.
-1937 : cration de lusine automobile Koromo de Toyoda (qui
deviendra plus tard Toyota)
-1945 : Ohno nonce les premiers principes du systme de production
Toyota (TPS)
-1977 : Sugimori et al. publient le premier article acadmique sur le TPS
intitul Toyota Production System and Kanban system: materialization
of Just-In-Time and Respect-for-Human System
- 1978 : Ohno publie Toyota Production System en Japonais,
lauteur dcrit le TPS selon deux piliers le juste--temps et
lautonomation
- 1973 : 1
er
choc ptrolier, les industries amricaines et occidentales
commencent sintresser au TPS (Womack et al., 1990)
- 1980 1986 : Publications sur le TPS et le Juste temps dans de
nombreux pays dont la France (Chase, 1980; Schonberger, 1982;
Carillon, 1986; Suri et De Treville, 1986)
- 1986 : Les travaux de l'tude mondiale de lIMPV commencent, les
chercheurs du programme dont Krafcik, Womack, Jones et Roos
comparent la performance de 70 usines dans le monde
- 1988: Ohno publie en anglais un ouvrage intitul Toyota production
system: beyond large scale production
- 1988: Krafcik invente le terme Lean pour dcrire le TPS
- 1990: Womack et al. publient leur premier ouvrage sur le Lean Le
systme qui va changer le monde . Louvrage dcrit le systme en
dtail mais ne propose pas de dfinition prcise du systme Lean
- 1990: Carillon publie louvrage : Le juste temps pour lEurope :
flexibilit et difficults
- 1994: Womack et al. publient louvrage intitul Lean thinking . Les
auteurs proposent une dfinition de la dmarche en 5 concepts (la
valeur, la chane de valeur, le flux, le flux tir et la perfection)
- 1998: Cusumano et Nobeoka publient Thinking beyond Lean
- 1998 Kochan et al. publient After Lean production
- 2000: Nombreux ouvrages et publications scientifiques sur le Lean
dans le monde
- 2001: Cration de communauts de pratiques et dInstituts Lean ayant
pour mission de promouvoir la pense Lean, au travers de publications
et de formations (Lean Enterprise Institute cr par Womack aux Etats-
Unis et Lean entreprise Academy cre par Jones en Angleterre)
- Aprs 2001: cration dInstituts Lean dans le monde: France, Mexique,
Brsil, Espagne, Afrique, Inde, Australie, Pologne, Chine etc.
Avant
1945
1945-1978
Cration et
volution
du TPS au Japon
1973-1988
Intrt croissant
port au TPS
1988-2000
Premires
publications
et nombreux
ouvrages
sur le Lean
2000-prsent
Cration dInstituts
Lean dans le monde
Figure.1 Phases dans lvolution de la dmarche Lean (adapt de Shah et Ward, 2007)
Chapitre 1 : cadre conceptuel de la recherche
19
De nombreux secteurs dactivits tels lindustrie arospatiale, llectronique
et la grande consommation se sont ensuite engages dans la voie du Lean (Crute et
al., 2003; Abdulmalek et Rajgopal, 2007). De la mme manire, en France, la
dmarche Lean sest tendue dans de nombreux secteurs dont le secteur ferroviaire
avec notamment lentreprise Alstom, le secteur de la chimie (Rhodia), le secteur des
matriaux de construction et de la mtallurgie dont lentreprise Alcan est un
exemple.
Depuis plus de dix ans, les principes Lean sont appliqus intensivement
(Hicks, 2007), autant dans les petites et moyennes entreprises (Achanga et al., 2006),
que dans les grandes entreprises (Womack et Jones, 2005).
2.2. Dfinition du systme Lean
Le systme Lean est une mthode de management visant lamlioration de la
performance bas sur llimination des gaspillages. Cette approche est dfinie par un
nombre variable de principes, plus ou moins voisins, selon les auteurs. La revue de
littrature ralise par Shah et Ward, partir de 16 tudes expose les principes
gnralement associs la dmarche Lean (Shah et Ward, 2003). Sur la base de cette
tude, nous avons ajout les dfinitions formules par dix auteurs supplmentaires
depuis la naissance du Lean (cf. Tableau 1).
Ohno, considr comme le pre fondateur du TPS, a identifi huit principes
pour dcrire son systme de production reposant sur les deux piliers que sont le juste-
-temps et lautonomation (Ohno, 1988). Aujourdhui encore, lentreprise Toyota
sappuie sur ces piliers (Vaghefi et al., 2000). Dans leur ouvrage Lean thinking ,
Womack et Jones se sont bass sur cinq principes pour dcrire le systme Lean : la
valeur, la chane de valeur, le flux, le flux tir, et la perfection (Womack et al., 2005).
Cette dfinition est devenue lune des plus cites ces dix dernires annes (Holweg,
2007). James-Moore et Gibbon, chercheurs luniversit de Manchester, et hlstrm
chercheur London Business School ont utilis cinq principes diffrents pour
dfinir le systme Lean. Ainsi, James-Moore et Gibbon se sont appuys sur les
principes de flexibilit, dlimination des gaspillages, de processus de contrle,
Chapitre 1 : cadre conceptuel de la recherche
20
doptimisation et dutilisation des hommes (James-Moore et Gibbon, 1997), alors
quhlstrm se base sur llimination des gaspillages, la meilleure qualit, les
systmes dinformations verticales, le principe de multifonctions des quipes et la
notion de team leader (hlstrm, 1998). Par ailleurs, Drew et ses collaborateurs,
consultants au sein de Mc Kinsey et Company, ont dfini le Lean partir de huit
principes tels que notamment la dtection et la rsolution de problmes ds leurs
apparitions et la standardisation des activits (Drew et al, 2004). Shah et Ward, quant
eux, dans leurs tudes visant valuer limpact du Lean sur la performance
dfinissent la dmarche Lean selon quatre principes tels que le management des
ressources humaines, le management de la maintenance, le juste--temps et le
management de la qualit totale (Shah et Ward, 2007) alors que Bruun et Mefford
ont identifi six principes la base de lapproche Lean dont la rduction des stocks et
lamlioration continue (Bruun et Mefford, 2004). Plus rcemment, Liker, chercheur
luniversit du Michigan, suggre de mettre en uvre la dmarche Lean selon 14
principes dont les principes de lissage de la charge de travail et de systmes tirs
(Liker, 2004) (Cf. Tableau 1).
Cette volont dappropriation de la dmarche est galement prsente dans les
entreprises appliquant lapproche Lean (Lyonnet, 2008). Par exemple, lentreprise
Valo a dvelopp sa propre dmarche partir de 5 Axes : (1) Implication du
Personnel, (2) Systme de Production Valeo, (3) Intgration des Fournisseurs, (4)
Innovation Constante et (5) Qualit Totale. De la mme faon, les entreprises
Daimler-Chrysler, Delphi et Bosch ont labor leur propre systme respectivement
nomm Daimler-Chrysler Operation System , Delphi Production System et
Bosch Production System (Liker, 2004).
Bien que ces diffrents auteurs et entreprises identifient un nombre variable
de principes, un consensus existe autour de la dfinition du systme Lean. En effet,
lensemble de ces principes peut tre regroup en 6 grands concepts Lean communs :
(1) llimination des gaspillages, (2) le juste temps, (3) la qualit, (4) lamlioration
continue, (5) le management visuel et (6) le management des hommes (Cf. Tableau
1).
Chapitre 1 : cadre conceptuel de la recherche
21
Concepts Principes Lean
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
Elimination des gaspillages x x x x x x
Valeur x
Chane de valeur x
Analyse de la production x x x x x
Eliminer les oprations sans valeur ajoute x
Crer des chanes de valeur x
Utilisez des systmes tirs pour viter la
surproduction
x
Flux x
Flux tir x
Juste temps x x x
Techniques de changements de srie rapides x x x x x x x x x x x x x x x x
Systmes tirs/ kanban x x x x x x x x x x x x x x x x
Rduction de taille de lot x x x x x x x x x x x x x x
Juste temps/ flux continu x x x x x x x x x x x x x x x x
Cellules de travail en U x x x x x x
Commandes et changements de srie rapides x
Rduction des stocks x
Flexibilit x
Lisser la charge de travail x
Tirer le flux lorsque la chane de valeur doit tre
interrompue
x
Flexibiliser les oprations x
Introduire les informations sur les besoins client x
Standardiser les activits pour crer les bases de la
flexibilit
x
Production lisse x
Dcisions sur une philosophie long terme x
Programme d'amlioration continue x x x x x x x x x x x
Programme d'amlioration de la scurit x x x
Kaizen/amlioration continue x x
Devenez une entreprise apprenante/ rflexion
systmatique et lamlioration continue
x
Procder des amliorations constantes (Kaizen,
Continuous improvement process)
x
La standardisation des tches est la base de
lamlioration continue et de la responsabilisation des
employs
x
Amlioration
continue
Les concepts Lean cits par 26 auteurs rfrents
Elimination
des gaspillages
Juste
temps
Chapitre 1 : cadre conceptuel de la recherche
22
Concepts Principes Lean
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
Programmes de management de la qualit x
Rduction des temps de cycles x x x x x x x
Management par la qualit totale x x x x x x x x x x x
Optimisation de la maintenance/ procds innovants x x x
Maintenance prventive x x x x x x x x x x x
Mesure de la capabilit du procd x x x x x
Autonomation x x
Standards x x
Management de la qualit x x x
Meilleure qualit x x
Jidoka (Qualit sur place) x x
Maintenance de la production totale x
Processus stables et standardiss x
Rseaux de fournisseurs x
Processus de contrle x
Standardisation x
Flux ininterrompu x
Dtecter et rsoudre les dysfonctionnements x
Flux pice pice x
Culture de rsolution immdiate de problmes x
Aller sur le terrain pour comprendre la situation x
Redfinir les modes de dveloppement des nouveaux
produits..en recherchant la standardisation
x
Mettre en uvre une nouvelle stratgie d'achat
en intgrant les fournisseurs
x
Bien utiliser les quipements goulets pour matriser les
cots de fabrication
x
Systme d'information vertical x
Utilisez uniquement des technologies fiables x
Perfection x
Optimisation x
Respect du rseau de partenaires et de fournisseurs x
Former des responsables de la philosophie Lean et
lenseignent aux autres
x
Dcider en prenant le temps ncessaire, en prenant le
temps, par consensus
x
Management visuel x
Contrle visuel x
Utilisez des contrles visuels x
Multifonctions des quipes x
Management des ressources humaines x
Polyvalence de la main d'uvre x x x x x x x x x x x
Groupes de travail autonomes x x x x x x x x x x
Travail en quipe x x x
Allger et dcloisonner l'organisation notamment par
une rduction du nombre de niveaux hirarchiques
x
Porter une nouvelle considration aux ateliers x
Travail en quipe et participation x
Former des individus et des quipes exceptionnels x
Utilisation des hommes x
Chef d'quipe x
Ensemble des
six concepts
Philosophie du modle Toyota x
Management
des hommes
Qualit
parfaite
Management
visuel
Les concepts Lean cits par 26 auteurs rfrents
Tableau 1. Concepts Lean communs
(1) Sugimori et al. (1977); Monden (1981); Pegels (1984); (2) Wantuck (1983); (3) Lee et
Ebrahimpour (1984); (4) Suzaki (1985); (5) Finch et Cox (1986); (6) Voss et Robinson (1987); (7)
Ohno (1988); (8) Hay (1988); (9) Bicheno (1989); (10) Chan et al. (1990); (11) Piper et McLachlin
(1990); (12) White (1993); (13) Richey (1996); (14) Womack et Jones (2005); (15) James-Moore et
Gibbon (1997); (16) Sakakibara et al. (1997); (17) Koufteros et al. (1998); (18) hlstrm (1998);
(19) Baglin et Capraro (1999); (20) Flynn et al. (1999); (21) White et al. (1999); (22) Bruun et
Mefford (2004); (23) Drew et al. (2004); (24) Liker (2004); (25) Fujio Cho (Liker, 2004); (26) Shah et
Ward (2003).
Chapitre 1 : cadre conceptuel de la recherche
23
2.3. Prsentation des concepts Lean communs
Cette partie prsente ces six concepts Lean communs et leurs principaux
outils permettant de rpondre lobjectif damlioration de la performance
industrielle.
2.3.1. Llimination des gaspillages
Depuis sa cration, llimination des gaspillages (muda en japonais) est au
cur de la dmarche Lean. La majorit des auteurs cits prcdemment a identifi ce
principe dans leur dfinition du systme Lean.
Un gaspillage est dfini comme une action ou une situation non cratrice de valeur
pour le client (Womack et Jones, 2005). Ohno a identifi sept types de gaspillages
(Ohno, 1988) ; un huitime gaspillage a t ajout plus rcemment par Liker reposant
sur la crativit inexploite (Liker, 2004) (Cf. Tableau 2). Parmi ces gaspillages, la
surproduction est considre par Ohno comme le plus problmatique, puisquelle
engendre et dissimule tous les autres types de gaspillages (Ohno, 1988). Ainsi, la
surproduction cre ncessairement des stocks excdentaires et cet excdent de
stocks nuit invitablement lamlioration continue (Liker, 2004).
Types de
gaspillages
Dfinition
Exemples type
de gaspillages associs
Surproduction
Produire plus que la demande exige
par le client
Produire des pices non commandes
par le client
Raliser une production plus tt ou plus
rapide que ce qui est requis par la
prochaine tape du processus
Temps
dattentes
Attendre inutilement
Attentes de renseignements, d'outils,
d'approbations, de contrle qualit, de
reprise
Transports et
manutentions
inutiles
Transporter
sans que le transport ait une relle
utilit
Mauvaise optimisation des flux de
matires
Longues distances entre les tapes d'un
processus
Usinages
inutiles
ou mal faits
Fabriquer des produits qui ne
rpondent pas aux caractristiques
exiges par la clientle
Actions inutilement nombreuses pour
parvenir au rsultat souhait
Finition au-del de la spcification
Stocks
excdentaires
Stocker des quantits suprieures la
quantit ncessaire pour l'tape
suivante du processus de fabrication
Matires premires, encours ou produits
finis en excs
Chapitre 1 : cadre conceptuel de la recherche
24
Gestes
inutiles
Raliser des mouvements inutiles pour
l'excution du travail
Recherche d'outils, de pices,
d'information Contrle, mesure,
vrification, manipulation
supplmentaires pour la fabrication de
pices
Production de
pices
dfectueuses
Fabriquer des produits dfectueux ou
devant tre rectifis
Erreurs de conception, de fabrication, de
contrle, dfauts rptitifs
Crativit
inexploite
Perdre du temps, des ides, des
comptences en ne prenant pas en
compte les ides des employs
Ralisation de tches pouvant tre
limines, attente d'instructions,
travailler sans objectifs, erreurs
rptitives, manque d'implication,
absence, faible productivit
Tableau 2. Dfinitions et exemples de gaspillage ou muda
(adapt de Ray et al., 2006)
Notons quil existe deux autres formes de gaspillages : lexcs (muri en
japonais) et lirrgularit (mura) (Womack et Jones, 2005). Les gaspillages dexcs
sont rpartis en deux catgories : lexcs en matriel correspondant aux
consommations excessives de matire premire ou de pices dans les ateliers et
lexcs de personnel dfini comme une main duvre excessive, inefficace ou en
attente doccupation (Imai, 1997). Lirrgularit correspond aux variations de
rythmes de flux, de dlais et de cycles dactivit conduisant lentreprise constituer
des rserves de stocks ou des stocks tampons.
Finalement, selon Drew et ses collaborateurs, toute dcouverte de gaspillage
dans une activit oprationnelle signale lexistence de cots inutiles (Drew et al.,
2004). Par son objectif de rduction des cots, llimination des gaspillages constitue
un objectif fondamental de la dmarche Lean.
Sous le concept gnral dlimination des gaspillages, nous avons galement
regroup les principes de valeur et de chane de valeur.
Llimination des gaspillages ncessite galement au pralable danalyser la
valeur souhaite par le client. Les entreprises ont des difficults dfinir
correctement la notion de valeur (Womack et Jones, 2005). Dcider du niveau de
qualit du produit avec lensemble des personnes impliques dans son contrle est
ncessaire pour rduire ses cots de fabrication. Il est possible quun client considre
comme dfectueux des produits jugs satisfaisants par le fabricant (Shingo, 1985).
Chapitre 1 : cadre conceptuel de la recherche
25
Au contraire, il est parfois inutile de chercher rduire certains dfauts qui ne seront
pas perus comme tel par le client.
Le principe de chane de valeur consiste distinguer les tapes cratrices de
valeur (outil en dcoupe, fermeture dune presse) de celles non cratrices de valeur
(attente due une panne, nettoyage supplmentaire). Afin de visualiser ces
diffrentes tapes du flux de production du produit depuis le fournisseur jusquau
client final, un outil nomm cartographie de chane de valeur ou Value Stream
Mapping est utilis. Nous reviendrons plus en dtail sur la mise en uvre de cet
outil au cours du chapitre 3 (Cf. Chapitre 3, partie 3).
2.3.2. Le juste temps
Pour liminer les encours superflus de production et assurer un flux continu
des produits, lentreprise Lean sappuie sur un concept essentiel : le juste temps
dvelopp au dbut des annes 1950 par Ohno (Ohno, 1988). Sa source dinspiration
fut lobservation du fonctionnement dun supermarch amricain. Dans un
supermarch, le client peut obtenir ce dont il a besoin au moment souhait et dans les
quantits voulues. A limage de ce fonctionnement, le juste temps vise fabriquer
le produit en quantit juste ncessaire, au moment voulu et disponible lendroit
voulu. Le concept de juste temps est dfini partir des notions principales
suivantes : le lissage de la charge de travail, le flux tir, lutilisation de systmes
Kanban et la rduction des temps de changement de srie (Shingo, 1983; Ohno,
1988).
Il nest possible de mettre en uvre des systmes tirs que si lentreprise a
procd au pralable un lissage de sa production. Cette mthode aussi appel
heijunka en japonais dsigne le lissage de la production la fois par le volume et par
le mix de produits. Cette approche consiste fabriquer les produits selon le volume
total des commandes pendant une priode et de les organiser afin de produire chaque
jour la mme quantit et le mme assortiment de produits (Liker, 2004). Pour ce
faire, le lissage du programme peut ncessiter danticiper ou de reporter des
expditions. En effet, dans le cas o les commandes subissent une hausse de
variation, lentreprise serait contrainte davoir recours des heures supplmentaires
Chapitre 1 : cadre conceptuel de la recherche
26
ou dutiliser ses ressources (matrielles et humaines) la limite de leurs capacits. A
linverse, dans le cas o les commandes seraient moins importantes le personnel de
lentreprise serait sous-utilis. Une fois le programme de production liss,
lentreprise peut introduire le principe de flux tir.
Les prmices du principe de flux tir ont t introduites en 1948 par Ohno au
sein de lusine Honsha du groupe Toyota. A cette poque le principe ntait appliqu
que pour le processus dapprovisionnement (Shimizu, 1999). Par opposition au terme
flux pouss utilis lorsque la production est dcide sur la base dune anticipation de
la demande, le terme flux tir est utilis lorsque la production dun processus A est
dclenche par la commande dun processus-client B ; le processus-fournisseur A
sinterdisant de produire en labsence de commande (Giard et Mendy, 2007). Aprs
le grand conflit de 1950, les ateliers de montage et dusinage de lusine Honsha du
groupe Toyota furent synchroniss par ce principe. Cette mthode ambitionne, alors,
essentiellement quatre rsultats :
1. une diminution des stocks de toute nature, mais particulirement de
ceux situs entre les postes de travail (les encours), tel que le stock de
matire premire,
2. une diminution des cots globaux rsultant des rglages, des
manutentions et des stocks,
3. une diminution du cycle de fabrication rduisant le dlai de livraison
dune commande,
4. une augmentation de la flexibilit conduisant la production sadapter
aux variations de la demande.
Loutil Kanban (tiquette qui accompagne chaque lot de pices) a t
introduit en 1953 dans les ateliers de montage et dusinage de lusine Honsha pour
grer le systme tir. Le Kanban est un outil de prvention de surproduction, de
manutentions inutiles, permettant de mettre en vidence les problmes latents et de
contribuer lassurance qualit. Il sagit la fois dune indication de fabrication et
dun ordre de transport. En effet, deux types de Kanban existent :
Chapitre 1 : cadre conceptuel de la recherche
27
- le Kanban de production correspondant la fiche dinstruction concernant
lopration,
- le Kanban de transfert correspondant la fiche didentification et de
transport.
Les fonctions de loutil Kanban sont dfinies selon six rgles dutilisation
fondamentales (Ohno, 1988) :
1. Le poste aval se rend en amont afin d'y retirer la quantit exacte
mentionne sur le Kanban
2. L'amont fabrique la quantit retire telle qu'elle est porte sur la fiche
Kanban et dans l'ordre des retraits
3. Ne rien produire ni transfrer sans un Kanban
4. Un Kanban doit obligatoirement accompagner le produit
5. Stopper immdiatement la production lorsqu'une pice dfectueuse
apparat
6. Exiger la perfection absolue chaque poste de travail, s'efforcer de
rduire le nombre de Kanban en circulation
Le fonctionnement de loutil Kanban est rsum sur la figure 2.
Fournisseur
Poste 1 Poste 2
Client
Poste 3
Commande Kanban Kanban Demande
Fournisseur
Poste 1 Poste 2
Client
Poste 3
Commande Kanban Kanban Demande
Figure 2. Fonctionnement de loutil Kanban
- le poste 3 consomme les produits provenant du poste 2. Chaque fois quil utilise un container de
pices, il dtache de celui-ci une carte Kanban quil renvoie au poste 2. Cette carte Kanban constitue
pour le poste 2 un ordre de fabrication.
- quand le poste 2 a termin la fabrication du container, il attache celui-ci un Kanban. Le container
est alors achemin vers le poste 3.
Le systme Kanban permet ainsi de contrler et de matriser les encours en
circulation entre le fournisseur et le client garantissant une production flux tir.
Cependant, lapplication de ce systme ncessite un changement dtat desprit de
lencadrement et implique une remise en cause du systme de production existant
(Ohno, 1988).
Chapitre 1 : cadre conceptuel de la recherche
28
La mise en uvre de systmes tirs sollicite galement une plus grande
flexibilit et des changements de sries plus frquents. Pour contribuer au
changement rapide de production, Shingo a dvelopp la mthode SMED (Single
Minute Exchange of Die ou changement de fabrication en moins de 10 minutes)
(Shingo, 1985). Cette mthode consiste identifier les tapes de rglage dites
internes - qui sont ncessairement ralises lorsque la machine est arrte et
celles dites externes - pouvant tre ralises lorsque la machine est encore en
fonctionnement. Pour souligner les avantages de cet outil, Shingo prend pour
exemple larrt dune formule 1 son stand o si tout est parfaitement planifi, un
gain de temps considrable est obtenu (Shingo, 1985). Le SMED slabore suivant
quatre tapes principales :
1. la distinction entre les rglages internes et externes qui ncessite de lister
toutes les tapes ncessaires au changement de srie (contrle des
instruments de mesure, montage et dmontage de loutillage, etc.),
2. la sparation de rglages internes et externes et lidentification de ceux
pouvant tre raliss en temps externe,
3. la transformation de rglages internes en rglages externes,
4. la rationalisation de tous les aspects de lopration de rglage avec
lobjectif de diminuer le temps total de changement de srie.
Cette mthode permet ainsi doptimiser les dlais de fabrication de manire
considrable. Shingo affirme que lobjectif dun changement de srie dune dure
infrieure dix minutes peut tre atteint dans la plupart des cas (Shingo, 1985).
Cependant, plusieurs dysfonctionnements peuvent nuire la mise en uvre
du juste temps. Le juste temps intgre un processus damlioration permanente
induisant une remise en cause constante des lments tablis (Molet, 2006). Les
rebuts, les ruptures dapprovisionnement, les pannes machines, labsentisme sont
autant dalas gnrateurs de stocks, lencontre de lobjectif mme du juste temps
dune production en quantit juste ncessaire. La matrise du management, de
lamlioration continue et de la qualit sont par consquent dautres facteurs
participant au succs de mise en uvre du juste temps.
Chapitre 1 : cadre conceptuel de la recherche
29
2.3.3. Le Kaizen ou lamlioration continue
Le terme Kaizen introduit en 1986, correspond l'association de deux termes,
Kai signifiant Changement et Zen signifiant Bien (au sens de Mieux) (Imai,
1997). Le Kaizen se traduit par amlioration continue reposant sur la
responsabilisation de chacun pour le culte du mieux (Imai, 1997). Selon Imai et
Shingo, lamlioration continue a t le facteur clef de succs le plus important dans
les usines du Japon (Shingo, 1985; Imai, 1997). Cest une dmarche graduelle et
douce qui soppose aux rformes brutales. Ainsi, lapproche Kaizen repose tout
dabord sur la roue de Deming ou approche PDCA (Plan : Planifier, Do : Faire,
Check : Vrifier, Act : Agir) (Cf. Figure 3).
Figure 3. La roue de Deming ou approche PDCA
La roue symbolique de Deming est ainsi rpartie en quatre phases :
- Plan : prvoir les actions entreprendre, dfinir les objectifs atteindre et
lchancier,
- Do : faire, mettre en uvre la solution retenue,
- Check : Vrifier que les objectifs viss sont atteints, que le problme est
rsolu,
- Act : tudier une nouvelle amlioration, ragir en cas de problme et
retourner la phase Plan .
De plus, les dix principes de lapproche Kaizen sont les suivants (Cf. Tableau 3):
Chapitre 1 : cadre conceptuel de la recherche
30
N Principe Dfinition
1
Casser les
paradigmes
La culture, les habitudes et les faons de faire forment dans l'entreprise des
paradigmes qui peuvent sembler immuables. Avec Kaizen, il s'agit de penser
diffremment, et cela quitte parfois remettre en cause des vidences, en
vitant de penser systmatiquement que tout
problme rcurrent n'a pas de solution.
2
Travailler les
processus autant
que les rsultats
Traditionnellement, les acteurs d'un processus focalisent davantage sur les
rsultats atteindre que sur la manire d'y parvenir. L'approche Kaizen
recommande donc ces acteurs de travailler sur leurs processus de manire
amliorer le niveau de qualit et d'homognit des rsultats.
3
voluer dans un
cadre global
Avec Kaizen, les capacits individuelles des acteurs doivent tre exploites
dans le but d'amliorer la productivit globale de l'organisation. Les objectifs
d'efficacit dfinis pour les acteurs dun mme processus doivent donc tre mis
en cohrence, et ces acteurs doivent prendre conscience de leur rle dans la
ralisation de l'objectif global du processus.
4
Ne pas juger, ne
pas blmer
Le respect mutuel des acteurs est un des principes cls de la philosophie
Kaizen. La recherche des causes du problme doit se substituer
progressivement celle des acteurs l'origine du problme. L'ide est de faire
merger une analyse positive des problmes en voyant ceux-ci comme des
opportunits d'amlioration.
5
Considrer
l'tape suivante
comme un client
Kaizen introduit la notion de client interne dans la chane de ralisation d'un
processus. En terme de fonctionnement, cela implique que les problmes
doivent dsormais tre traits et remdis l o ils apparaissent et non plus en
phase terminale de ralisation du processus.
6
Faire de la
qualit
une priorit
La qualit doit tre intgre aux objectifs de performance du processus au
mme titre que le sont classiquement dlais et cots.
7
Donner une
orientation du
march au
changement
L'organisation doit comprendre les besoins des clients, explicitement ou
implicitement exprims, de manire les traduire en termes d'activits
raliser.
8
Grer les
problmes en
amont
Il s'agit d'introduire le management de la qualit le plus possible en amont du
processus d'laboration du produit, de manire viter l'apparition tardive de
problmes plus difficiles et plus coteux remdier.
9
Baser les
dcisions sur
des
donnes
tangibles
La rsolution des problmes doit se baser sur des faits et des donnes, et non
sur des intuitions ou des opinions, qu'il s'agit de collecter et den vrifier la
validit.
10
Identifier les
vritables
causes du
problme
Ce principe rappelle la ncessit de ne pas s'arrter la premire cause visible
du problme constat (recours l'outil "5 pourquoi"). Cela implique aussi de
vrifier que la rsolution d'un problme ne cause pas l'apparition de nouveaux
problmes.
Tableau 3. Principes clefs de lapproche Kaizen (Siebenborn, 2005)
Chapitre 1 : cadre conceptuel de la recherche
31
La mise en uvre du principe damlioration continue fait appel toutes les
mthodes de rsolution de problmes mais aussi aux concepts de juste temps, de
gestion de la qualit totale et de zro dfaut (Imai, 1997). Pour que la logique
damlioration continue devienne un rel tat desprit, il est ncessaire que
lensemble des acteurs de lentreprise collabore et participe activement la dmarche
Lean au travers de multiples actions damliorations.
2.3.4. La qualit parfaite
Le troisime concept Lean commun identifi est celui de recherche de qualit
parfaite. Les auteurs rfrents citent de nombreuses pratiques Lean lies la notion
de qualit (Cf. Tableau 1). Quatre dentre eux se rfrent des principes trs
gnraux tels que loptimisation, la perfection et le principe de meilleure qualit
(James-Moore et Gibbon, 1997; hlstrm, 1998; Liker, 2004; Womack et Jones,
2005). La plupart des autres auteurs sappuient quant eux sur des principes orients
vers la recherche de dysfonctionnements, tels les principes de culture de rsolution
immdiate de problmes, de standards, de flux pice pice pour mettre au jour les
problmes, de maintenance, dutilisation de technologie fiable, de dtection et de
rsolution des dysfonctionnements (Lee et Ebrahimpour, 1984; Voss et Robinson,
1987; Ohno, 1988; Bicheno, 1989; Chan et al., 1990; Piper et McLachlin, 1990;
White, 1993; James-Moore et Gibbon, 1997; Drew et al., 2004; Liker, 2004;
Womack et Jones, 2005; Shah et Ward, 2007). Prolongeant la mme logique de
recherche de dysfonctionnement, plusieurs auteurs proposent une approche plus
gnrale : le management par la qualit totale.
Nous prsentons dans ce paragraphe ces trois notions que sont le management
par la qualit totale, la culture de rsolution de problmes et la recherche de la
perfection.
Le management par la qualit Totale
La notion de qualit a connu de nombreuses volutions au cours du temps,
marques par les transformations socio-conomiques auxquelles les entreprises ont
d sadapter (Lerat-Pytlak, 2002). Comme remarquait Molet (Molet, 2006), ce sont
paradoxalement des consultants amricains qui ont facilit lmergence du
Chapitre 1 : cadre conceptuel de la recherche
32
mouvement qualit au Japon. Ce mouvement a t ensuite repris par des spcialistes
japonais.
Rappelons, tout dabord, les grandes volutions de la notion de qualit, allant du
simple contrle du produit un management par la qualit totale (cf. Figure 4).
Processus
industriel
Correctif Prventif Amlioration
continue
Anticipation
Produit
Organisation
Management
Stratgie
Curatif
Contrle
produit
Matrise de
la qualit
Assurance
de la qualit
Management
de la qualit
Management
de la qualit
totale
Types
daction
Niveau dimpact
et daction
Processus
industriel
Correctif Prventif Amlioration
continue
Anticipation
Produit
Organisation
Management
Stratgie
Curatif
Contrle
produit
Matrise de
la qualit
Assurance
de la qualit
Management
de la qualit
Management
de la qualit
totale
Types
daction
Niveau dimpact
et daction
Figure 4. Evolution des approches qualit vers le management de la qualit totale
(Molet, 2006)
De 1900 1930, la priode durant laquelle le systme taylorien et la
production de masse prdominaient, la qualit se rsumait linspection du travail et
la matrise des caractristiques dimensionnelles des produits fabriqus. Le principe
de prime la quantit dvelopp par Taylor avait conduit les ouvriers
privilgier la quantit au dtriment de la qualit des pices produites. Ainsi, la forte
augmentation de la production a induit une augmentation du nombre de dfauts et,
par consquent, du nombre de produits inspecter.
Par la suite, de nombreux producteurs taient dsireux de rduire les cots des
inspections multiples ncessaires pour valuer la conformit (Reeves et Bednar,
1994) mais ne parvenaient pas comprendre les variations des caractristiques
dimensionnelles des produits fabriqus en srie. Cest au dbut des annes 1920, au
sein de lAmerican Bell Telephone Company et de sa filiale la Western Electric
Company, o coopraient des praticiens et des chercheurs industriels amricains tels
Chapitre 1 : cadre conceptuel de la recherche
33
que W.A. Shewart, J. Juran puis plus tard W.E. Deming, que le contrle statistique
de la qualit puis la notion de matrise de la qualit se sont dvelopps.
Une nouvelle volution de la notion de qualit a eu lieu dans les annes 1950
conduisant la naissance de lassurance qualit, dmarche prventive ayant pour
objectif didentifier, de plus en plus en amont du processus, les lments et causes de
non qualit. Pour ce faire, plusieurs mthodes ont t dveloppes dont notamment la
mthode dAnalyse des Modes de Dfaillance, de leur Effet et de leur Criticit
(AMDEC) et la roue de Deming. A partir de cette poque, la recherche de qualit a
pris une ampleur plus importante. Par exemple, en 1951, au Japon est cr le prix de
Deming rcompensant les entreprises ayant ralis des amliorations considrables
dans le domaine de la qualit.
Au cours des annes 1960, les premiers cercles de qualit sont organiss au
Japon pour prendre en compte les ides des oprateurs dans lamlioration du
contrle qualit. Paralllement, le concept de matrise de la qualit totale ou Total
Quality Control (TQC) labor par Juran en 1950 et Feigenbaum en 1956, est
introduit. La qualit est alors associe dautres notions telles que la performance,
les procdures, les dlais, la maintenance, la fiabilit et la scurit. Au milieu des
annes 1970, lobjectif des cercles de qualit sest largi. Le sujet des amliorations
intgre galement les notions de maintenance, du prix de revient et de scurit.
Durant ces deux dcennies, la qualit est devenue un dispositif de dveloppement
conomique.
Dans les annes 1980, une grande tape est franchie avec le dveloppement
du concept de management de la qualit puis du management de la qualit totale. La
qualit totale regroupe un ensemble de principes et de mthodes ayant comme
stratgie globale la mobilisation de toute l'entreprise pour obtenir une meilleure
satisfaction du client au moindre cot. Ce mode de management vise un succs
long terme par la satisfaction du client. Il induit un largissement des avantages
socio-conomiques dont les conditions de travail et les rmunrations. Les pratiques
et techniques associes au management par la qualit totale reposent sur trois axes :
la focalisation sur le client, lamlioration continue et le travail en quipe (Dean et
Bowen, 1994) (Cf. Tableau 4).
Chapitre 1 : cadre conceptuel de la recherche
34
Principes
Focalisation client Amlioration continue Travail en quipe
Importance primordiale de la
fourniture de produits et
services qui rpondent aux
besoins des clients
Ceci ncessite une focalisation
sur le client de lensemble de
lorganisation
La satisfaction permanente
des clients ne peut tre
obtenue que par une
amlioration sans relche
des processus concourant
la ralisation des produits et
services
Le meilleur moyen pour
mettre en uvre la
focalisation client et
lamlioration continue est de
dvelopper la coopration au
sein de l'organisation toute
entire, ainsi quavec les
clients et les fournisseurs
Pratiques
Contact direct avec les clients
Collecte des informations sur
les besoins des clients
Utilisation de linformation
collecte pour concevoir et
raliser les produits et services
Analyse des processus et
rsolution des problmes
Reengineering
Application de la mthode
Deming
(Plan/Do/Check/Act)
Cration de diffrents types
dquipes de travail
Dveloppement de
lapprentissage en quipes
Mise en place de pratiques
bnfiques lensemble des
acteurs des processus
Techniques
Enqutes clients
Groupes de travail avec les
clients
Techniques danalyse des
besoins (type analyse
fonctionnelle)
Cartes de contrle et
Matrise
Statistique des Processus
Analyses Pareto
Diagramme dIshikawa
Techniques de
communication en groupe
Clarification des roles
Tableau 4. Principes, pratiques et techniques du Management par la Qualit Totale
(Dean et Bowen, 1994)
L'objectif d'une dmarche de qualit totale est la prennit de l'entreprise
garantie par la satisfaction et la fidlisation de ses clients. Cette dmarche recherche
galement la satisfaction de tous les acteurs de lentreprise : clients, fournisseurs,
personnel, collectivit et actionnaires. Rcemment, en Europe, le laboratoire
SYMME a propos une rupture dans le domaine de la qualit avec le tolrancement
inertiel et le pilotage inertiel des procds (Denimal, 2010). Cette proposition
amliore moindre cot la qualit des produits livrs au client.
Finalement, il convient de remarquer que dans les travaux plus rcents (Bruun
et Mefford, 2004; Drew et al, 2004; Liker, 2004; Womack et Jones, 2005), le terme
de management par la qualit totale a t progressivement abandonn pour dfinir
lapproche Lean au profit des notions de base du TPS lies lidentification rapide
des dysfonctionnements dtailles ci-dessous.
Chapitre 1 : cadre conceptuel de la recherche
35
Culture de rsolution et dtection rapide des problmes
A linverse de la production de masse dans laquelle larrt de la production
tait absolument interdit, lapproche Lean prconise une rapide dtection et
rsolution des dysfonctionnements. Plusieurs principes visent cet objectif
fondamental, par exemple le principe du flux pice pice permet de faire apparatre
les problmes pouvant ainsi tre corrigs rapidement.
Pour dtecter et rsoudre les problmes ds leur apparition, lentreprise Lean
sappuie sur les trois instructions suivantes (Liker, 2004) :
a. aller voir sur le terrain ce qui se passe et analyser la situation,
b. utiliser le flux pice pice et le systme andon pour mettre au jour
les problmes,
c. poser cinq fois la question pourquoi ? .
a) Aller voir sur le terrain et analyser la situation
De nombreuses mthodes permettent aux dirigeants de visualiser et analyser
rapidement la situation de leur entreprise. Nous prsentons ici quelques exemples de
mthodes dont les standards, lautonomation, le rapport A3, lutilisation des
ressources goulots, les dispositifs anti-erreurs ou poka-yoke et la mthode 5S.
Le standard de travail
Le standard dcrit une rgle fixe pour dfinir un produit, une mthode de
travail ou une quantit produire. Sa mise en uvre est un lment majeur pour
construire la qualit puisquaucune amlioration nest possible sans standard. Le
standard est galement un outil de management : chaque fois quun dfaut est
dcouvert la premire question est de savoir si le standard est respect (Liker,
2004). Pour tre un guide utile, ils doivent tre conus et amliors par ceux qui
excutent le travail. Ce type de dmarche dimplication dans la formalisation des
standards vise amliorer lefficacit du travail en quipe.
Le principe dautonomation ou dauto-activation
Le concept dautonomation ou dauto-activation contribue llimination des
gaspillages en vitant la fabrication de produits de mauvaise qualit en fin de chane.
Selon Ohno, ce concept est le deuxime pilier fondamental sur lequel repose le TPS.
Chapitre 1 : cadre conceptuel de la recherche
36
La premire machine auto-active lorigine du concept dautonomation tait
une machine tisser invente par Toyoda (Ohno, 1988). Cette machine tait conue
pour sarrter instantanment en cas de pice dfectueuse. Ce concept a t conu
dans le cas o un oprateur travaillant simultanment sur plusieurs machines ne
sapercevrait pas dune anomalie. Cette technique permet ainsi didentifier
rapidement les dfauts pouvant survenir au cours de la production. Larrt de la
machine en cas danomalie favorise la recherche des causes de dysfonctionnements.
Le rapport A3
Le rapport A3 ou A3 report sur une feuille de format A3 (297 x 420
mm) est un outil conu par Toyota Motor Corporation permettant de guider
lutilisateur dans sa dmarche de rsolution de problmes. Cet outil est un processus
de collecte et danalyse des informations prcdant la ralisation dun plan dactions
damlioration (Liker, 2004) permettant :
- de faire apparatre tous les lments pouvant entraner des difficults et des
retards dans le flux de fabrication,
- dinclure toutes les personnes impliques dans la fabrication du produit,
- didentifier les premiers dysfonctionnements pour faciliter llaboration dun plan
dactions damlioration.
Bien utiliser les quipements goulots
Une bonne utilisation des ressources goulots du flux de fabrication,
ressources dont la capacit est infrieure aux besoins (Goldratt et Cox, 2006),
contribue la rduction des pertes de production et donc lamlioration du
rendement. La chasse aux dysfonctionnements doit tre privilgie sur ces ressources
puisqutant satures elles limitent lensemble du flux (Baglin et Capraro, 1999).
Les dispositifs anti-erreurs ou poka-yoke
La mthode poka-yoke est un dtrompeur permettant dviter ou de signaler
les erreurs en rendant celles-ci videntes. Cette mthode a t mise en uvre pour la
premire fois au dbut des annes 1960. Couronne de succs, elle fut ensuite reprise
par des entreprises japonaises mondialement connu comme Kubota, Matsushita ou
Toyota pour ne citer que celles-ci (Shingo, 1985). Le but de cette mthode est de
rduire le contrle statistique. En effet, le contrle statistique peut entraner une mise
Chapitre 1 : cadre conceptuel de la recherche
37
au rebut des produits appartenant un lot entranant une vrification de tous les
produits un par un pour ne pas tout mettre au rebut, il sen suit par consquent une
perte dargent non ngligeable.
Un autre point important de Shingo est de constater que le contrle statistique un
cot relativement lev sans apporter ncessairement damliorations sur les rsultats
de la production. Le fait dutiliser des systmes poka-yoke, ayant un prix drisoire,
permet un contrle de la production de tous les produits fabriqus de manire simple
et efficace et une rduction des dfauts. Le systme poka-yoke permet ainsi dviter
les erreurs (dorigine souvent humaine) ou de les reprer ds quelles ont t
commises.
La mthode 5 S
La mthode 5 S fait partie des pratiques fondamentales que doivent matriser
les entreprises. Le principe des 5 S est facile comprendre et sa mise en uvre ne
requiert ni savoir-faire particulier ni investissement financier important. Le 5 S est
labrviation de cinq mots japonais commenant par un S : Seiri, Seiton, Seiso,
Seiketsu, Shitsuke. La dfinition de chacun des termes est prsents ci-aprs (Cf.
Tableau 5).
5 S Dfinition Objectif
SEIRI Dbarras
Lutter contre laccumulation, enlever les lments
inutiles
SEITON Rangement
Amnager pour viter les pertes de temps et dnergie.
Une place pour chaque chose et chaque chose sa
place
SEISO Nettoyage
Respecter la propret. Le non respect de la propret
peut provoquer des anomalies
SEIKETSU Ordre Prvenir l'apparition de la salet et du dsordre
SHITSUKE Rigueur
Prenniser leffort accompli. Ncessite la prise
dhabitude et encourage la cration dun tat desprit
Tableau 5. Mthode 5 S
Chapitre 1 : cadre conceptuel de la recherche
38
b) Le flux pice pice et le systme andon
Le flux pice pice
Le flux pice pice consiste raliser une production par lot dune seule
unit. La cadence de production est dtermine laide dun rgulateur appel takt
time. Takt est un mot allemand qui signifie rythme ou compteur. Il permet de
synchroniser le rythme de la production sur celui des ventes. Le calcul du takt time
est ralis de la faon suivante :
jour par client du demande
jour par effect if t ravail de t emps
Takt t ime=
Quelques exemples davantages relatifs la mise en uvre du flux pice
pice sont prsents dans le tableau 6.
Avantages Exemples
Construit la qualit
Chaque oprateur est son propre contrleur qualit et s'efforce
de rsoudre tout problme ventuel son niveau avant de le
transmettre au processus suivant.
Le problme peut tre diagnostiqu et corrig immdiatement
Amlioration
de la flexibilit
Plus grande flexibilit lie une rduction des temps
d'coulement des pices et des temps de changements de sries
Rduction des cots
d'immobilisation des
stocks
La mise en uvre du flux pice pice engendre une
diminution des cots de stockage et des risques relatifs
l'obsolescence
Rduction de l'espace
utilis
La rduction des stocks gnre par la mise en place du flux
pice pice engendre une diminution de l'espace utilis pour
la production
Amlioration du
moral
Dans le flux pice pice, les oprateurs excutent plus
d'oprations valeur ajoute et voient immdiatement le
rsultat de leur travail induisant un sentiment de devoir
accompli et de fiert
Tableau 6. Exemples davantages lis la mise en uvre du flux pice pice
(adapt de Liker, 2004)
Le systme andon
Le systme andon est un signal dalarme qui sallume lorsque loprateur
appuie sur un bouton ou tire sur une corde dalerte. Ce systme permet loprateur
davertir rapidement les superviseurs de la prsence dun problme sur la chane de
production (Ohno, 1988). Cet outil de signalement du problme est au cur de la
Chapitre 1 : cadre conceptuel de la recherche
39
dmarche de rsolution de problmes, conduisant lintervention et la rectification
immdiate des dysfonctionnements.
c) La mthode 5 pourquoi
Cette mthode de rsolution de problmes, trs utilise chez Toyota, est un
outil efficace pour que chacun reste concentr sur le rsultat des problmes plutt
que sur la recherche du fautif . Cela consiste rpter cinq fois pourquoi pour
identifier la cause racine du problme. Un exemple danalyse des 5 pourquoi
extrait de lusine Toyota est prsent dans le Tableau 7.
Quel est le problme?
Arrt de la machine
Pourquoi ?
Parce qu'il s'est produit une surcharge, les
fusibles ont saut.
Pourquoi ?
Parce que la lubrification des coussinets tait
insuffisante.
Pourquoi ?
Parce que la pompe de graissage ne pompait
pas suffisamment.
Pourquoi ?
Parce que l'arbre de la pompe tait endommag
et vibrait.
Pourquoi ?
Parce qu'il n'y a pas de filtre, ce qui a entran
l'inclusion de dchets mtalliques.
Tableau 7. Exemple danalyse 5 pourquoi (Liker, 2004)
La recherche de la perfection par des amliorations radicales et progressives
Pour atteindre la perfection, chaque entreprise doit suivre simultanment des
dmarches damlioration radicales et progressives (Womack et al., 2005). Par
opposition lapproche Kaizen, dmarche lente, progressive et continue, les
approches de dploiement de politique (appel hoshin kanri au Japon) et de
reeingeniering sont des dmarches damlioration radicale.
Management Hoshin kanri : politique de modifications profondes
Hoshin Kanri, galement dsigne par management par perce, met laccent
sur une politique de modifications profondes et radicales. Gnralement utilis pour
la conduite stratgique de perce ou conduite proche du terrain, cette forme de
management permet de grer les changements profonds concernant, notamment,
Chapitre 1 : cadre conceptuel de la recherche
40
lamnagement des ateliers ou lorganisation des lignes de fabrication. Cette
dmarche organisationnelle se base notamment sur les principes suivants
(Shiba, 1995; Siebenborn, 2005) :
- Principe 1 : l'intgration verticale
Les objectifs du changement sont partags par l'ensemble des niveaux hirarchiques
de l'organisation, et cela de manire faire en sorte que les efforts qui seront mens
individuellement concourent la ralisation des objectifs cls de l'entreprise.
- Principe 2 : la coordination transversale
A chaque niveau hirarchique, les collaborateurs, toutes disciplines confondues,
dfinissent ensemble leurs propres objectifs et les moyens de les atteindre.
- Principe 3 : l'optimisation des niveaux
Chaque niveau se voit assigner des objectifs par le niveau suprieur, et ses rsultats
sont priodiquement contrls de faon orienter du mieux possible les actions vers
les objectifs cls de l'entreprise.
Cette approche facilite les changements rapides pouvant tre ncessaire pour
ragir un environnement volutif et permet de faire partager une vision stratgique
commune.
Le re-engineering : remise en cause fondamentale
Le Reengineering, aussi appel BPR (Business Process Reengineering) est
dfini comme une remise en cause fondamentale et une redfinition radicale des
processus oprationnels pour obtenir des gains spectaculaires dans les performances
critiques que constituent aujourdhui les cots, la qualit, le service et la ractivit
(Hammer et Champy, 1993). Cette approche consiste renoncer aux procdures
tablies et porter un regard nouveau sur le travail ncessaire pour crer un produit.
Les principes essentiels de cette approche sont les suivants :
- une rorganisation complte du processus,
- une division des tches afin den rduire le temps et les efforts,
- une approche fonde sur les processus,
- lutilisation de technologies de linformation pour intgrer ces processus.
Chapitre 1 : cadre conceptuel de la recherche
41
Le BPR est un processus reposant sur des amliorations radicales de performance
court terme qui sappuie galement sur une orientation client.
Ces deux types de dmarches, amlioration progressive et amlioration
radicale, apparemment opposes, comportent nanmoins des similitudes. Ainsi une
focalisation sur le client, une vision par processus et la mise en uvre dorganisation
globale sont prsentes dans ces deux approches (Molet, 2006). Ces deux approches
sont complmentaires dans la recherche de la perfection.
2.3.5. Le management visuel
Le concept Lean commun de management visuel repose sur lutilisation
dindications visuelles pour garantir le bon droulement des activits. Ainsi, regarder
le processus, une pice, une pile de stock, des informations ou un oprateur en train
dexcuter une tche permettent didentifier immdiatement le standard utilis et
lexistence possible dun cart (Liker, 2004). Les praticiens de la dmarche Lean
prconisent lemploi dinformations immdiatement visibles et connues de tous. Ces
derniers laissent peu de place aux systmes informatiss et aux analyses chiffres
(Houy, 2008).
Au sein des entreprises Lean, les outils de communication visuelle sont
nombreux. Par exemple, utilise de manire pertinente, la mthode 5 S peut faire
partie du processus de contrle visuel (Hirano, 1995). De la mme faon, la mthode
Kanban qui permet didentifier les quantits produire pour grer au mieux les
stocks et la production repose sur lutilisation dtiquettes ou bacs. Un autre outil
participant au management visuel est le systme andon, signal visuel ou sonore ayant
pour but davertir le superviseur en cas de dysfonctionnement sur la ligne de
production. Par ailleurs, les panneaux daffichage sur lesquels sont visualiss un
ensemble dindicateurs (indicateurs de performance, objectifs de production,
suggestions damlioration ou rapport A3) sont autant dexemples de moyens de
communication visuelle. Il est important de garder lesprit que le contrle visuel ne
se limite pas lidentification des carts par rapport aux objectifs mais fait partie
intgrante du processus de travail.
Chapitre 1 : cadre conceptuel de la recherche
42
2.3.6. Le management des hommes
Le dernier concept Lean commun identifi est le management des hommes
regroupant notamment les principes de travail en quipe et de multifonction des
quipes. Ohno souligne limportance du travail dquipe en se rfrant au sport
dquipe, dans lequel chaque joueur a un poste et une responsabilit associe mais
participe au jeu du groupe pour pouvoir gagner. Le jeu individuel prend tout son
intrt lorsquil participe au jeu de groupe. Il en est de mme dans lentreprise o
chaque personne ne doit pas rester cantonne sa tche mais doit galement
sintresser lensemble de lentreprise. Les diffrents types de management sont
rpartis en quatre catgories (Cf. Figure 5).
C
e
n
t
r
s
u
r
l
e
s
t
c
h
e
s
Mode participatif
Mode directif Mode dlgatif
Mode persuasif
Centr sur les relations
Dirigeant bureaucratique
suivez les rgles!
Adjudant-chef
voil ce quil faut faire et la
manire de faire- excution!
Animateur de groupe
vous tes responsable!
Promoteur de lapprentissage
voici votre objectif et
votre direction- je guiderai
et aiderai
Botton up
(dveloppement)
Top down
(directives)
C
e
n
t
r
s
u
r
l
e
s
t
c
h
e
s
Mode participatif
Mode directif Mode dlgatif
Mode persuasif
Centr sur les relations
Dirigeant bureaucratique
suivez les rgles!
Adjudant-chef
voil ce quil faut faire et la
manire de faire- excution!
Animateur de groupe
vous tes responsable!
Promoteur de lapprentissage
voici votre objectif et
votre direction- je guiderai
et aiderai
Botton up
(dveloppement)
Top down
(directives)
Figure 5. Types de management (adapt de Liker, 2004)
Le promoteur de lapprentissage qui associe une connaissance approfondie du travail
et la capacit dvelopper, guider et motiver les gens est respect pour ses
comptences techniques et suivi pour sa capacit de leadership. Ce mode de
management de type participatif sera prfr pour la russite dune approche Lean
(Liker, 2004).
Chapitre 1 : cadre conceptuel de la recherche
43
Finalement, un des fondements de la russite de lapproche Lean est
lexistence dune culture dentreprise Lean qui rgit les comportements de chacun.
Le systme Lean est une philosophie qui doit tre partage par tous (Liker, 2004;
Womack et Jones, 2005). Sans une implication du personnel aucun des principes
Lean ne peut tre correctement appliqu.
Pour conclure, lensemble des concepts Lean (limination des gaspillages,
juste temps, qualit, amlioration continue, management visuel et management des
hommes) sont troitement lis. Tous ces concepts cooprent vers latteinte dun
double objectif : amlioration de la performance industrielle et rduction des cots.
Chapitre 1 : cadre conceptuel de la recherche
44
3. Dploiement du Lean : enjeux et limites
Au cours de ces dix dernires annes, un nombre croissant d'entreprises a mis
en place le systme Lean. Cette approche est ainsi devenue un objectif stratgique
majeur des dirigeants dentreprises. Dans la littrature, diffrentes dmarches de la
mise en uvre du Lean sont proposes pour amliorer le plus rapidement possible la
performance.
La relation entre lapplication des concepts Lean et la performance des
entreprises a galement fait lobjet de nombreux travaux dont nous prsentons les
principales conclusions.
3.1. Comment mettre en uvre le Lean ?
Toute entreprise dsireuse de mettre en place une dmarche Lean est, tout
dabord, confronte au dilemme suivant : faut-il mettre en place les diffrents
concepts phares du Lean de faon squentielle ou simultane ?
Plusieurs auteurs se sont intresss lordre de mise en place des concepts
Lean pour optimiser lapplication de cette dmarche, mais les rsultats sont parfois
contradictoires (hlstrm, 1998; Melton, 2005; Womack et Jones., 2005; Rivera et
Chen, 2007; Alaron et al., 2008). Ainsi, il a t propos de dbuter la mise en uvre
du Lean soit par une phase de collecte des donnes (Melton, 2005), soit par une
phase danalyse avec le dveloppement dune cartographie de chane de valeur
(Alaron et al., 2008), soit par le principe de zro dfaut (hlstrm, 1998).
Par ailleurs, la mise en place de la dmarche Lean nest pas toujours aise
selon lentreprise concerne. Pendant la phase de dploiement de la dmarche, une
rticence des employs peut tre rencontre au sein de lentreprise (Baglin et
Capraro, 1999; Alaron et al., 2008; Houy, 2008). En effet, toute dmarche de
progrs initie tend naturellement susciter la mfiance du personnel. Pour palier
ces rsistances, il est important de faire participer lensemble du personnel ds le
dbut de la mise en uvre (Baglin et Capraro, 1999). Ainsi, il a t conseill dinitier
la dmarche par une phase de changement des attitudes des employs (Roos, 1990).
Chapitre 1 : cadre conceptuel de la recherche
45
De plus, la mise en uvre de lapproche Lean ne doit pas tre considre
comme un ensemble doutils ou de principes indpendants mais comme un systme.
Ainsi, Womack et Jones, suggrent une mise en place en parallle de certains
principes (Womack et Jones, 2005). La dmarche Lean se dfinit comme une
approche globale, dont les principaux lments qui la composent sont en interaction.
Par exemple, le diagnostic nest rien sans un plan daction ralisable qui, lui-mme,
naurait aucun impact sans une formation approprie du personnel (Baglin et
Capraro, 1999). Cette vision de limplmentation du Lean est partage par dautres
auteurs (Koskela, 2004; Doolen et Hacker, 2005; Hicks, 2007).
Face ces diffrents rsultats sur lesquels nous reviendrons plus en dtail (Cf.
Chapitre 3, partie 1), il est difficile didentifier un standard de la mise en uvre du
Lean.
3.2. Impact de la dmarche Lean sur la performance
industrielle
Les tudes traitant de limpact du Lean sur la performance sont nombreuses
(Saaty, 1996; Baglin et Capraro, 1999; Cua et al., 2001; Cagliano et al, 2004; De
Treville et Antonakis, 2006; Abdulmalek et Rajgopol, 2007; Rivera et Chen, 2007;
Shah et Ward, 2007). Nous prsentons dans cette partie les impacts positifs et
ngatifs voqus par ces diffrents auteurs.
3.2.1. Impacts positifs de la dmarche Lean
Les bnfices du Lean conduisant lamlioration de la performance sont
multiples. Ces bnfices peuvent tre classs en trois catgories : oprationnelle,
administrative et stratgique (Kilpatrick, 2003).
Comme espr, dun point de vue oprationnel, les impacts les plus
importants de lapproche Lean sont la rduction des stocks, laugmentation de la
productivit et la rduction des cots de fabrication (Baglin et Capraro, 1999; Arbos,
2002; Kilpatrick, 2003; Shah et Ward, 2003; Melton, 2005; Dickson et al., 2009;
Demeter et Matyusz, 2010). Ainsi, une tude mene dans 40 entreprises a mis en
Chapitre 1 : cadre conceptuel de la recherche
46
vidence une augmentation moyenne de la productivit de 50% et une rduction
moyenne des stocks de 80% (Kilpatrick, 2003; Cf. Tableaux 6 et 7). Dautres
impacts oprationnels ont t rapports tels quune rduction du temps de cycle
(Kilpatrick, 2003; Shah et Ward, 2003; Melton, 2005; Demeter et Matyusz, 2010)
une amlioration de la rotation des stocks (Demeter et Matyusz, 2010), une rduction
de lespace utilis (Kilpatrick, 2003) et une rduction des temps de changements de
srie pouvant atteindre 70% (Baglin et Capraro, 1999) (Cf. Tableaux 6 et 7). Ces
bnfices ont t observs tant dans des grandes entreprises (GE) que dans des
petites et moyennes entreprises (PME) (Baglin et Caprao, 1999; Kilpatrick, 2003;
Shah et Ward, 2003; Demeter et Matyusz, 2010), ainsi que dans de nombreux
secteurs dactivits jusque dans les services (Dickson et al., 2009).
La dmarche Lean engendre galement des gains au niveau administratif.
Une rduction des erreurs de commande ainsi que du nombre de documents
administratifs ont t souligns (Kilpatrick, 2003). De la mme faon, une
augmentation de 25% de la prcision des commandes clients en terme de qualit et
de livraison a t note (Melton, 2005).
Dun point de vue stratgique, une augmentation du volume des ventes
pouvant atteindre plus de 20% a t observe suite la mise en uvre du Lean
(Baglin et Capraro, 1999; Kilpatrick, 2003). De manire similaire, dans le secteur
particulier dun service hospitalier, Dickson a montr une augmentation du nombre
de patients vus grce la rduction du temps de sjour moyen des patients (Dickson
et al., 2009). Une amlioration du taux de service a galement t souligne suite au
dploiement du Lean dans des PME franaises (Baglin et Capraro, 1999).
Par ailleurs, il faut galement remarquer que les bnfices gnrs par le
Lean ne se limitent pas lamlioration de la performance oprationnelle, stratgique
et administrative. En effet, plusieurs tudes ont identifi des impacts positifs du
systme Lean sur le personnel. Par exemple, la mise en uvre du Lean gnre une
amlioration de la motivation du personnel (Baglin et Capraro, 1999; De Treville et
Antonakis, 2006). Saurin et Ferreira ont galement observ une amlioration des
conditions de travail aprs la mise en place de la dmarche Lean dans un grand
groupe amricain du secteur automobile (Saurin et Ferreira, 2009). De plus, la
Chapitre 1 : cadre conceptuel de la recherche
47
production Lean peut induire une augmentation des comptences puisque, par
exemple, le personnel participant la rsolution de problmes, reoit une formation,
et dans une moindre mesure varie ses activits (De Treville et Antonakis, 2006). La
mise en uvre du Lean dans les PME Rhnalpines a galement permis damliorer la
polyvalence du personnel (Baglin et Capraro, 1999).
Enfin, le dploiement de la dmarche Lean dans un service hospitalier a
permis damliorer la satisfaction des patients (Dickson et al., 2009). Celle-ci
sapparente la satisfaction des clients dans le secteur priv (Cf. Tableaux 8 et 9).
Auteurs 1 2 3 4 5 6 7
Champ
d'tude
66
entreprises
40
entreprises
1748
entreprises
Revue de
littrature
1 hpital 1 entreprise
330
entreprises
Taille des
entreprises
PME
PME et
GE
PME et GE Non Trait
Service
accueillant
37 000
patients
GE (2200
salaris)
159 PME et
171 GE
Secteur
d'activit
Secteurs
d'activits
divers
(Chimie,
ameublement,
mtallurgie,
textile, etc.)
Multiples
secteurs
d'activit
Multiples
secteurs
d'activit
Production
Secteur
hospitalier
public
Automobile
Multiples
secteurs
d'activit
Secteur
gographique
France Etats-Unis Etats-Unis Non Trait Etats-Unis Etats-Unis
Multiples
secteurs
gographiques
Mthodologie
Evaluation
des gains
aprs la mise
en place d'un
programme
collectif
centr sur le
Lean nomm
PPJ
(Production
au plus Plus
Juste)
Evaluation
des gains
aprs la
mise en
place du
Lean
Evaluation de
l'impact de 22
pratiques
Lean
sur la
performance
oprationnelle
(5 ans
d'observation)
Etude de la
relation
thorique
entre les
caractristiques
des emplois et
la
motivation
dans la
production
Lean
Application
d'une
cartographie
de chane de
valeur
Entretiens
semi-directifs,
questionnaires
et
observations
330
entreprises
"Lean"
compares
280
entreprises
"non Lean"
Tableau 8. Exemples dtudes traitant de limpact du Lean sur la performance
(1) Baglin et Capraro, 1999 ; (2) Kilpatrick, 2003 ; (3) Shah et Ward, 2003 ; (4) De Treville
et Antonakis, 2006 ; (5) Dickson et al., 2009 ; (6) Saurin et Ferreira, 2009 ; (7) Demeter et Matyusz,
2010
Auteurs 1 2 3 4 5 6 7
Amlioration de la rotation des stocks
X
Rduction des stocks d'encours
X X
Rduction des cots de retouche/ reprise
X
Chapitre 1 : cadre conceptuel de la recherche
48
Rduction des temps de cycle
X X
Amlioration du rendement de la production
X X
Amlioration de la productivit de la main
d'uvre
X X X
Rduction des cots unitaires de fabrication
X
Rduction des dlais de fabrication
X
Amlioration des conditions de travail/ ergonomie
X
X
Amlioration de la motivation du personnel
X X
Amlioration de la circulation des patients
X
Rduction de la longueur de sjour des patients
X
Amlioration de la satisfaction des patients
X
Amlioration de la qualit
X
Rduction de l'espace utilis
X
Rduction des erreurs de commande
X
Rduction des formalits administratives
X
Rduction des temps de changements de srie
X
Augmentation du Chiffre d'Affaires
X
Accroissement de la polyvalence du personnel
X
Amlioration du taux de service
X
Amlioration de la relation client-fournisseur
X
Tableau 9. Exemples dimpacts du systme Lean sur la performance
(1) Baglin et Capraro, 1999 ; (2) Kilpatrick, 2003 ; (3) Shah et Ward, 2003 ; (4) De Treville
et Antonakis, 2006 ; (5) Dickson et al., 2009 ; (6) Saurin et Ferreira, 2009 ; (7) Demeter et Matyusz,
2010
3.2.2. Impacts ngatifs de la dmarche Lean
A contrario, certains travaux ont relev des impacts ngatifs gnrs par les
pratiques Lean tels que laugmentation du stress du personnel (Cusumano, 1994;
Baglin et Capraro, 1999; Landsbergis et al, 1999). Cependant, ces rsultats doivent
tre nuancs. En effet, une tude multi-site ralise auprs de 1300 personnes na mis
en vidence aucune relation entre le niveau dapplication des pratiques Lean et le
niveau de stress du personnel (Conti et al., 2006) ; laugmentation du stress constate
dans les entreprises engages dans une dmarche Lean serait plus le reflet de
limpact des choix managriaux que de lapplication du Lean proprement dit (Conti
et al., 2006).
Nanmoins, une augmentation de la charge de travail gnre par la mise en
uvre de la dmarche a t souligne plusieurs reprises (Cusumano, 1994; Baglin
Chapitre 1 : cadre conceptuel de la recherche
49
et Caprao, 1999; Landsbergis et al, 1999). Dans certains cas, la dmarche Lean
perue ngativement dans un premier temps stait rvle terme positif, car son
droulement a prouv que lentreprise tait capable de sorganiser diffremment,
sans moyen supplmentaire (Baglin et Capraro, 1999).
3.2.3. La dmarche Lean fournit-elle toujours les rsultats esprs ?
Les objectifs majeurs de la dmarche Lean, c'est--dire une rduction des
cots et une limination des gaspillages, sont gnralement atteints. Des bnfices
humains sont galement observs.
Cependant, les entreprises nobtiennent pas toujours les rsultats esprs.
Tout dabord, plusieurs checs de mise en uvre de la dmarche Lean ont t
voqus. De plus, il existe une variabilit importante des impacts du Lean dune
entreprise lautre. Ainsi, une tude mene auprs de 77 entreprises du Chili ayant
particip la mise en place dun mme programme Lean a permis didentifier les
principales difficults rencontres ainsi que les causes pouvant expliquer ces
diffrences (Alaron et al., 2008). Selon les participants ce projet, la principale
barrire au dploiement de la dmarche Lean a t le manque de temps allou pour
limplmentation du nouveau projet, ainsi quun manque de formation et des
problmes dorganisation. Le manque dautocritique du personnel, ncessaire la
recherche dactions damlioration, a galement t soulign (Alaron et al., 2008).
Enfin, ces disparits pourraient galement tre lies aux spcificits du contexte dans
lequel lapproche Lean est dploye.
En dernier lieu, des difficults de prennisation ont galement t voqus
dans plusieurs tudes (Baglin et Capraro, 1999; Real et al., 2010). Cest pourquoi il
est ncessaire de prconiser une logique dobligation de rsultat et de prennisation
ds le dbut du dploiement de la dmarche Lean (Baglin et Capraro, 1999). Nous
reviendrons plus en dtail sur cet aspect (Cf. Chapitre 1. partie. 4.2.2).
Chapitre 1 : cadre conceptuel de la recherche
50
4. Le ple de comptitivit Arve Industries Haute-
Savoie Mont-Blanc : un systme productif localis
Dans cette thse, nous nous sommes particulirement intresss aux
entreprises du ple de comptitivit Arve Industries Haute-Savoie Mont-blanc
situes dans la valle de lArve
2
. De nombreuses entreprises du ple ont tent
dappliquer la dmarche Lean. Nous prsentons le systme productif particulier de
cette rgion puis les retours dexprience issus de lapplication des pratiques Lean au
sein des entreprises membres du ple.
4.1 Prsentation du ple de comptitivit Arve Industries
Haute-Savoie Mont-Blanc
Le ple de comptitivit Arve Industries est situ dans la Valle de lArve,
valle compose dentreprises de sous-traitance constituant un systme productif
localis (Technic Valley) (Cf. www. Arve-industries.fr). Pour la Dlgation
l'Amnagement du Territoire et l'Action Rgionale Franais, un systme productif
localis correspond une organisation productive particulire, localise sur un
territoire correspondant gnralement un bassin d'emploi. Cette organisation
fonctionne comme un rseau d'interdpendances constitues d'units productives
ayant des activits similaires ou complmentaires qui se divisent le travail (Guizzi,
2005).
Le systme productif localis de la Valle de lArve est n dune tradition
artisanale datant du dbut du 18me sicle. Jusquen 1948, son secteur dactivit
principal tait lhorlogerie. Cependant, ds 1914, la valle de lArve sest
progressivement reconvertie en un centre mondial du dcolletage cest--dire de
lusinage des pices mcaniques de tout type partir de matriaux essentiellement
mtalliques. Aujourdhui, avec un chiffre daffaires denviron 1600 millions deuros,
2
Les termes ple, ple de comptitivit ou ple de comptitivit Arve Industries seront galement
utiliss au cours de la thse.
Chapitre 1 : cadre conceptuel de la recherche
51
le dcolletage franais reprsente prs de 5 % du chiffre daffaires de la sous-
traitance franaise. Cette concentration gographique est une des caractristiques de
ce secteur. En effet, la Valle de lArve reprsente plus de 60% du chiffre daffaires
du dcolletage franais et est considre comme la capitale mondiale du dcolletage.
Pour maintenir lattractivit de ce rseau, un ple de comptitivit nomm
Arve Industries Haute-Savoie Mont-Blanc a t cr en 2006. La majorit des
entreprises le composant est situe dans la zone gographique du systme productif
localis de la Valle de lArve (Bocquet et Mothe, 2009). Aujourdhui, Arve
Industries regroupe des centres de recherche, des centres de formations, des
associations et 225 entreprises dont 90% dentre-elles sont des PME (Cf. Tableau
10). La plupart de ces entreprises sont des sous-traitants spcialiss dans le
dcolletage et la mcanique de prcision.
Secteurs dactivit
dominant
Dcolletage et mcanique de
prcision
Nombre total
d'entreprises
225
Proportion de PME 90% (185 sur 225)
Nature du ple National
Prsence dun
systme productif
localis
Technic Valley
Rang dans la chane
logistique (pour la
majorit)
Sous-traitance
Performance
collective
120 projets et actions
collectives
Nature de la
gouvernance
Gouvernance territoriale
Centres de recherche
10 centres de recherche
dont lEcole Polytechnique Fdrale de Lausanne, le CERN (Organisation
Europenne pour la Recherche Nuclaire), le CETIM (Centre Technique des
Industries Mcanique) et le CTDEC (Centre Technique de lindustrie de
Dcolletage)
Centres de formation
12 centres de formation
dont le Centre Technique de lindustrie de Dcolletage, lUniversit de
Savoie, le Centre de Formation des Apprentis de lIndustrie (CFAI)
Autres partenaires
32 partenaires
dont lassociation THESAME (centre europen dentreprises et dinnovation),
le Syndicat National du Dcolletage (SNDEC), lAgence Economique de
dveloppement (AED), la Chambre de Commerce et dIndustries de Haute-
Savoie, le Conseil Gnral, la Rgion Rhne-Alpes et ltat
Tableau 10. Composition du ple de comptitivit Arve Industries
(adapt de Bocquet et Mothe, 2009)
Chapitre 1 : cadre conceptuel de la recherche
52
Les entreprises du ple produisent pour divers secteurs dactivits dont
lautomobile, l'aronautique, la tlphonie et le secteur mdical. Le label Ple de
comptitivit constitue une opportunit de dveloppement de stratgie commune
et de partenariats approfondis entres ses multiples acteurs.
4.2 Le Lean dans les entreprises de la valle de lArve :
retours dexpriences sur sept annes de pratiques
La dmarche Lean a suscit un vif intrt au sein des entreprises de la valle
de lArve. Des programmes daccompagnement collectifs centrs sur le Lean (Baglin
et Capraro, 1999) ont ainsi t dvelopps et mis en uvre dans la rgion Rhne-
Alpes, programmes nomms PPJ/ALP (Production au Plus Juste/Amlioration de La
Performance) ou Lean production . Dans la valle de lArve, prs de 80 PME ont
t accompagnes pour la mise en uvre de ce dispositif dont nous prsentons ci-
dessous les principaux retours dexpriences.
4.2.1. Prsentation des programmes PPJ/ALP
Les programmes PPJ/ALP ont t initis conjointement en 1996 par
CEFORALP, organisme spcialis dans le pilotage et laccompagnement de projet en
rgion Rhne Alpes, AMMA (union des entreprises mtallurgiques) en Pimont et
UDIMEC (union des entreprises mtallurgiques, mcaniques et connexes) dans
lIsre. Ces programmes ont fourni aux entreprises une mthodologie de travail
structurante et rigoureuse centre sur les principes de la dmarche Lean. Avec laide
de consultants et dexperts dlgus dans chaque entreprise, des plans dactions ont
t mis en uvre. Ces programmes sappuient sur les concepts fondamentaux de la
dmarche Lean, dont lapplication des principes du juste temps et des flux tendus
non seulement lintrieur mais aussi en amont et en aval de lentreprise,
lapplication du management de la qualit totale en allouant aux oprateurs la
responsabilit de lassurance qualit et de la rsolution de problmes, et llimination
des oprations sans valeur ajoute (Baglin et Capraro, 1999).
Ces plans dactions dune dure de douze mois se sont rpartis en cinq tapes
successives (Baglin et Capraro, 1999) :
Chapitre 1 : cadre conceptuel de la recherche
53
- le diagnostic gnral permettant didentifier le contexte dans lequel sinscrit
la stratgie industrielle de lentreprise,
- le diagnostic dtaill qui porte sur une fonction de lentreprise (exemple :
lentretien), ou sur un facteur de cot (exemple : les achats) ou sur un type
dactivit (exemple : les temps de changement de srie),
- la synthse de diagnostic qui a pour objectif de structurer, hirarchiser et
choisir les plans dactions les plus appropris,
- llaboration des plans dactions et leur mise en uvre qui reprsentent la
matrialisation de la dmarche ncessaire latteinte des rsultats souhaits,
- le bilan.
Pour dployer ce programme, 14 demi-journes de conseil en entreprise, 30 journes-
hommes de formation et 3 sminaires interentreprises sont proposs.
Lidentification des problmatiques des entreprises accompagnes a permis de
mettre en vidence deux profils distincts (Real et al., 2010) :
- les entreprises dont les problmatiques relvent de proccupations de type
Lean illustres par des carences en termes de dlais, de stocks, de flux, de
changement de srie et de qualit,
- les entreprises dont les problmatiques sont principalement relatives aux
relations humaines et la circulation de linformation.
Pour rpondre ces problmatiques, les principaux plans dactions des programmes
PPJ/ALP, reprenant les valeurs fondamentales du Lean, ont engag ces entreprises
dans des actions de type : rduction des stocks, SMED, 5S, lissage de la production
ou planification.
Les programmes PPJ/ALP sont ainsi apparus comme une porte dentre de la
dmarche Lean pour les PME.
Chapitre 1 : cadre conceptuel de la recherche
54
4.2.2. Retours dexpriences des programmes PPJ/ALP
Une tude rcente sest intresse aux atouts et faiblesses des programmes
PPJ/ALP mens dans des PME de la valle de lArve (Real et al., 2010).
Cette enqute a tout dabord mis en avant les facteurs clefs de russite des
actions mises en uvre. Des entretiens semi-directifs mens auprs dexperts Lean
du programme PPJ/ALP ont permis de montrer que limplication forte de la direction
tait une condition essentielle leur russite. Comme soulign prcdemment dans
ltude dAlaron, une des conditions de russite la mise en place et la
prennisation du Lean serait la disponibilit des pilotes Lean et des quipes
concernes par les plans daction (Alaron et al., 2008; Real et al., 2010). Un
objectif bien fix en termes de rsultats attendus et un bon point de dpart sont
galement considrs comme des pralables ncessaires au succs des programmes
PPJ/ALP (Baglin et Caprato, 1999; Real et al., 2010).
Lorsque ces conditions de russite sont remplies, des rsultats positifs suite au
dploiement des concepts Lean dans des PME de la sous-traitance mcanique ont t
observs. De plus, le systme Lean semble tre une dmarche adapte aux
problmatiques de comptitivit des entreprises cibles.
Cependant, des difficults de mise en place des programmes PPJ/ALP ont t
montres. La difficult majeure rapporte par cette enqute est le manque de
prennisation des actions mises en uvre. En effet, il est difficile pour une PME, de
disposer dune ressource interne ddie la mise en place du Lean et son maintien.
Daprs les consultants interrogs, les dirigeants ne sont pas assez exigeants et
abandonnent le suivi sur le terrain des actions une fois que les ressources dlivres
par le dispositif PPJ/ALP (consultants) ne sont plus prsentes (Real et al., 2010).
Certains consultants ont galement soulign que la complexit du vocabulaire
Lean employ pouvait tre un frein la mise en place du programme. Une
clarification de chaque terme Lean doit tre ralise au pralable auprs de
lensemble du personnel.
Une autre difficult constate lors de la mise en uvre des pratiques Lean
concernait la pression et la tension que le dploiement dune nouvelle dmarche
faisait peser sur les ressources humaines. Ce rsultat est en accord avec dautres
Chapitre 1 : cadre conceptuel de la recherche
55
auteurs ayant tudi les consquences dun rythme de travail plus intense et du stress
sur la sant des travailleurs dans le cadre du dploiement de la dmarche Lean
(Landsbergis et al., 1999). Nanmoins, comme prcdemment expliqu, il est
difficile daffirmer catgoriquement que laugmentation du stress est la consquence
unique du Lean et non des choix managriaux (Conti et al., 2006).
4.2.3. Rsultats mitigs des programmes PPJ/ALP
Les PME participants aux programmes PPJ/ALP ont bnfici dun
accompagnement important dans leur dmarche et tout au court de chacun des
changements engendrs pendant un an. Malgr cet accompagnement particulier, des
rsultats mitigs ont t montr sept annes aprs la mise en place de cette dmarche
(Real et al., 2010).
Ces rsultats nous amnent rflchir leurs causes possibles. Pourquoi un
mme programme dimplmentation de la dmarche Lean conduit-il soit
lobtention de rsultats spectaculaires, soit labandon des actions mises en place ?
Lorigine de ces diffrences est trs certainement multiple, tout dabord elle pourrait
tre culturelle. Comment mettre en place une culture industrielle forte ? Est-ce plus
difficile raliser suivant le secteur dactivit ?
La plupart des experts du Lean font lhypothse dune mauvaise
comprhension des pratiques Lean par les entreprises (Ball, 2004). Ce constat peut
tre, en partie, expliqu par lexistence de dfinitions du Lean varies selon les
auteurs. En effet, les retours dexpriences des programmes PPJ/ALP avaient mis en
exergue le fait que chaque consultant possdait sa propre reprsentation du Lean et
insistait sur des leviers daction diffrents (Real et al., 2010). Cette disparit pourrait
galement tre explique par des difficults de mise en uvre de la dmarche. Un
exemple de concept Lean difficile mettre en uvre dans les PME est celui relatif
lamlioration continue. Le dploiement de ce concept induit une remise en cause
constante des lments tablis.
Des difficults de transfert de la dmarche peuvent galement freiner la
russite du Lean. Ainsi, il a dores et dj t montr que les entreprises occidentales
Chapitre 1 : cadre conceptuel de la recherche
56
avaient des difficults adopter la culture organisationnelle et la mentalit ncessaire
la mise en uvre du Lean (Herron et Hicks, 2008). Le transfert de la dmarche
devrait prendre en compte les diffrences de cultures, de socit et dhistoire
(Lillrank, 1995).
Enfin, une difficult majeure concerne la prennisation des actions mises en
uvre (Real et al., 2010). Un manque dimplication de lencadrement intermdiaire
et du top management pourrait tre lorigine de ces checs (Real et al., 2010).
Chapitre 1 : cadre conceptuel de la recherche
57
5. Objectifs de travail et thmatiques de recherche
Dans ce travail de thse, nous avons souhait approfondir lapplication de la
dmarche Lean dans les entreprises du ple de comptitivit Arve Industries Haute-
Savoie Mont-Blanc o les PME occupent une place prpondrante.
Les grandes mutations industrielles ont conduit les entreprises rechercher
une dmarche de production rpondant aux nouveaux objectifs de comptitivit. A
lheure actuelle, lapproche Lean semble tre la solution idale lamlioration de la
performance. En effet, les rsultats impressionnants de cette dmarche en termes
daugmentation de la productivit, de rduction des cots et des dlais ont suscit un
vif intrt des PME.
Depuis la fin des annes 1990, les entreprises du ple de comptitivit
dsireuses daccrotre leur performance se sont tournes vers le systme Lean. Ainsi,
ces PME ont particip des programmes collectifs centrs sur le Lean : les
dispositifs PPJ et ALP (Production au Plus Juste/ Amlioration de La Performance)
(Baglin et Capraro, 1999; Real et al., 2010). Cependant, comme prcdemment
remarqu, les entreprises mettant en uvre la dmarche Lean nobtiennent pas
toujours les rsultats escompts (Houy, 2008). Plusieurs freins ont t voqus
soulignant notamment des difficults de transferts de la dmarche (Herron et Hicks,
2008). Les spcificits locales relatives lhistoire, la situation gographique et les
aspects techniques et organisationnels des entreprises du ple pourraient jouer un
rle prpondrant dans les checs de lapplication du Lean.
Tout dabord, nous avons souhait tablir le profil Lean de ces entreprises
afin didentifier les carts entre leur fonctionnement rel et les valeurs fondamentales
du systme Lean.
Les carts jugs pertinents nous ont ensuite amens proposer de nouvelles
mthodes adaptes aux spcificits locales. En effet, lapproche Lean doit ncessiter
des adaptations, une appropriation voire mme des ajustements de ses concepts au
sein des PME du ple de comptitivit.
Le faible nombre dentreprises atteignant un niveau Lean lev nous a
conduits, en premier lieu, rechercher un standard de dploiement de la dmarche
Chapitre 1 : cadre conceptuel de la recherche
58
Lean favorisant la russite de mise en uvre des pratiques Lean. Cette tude vise
lidentification des antriorits existantes entre les pratiques.
Une faible application des mthodes de rsolution de problmes a t
constate. Compte tenu de la simplicit apparente des mthodes de rsolution de
problmes, notre hypothse est que leur faible application serait le reflet dun
manque de sollicitation de la structure managriale. Pour rpondre cette lacune,
nous avons propos une dmarche de management favorisant la mise en uvre des
mthodes de rsolution de problmes et de faon plus gnrale la mise en
mouvement de lentreprise et de son organisation.
Des difficults dapplication de loutil VSM dans le cadre dune dmarche
doptimisation des flux de production ont galement t observes au sein des
entreprises du ple. Ce rsultat nous a amen tudier une application russie
doptimisation des flux de production dans une PME du ple. Cette tude vise
lidentification des facteurs clefs de succs et des potentiels freins pouvant exister.
De plus, la premire question que pose le dploiement dune VSM est celle
du choix du flux de production optimiser. Pour rpondre cette problmatique,
nous proposons didentifier les ressources prioritaires impactant le plus la
performance partir dune approche multicritres. Cette dmarche devrait permettre
daider les entreprises prioriser les actions damliorations.
Finalement, face la faible application des principes relatifs au juste temps
dans les PME du ple de comptitivit, nous avons dsir dvelopper un modle
daide la dcision. Ce modle a pour objectif didentifier la pertinence de la faible
application des principes relatifs au juste temps.
Ce travail sinscrit dans les thmatiques doptimisation de la performance
industrielle (optimisation de la quantit optimale produire, des flux de production et
du management de progrs), de la prise en considration de spcificits locales
(PME, sous-traitance, secteur du dcolletage, forte concurrence) et de la
comprhension des difficults dorganisation de la production.
59
CHAPITRE 2. NIVEAU DE MATURITE
LEAN
Chapitre 2 : niveau de maturit Lean
60
1. Introduction
Aprs avoir montr dans le premier chapitre lintrt de la dmarche Lean et
les limites que suscitent ses applications, nous nous sommes intresss, de faon plus
formelle, lvaluation du profil Lean des entreprises du ple. Lobjectif de ce
chapitre est tout dabord dtablir une cartographie de lapplication des diffrentes
pratiques Lean.
Pour ce faire, la dmarche que nous avons retenue est llaboration dun
questionnaire dauto-valuation du niveau dintgration de la dmarche Lean.
Linterrogation de 44 entreprises du ple de comptitivit Arve Industries Haute-
Savoie Mont-Blanc est reprsentative, en termes de taille et de chiffre daffaires, des
300 entreprises constituantes du ple. Cette tude a fait lobjet dune publication
dans le International Journal of Rapid manufacturing dans un numro spcial
consacr au Lean (Lyonnet et al., 2010a).
Le profil Lean observ dans les entreprises du ple correspond
essentiellement celui de PME de dernier rang dans la chane logistique. Les
grandes entreprises, non membres du ple, donneuses dordre et sous-traitants de
rang 1, ont-elles le mme profil Lean ? Pour rpondre cette problmatique, nous
avons ainsi tabli le profil Lean de 50 entreprises supplmentaires non membres du
ple puis nous avons compar leur profil celui des entreprises du ple.
Compte tenu des spcificits locales des entreprises du ple de comptitivit
Arve Industrie et des diffrences de rsultats pouvant exister suite au dploiement de
la dmarche Lean (Alaron et al., 2008; Real et al., 2010), nous cherchons vrifier
quil existe :
- une application de certaines pratiques Lean qui reste faible pouvant tre
explique par la typologie des entreprises
- diffrents profils dintgration de la dmarche Lean parmi les entreprises du
ple. Ceci serait susceptible de se traduire par lexistence de sous-groupes
dentreprises prsentant le mme niveau de maturit Lean.
Chapitre 2 : niveau de maturit Lean
61
- une synergie entre plusieurs pratiques Lean. Nous attendons la mise en
vidence de corrlations positives entre lapplication des diffrentes
pratiques.
- une diffrence de niveau dintgration des pratiques Lean selon la typologie
de lentreprise. Ceci devrait se reflter dans lexistence de disparits du
niveau de maturit Lean entre le groupe majoritairement constitu de PME et
de sous-traitants de dernier rang (entreprises du ple de comptitivit) et celui
compos principalement de donneurs dordres ou de sous-traitant de rang 1.
Chapitre 2 : niveau de maturit Lean
62
2. Mthode dvaluation du niveau de maturit Lean
des entreprises
2.1. Questionnaire dvaluation
Pour valuer le niveau dintgration de la dmarche Lean dans une entreprise,
nous avons labor un questionnaire autour des six concepts Lean communs
identifis prcdemment (Cf. Chapitre 1, partie 2.2). Au total, 20 pratiques Lean
regroupes parmi les six concepts Lean communs sont values (Cf. Tableau 1).
Concepts Lean N Pratiques
Juste
temps
1 Flux tir
2 Gestion des stocks en fonction de la demande
3 Equilibrage de la charge
4 Flux pice pice
5 Rduction des temps de changement de srie
Amlioration
continue
6 Amlioration continue ou Kaizen
7 Mesure de la performance
Qualit
8 Standards
9 Ecarts de fonctionnement
10 Causes racines
11 Dispositif anti-erreur ou poka-yok
12 Maintenance
13 Rsolution de problme
Elimination des
gaspillages
14 Cartographie de chane de valeur (VSM)
15 Dfinition de la valeur
Management des
hommes
16 Engagement de la direction
17 Polyvalence
Management
visuel
18 Affichage visuel
19 Organisation visuelle
20 Indicateurs visuels
Tableau 1. Pratiques Lean values
Chapitre 2 : niveau de maturit Lean
63
Le questionnaire dvaluation repose sur lutilisation de la mthode IEMSE qui
consiste rpondre la question pose laide dune des 5 rponses suivantes :
I : Inexistant - Ce point n'est pas trait au sein de l'entreprise
E : Existant - Il existe une rponse montrant que l'entreprise a pris en compte
le point
M : Mthode La pratique Lean est traite selon une mthode susceptible
d'tre gnralise
S : Systmatique - La pratique est traite avec mthode, et l'application terrain
est effective et systmatique (prennit dans le temps)
E : Exemplarit - La mthode, son application et ses rsultats mritent d'tre
communiqus l'extrieur parce qu'efficaces, efficients et simples.
Un score est attribu pour chacune des rponses. La valeur 1 est attribue
lorsque le point n'est pas trait au sein de l'entreprise (Inexistant) et la valeur 5 est
donne lorsque lapplication de la mthode est exemplaire. Pour chaque pratique,
nous avons dtermin les rponses dtailles partir de cette mthode.
Le tableau 2 prsente un exemple de grille dvaluation ralise partir de cette
mthode pour cinq pratiques Lean.
Engagement de la direction
I Inexistant
Aucun engagement de la direction la mise en place des pratiques
Lean
E Existant
La direction s'intresse la dmarche Lean mais doute de
l'application de cette dmarche au sein de son entreprise
M Mthode
La direction a une bonne connaissance de la dmarche Lean, mais n'a
pas mis en place de dmarche globale
S Systmatique
La direction est forme la dmarche Lean, a identifi une personne
en charge de l'implmentation de la dmarche
E Exemplarit
La direction est forme la dmarche Lean, a identifi une personne
en charge de l'implmentation de la dmarche et participe activement
aux actions entreprises
Standards
I Inexistant
Il nexiste pas ou peu de procdures normalises (tape par tape,
organigrammes, fiches de poste)
E Existant Quelques activits sont normalises
Chapitre 2 : niveau de maturit Lean
64
M Mthode
Des standards sont labors par l'ensemble du personnel, certains
standards ne sont pas mis jour
S Systmatique
Des standards sont labors et mis jour rgulirement par le
personnel de l'entreprise
E Exemplarit
Des standards sont mis jour rgulirement, des audits internes
rguliers sont labors pour vrifier les carts aux standards, les
standards sont utiliss pour les formations
Dispositif anti-erreur ou poka-yok
I Inexistant Aucun dispositif anti-erreur nexiste
E Existant Des formations sont ralises pour expliquer l'intrt des poka-yok
M Mthode L'entreprise utilise parfois ce dispositif pour amliorer l'auto-contrle
S Systmatique L'entreprise utilise souvent les dispositifs anti-erreurs
E Exemplarit Les poka-yok sont couramment utiliss
Cartographie de chane de valeur
I Inexistant Aucune analyse des flux nest ralise
E Existant Les flux sont parfois analyss (cas d'un nouveau produit)
M Mthode
Les flux sont analyss selon un standard lorsqu'ils freinent la
performance de l'entreprise
S Systmatique
Des cartographies de chane de valeur sont mises en uvre, un plan
d'action est en cours de ralisation
E Exemplarit
Des cartographies de chane de valeur sont mises en uvre, des
actions sont entreprises rgulirement pour rduire les oprations non
cratrices de valeur ajoute
Causes racines
I Inexistant
Aucune analyse des causes racines. L'entreprise traite uniquement les
symptmes des problmes
E Existant
Un standard existe pour traiter les causes racines des problmes, ce
standard est peu appliqu
M Mthode
Un standard existe pour traiter les causes racines des problmes, ce
standard est souvent appliqu
S Systmatique
Un standard existe pour traiter les causes racines des problmes, ce
standard est souvent appliqu et des formations rgulires sont mises
en place
E Exemplarit
Un standard existe pour traiter les causes racines des problmes, ce
standard est toujours appliqu, des audits internes et externes sont mis
en place
Tableau 2. Grille dvaluation pour cinq pratiques Lean
Chapitre 2 : niveau de maturit Lean
65
De plus, trois questions supplmentaires sur la taille de lentreprise en
nombre de salaris, le chiffre daffaires et le rang dans la chane logistique ont
permis didentifier la typologie des entreprises interroges.
2.2. Choix des techniques danalyse des rsultats
Dans cette tude, plusieurs techniques danalyse de rsultats ont t choisies
pour rpondre aux trois problmatiques suivantes :
- existe-t-il des diffrences de niveaux dapplication du Lean par pratique ? Par
groupe dentreprise ?
- existe-t-il diffrents profils dintgration du Lean selon les entreprises ?
- existe-t-il des corrlations entre les pratiques Lean ?
Pour rechercher sil existe diffrents niveaux dapplication entre les pratiques
de la dmarche Lean, nous avons calcul la moyenne gnrale obtenue pour
lensemble des entreprises par pratiques Lean. Une analyse statistique laide dun
test t de Student nous permettra de comparer les moyennes par pratique afin
didentifier les plus et les moins appliques par les entreprises.
Pour rechercher sil existe diffrents profils dintgration du Lean selon les
entreprises, nous avons choisi dutiliser la mthode de classification hirarchique. En
effet, cette approche prsente lavantage dutiliser une varit danalyses statistiques
pour grouper des individus, des concepts ou des stimuli dans des groupes homognes
(Scheibler et Shneider, 1985; Vachon et al., 2005). La classification hirarchique est
particulirement utile dans le cadre dinvestigations exploratoires afin de dgager des
tendances gnrales au sein des donnes et de suggrer des pistes danalyses futures
(Kos et Psenicka, 2000). Pour raliser une classification hirarchique, il faut utiliser
une mthode dagrgation. La mthode dagrgation est employe pour regrouper les
entits (variables ou observation) les unes avec les autres (Vachon et al., 2005). Il
existe plusieurs types de mthodes dagrgation, prsentant chacune des avantages et
des inconvnients. Nous avons choisi la mthode de Ward largement utilise dans de
nombreuses tudes (Morey et al., 1983; Blashfield et Aldenderfer, 1988; Vachon et
Chapitre 2 : niveau de maturit Lean
66
al., 2005). Lutilisation de la mthode de Ward est propice la cration de classes
relativement gales (Blashfield et Aldenderfer, 1988).
Pour raliser cette mthode de classification, il faut galement calculer
lespace mtrique qui permet dvaluer le degr pour lequel les entits sont
considres comme similaires. Il existe plusieurs mesures pour valuer la distance
mtrique (Blashfield et Aldenderfer, 1988), les plus couramment employes sont la
distance euclidienne, la distance de Manhattan et la distance de Mahalanobis (Rapkin
et Luke, 1993; Vachon, 2005). Combine la mthode dagrgation de Ward, la
distance euclidienne est la mesure de similarit la plus performante (Vachon, 2005).
Cette approche permet de mesurer la distance entre diffrents points pour ensuite
former des groupes avec les points les plus rapprochs.
Pour rechercher sil existe des corrlations positives ou ngatives de mise en
uvre entre les pratiques Lean, nous avons utilis une analyse en composante
principale. Lanalyse en composante principale permet de visualiser de manire
synthtique les corrlations entre les pratiques Lean. Cette approche est
particulirement intressante pour rpondre cette problmatique. Cette mthode
permet didentifier des relations entre les variables sans avoir dhypothses
pralables. Lintrt majeur de lanalyse en composante principale est doffrir la
meilleure visualisation possible des donnes multi varies, en identifiant les plans
dans lesquels la dispersion est maximale, mettant ainsi en vidence avec le maximum
de prcision les relations de proximit et dloignement entre les variables (Buisine
et Martin, 2006).
Chapitre 2 : niveau de maturit Lean
67
3. Evaluation du niveau de maturit Lean des
entreprises du ple de comptitivit
Lvaluation du niveau dintgration de la dmarche Lean des entreprises est
ralise auprs de 44 entreprises de mcanique localises au cur de la valle de
lArve. Rappelons que la valle de lArve constitue un terrain dapplication
particulirement intressant puisque les entreprises qui la composent fournissent plus
de 60% du chiffre daffaires franais de lactivit du dcolletage, considre comme
lun des principaux systmes productifs locaux franais (Guizzi, 2005).
Lanalyse gnrale des rsultats nous a permis de mettre en vidence le profil
dintgration de la dmarche Lean dans ces entreprises. Une analyse plus
approfondie des donnes par typologie dentreprise a ensuite t ralise, nous
permettant notamment de dterminer si cette typologie pouvait expliquer le niveau
dapplication de la dmarche Lean.
Finalement, partir des rsultats de cette premire enqute, nous avons
identifi quelles pratiques de la dmarche Lean ncessiteraient une appropriation ou
un ajustement.
3.1. Rsultats obtenus
Les donnes recueillies dans les 44 entreprises du ple de comptitivit sont
analyses laide dune classification hirarchique des observations et dune analyse
en composantes principales.
3.1.1. Identification du niveau dintgration Lean par pratique
Tout dabord, nous avons cherch dresser le profil dintgration Lean des
entreprises tudies. Le niveau moyen dapplication par pratique Lean est prsent
sur la figure 1 et sur le tableau 3.
Chapitre 2 : niveau de maturit Lean
68
Concepts N Pratiques
Moyenne
gnrale
Moyenne
par
concepts
Juste temps
1 Flux tir 2,43
2,48
2 Stocks 2,77
3
Equilibrage de
la charge
2,84
4
Flux pice
pice
1,89
5
Temps de
changement de
srie
2,48
Amlioration
continue
6 Kaizen 2,70
3,10
7
Mesure de la
performance
3,50
Qualit
8 Standards 3,48
2,89
9
Ecarts de
fonctionnement
3,32
10
Causes
racines
2,86
11 Poka-yok 2,64
12 Maintenance 2,70
13
Rsolution
de problme
2,36
Elimination des
gaspillages
14 VSM 2,18
2,53
15
Dfinition de
la valeur
2,89
Management des
hommes
16
Engagement
de la direction
2,45
2,82
17 Polyvalence 3,18
Management
visuel
18
Affichage
visuel
3,05
2,81 19
Organisation
visuelle
2,55
20
Indicateurs
visuels
2,84
Tableau 3. Niveau de maturit Lean par pratiques
Chapitre 2 : niveau de maturit Lean
69
Trac de Moyennes
Moyenne
Mi n-Max
F
l
u
x
t
i
r
S
t
o
c
k
s
E
q
u
i
l
i
b
r
a
g
e
d
e
l
a
c
h
a
r
g
e
F
l
u
x
p
i
c
e
p
i
c
e
T
e
m
p
s
d
e
c
h
a
n
g
e
m
e
n
t
d
e
s
r
i
e
K
a
i
z
e
n
M
e
s
u
r
e
d
e
l
a
p
e
r
f
o
r
m
a
n
c
e
S
t
a
n
d
a
r
d
s
E
c
a
r
t
s
d
e
f
o
n
c
t
i
o
n
n
e
m
e
n
t
C
a
u
s
e
s
r
a
c
i
n
e
s
P
o
k
a
y
o
k
e
M
a
i
n
t
e
n
a
n
c
e
R
s
o
l
u
t
i
o
n
d
e
p
r
o
b
l
m
e
V
S
M
D
f
i
n
i
t
i
o
n
d
e
l
a
v
a
l
e
u
r
E
n
g
a
g
e
m
e
n
t
d
e
l
a
d
i
r
e
c
t
i
o
n
P
o
l
y
v
a
l
e
n
c
e
A
f
f
i
c
h
a
g
e
v
i
s
u
e
l
O
r
g
a
n
i
s
a
t
i
o
n
v
i
s
u
e
l
l
e
I
n
d
i
c
a
t
e
u
r
s
v
i
s
u
e
l
s
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
5,5
Figure 1. Moyenne gnrale par pratique
Dans les 44 entreprises tudies, les pratiques Lean les moins appliques sont
celles du flux pice pice, du flux tir, de la rsolution de problmes et de la
cartographie de chane de valeur ou Value Stream Mapping (VSM) (moyennes
infrieures 2,45). Llimination des gaspillages de surproduction et de stocks
excdentaires, fondement de lapproche Lean, est au cur du flux pice pice et du
flux tir. Le faible niveau de ces pratiques pourrait sexpliquer par la spcificit des
entreprises de la valle de lArve. En effet, ces entreprises dont les temps de
changement de srie sont levs, cherchent instinctivement produire plus que la
demande exige par le client. Cette stratgie leur permet dune part, de rpondre
des demandes prvisionnelles et dautre part, de rduire le cot de revient de leur
produit lorsque la dure dimmobilisation des produits est suffisamment faible
(Lyonnet et al, 2009a).
La faible application de la pratique lie la VSM pourrait tre, quant elle, le
rsultat dun manque de formation cet outil complexe.
Chapitre 2 : niveau de maturit Lean
70
Le faible niveau dintgration des outils de rsolution de problmes est
certainement li leur application occasionnelle (tendance leur unique utilisation
en cas de problme important).
Les pratiques prsentant le niveau dapplication le plus lev sont la mesure
de la performance, les standards et les carts de fonctionnement (moyennes
comprises entre 3 et 3,5). Leur niveau est significativement diffrent de celui des
pratiques les plus faiblement intgres cites prcdemment ( p < 0,05). Il est
intressant de remarquer quaucune des 44 entreprises interroges ne prsente un
niveau dintgration inexistant de ces pratiques relatives aux standards et aux
carts de fonctionnement. Ce rsultat nest pas surprenant, puisque la plupart des
entreprises interroges est certifie ISO 9001 V 2000 et que ces pratiques font parties
intgrantes de cette norme.
3.1.2. Classification des entreprises selon un niveau dintgration du
Lean
Afin didentifier les diffrents profils dintgration du Lean selon les
entreprises, nous avons utilis la mthode de classification hirarchique (Cf. Figure
2).
15
11
5
27
9
37
20
6
44
19
16
21
4
41
40
38
43
39
31
18
14
36
13
32
28
34
30
7
42
24
35
33
3
23
10
8
2
29
26
25
12
17
22
1
0
10
20
30
40
50
D
i
s
t
a
n
c
e
Figure 2. Classification hirarchique des entreprises
(En abscisse, les entreprises reprsentes par leur numro)
Chapitre 2 : niveau de maturit Lean
71
La classification hirarchique nous permet donc de regrouper les entreprises
(numrotes de 1 44) ayant des profils similaires dapplication du Lean. Ainsi, trois
classes significativement distinctes les unes des autres (p < 0,05) sont identifies
une distance dagrgation dune valeur de 21. Nous utiliserons ces trois classes dans
la suite de nos analyses.
Concepts
Lean
N Pratiques Classe 1 Classe 2 Classe 3
1 Flux tir 3,00 2,57 1,40
2 Stocks 3,46 3,10 1,20
3 Equilibrage de la charge 3,54 3,00 1,60
4 Flux pice pice 2,54 1,76 1,30
5 Temps de changement de srie 3,38 2,29 1,70
6 Kaizen 3,77 2,52 1,70
7 Mesure de la performance 4,23 3,57 2,40
8 Standards 4,08 3,38 2,90
9 Ecarts de fonctionnement 4,15 3,00 2,90
10 Causes racines 4,08 2,67 1,70
11 Poka yoke 3,77 2,19 2,10
12 Maintenance 3,46 2,57 2,00
13 Rsolution de problme 3,23 2,05 1,90
14 Cartographie de chane de valeur (VSM) 3,38 1,86 1,30
15 Dfinition de la valeur 3,85 3,00 1,40
16 Engagement de la direction 4,08 1,86 1,60
17 Polyvalence 3,77 3,05 2,70
18 Affichage visuel 3,92 2,62 2,80
19 Organisation visuelle 3,08 2,62 1,70
20 Indicateurs visuels 3,54 2,67 2,30
Moyenne 3,62 2,62 1,93
Management des
hommes
Management
visuel
Juste
temps
Amlioration
continue
Qualit
Elimination des
gaspillages
Tableau 4. Niveau Lean par classe et par pratique
Les moyennes du niveau dintgration Lean de chacune des 20 pratiques
selon les trois classes identifies sont prsentes dans le Tableau 4. Ces trois classes
se distinguent tout dabord par leur niveau gnral dintgration Lean. La classe 1
possde le niveau dapplication Lean le plus lev (moyenne = 3,62), la classe 2
Chapitre 2 : niveau de maturit Lean
72
prsente un niveau intermdiaire (moyenne = 2,62) et la classe 3 un faible niveau
dapplication Lean (moyenne = 1,93). Le niveau dintgration Lean de cette dernire
classe est infrieur 3 pour chacune des 20 pratiques.
Il est important de souligner quelques diffrences dapplication de certaines
pratiques Lean entre ces classes. Ainsi, la classe 1 fort niveau Lean se diffrencie
particulirement des deux autres classes par son niveau lev dengagement de la
direction (moyenne = 4,08). Un engagement fort de la direction pourrait tre un
facteur clef de succs dans lobtention dun niveau lev dintgration Lean.
La classe 3 faible niveau Lean se distingue, quant elle, des deux autres classes
par son bas niveau dintgration de la gestion des stocks en fonction de la demande
relle du client (moyenne = 1,20 versus 3,46 et 3,10 pour les classes 1 et 2).
Concernant les pratiques associes au management visuel et celle du poka-yok, les
classes 2 niveau intermdiaire Lean et 3 faible niveau Lean prsentent des
niveaux dapplication quasiment similaires.
3.1.3. Analyse factorielle par pratique
Au vu des rsultats prcdents, nous nous sommes demand dans quelle
mesure le fort niveau dapplication dune pratique, par exemple la mesure de la
performance pourrait se reflter sur le niveau de maturit des autres pratiques ?
Pour rpondre cette question, nous avons ralis une analyse factorielle en
fonction des pratiques chez les 44 entreprises (Cf. Figure 3).
Chapitre 2 : niveau de maturit Lean
73
Les flux
Aspects managriaux
Amlioration continue
Qualit
Figure 3. Projection des variables sur le plan factoriel 1 et 2. Les numros de 1 20 correspondent
aux pratiques Lean listes dans le Tableau 4.
Le premier constat de cette projection des variables est la similitude des
directions des 20 pratiques Lean. Ce rsultat pourrait traduire le lien troit existant
entre les six concepts Lean communs ; le Lean tant considr comme un systme et
non comme une simple addition de principes (Drew et al., 2004; Womack et al.,
2005). Les corrlations positives qui apparaissent dans cette projection sur les deux
axes principaux traduisent bien la synergie existante entre lensemble des pratiques
du Lean. Le niveau dintgration dune pratique semblerait impacter de manire
positive les autres pratiques.
Dans cette projection le premier axe principal est expliqu essentiellement par
les aspects managriaux tels que lengagement de la direction (pratique n 16), la
cartographie de chane de valeur (pratique n14) et par les pratiques relatives la
qualit telles que la mesure de la performance (pratique n 7) et les causes racines
(pratique n 10). La forte reprsentation de lengagement de la direction sexplique
par le fait que le Lean est considr comme un systme centr avant tout sur
lhomme (Drew et al., 2004). La mise en place du Lean est plus efficace lorsquelle
Chapitre 2 : niveau de maturit Lean
74
correspond un engagement de la ligne managriale, plutt qu la seule action dun
groupe dexperts organis en projet transversal (Womack et Jones, 2005). Trs
rcemment une analyse comparative de deux programmes dimplmentation de la
dmarche Lean dans une mme entreprise conclut que la russite dune approche ne
peut tre effective que dans le cas dune implication active de la direction (Scherrer-
Rathje et al., 2009). La reprsentativit de la VSM (pratique n14) sur cet axe
pourrait tre explique par la difficult dapplication de cet outil.
Le deuxime axe principal rvle lexistence dune opposition entre les
pratiques relatives aux flux (pratiques n1 5) et celles relatives la qualit
(pratiques n8, n9, n11, n13, n20). Pour comprendre ces oppositions, nous nous
proposons dtudier les interactions entre les niveaux dapplication des pratiques
lies aux flux et celles lies la qualit (Cf. Figure 4).
C2
C2 C2
C1
C1
C1
C2 C2
C1
C2
C1
C2
C3
C3
C1
C1
C2
C3
C1
C1
C1
C2
C2
C2
C2
C2
C1
C2
C2
C2
C3 C2
C2
C2
C2
C3
C1
C3 C3 C3C3
C2
C3
C1
1 2 3 4 5
Qualit
1
2
3
4
5
F
l
u
x
C1 Niveau fort
C2 Niveau intermdiaire
C3 Niveau faible
Figure 4. Positionnement des entreprises selon leur niveau dapplication des pratiques relatives aux
flux et la qualit par classe
Ainsi, sur cette figure, laxe des abscisses correspond au niveau dapplication des
pratiques relatives la qualit et laxe des ordonnes correspond au niveau
dapplication des pratiques relatives aux flux. Chaque point reprsente une entreprise
parmi les 44 tudies. Les entreprises sont rparties en fonction des trois classes
Chapitre 2 : niveau de maturit Lean
75
identifies prcdemment laide dune classification hirarchique. La mdiane de
la classe 1 (niveau Lean lev) est de 3,25 pour les flux et de 3,5 pour la qualit sur
une chelle de 5, alors que celle de la classe 2 (niveau Lean intermdiaire) est de
2,75 pour les flux et de 2,66 pour la qualit. La classe 3, dont le niveau dapplication
des pratiques Lean est le plus faible, dispose dune mdiane de 1,25 pour les flux et
de 2,5 pour la qualit. Le niveau mdian dapplication des pratiques lies la qualit
et aux flux est reprsent sur la figure 5 par un point (de plus grand diamtre) pour
chacune des classes.
Cette reprsentation semble dessiner un ordre de mise en place des pratiques.
En effet, nous constatons que, dans un premier temps, le niveau dapplication des
pratiques lies la qualit est plus lev que celui relatif aux flux pour les entreprises
disposant dun niveau dapplication Lean faible. Ce rsultat est peu surprenant. En
effet, lessor de la normalisation (rglements assurances qualit, normes ISO) a
conduit lensemble des entreprises mettre en uvre un minimum de mthodes et
doutils de la qualit pour rpondre aux exigences des donneurs dordre. Pour
atteindre un niveau dapplication Lean intermdiaire ces entreprises vont ensuite
essentiellement amliorer leur niveau dapplication des pratiques relatives aux flux.
Enfin, pour atteindre un niveau dapplication Lean lev, ces entreprises vont
principalement augmenter leur niveau dapplication de la qualit.
Finalement, ces rsultats suggrent lexistence dun ordre de mise en place
des pratiques Lean. Comme explicit au cours du chapitre 1 traitant du cadre
conceptuel de la recherche (cf. Chapitre 1, partie 3.1), cette problmatique de lordre
du dploiement des pratiques Lean fait toujours lobjet de controverses.
3.1.4. Analyse des rsultats par typologie dentreprise
Est-ce que la typologie de ces entreprises pourrait expliquer leur niveau
dintgration Lean ? Pour rpondre cette question, nous avons donc analys nos
donnes en fonction du chiffre daffaires, de la taille, et du rang dans la chane
logistique des entreprises.
La rpartition du chiffre daffaires des entreprises par classe est prsente sur
la figure 5.
Chapitre 2 : niveau de maturit Lean
76
Proj ecti on des i nd. sur l e pl an factori el ( 1 x 2)
Var. i l l ustrati ve : CA
Acti ve
B
C
A
D
C
D
B
A
D
C
C
B
C
B
C
C
C
A
C
C
C
B
D B
B
C
C
D
B
B
B
B
D
B
C C
D
A
A
A
A
A
B
B
-10 -8 -6 -4 -2 0 2 4 6 8
Fact. 1 : 40,68%
-6
-5
-4
-3
-2
-1
0
1
2
3
4
5
F
a
c
t
.
2
:
1
0
,
3
5
%
C
CA
A Le chiffre d'affaires est infrieur 2 millions d'euros (TPE)
B Le chiffre d'affaires est compris entre 2 millions d'euros et 10 millions d'euros (PE)
C Le chiffre d'affaires est compris entre 10 millions d'euros et 50 millions d'euros (ME)
D Le chiffre d'affaires est suprieur 50 millions
Proj ecti on des i nd. sur l e pl an factori el ( 1 x 2)
Var. i l l ustrati ve : CA
Acti ve
B
C
A
D
C
D
B
A
D
C
C
B
C
B
C
C
C
A
C
C
C
B
D B
B
C
C
D
B
B
B
B
D
B
C C
D
A
A
A
A
A
B
B
-10 -8 -6 -4 -2 0 2 4 6 8
Fact. 1 : 40,68%
-6
-5
-4
-3
-2
-1
0
1
2
3
4
5
F
a
c
t
.
2
:
1
0
,
3
5
%
C
Proj ecti on des i nd. sur l e pl an factori el ( 1 x 2)
Var. i l l ustrati ve : CA
Acti ve
B
C
A
D
C
D
B
A
D
C
C
B
C
B
C
C
C
A
C
C
C
B
D B
B
C
C
D
B
B
B
B
D
B
C C
D
A
A
A
A
A
B
B
-10 -8 -6 -4 -2 0 2 4 6 8
Fact. 1 : 40,68%
-6
-5
-4
-3
-2
-1
0
1
2
3
4
5
F
a
c
t
.
2
:
1
0
,
3
5
%
C
CA
A Le chiffre d'affaires est infrieur 2 millions d'euros (TPE)
B Le chiffre d'affaires est compris entre 2 millions d'euros et 10 millions d'euros (PE)
C Le chiffre d'affaires est compris entre 10 millions d'euros et 50 millions d'euros (ME)
D Le chiffre d'affaires est suprieur 50 millions
Figure 5. Rpartition par chiffre daffaires sur le plan factoriel 1 et 2
Sur la figure 5, les entreprises appartenant la classe 1 fort niveau Lean (classe
situe la plus gauche) possdent les chiffres daffaires les plus levs (suprieur
10M deuros) alors que les entreprises de la classe 3 faible niveau Lean (classe
situe le plus droite) dtiennent des chiffres daffaires plus faibles. Un cart
significatif de chiffre daffaires au seuil de 5% a pu tre montr entre les trois classes
(Cf. Tableau 5).
A B C D Total
1 0 1 8 4 13
2 2 11 5 3 21
3 5 3 2 0 10
_ thorique : 15,51 _ observ : 22,22 Risque o 0,45%
ddl 8,00
Test d'indpendance
Classe
Chiffre d'affaires
Conclusion : cart significatif
Tableau 5. Test dindpendance du Khi-deux par classe en fonction du chiffre daffaires
De la mme faon, nous nous sommes intresss au potentiel lien pouvant
exister entre la taille des entreprises et le niveau dapplication Lean. La rpartition
Chapitre 2 : niveau de maturit Lean
77
par taille des entreprises en fonction des trois classes de niveau Lean est prsente
sur la figure 6.
TAILLE
A De 1 9 salaris
B De 10 249 salaris
C De 250 499 salaris
D 500 plus
Figure 6. Rpartition de la taille par classe sur le plan factoriel 1 et 2
La taille des entreprises semble a priori lie au niveau dintgration de la
dmarche Lean au sein des trois classes. Ceci est confirm par le test dindpendance
du Khi-deux (Cf. Tableau 6) ralis entre le niveau moyen de la taille des entreprises
des trois classes (significatif au seuil de 5%). Ce dernier rsultat est en accord avec le
prcdent, en effet le chiffre daffaires et la taille des entreprises sont gnralement
corrls positivement.
A B C D Total
1 0 8 2 3 13
2 3 15 1 2 21
3 6 3 1 0 10
_ thorique : 15,51 _ observ: 16,46 Risque o 3,63%
ddl 8,00
Taille
Test d'indpendance
Conclusion : cart significatif
Classe
Tableau 6. Test dindpendance du Khi-deux par classe en fonction de la taille
Chapitre 2 : niveau de maturit Lean
78
Enfin, nous avons cherch la possible relation existante entre le rang dans la
chane logistique des entreprises et leur niveau dintgration Lean (Cf. Figure 7).
Proj ecti on des i nd. sur l e pl an factori el ( 1 x 2)
Var. i l l ustrati ve : Rang
Acti ve
B
C
C
C
C
B
B
B
D
C
C
C
A
C
B
C
C
B
B
A
B
D
A C
B
C
C
A
C
D
C
B
B
C
C C
B
D
C
C
B
C
C
B
-10 -8 -6 -4 -2 0 2 4 6 8
Fact. 1 : 40,68%
-6
-5
-4
-3
-2
-1
0
1
2
3
4
5
F
a
c
t
.
2
:
1
0
,
3
5
%
C
Rang
A Donneur d'ordre
B Sous-traitant de rang 1
C Sous-traitant de rang 2
D Sous-traitant de rang 3
Proj ecti on des i nd. sur l e pl an factori el ( 1 x 2)
Var. i l l ustrati ve : Rang
Acti ve
B
C
C
C
C
B
B
B
D
C
C
C
A
C
B
C
C
B
B
A
B
D
A C
B
C
C
A
C
D
C
B
B
C
C C
B
D
C
C
B
C
C
B
-10 -8 -6 -4 -2 0 2 4 6 8
Fact. 1 : 40,68%
-6
-5
-4
-3
-2
-1
0
1
2
3
4
5
F
a
c
t
.
2
:
1
0
,
3
5
%
C
Proj ecti on des i nd. sur l e pl an factori el ( 1 x 2)
Var. i l l ustrati ve : Rang
Acti ve
B
C
C
C
C
B
B
B
D
C
C
C
A
C
B
C
C
B
B
A
B
D
A C
B
C
C
A
C
D
C
B
B
C
C C
B
D
C
C
B
C
C
B
-10 -8 -6 -4 -2 0 2 4 6 8
Fact. 1 : 40,68%
-6
-5
-4
-3
-2
-1
0
1
2
3
4
5
F
a
c
t
.
2
:
1
0
,
3
5
%
C
Rang
A Donneur d'ordre
B Sous-traitant de rang 1
C Sous-traitant de rang 2
D Sous-traitant de rang 3
Figure 7. Rpartition du rang dans la chane logistique par classe
A B C D Total
1 1 6 5 1 13
2 2 5 12 2 21
3 1 3 5 1 10
_ thorique 15,51 _ observ 1,92 Risque o 98,346%
ddl 8,00 Conclusion
Classe
Rang dans la chane logistique
Ecart non significatif
Test d'indpendance
Tableau 7. Test dindpendance du Khi-deux par classe en fonction du rang dans la chane logistique
Aucune diffrence significative de rang dans la chane logistique entre les
trois classes na pu tre mise en vidence au seuil de 5% (Cf. Tableau 7). Cependant,
ce rsultat est nuancer compte tenu du fait que lchantillon interrog ne comporte
que 4 donneurs dordre sur 44 entreprises interroges.
Finalement, la taille et le chiffre daffaires, deux variables trs lies,
pourraient avoir un impact sur le niveau de maturit Lean des entreprises du ple.
Chapitre 2 : niveau de maturit Lean
79
Ainsi les entreprises fort niveau Lean sont celles possdant une taille et un chiffre
daffaires plus importants.
Le faible niveau Lean pourrait tre le reflet du manque dengagement de la
direction observ au sein de la classe 3 faible niveau Lean . Lapplication de la
dmarche Lean repose sur une implication importante du personnel. Les petites
entreprises nont, dans la plupart des cas, pas de personnes ddies
limplmentation et au maintien des pratiques Lean mises en place. Ce rsultat
soulve dautres questions. Tout dabord, est-il donc plus complexe pour une TPE
daccder un fort niveau de maturit Lean ? Est-ce que la dmarche Lean est
difficilement transposable aux TPE ? Il serait intressant didentifier les freins
potentiels existants lintgration du Lean dans les TPE, notamment laide
dentretiens structurs avec le personnel de ces entreprises. Comme soulign
prcdemment par ltude dAlaron, un des freins majeur la mise en place et la
prennisation du Lean serait le manque de temps et de ressources en entreprise
(Alaron et al., 2008). Un axe de travail serait de dvelopper des dmarches
communes adaptes aux entreprises de mme typologie.
3.1.5. Identification des questions discriminantes
Les corrlations positives soulignes prcdemment entre les pratiques (Cf.
Figure 3) nous conduisent penser qu'il est possible de simplifier notre
questionnaire. Dans un objectif de gain de temps, nous nous sommes interrogs sur
lexistence de questions discriminantes permettant, avec un nombre rduit de
questions, didentifier le niveau de maturit Lean dune entreprise. Pour identifier les
questions les plus discriminantes nous nous sommes appuys sur le calcul des cart-
types par pratiques Lean (Cf. Tableau 8).
Les pratiques disposant dun cart-type entre les trois classes le plus
important sont considres comme discriminantes. Cinq questions discriminantes
sont recenses : lengagement de la direction (1), la dfinition de la valeur (2), les
stocks (3), les causes racines (4) et la cartographie de chane de valeur (5).
Chapitre 2 : niveau de maturit Lean
80
Concepts
Lean
Pratiques
Ecart-type
par pratique
Moyenne
par concept
Flux tir 0,83
Stocks 1,21
Equilibrage de
la charge
1,00
Flux pice
pice
0,63
Temps de
changement de srie
0,86
Kaizen 1,04
Mesure de la performance 0,93
Standards 0,59
Ecarts de
fonctionnement
0,70
Causes
racines
1,20
Poka
yoke
0,94
Maintenance 0,74
Rsolution
de problme
0,73
VSM 1,08
Dfinition de
la valeur
1,24
Engagement
de la direction
1,36
Polyvalence 0,55
Affichage
visuel
0,71
Organisation
visuelle
0,70
Indicateurs
visuels
0,64
Management des
hommes
Management
visuel
Juste
temps
Amlioration
continue
Qualit
Elimination des
gaspillage
0,95
0,68
0,90
0,98
0,81
1,16
Tableau 8. Ecart-type entre les classes par pratiques
Afin de valider cette version simplifie de notre questionnaire, nous avons
ritr notre analyse de classification hirarchique uniquement partir de ces cinq
questions puis compar ce rsultat la classification obtenue initialement ( partir
des 20 questions). Nous observons pour la classe 1 une compatibilit de 100% (Cf.
Figure 8), pour les classes 2 et 3 une compatibilit respective de 67% et 84%.
Chapitre 2 : niveau de maturit Lean
81
D
i
s
t
a
n
c
e
D
i
s
t
a
n
c
e
Figure 8. Classification hirarchique obtenue partir des cinq questions discriminantes.
La classification hirarchique des entreprises obtenue partir des cinq questions discriminantes est
quasiment identique celle obtenue partir de lensemble des 20 questions (Cf. Figure 6).
Notons que sur les six concepts Lean communs seuls quatre sont reprsents :
le management des hommes, llimination des gaspillages, le juste temps et la
qualit. Le concept dlimination des gaspillages est reprsent deux reprises par
les pratiques relatives la dfinition de la valeur et la cartographie de chane de
valeur. Ce rsultat peut tre expliqu par limportance de ce concept, considr
comme le cur de la dmarche Lean (Liker, 2004).
3.2. Conclusion
Pour dterminer le profil du niveau dapplication Lean dans le secteur du
dcolletage en France, nous avons dfini le Lean partir de six concepts Lean
communs regroupant lensemble des pratiques Lean identifies dans la littrature (le
juste temps, lamlioration continue, la qualit parfaite, le management visuel,
llimination des gaspillages et le management des hommes).
Nous avons mis en vidence une faible application des pratiques lies au flux
tir, la rsolution de problmes et la cartographie de la chane de valeur chez 44
entreprises de dcolletage. Les spcificits locales relatives lhistoire, la situation
gographique, les aspects techniques et organisationnels des entreprises tudies du
Chapitre 2 : niveau de maturit Lean
82
ple de comptitivit pourraient expliquer ce rsultat. Ceci suggre que
limplmentation de la dmarche Lean devrait prendre en compte les spcificits du
secteur concern.
Par ailleurs, la possible simplification de notre questionnaire cinq questions
discriminantes pourrait permettre dobtenir un diagnostic rapide du niveau de
maturit Lean. Un tel diagnostic aiderait alors une action plus efficace et plus cible
pour amliorer le niveau dapplication Lean dune entreprise.
Chapitre 2 : niveau de maturit Lean
83
4. Evaluation du niveau de maturit Lean des
entreprises non membres du ple de comptitivit
Le profil Lean observ dans les entreprises du ple de comptitivit
correspond essentiellement celui de PME de dernier rang dans la chane logistique.
Au vu de ce profil Lean particulier, nous nous sommes interrogs sur sa spcificit.
Les grandes entreprises, non membres du ple, donneuses dordre et sous-
traitants de rang 1, ont-elles le mme profil Lean ?
Ainsi, nous avons valu le niveau dintgration de la dmarche Lean auprs
de 50 entreprises non membres du ple de comptitivit. Ces entreprises sont
essentiellement des grandes entreprises contrairement aux entreprises prcdemment
tudies. Lanalyse gnrale des rsultats nous a permis didentifier les pratiques
Lean les moins appliques et celles disposant dun niveau dapplication plus lev.
Le profil Lean observ dans ces entreprises a ensuite t compar avec celui
des 44 entreprises du ple de comptitivit Arve Industries.
4.1. Typologie de lchantillon interrog
4.1.1. Secteur dactivit
Les 50 entreprises interroges se rpartissent selon 12 secteurs dactivit
diffrents (Cf. Figure 9).
Les secteurs dactivit les plus reprsents sont ceux de la fabrication
dquipements pour le secteur automobile (28%) et dquipements industriels (20%),
ainsi que ceux issus de llectronique, de la connectique et de llectromcanique
(12%).
Chapitre 2 : niveau de maturit Lean
84
2%
28%
20%
12%
10%
8%
6%
6%
2%
2%
2% 2%
Equipementiers automobile
Equipements industriels, mcanique
Electromcanique, lectronique,
connectique
Constructeurs Automobile
Produits de grande consommation
Aronautique
Produits d'aluminium, tlerie, dcoupage
Chimie
Agroalimentaire
Pneumatique-hydraulique
Ingnieurie
Services ptroliers
Figure 9. Rpartition du secteur dactivit des entreprises interroges
4.1.2. Rpartition des entreprises par taille, chiffre daffaires et rang dans
la chane logistique
Lchantillon interrog est essentiellement constitu de grandes entreprises
(Cf. Figure 10). Ainsi, 68% dentres-elles disposent dun nombre de salaris
suprieur ou gal 250 employs. Seul 8% de notre chantillon correspond des
entreprises de taille infrieure 50 salaris. Dans cette mme logique, le niveau
moyen du chiffre daffaires de cet chantillon est lev, soit suprieur 10 millions
deuros pour 66% dentres-elles (Cf. Figure 11). De plus, la majorit de ces
entreprises est donneur dordre ou sous-traitant de rang 1, correspondant
respectivement 36% et 54% (Cf. Figure 12).
Chapitre 2 : niveau de maturit Lean
85
8%
24%
26%
42%
De 10 49 salaris
De 50 249 salaris
De 250 499 salaris
> 500
Figure 10. Rpartition des entreprises en fonction de la taille
2%
14%
22%
62%
< 2 millions d'euros
De 2 millions d'euros
10 millions d'euros
De 10 millions d'euros
50 millions d'euros
> 50 millions d'euros
Figure 11. Rpartition des entreprises en fonction du chiffre daffaires
6%
4%
36%
54%
Donneur d'ordre 0
Sous-traitant de rang 1
Sous-traitant de rang 2
Sous-traitant de rang 3
Figure 12. Rpartition des entreprises en fonction du rang dans la chane logistique
Chapitre 2 : niveau de maturit Lean
86
4.2. Identification du niveau dintgration Lean par
pratique
Le tableau 9 prsente la moyenne du niveau dapplication des six concepts
Lean, ainsi que la moyenne obtenue pour chacune des pratiques Lean. Une
reprsentation graphique du niveau dintgration de ces pratiques est prsente sur la
figure 13.
Moyenne par
concepts
N Pratiques
Moyenne
gnrale
Moyenne par
concepts
Juste temps
1 Flux tir 3,56
3,28
2 Stocks 3,64
3
Equilibrage de
la charge
3,18
4
Flux pice
pice
2,82
5
Temps de
changement de
srie
3,20
Amlioration
continue
6 Kaizen 3,60
3,45
7
Mesure de la
performance
3,70
Qualit
8 Standards 3,78
3,38
9
Ecarts de
fonctionnement
3,68
10
Causes
racines
3,32
11 Poka-yok 2,98
12 Maintenance 3,56
13
Rsolution
de problme
2,96
Elimination des
gaspillages
14 VSM 2,96
3,06
15
Dfinition de
la valeur
3,16
Management des
hommes
16
Engagement
de la direction
3,80
3,69
17 Polyvalence 3,58
Management
visuel
18
Affichage
visuel
3,58
3,63 19
Organisation
visuelle
3,80
20
Indicateurs
visuels
3,50
Tableau 9. Niveau de maturit Lean par pratique
Chapitre 2 : niveau de maturit Lean
87
0,00
1,00
2,00
3,00
4,00
5,00
F
l
u
x
t
i
r
S
t
o
c
k
s
E
q
u
i
l
i
b
r
a
g
e
d
e
l
a
c
h
a
r
g
e
F
l
u
x
p
i
c
e
p
i
c
e
T
e
m
p
s
d
e
c
h
a
n
g
e
m
e
n
t
d
e
s
r
i
e
K
a
i
z
e
n
M
e
s
u
r
e
d
e
l
a
p
e
r
f
o
r
m
a
n
c
e
S
t
a
n
d
a
r
d
s
E
c
a
r
t
s
d
e
f
o
n
c
t
i
o
n
n
e
m
e
n
t
C
a
u
s
e
s
r
a
c
i
n
e
s
P
o
k
a
-
y
o
k
M
a
i
n
t
e
n
a
n
c
e
R
s
o
l
u
t
i
o
n
d
e
p
r
o
b
l
m
e
V
S
M
D
f
i
n
i
t
i
o
n
d
e
l
a
v
a
l
e
u
r
E
n
g
a
g
e
m
e
n
t
d
e
l
a
d
i
r
e
c
t
i
o
n
P
o
l
y
v
a
l
e
n
c
e
A
f
f
i
c
h
a
g
e
v
i
s
u
e
l
O
r
g
a
n
i
s
a
t
i
o
n
v
i
s
u
e
l
l
e
I
n
d
i
c
a
t
e
u
r
s
v
i
s
u
e
l
s
Entreprises non
membres du
ple
Entreprises du ple
Figure 13. Reprsentation graphique du niveau de maturit Lean par pratique
Chez ces 50 entreprises non membres du ple, majoritairement reprsentes
par des grandes entreprises et des donneurs dordre, le niveau dapplication des
concepts de la dmarche Lean est compris entre 3,06 et 3,69 (Cf. Tableau 9). Ce
rsultat peut tre expliqu par le fort engagement de la direction de lensemble de ces
entreprises. Ce dernier atteint un niveau de 3,8 (Cf. Tableau 9 et Figure 13).
Les pratiques Lean relatives au flux pice pice, la rsolution de
problmes et lutilisation de la VSM sont faiblement mises en uvre (moyennes
infrieures 3). Leur niveau est significativement diffrent ( p < 0,05) de celui des
pratiques Lean les plus intgres telles que la mesure de la performance, les
standards, lengagement de la direction et lorganisation visuelle (moyennes
suprieures ou gales 3,7).
4.2.1. Analyse factorielle par pratique
Comme prcdemment, afin dtudier les impacts de lapplication des
pratiques Lean entre elles, nous avons ensuite ralis une analyse factorielle en
fonction des pratiques Lean dans ces 50 entreprises (Cf. Figure 14).
Chapitre 2 : niveau de maturit Lean
88
En accord avec les rsultats observs dans les entreprises du ple, la
projection des variables met en vidence lexistence dune mme direction des 20
pratiques Lean, soulignant ainsi une synergie entre ces pratiques.
Le premier axe principal de cette projection est expliqu essentiellement par
les aspects managriaux tels que lengagement de la direction (pratique n 16), les
causes racines (pratique n 10) et la cartographie de chane de valeur (pratique n14).
Laxe secondaire est expliqu essentiellement par les pratiques relatives aux
flux et la rsolution de problmes. Les pratiques relatives aux flux sont celles du
flux tir (pratique n 1), de la gestion des stocks en fonction de la demande relle du
client (pratique n 2) et de lquilibrage de la charge (pratique n 4).
Aspects managriaux/
Management visuel
Les flux/ rsolution de
problme
Figure 14. Projection des variables sur le plan factoriel 1 et 2. Les numros de 1 20 correspondent
aux pratiques Lean listes dans le Tableau 9
Chapitre 2 : niveau de maturit Lean
89
4.3. Comparaison des profils Lean
Le profil Lean observ dans les entreprises du ple de comptitivit Arve
Industries prsente plusieurs divergences avec celui des entreprises non membres du
ple.
Tout dabord, de faon globale, le niveau de maturit Lean des 50 entreprises
non membres du ple est plus lev que celui des 44 entreprises du ple. En effet,
ces entreprises disposent dun niveau de maturit Lean par concept compris entre
3,06 et 3,69 (Cf. Tableau 9) alors que celui des entreprises du ple est compris entre
2,48 et 2,95 (Cf. Tableau 4). De plus, dans les entreprises du ple, les concepts Lean
les plus appliqus sont lamlioration continue et la qualit alors que pour les
entreprises non membres du ple, ce sont lengagement de la direction et le
management visuel. Cette diffrence de niveau dintgration de la dmarche Lean
pourrait tre explique par la forte disparit du niveau dengagement de la direction
entre ces deux groupes. Le niveau dengagement de la direction dans les entreprises
non membres du ple atteint une moyenne de 3,8 alors que celui des entreprises du
ple nest que de 2,45. Lanalyse factorielle des donnes des deux chantillons a
galement mis en vidence que le niveau de maturit de la dmarche Lean tait
troitement dpendant de limplication de la direction (Cf. Figure 4 et 15). En accord
avec cette hypothse, une analyse comparative de deux programmes
dimplmentation de la dmarche Lean dans une mme entreprise conclut que la
russite dune approche Lean ne peut tre effective que dans le cas dune implication
active de la direction (Scherrer-Rathje et al., 2009).
De plus, une autre hypothse serait lie au type de management des PME du ple de
comptitivit Arve Industries. En effet, le management de la direction des PME de la
valle de l'Arve est majoritairement de type familial (Guizzi, 2005). Ce type de
management a une tendance reproduire les modles de management prcdents
alors que les entreprises de grands groupes sont sollicites pour faire voluer leurs
pratiques de management.
Par ailleurs, les lments du flux expliquant laxe secondaire sont prsents
dans les deux groupes dentreprises. Lanalyse factorielle a montr dans les deux
chantillons une opposition sur laxe secondaire entre les flux et la qualit.
Chapitre 2 : niveau de maturit Lean
90
Cependant, dans les entreprises non membres du ple, moins de pratiques Lean sont
en opposition avec celles relatives aux flux. Ce rsultat serait li au fait que ces
entreprises disposent dun niveau de maturit Lean plus lev que celui des
entreprises du ple. Lorsque lentreprise est plus mature dun point de vue Lean,
la synergie entre les pratiques Lean serait meilleure.
Par ailleurs, la typologie des deux chantillons observs pourrait galement
influencer le profil Lean. Le premier chantillon reprsentant les entreprises du ple
de comptitivit est compos de 44 entreprises dont la majorit dentres-elles sont
des PME et des sous-traitants de dernier rang dans la chane logistique. Le deuxime
chantillon de 50 entreprises non membres du ple est, quant--lui, essentiellement
compos de grandes entreprises donneuses dordre ou sous-traitantes de rang 1. Les
donneurs dordre sont privilgis pour mettre en place des dmarches damlioration.
Ces entreprises possdent et attribuent plus de ressources humaines et financires
pour le maintien des actions mises en place. Le niveau de maturit Lean est ainsi plus
lev dans les grandes entreprises que dans les PME. Dans une PME, le personnel est
amen occuper diffrentes fonctions dans lentreprise (commercial, administratif,
gestion financire, etc.). Par exemple, le responsable qualit peut tre amen
soccuper la fois de la relation client, du contrle des produits et de la mtrologie.
Dans ces conditions, comment, un responsable qualit peut-il prendre le recul
suffisant pour maintenir les actions Lean mises en place ? De plus, la mise en uvre
de la dmarche Lean reprsente une charge de travail supplmentaire pour le
personnel. Par consquent, le dirigeant doit dgager du temps au personnel pour
prenniser les actions Lean. La multiplicit des fonctions ne favorise pas leur
maintien. Face ces difficults, le dveloppement dactions collectives telles que les
programmes PPJ/ALP peut tre une solution pour favoriser limplmentation de la
dmarche Lean dans les PME. Cependant, les checs de prennisation souligns
prcdemment nous amne proposer des solutions complmentaires telles que la
mise disposition dun expert Lean temps partags ou la cration dun poste de
responsable Lean pour maintenir et faire progresser les plans daction mens.
En dernier lieu, les pratiques Lean les moins appliques par ces deux groupes
dentreprises concernent les pratiques relatives au flux pice pice, la
Chapitre 2 : niveau de maturit Lean
91
cartographie de chane de valeur et la rsolution de problmes. Un tel constat nous
conduit nous poser les questions suivantes :
- ces pratiques sont-elles plus difficiles mettre en uvre que les autres ?
- ncessitent-elles davoir mis en place dautres pratiques au pralable ?
A ct de ces similitudes dapplication, une disparit est cependant releve.
En effet, contrairement aux entreprises non membres du ple, celles membres du
ple adoptent trs faiblement la pratique lie au flux tir. Ce rsultat pourrait tre le
reflet des spcificits locales de ces entreprises.
Chapitre 2 : niveau de maturit Lean
92
5. Conclusion
Dans ce chapitre, notre contribution a consist identifier le niveau de
maturit Lean des entreprises du ple de comptitivit Arve Industries laide dun
questionnaire dauto-valuation bas sur les six concepts Lean communs aux auteurs
rfrents (Cf. Chapitre 1).
Cette enqute nous a permis didentifier, dune part, lexistence dun niveau
de qualit plus lev que celui des pratiques relatives aux flux. Dautre part, cette
tude a soulev les questions suivantes :
- les entreprises du ple de comptitivit ont tendance commencer la mise en
uvre de la dmarche Lean par les pratiques relatives aux flux tirs avant les
pratiques relatives la qualit. Cette approche est-elle adquate ?
- le faible niveau de maturit Lean de certaines pratiques dans les entreprises
du ple de comptitivit est-il justifi par lexistence de spcificits
particulires ? Dans ce cas, est-il pertinent de proposer des outils et des
pratiques mieux adapts lenvironnement ?
Les chapitres 3 et 4 auront pour objectif dapporter des lments de rponses ces
questions.
93
CHAPITRE 3. STANDARD DE
DEPLOIEMENT DE LA DEMARCHE LEAN
Chapitre 3 : Standard de dploiement de la dmarche Lean
94
1. Introduction
Ltude du profil de maturit Lean a montr quaucune entreprise (membre et
non membre du ple de comptitivit) natteignait un niveau de maturit Lean
exemplaire ou proche de lexemplarit. De plus, lanalyse des rsultats a suggr
lexistence dun ordre entre la mise en uvre des pratiques Lean (Cf. Chapitre 2,
partie 3.1.3). Ce rsultat nous amne, naturellement nous interrog sur la
mthodologie utilise pour mettre en uvre lapproche Lean.
En effet, comme nous lavons prcdemment voqu (Cf. Chapitre 1, partie
3.1), toute entreprise dsirant sengager dans une dmarche Lean est confronte aux
problmatiques suivantes : faut-il mettre en place la dmarche Lean de faon
squentielle ou simultane ? Par quelle pratique doit-on dbuter la mise en uvre du
Lean ?
Jusqu prsent, aucun consensus autour dune mthode de mise en uvre du
Lean na t tabli. Les diffrences de niveaux de maturit Lean observs
prcdemment (Cf. Chapitre 2) pourraient tre, en partie, le rsultat dun manque de
standard de mise en uvre des pratiques Lean. En effet, un ordre de mise en place
des pratiques non appropri pourrait contribuer un faible niveau de maturit de
certaines pratiques et dans un cas extrme lchec de limplmentation du Lean.
Bien que la dmarche Lean soit dfinie comme une approche globale
(Koskela, 2004; Doolen et Hacker, 2005; Womack et Jones, 2005; Hicks, 2007), dont
les principaux lments qui la composent sont en interaction, sa mise en uvre fait
toujours dbat. Par exemple, il est difficile daboutir une culture damlioration
continue partage par lensemble de lentreprise sans mise en uvre de standards au
pralable. Cependant, les rsultats concernant lordre de mise en place des concepts
Lean sont contradictoires (hlstrm, 1998; Melton, 2005; Womack et Jones., 2005;
Rivera et Chen, 2007; Alaron et al., 2008). Ces tudes suggrent de commencer la
mise en place du Lean par diffrentes phases, telles que par exemple, une phase de
collecte des donnes (Melton, 2005), une phase danalyse avec le dveloppement
dune cartographie de chane de valeur (Alaron et al., 2008), le principe de zro
dfaut (hlstrm, 1998) ou encore une phase de changement des attitudes des
employs (Roos, 1990).
Chapitre 3 : Standard de dploiement de la dmarche Lean
95
Par ailleurs, une tude intressante a montr une relation entre la typologie de
lentreprise et la squence de mise en uvre dactions damlioration dans 125
entreprises localises en Italie, au Japon et aux Etats-Unis (Filippini et al., 1998). Ces
entreprises peuvent tre regroupes en deux types : celles avec un haut niveau de
variabilit des volumes des ventes, mais moins exposes la concurrence
internationale, concentres sur des initiatives technologiques et celles produisant
dans des conditions stables (haut niveau de standardisation des produits et des cycles
de vie des produits longs). De plus, un lien entre le pays dorigine et la squence
dinitiatives damlioration a t galement soulign. Ainsi, les entreprises
amricaines implmentent en priorit des actions damlioration orientes sur les
aspects technologiques avant celles lies au management. En revanche, les
entreprises japonaises implmentent en premier les initiatives visant lorganisation et
le management (Filippini et al., 1998).
La contradiction de ces donnes concernant la dmarche de mise en uvre du
Lean nous a conduits nous interroger sur lordre de mise en place le plus appropri
pour favoriser la russite dune dmarche Lean. Pour ce faire, nous avons interrog
25 experts Lean franais. Cette tude a pour objectif didentifier dune part, les
incontournables au dploiement dune dmarche Lean et dautre part, les antriorits
existantes entre les diffrentes pratiques.
Chapitre 3 : Standard de dploiement de la dmarche Lean
96
2. Mthode
2.1. Questionnaire utilis
Pour rechercher lexistence dantriorit entre les diffrentes pratiques Lean,
nous avons labor un questionnaire autour des six concepts Lean communs
identifis prcdemment : lamlioration continue, la qualit, le management des
hommes, llimination des gaspillages, le management visuel et le juste temps (Cf.
Chapitre 1, partie 2.2).
Pour identifier ces antriorits les questions poses sont les suivantes :
- existe-t-il des antriorits ncessaires la mise en place de certaines
pratiques Lean ?
- dans ce cas, quelles sont les pratiques Lean devant tre mise en place au
pralable ?
Par exemple, pour la pratique relative lamlioration continue, nous
questionnons les experts de la faon suivante : pour russir la mise en uvre dune
dmarche damlioration continue, llaboration des standards est-elle indispensable
ou inutile ? Les experts Lean sont interrogs de la mme manire pour chacune des
pratiques Lean (Cf. Tableau 1).
25 experts Lean ont t slectionns. Ces experts appartiennent aux
catgories professionnelles suivantes : 25% dindustriels, 50% denseignants
chercheurs et 25% de consultants.
N Pratiques LEAN
N1 Flux/ systmes tirs/ quilibrage
N2 SMED
N3 Amlioration continue/ kaizen
N4 Mesure de la performance
N5 Standards
N6
Rsolution de problmes
Causes racines
N7 Maintenance
N8 Value Stream Mapping (VSM)
N9 Value Stream Design (VSD)
Chapitre 3 : Standard de dploiement de la dmarche Lean
97
N10 Dfinition de la valeur
N11 Engagement de la direction
N12 Engagement du personnel
N13 Polyvalence
N14 Affichage/organisation visuels
N15 Indicateurs visuels (Andon)
N16 Diagnostic / Rapport A3
N17 5S
Tableau 1. Pratiques Lean
Afin dapprofondir nos rsultats, deux questions supplmentaires ont t
poses :
- quelles sont selon vous les principaux vecteurs de russite dune dmarche
Lean ?
- quelles sont les principales causes dchecs de cette dmarche ?
2.2. Mthode des antriorits
Afin didentifier lordre de mise en place des diffrentes pratiques Lean,
lanalyse des rponses obtenues est ralise partir de la mthode des antriorits.
Cette mthode est gnralement employe pour identifier la mise en ligne idale dun
atelier de fabrication (Courtois et al., 2007). Un exemple dapplication de la mthode
des antriorits, partir des gammes de fabrication dun produit, est prsent (Cf.
Tableau 2). Dans cet exemple, les diffrentes tapes de fabrication sont ralises sur
les machines A I. Lensemble des machines qui interviennent dans une gamme de
fabrication avant la machine considre est, tout dabord, list (Cf. Tableau 2).
Tableau 2. Antriorits existantes pour la fabrication dun produit
Chapitre 3 : Standard de dploiement de la dmarche Lean
98
Ltape suivante de la mthode consiste placer les machines qui nont pas
dantriorit et les rayer de la liste du tableau. Dans le cas prsent, A et B ne
disposent pas dantriorit (Cf. Tableau 3).
Tableau 3. Deuxime tape de la mthode dantriorit
Aprs les avoir ray de la liste nous constatons que C na plus dantriorit.
Donc la machine C est place aprs les machines A et B et est ensuite raye (Cf.
Tableau 4).
Tableau 4. Troisime tape de la mthode dantriorit
Ces tapes sont rptes jusqu' ce que toutes les machines soient rayes. Lexemple
choisi fait apparatre une symtrie entre F et G. En effet, F est lantriorit de G et G
est lantriorit de F. Dans ce cas, les deux machines doivent tre rayes et places
en mme temps. Aprs avoir ralis plusieurs itrations de cette procdure, le rsultat
suivant est obtenu (Cf. Figure 1):
Chapitre 3 : Standard de dploiement de la dmarche Lean
99
A
B
C E D
F
G
H I
Rang 1 Rang 2 Rang 3 Rang 4 Rang 5 Rang 6 Rang 7
A
B
C E D
F
G
H I
Rang 1 Rang 2 Rang 3 Rang 4 Rang 5 Rang 6 Rang 7
Figure 1. Mise en ligne idale des machines
Adapte notre cas dtude, la mthode des antriorits va nous permettre
didentifier lordre de mise en place optimale des pratiques Lean pour la russite
dune dmarche Lean.
Chapitre 3 : Standard de dploiement de la dmarche Lean
100
3. Rsultats
3.1. Donnes recueillies
Le tableau 5 rsume les antriorits incontournables nonces par lensemble
des personnes interroges (Cf. Tableau 14). Pour une meilleure robustesse et de
reprsentativit de nos rsultats, nous avons choisi de considrer uniquement les
rponses lorsque plus de 50% du panel interrog (au moins 13 experts Lean) a
nonc la mme antriorit (Cf. Tableau 5).
Pratiques
LEAN
n1 n2 n3 n4 n5 n6 n7 n8 n9 n10 n11 n12 n13 n14 n15 n16 n17
n1 0 2 3 1 1 3 3 2 3 1 0 0 6 1 2 1 2
n2 15 0 3 2 1 1 1 2 3 0 0 0 3 1 2 1 2
n3 9 4 1 2 8 9 5 5 6 4 0 5 5 6 8 7 6
n4 17 18 17 0 5 12 13 12 10 3 0 2 6 19 16 9 2
n5 14 9 11 10 0 14 6 5 5 2 0 2 14 12 14 8 6
n6 5 5 11 1 1 0 10 1 4 0 0 0 1 3 8 9 1
n7 9 9 4 0 0 0 0 4 4 0 0 1 1 1 6 2 0
n8 16 12 3 2 0 0 4 0 17 1 0 0 3 3 2 3 0
n9 8 5 2 1 0 0 0 0 0 2 0 0 0 2 1 3 1
n10 19 8 12 14 9 6 7 16 15 0 0 4 5 5 8 11 2
n11 25 15 24 18 19 16 17 24 24 17 0 24 23 21 19 18 20
n12 18 20 16 14 19 15 12 8 12 7 0 0 23 10 15 11 13
n13 10 4 5 0 4 0 1 0 1 0 0 2 0 1 4 1 0
n14 7 7 5 7 2 5 0 4 2 0 0 5 6 0 4 4 3
n15 7 3 3 3 1 2 5 3 1 0 0 1 0 1 0 2 0
n16 8 7 8 4 1 9 3 3 7 1 0 1 2 2 5 0 3
n17 10 9 10 2 6 4 6 0 1 0 0 4 2 5 9 7 0
Tableau 5. Antriorits nonces par lensemble du panel interrog
(Les chiffres correspondent au nombre de personnes ayant nonc lantriorit concerne ; les
numros de pratiques numrotes de 1 17 correspondent aux pratiques listes dans le tableau 1)
Chapitre 3 : Standard de dploiement de la dmarche Lean
101
Pratiques
LEAN
n1 n2 n3 n4 n5 n6 n7 n8 n9 n10 n11 n12 n13 n14 n15 n16 n17
n1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
n2 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
n3 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
n4 1 1 1 0 0 0 1 0 0 0 0 0 0 1 1 0 0
n5 1 0 0 0 0 1 0 0 0 0 0 0 1 0 1 0 0
n6 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
n7 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
n8 1 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0
n9 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
n10 1 0 0 1 0 0 0 1 1 0 0 0 0 0 0 0 0
n11 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1
n12 1 1 1 1 1 1 0 0 0 0 0 0 1 0 1 0 1
n13 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
n14 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
n15 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
n16 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
n17 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Tableau 6. Antriorits nonces par plus de 50% des personnes interroges (Valeur 1 : si antriorit ;
valeur 0 : si pas dantriorit ; les numros de pratiques numrotes de 1 17 correspondent aux
pratiques listes dans le tableau 1)
3.2. Mthode des antriorits : rsultats obtenus
A partir des donnes du tableau 6, et de la mthode des antriorits, nous
avons obtenus cinq rangs de mise en uvre des pratiques Lean (Cf. Figure 2).
2
1 11
10
12
16
4 5
8 17
3
6 7
9 13
14 15
Rang 1 Rang 2 Rang 3 Rang 4 Rang 5
2
1 11
10
12
16
4 5
8 17
3
6 7
9 13
14 15
Rang 1 Rang 2 Rang 3 Rang 4 Rang 5
Figure 2. Ordre de mise en place des pratiques Lean par la mthode des antriorits. Le rang 1
correspond la pratique n11, engagement de la direction. Les chiffres correspondent aux numros
attribus aux pratiques Lean du tableau 6
Nous exposons ci-dessous les antriorits existantes pour chacun des niveaux
dans des figures distinctes afin de faciliter la prsentation des liens hirarchiques
Chapitre 3 : Standard de dploiement de la dmarche Lean
102
unissant les diffrentes pratiques Lean. Ces reprsentations graphiques ont t
obtenues partir des donnes du tableau 6. Lanalyse des rsultats sera ensuite
ralise pour chacun des 5 rangs.
Tout dabord, la reprsentation graphique des liens existants entre la pratique
du premier rang et les autres pratiques est prsente sur la figure 3.
Figure 3. Antriorits existantes entre lengagement de la direction et les autres pratiques
Lean
La figure suivante reprsente les liens existants entre les pratiques Lean du
deuxime niveau et les autres pratiques (Cf. Figure 4).
Chapitre 3 : Standard de dploiement de la dmarche Lean
103
Figure 4. Antriorits existantes entre les pratiques du deuxime niveau et les autres
pratiques Lean
Les liens existants entre les pratiques Lean du troisime niveau et les autres
pratiques sont prsents sur la figure 5.
Figure 5. Antriorits existantes entre les pratiques du troisime niveau et les autres
pratiques Lean
Chapitre 3 : Standard de dploiement de la dmarche Lean
104
La reprsentation graphique des liens existants entre les pratiques Lean du
quatrime niveau et les autres pratiques est prsente sur la figure 6.
Figure 6. Antriorits existantes entre les pratiques du quatrime niveau et les autres
pratiques Lean
Enfin, la figure 7 prsente lensemble des liens existants pour chacun des
niveaux.
Engagement de
la direction (n11)
Polyvalence
(n13)
VSD
(n9)
Indicateurs
visuels
(n15)
Kaizen
(n3)
Affichage
visuel
(n14)
Flux/systmes
tirs (n1)
Diagnostic
A3 (n16)
Maintenance
(n7)
Engagement du
Personnel (n12)
SMED
(n2)
Rsolution
de
problmes
(n6)
Rang
1
2
3
4
5
Mesure de la
performance (n4)
VSM (n8) 5S (n17)
Dfinition de la
Valeur (n10)
Standards (n5)
Engagement de
la direction (n11)
Polyvalence
(n13)
VSD
(n9)
Indicateurs
visuels
(n15)
Kaizen
(n3)
Affichage
visuel
(n14)
Flux/systmes
tirs (n1)
Diagnostic
A3 (n16)
Maintenance
(n7)
Engagement du
Personnel (n12)
SMED
(n2)
Rsolution
de
problmes
(n6)
Rang
1
2
3
4
5
Mesure de la
performance (n4)
VSM (n8) 5S (n17)
Dfinition de la
Valeur (n10)
Standards (n5)
Figure 7. Reprsentation graphique des liens existants entre chacune des pratiques Lean
Chapitre 3 : Standard de dploiement de la dmarche Lean
105
Selon les 25 experts interrogs, limplication de la direction (pratique n11)
est le premier rang observ dans la mise en uvre dune dmarche Lean (Cf. Figure
3). En effet, lengagement de la direction est une antriorit indispensable chacune
des pratiques Lean.
Le deuxime rang identifi concerne les pratiques relatives la dfinition de
la valeur (pratique n10), lengagement du personnel (pratique n12) et le diagnostic
ou rapport A3 (pratique n16) (Cf. Figure 4). Ces trois pratiques nont donc quune
seule antriorit : lengagement de la direction.
Les pratiques Lean pouvant tre mise en place par la suite sont celles situes
au troisime rang correspondant aux pratiques relatives la mesure de la
performance (pratique n4), aux standards (pratique n5), la VSM (pratique n8) et
loutil 5S (pratique n17). Les pratiques appartenant ce niveau possdent deux
trois antriorits indispensables leur mise en place (Cf. Figure 5).
Le quatrime rang regroupe huit pratiques pour lesquelles entre deux et quatre
antriorits ont t identifies. La russite des autres pratiques Lean situes dans le
rang 4 dpendra de la mise en uvre de plusieurs pratiques des rangs 1, 2 et 3.
Le dernier rang obtenu concerne la mise en uvre des pratiques relatives aux
flux. La mise en uvre russie de ces pratiques requiert le niveau de maturit Lean le
plus lev puisquelle dpend de la russite de nombreuses autres pratiques Lean (7
antriorits identifies) (Cf. Figure 6).
3.4. Vecteurs de russite et facteurs dchecs dune
dmarche Lean
Les principaux vecteurs de russite cits par la majorit des experts incluent
limplication et la conviction de la direction, la sollicitation de lintelligence de
lensemble du personnel, lintgration dune culture de rsolution de problmes et
lappropriation de la dmarche. De multiples rponses individuelles supplmentaires
ont t nonces dont notamment laudit permanent des mthodes pratiques, la
rigueur et laccompagnement par des professionnels comptents.
Par ailleurs, la recherche de gains sur le court terme est considre comme la
principale cause dchec de mise en uvre de la dmarche Lean. Le manque
Chapitre 3 : Standard de dploiement de la dmarche Lean
106
dimplication de la direction, la focalisation sur les outils ou le manque de mthodes
de prennisation sont aussi les causes dchec les plus cites. Dautres causes
dchec ont galement t nonces tels que le manque de communication, le
manque dobjectifs clairs et le manque de vision systmique du Lean.
Chapitre 3 : Standard de dploiement de la dmarche Lean
107
4. Discussion et conclusion
Les rsultats sont en faveur dune mise en place progressive des pratiques
Lean bien que certaines dentres elles peuvent tre ralises en parallles. En effet,
cinq niveaux de hirarchisation dans le dploiement du systme Lean ont t mis en
vidence.
La premire pratique Lean mettre en uvre est lengagement de la
direction. Ce rsultat tait attendu. En effet, sans une implication forte de la
direction, comment mettre en place le Lean ? La direction se doit dorienter
lensemble de lentreprise vers lapproche Lean. Un tel engagement implique la mise
disposition de temps et de ressources pour la bonne conduite de la dmarche. La cl
pour mettre en uvre avec succs la dmarche Lean est de considrer lengagement
et lencadrement comme lment faisant partie intgrante du systme de production
et non comme un lment supplmentaire la dmarche Lean (Orr, 2005). Ainsi,
neuf comportements essentiels doivent tre associs aux managers : (1) enseigner et
diriger les groupes de travail, (2) respecter les personnes, (3) soutenir et accorder une
reconnaissance, (4) avoir une approche processus, (5) guider, (6) avoir une politique
de dploiement de politique et dobjectifs, (7) avoir une culture du standard, (8) avoir
une vision long terme, (9) soutenir le processus de changement (Orr, 2005).
Au deuxime niveau de mise en place des pratiques Lean, lengagement du
personnel est logiquement observ. Ce rsultat nest pas en contradiction avec le fait
que limplication des hommes doit tre galement prsente pour russir la mise en
uvre des pratiques Lean situes aux niveaux infrieurs. Par ailleurs, ce rsultat
souligne limportance particulire qui doit tre apporte au personnel. En effet, dune
part, pendant la phase de dploiement du systme Lean, une rticence des employs
peut tre rencontre au sein de lentreprise (Baglin et Capraro, 1999; Alaron et al.,
2008; Houy, 2008). Pour palier ces rsistances, il est important de faire participer
lensemble du personnel ds le dbut de la mise en uvre de la dmarche Lean
(Roos, 1990; Baglin et Capraro, 1999). Dautre part, lapplication et le suivi de
lensemble des pratiques et outils Lean ncessitent limplication des employs.
Chapitre 3 : Standard de dploiement de la dmarche Lean
108
En accord avec ces donnes, plusieurs auteurs placent limplication du personnel au
cur de la dmarche Lean (Ohno, 1988; Liker, 2004). De la mme manire, la
plupart des experts ont identifi comme vecteur principal de russite dune dmarche
Lean la sollicitation du personnel, limplication et la conviction de la direction.
Au regard de ces rsultats, il convient de souligner que les experts Lean
franais interrogs prconisent dimplmenter tout dabord des pratiques fortement
orientes vers le management de la mme faon que les entreprises japonaises
(Filippini et al., 1998).
Toujours au deuxime niveau de mise en place sont identifies les pratiques
relatives au diagnostic et la dfinition de la valeur. Mettre en uvre la pratique de
dfinition de la valeur au commencement dune dmarche Lean a pour objectif
dorienter lensemble de la stratgie de lentreprise au plus prs des besoins du client.
Ce rsultat est en parfait accord avec la dfinition de la dmarche Lean formalise
par Womack et Jones prconisant de dfinir la valeur souhaite par le client avant de
mettre en uvre une VSM ou des pratiques relatives aux flux (Womack et Jones,
2005). Par ailleurs, llaboration dun diagnostic se doit dtre ralise de faon
prcoce puisquil contribue lidentification des axes stratgiques damlioration.
Pour certains consultants, le diagnostic A3 est mme considr comme un outil
danimation de la dmarche.
Les troisime et quatrime niveaux incluent le plus grand nombre de
pratiques Lean. Le nombre dantriorit incontournable pour la mise en uvre
russie de ces pratiques varie de deux quatre. Par exemple, lamlioration continue
requiert limplmentation de standards, dengagement de la direction et de personnel.
La mise en uvre dune VSD ne peut tre russie sans avoir ralis au pralable une
VSM et ncessite galement une implication du personnel et de la direction.
Finalement, au dernier niveau de mise en place, les pratiques relatives aux
flux et aux systmes tirs sont observes. Plus de la moiti des experts interrogs ont
identifi sept antriorits ces pratiques : lengagement de la direction (pratique
n11), lengagement du personnel (pratique n12), la mthode SMED (pratique n2),
Chapitre 3 : Standard de dploiement de la dmarche Lean
109
la dfinition de la valeur (pratique n10), loutil VSM (pratique n8), les standards
(pratique n5) et la mesure de la performance (pratique n4). Ce rsultat est
particulirement intressant, puisquil est courant que les entreprises souhaitent
mettre en uvre les pratiques relatives aux systmes tirs en priorit, sans toujours
prendre le temps davoir mis en place les pralables ncessaires. Les multiples
antriorits lies aux pratiques relatives aux flux sont en partie expliques par la
complexit des outils et des concepts sous tendant ces pratiques tels que lutilisation
de la mthode Kanban, la production en fonction de la demande relle du client, la
rduction des stocks et lquilibrage de la charge. Ces pratiques ncessitent une
grande flexibilit du personnel et de lorganisation mme de lentreprise. Un niveau
de maturit Lean lev de lentreprise est donc ncessaire.
Lidentification de ces sept antriorits devrait permettre de faciliter le dploiement
des pratiques relatives aux flux (systmes tirs, quilibrage des flux) et den obtenir
les rsultats escompts.
En conclusion, face au manque de consensus concernant le dploiement de la
dmarche Lean, nous avons cherch, dans ce chapitre savoir sil existait un ordre
de mise en place des pratiques Lean. Nos rsultats ont montr lexistence dun
nombre dantriorits respecter dans le dploiement dune dmarche Lean. En
effet, la majorit des pratiques Lean prsente des antriorits incontournables. Des
liens prcis entre les diffrentes pratiques Lean existent (Cf. Figure 7). Cette tude
nous a donc permis de les identifier partir des rponses communes plus de 50%
des consultants, enseignants-chercheur et industriels interrogs. La connaissance de
ces liens devrait contribuer, dune part la formalisation dun standard du
dploiement de la dmarche Lean et dautre part, la russite de la mise en uvre
des pratiques Lean par les entreprises.
110
CHAPITRE 4. VERS UN SYSTEME DE
PRODUCTION LEAN ADAPTE
Chapitre 4. Vers un systme de production Lean adapt
111
Introduction
Au-del du dploiement de la dmarche Lean se pose la question de
lapplication de ses pratiques. Les pratiques Lean sont-elles adaptes aux entreprises
membres du ple de comptitivit ? En effet, le profil Lean observ au sein des
entreprises membres du ple a rvl plusieurs disparits en termes dintgration des
pratiques Lean, dont certaines sembleraient tre spcifiques la typologie des
entreprises (Cf. Chapitre 2). Afin damliorer la performance de ces entreprises au
travers dune meilleure mise en uvre de lensemble des pratiques Lean, nous avons
recherch des dmarches adaptes aux spcificits des entreprises du ple de
comptitivit permettant une meilleure appropriation des concepts Lean
Les pratiques Lean relatives la rsolution de problmes, lutilisation de la
cartographie de chane de valeur et aux flux tir prsentent un faible niveau
dintgration au sein des entreprises du ple de comptitivit (Cf. Chapitre 2).
Lapplication de ces pratiques requiert a priori une appropriation voire mme un
ajustement en fonction des spcificits des PME du ple, conduisant au
dveloppement dun systme de production Lean adapt. En effet, lorigine culturelle
japonaise de la dmarche Lean est loigne de la culture dentreprise de la valle de
lArve. Nous nous proposons, tout dabord, dtudier la pertinence de ces carts et de
proposer, le cas chant, des approches pour adapter lapplication du Lean aux
spcificits locales de ces entreprises.
Une faible mise en uvre des mthodes de rsolution de problmes a t
montre au sein des deux chantillons dentreprises (premier chantillon compos de
44 entreprises membres du ple de comptitivit Arve Industries et deuxime
chantillon compos de 50 entreprises extrieures au ple de comptitivit Arve
Industries). De prime abord, ce faible niveau dapplication pourrait tre le reflet de
difficults de mise en uvre des mthodes de rsolution de problmes. Or la
simplicit de ces outils ne devrait pas engendrer dobstacles leur application. Ce
rsultat serait donc plus le reflet dun manque de sollicitation des collaborateurs par
la structure de management. Le management des entreprises devrait tre ax autour
dune relle mise en mouvement dune dmarche de progrs.
Chapitre 4. Vers un systme de production Lean adapt
112
Pour favoriser la mise en uvre des mthodes de rsolution de problmes et,
de faon plus gnrale, la mise en mouvement de lentreprise et de son organisation,
nous nous proposons dintroduire les principes de la culture europenne afin de
promouvoir un management par le progrs. Ce travail a t publi dans la revue
franaise de gestion industrielle (Pillet et al., 2008).
Les pratiques relatives lutilisation de la cartographie de chane de valeur
(ou VSM) sont galement faiblement appliques par les entreprises du ple. Ce
rsultat pourrait reflter la complexit de mise en uvre de cet outil, mais aussi le
manque de sollicitation de la structure managriale. Quels sont les autres freins sa
mise en uvre ? A contrario, quels sont les facteurs clefs de russite de lemploi de
loutil VSM ? Pour rpondre ces questions, notre contribution consiste mettre en
place une dmarche doptimisation des flux partir de lutilisation dune
cartographie de chane de valeur au sein dune PME membre du ple de
comptitivit. Cette tude a fait lobjet dune publication dans le congrs
international suivant : International Conference on Advances in Production
Management Systems (Lyonnet et al., 2010b).
Par ailleurs, la premire question que pose la mise en uvre dune VSM est
celle du choix du flux de production optimiser. Sur quels critres baser ce choix ?
Nous nous proposons de dvelopper une mthode de hirarchisation des ressources
des entreprises. Cette nouvelle approche permettra didentifier les ressources
prioritaires impactant le plus la performance afin de prioriser les actions
damlioration sur ces ressources. Cette mthode a fait lobjet de trois publications
dans la revue internationale suivante : International Journal on Industrial Risks
Engineering (Lyonnet et al., 2010c) et dans les confrences internationales suivantes
: International Conference on Business Sustainability (Lyonnet et al., 2008) et
International Conference on Industrial Risk Engineering (Lyonnet et al., 2009b).
Finalement, une faible mise en uvre des principes lis aux flux tirs est
observe dans les entreprises du ple dont la majorit dentre elles sont des
entreprises de dcolletage. Pourquoi ces entreprises appliquent-elles si peu ce
concept fondamental de la dmarche Lean ? Jusqu prsent, ces entreprises
Chapitre 4. Vers un systme de production Lean adapt
113
produisent plus que la demande relle du client. Cette mthode de production serait-
elle justifie par les spcificits locales de leur systme productif, tels des cots de
changement de srie levs ? Afin de fournir les lments de dcision pour connatre
la meilleure stratgie de production pour une PME du ple, nous nous proposons de
dvelopper un modle de calcul de la quantit optimale produire en prenant en
compte une modlisation probabiliste des ventes. Cette tude a fait lobjet de deux
publications dans les congrs internationaux suivants : Congrs International de
Gnie Industriel (Lyonnet et al., 2009a) et World Congress on Engineering (Lyonnet
et al. 2010d).
En rsum, dans ce chapitre, nous proposerons, tout dabord, dintroduire les
principes de la culture europenne dans une dmarche damlioration facilitant la
russite dune dmarche de progrs. Lapplication de loutil VSM dans une PME
membre du ple sera ensuite tudie. Le dveloppement dune mthode
didentification des ressources critiques sera ralis. Finalement, un modle de calcul
de la quantit optimale produire sera propos pour rpondre aux spcificits
locales.
Chapitre 4. Vers un systme de production Lean adapt
114
1. Intgration des principes de la culture europenne
Au-del du dploiement dune dmarche Lean, des ajustements ou des
appropriations sont ncessaires dans les entreprises du ple. Comme nous lavons vu
prcdemment, lengagement de la direction et du personnel sont ncessaires la
russite de lensemble des pratiques Lean. Lintgration des principes de la culture
europenne dans le dploiement des pratiques Lean pourrait contribuer
lamlioration de la mise en ouvre des mthodes de rsolution de problmes par
limplication du personnel tous les niveaux et ainsi, conduire accrotre la russite
de mise en uvre du Lean.
1.1. Introduction
Dans une logique damlioration de la performance et plus particulirement
de rduction des dysfonctionnements, la dmarche Lean prconise de dtecter tout
type danomalies ds leur apparition. En cas danomalie les causes profondes du
problme doivent tre identifies afin de mener les actions prventives et correctives
ncessaires. De nombreux outils, dont notamment la mthode QQOQCP, le
diagramme cause-effet, la mthode 5 pourquoi et le diagramme de Pareto sont
utiliss pour identifier les causes-racines des dysfonctionnements. La question de
lorigine des problmes doit se rfrer au standard : le problme tant soit un
standard mal adapt, soit un cart au standard.
Bien que la rsolution de problmes soit juge comme un impratif de la
dmarche Lean, une faible application de ses mthodes a t observe la fois dans
les entreprises membres du ple de comptitivit et dans les entreprises non membres
du ple (Cf. Chapitre 2; Lyonnet et al., 2010a). Ce rsultat pourrait sexpliquer par
un manque de sollicitation des collaborateurs par la structure managriale, mais aussi
par des difficults de transfert de dmarche de progrs au sein de nos entreprises
europennes.
Pour garantir une mise en mouvement de lensemble de lentreprise vers une
dmarche de progrs, limplication de la structure managriale est indispensable.
Cette dernire se doit dtre un rel moteur de la dmarche.
Chapitre 4. Vers un systme de production Lean adapt
115
Par ailleurs, lutilisation efficace des bonnes pratiques employes dans une
autre entreprise, ncessite gnralement une appropriation, voire une adaptation, de
ces pratiques la culture de lentreprise concerne (McAdam et Kelly, 2002; Maire
et al., 2005). Tout transfert de savoir, dorganisation, de techniques de management
est aussi un transfert de modle culturel (Gauthey et Xardel, 1991). Ainsi, la barrire
culturelle europenne pourrait limiter lefficacit des bonnes pratiques de dmarche
damlioration (Dedoussis, 1995; Barkema et al., 1996 ; Schneider et Barsoux,
2003). Par ailleurs, comme prcdemment soulign, le progrs nest possible que
lorsque la totalit des personnes est implique. La structure managriale doit
contribuer favoriser limplication de tous.
Notre proposition est damliorer le niveau de mise en uvre des mthodes
de rsolution de problmes et de manire plus gnrale la dmarche de progrs, en
introduisant les valeurs fortes cultives en Europe : lhumanisme, la subsidiarit, la
supplance et la proportionnalit. Ces principes inscrits dans le trait europen de
Lisbonne ont guid au travers des sicles lorganisation des socits dmocratiques
europennes. En intgrant ces principes qui font notre culture, les dmarches de
progrs pourraient tre mieux appliques par le personnel de nos entreprises
europennes.
Nous prsentons dans cette partie un cas dapplication dune dmarche
damlioration fonde sur les principes de la culture europenne. Cette tude a t
ralise au sein de lentreprise Cartier, un des leaders de lhorlogerie de luxe (Pillet
et al., 2008).
1.2. Les principes europens pouvant guider une
dmarche de progrs
Le dveloppement dune dmarche de management efficace dans une
entreprise europenne suppose lintgration des valeurs fortes de la culture
europenne. Le fonctionnement des socits europennes est rgi par de nombreux
fondements, pour notre tude les quatre principes suivants ont t retenus : principes
Chapitre 4. Vers un systme de production Lean adapt
116
dhumanisme, de subsidiarit, de supplance et de proportionnalit. La dfinition de
chacun de ces principes est prsente dans le tableau 1.
Principes Dfinition
Humanisme
Ce principe, la base des dmocraties europennes, consiste valoriser
lhomme, le placer au centre de son univers. Dans cette optique, le
principe de base de cette thorie est que lhomme est en possession de
capacits intellectuelles potentiellement illimites.
Subsidiarit
La responsabilit d'une action, lorsqu'elle est ncessaire, doit tre alloue
la plus petite entit capable de rsoudre le problme d'elle-mme.
Supplance
Quand les problmes excdent les capacits d'une petite entit, l'chelon
suprieur a alors le devoir de la soutenir, dans les limites du principe de
subsidiarit.
Proportionnalit
Cest un principe d'adquation des moyens un but recherch. Ce
principe rvle le souci de veiller ne pas faire un niveau plus lev ce
qui peut tre fait avec autant d'efficacit une chelle plus faible, c'est-
dire la recherche du niveau pertinent d'action au juste ncessaire.
Tableau 1. Dfinition des quatre principes de la culture europenne retenues dans notre tude
(Pillet et al., 2008)
Ces principes sont-ils rellement mis en place dans les entreprises ?
Intuitivement nous avons tendance penser que ces principes de bons sens sont
intgrs dans les entreprises. Or, la ralit est bien diffrente, plusieurs bonnes
pratiques sont en partie en dsaccord avec ces quatre valeurs. Par exemple, afin de
proposer des solutions damlioration, la pratique de la bote ides est mise en
place dans de nombreuses entreprises. Elle repose sur le dpt dides par les
employs dans une bote qui est ouverte rgulirement par un suprieur hirarchique.
Ce suprieur dcide ensuite, parfois en comit, de lopportunit dappliquer cette
ide et de rtribuer son auteur. Cette pratique ne satisfait pas les principes europens
suivants :
- la subsidiarit : si lide pouvait tre mise en place directement par son
auteur, quel est lintrt de monter vers le niveau hirarchique suprieur ?
- lhumanisme : dans un premier temps, le fait que chacun puisse mettre une
ide peut apparatre en accord avec ce principe, cependant le fait de
rmunrer une ide induit de faon insidieuse que le fait davoir une ide
mrite une rcompense. Pourtant, utiliser son cerveau dans le cadre du travail
ne fait-il pas partie intgrante du contrat de dpart ?
Chapitre 4. Vers un systme de production Lean adapt
117
- la proportionnalit nest pas, non plus, respecte. Impliquer tout un comit
pour discuter dides parfois trs simples engage des ressources non
ncessaires.
Cette pratique de la bote ides peut fonctionner dans dautres socits dont la
culture hirarchique est plus importante, mais dans un environnement europen il
nous semble que son fonctionnement nest pas optimal. Pour tre plus efficient, le
mcanisme de gnration et de slection des ides doit pouvoir satisfaire les quatre
principes europens retenus prcdemment.
1.3. Made in cartier : exemple dune dmarche de progrs
continu
Ltude ralise dans lentreprise Cartier, dont les activits principales sont la
joaillerie et lhorlogerie de luxe, avait pour objectif dintgrer les principes
europens dans une dmarche globale de progrs, le Made in Cartier . Dans cette
partie, nous allons dcrire cette dmarche et mettre en vidence ses apports pour
amliorer lutilisation des mthodes de rsolution de problmes et la mise en
mouvement de lentreprise.
Cette dmarche se devait tout dabord de satisfaire le principe dhumanisme
en sorientant naturellement vers une approche participative de lensemble des
collaborateurs. En accord avec le principe de dfinition de la valeur de la dmarche
Lean, il est important de fournir une description claire et partage par tous les
collaborateurs de ce que le client attend dun produit Cartier. Pour ce faire,
lentreprise a dcrit de faon simple les quatre piliers dun produit de qualit :
esthtique, chronomtrie, ergonomie et intgrit. Chaque collaborateur connait la
contribution la satisfaction du client final au travers du/des piliers impacts par la
caractristique du produit concern.
Par ailleurs, la prise en compte du principe dhumanisme ncessitait de favoriser les
sources de crativit dont deux types peuvent tre discerns : les amliorations
sollicites et celles proposes. Les dmarches fondes sur la suggestion dides (par
exemple, le cas des botes ides) ne sont sans doute pas suffisantes pour mettre en
marche une vraie dynamique de progrs. Les mcanismes de gnration dides
Chapitre 4. Vers un systme de production Lean adapt
118
doivent tre la fois Bottom Up et Top down. Ainsi, dans le Made in Cartier les
amliorations proposes sont structurellement lies au standard. Les questions que
loprateur doit continuellement se poser sont les suivantes : Le standard est-il
respect ? Si non pourquoi ? Le standard actuel me permet-il datteindre les quatre
piliers de la qualit Made in Cartier ? Est-il difficile de respecter le standard ? Si
oui pourquoi ? Peut-on amliorer le standard ? Comment ? Pour ce faire, lemploy
dispose de feuilles sur lesquelles il peut tout moment mettre une ide de progrs.
Ces feuilles sont discutes directement par le groupe lui-mme en accord avec le
principe de subsidiarit. Les amliorations sollicites constituent une source trs
importante de progrs souvent nglige par les entreprises. Chacun, son poste de
travail, a un potentiel important de propositions damlioration et doit participer
latteinte des objectifs stratgiques de la socit. Contrairement aux amliorations
suggres, ces amliorations ncessitent une organisation particulire pour
hirarchiser les sujets pour lesquels des ides sont sollicites de la part des
collaborateurs. Il est donc ncessaire de dployer les objectifs stratgiques sur
lensemble des processus de lentreprise, puis sur lensemble des units afin que
chaque unit dispose dobjectifs personnaliss convergeant vers lobjectif stratgique
de la socit.
Finalement, une organisation capable de mesurer le niveau de qualit pour
chaque unit doit tre mise en uvre afin de choisir les lments ncessitant de
solliciter une amlioration. Le principe de subsidiarit a conduit lentreprise Cartier
identifier des groupes dcentraliss dune dizaine de personnes dans toute
lentreprise, chaque collaborateur faisant partie dun groupe.
1.4. Principes de la culture europenne : illustration au
sein de lentreprise Cartier
1.4.1. Identification des niveaux de rsolution de problmes
Gnralement, solliciter les employs sur les actions correctives et
prventives en rponse un problme fournit des rponses immdiates pertinentes.
Si la mise en uvre et la validation de la solution propose est rapide et ne ncessite
Chapitre 4. Vers un systme de production Lean adapt
119
pas dinvestissement important, il nest pas ncessaire dentamer une dmarche de
rsolution de problmes. La problmatique de la hirarchisation des dmarches de
rsolution de problmes a t peu dcrite dans la littrature. En effet, les entreprises
ont tendance soit grer tous les problmes par lintuition, soit systmatiquement
entamer une dmarche de rsolution de problmes. Or, imposer systmatiquement
une dmarche structure peut aller lencontre de la dynamique ncessaire une
approche damlioration continue.
Afin doptimiser lutilisation des mthodes de rsolution de problmes, la
dmarche Made in Cartier propose didentifier trois niveaux de rsolution de
problmes permettant de favoriser la prise en compte des principes de la culture
europenne :
- Niveau 1 : rponse immdiate
- Niveau 2 : dmarche structure locale
- Niveau 3 : dmarche de rupture
Le Niveau 1 de rponse immdiate doit tre utilis lorsque la rponse un
problme est vidente et quelle peut tre formule en quelques minutes. Ce premier
niveau remplit les critres du principe de subsidiarit en allouant la plus petite
entit capable la rsolution de problmes et la responsabilit de laction. Il est ensuite
simplement demand lquipe concerne de conserver une trace du problme et de
la rponse apporte telle que prsente dans le tableau 2.
Date
Problme
rencontr
Action ralise Impact
En
cours
Clos Revisite
13/02
Difficult de
polissage
Changement
de pte
Rduction du temps
de polissage
X 25/03
28/03
Ergonomie
du poste 3
Ajout dun
rangement
Poste au standard 5S X
Tableau 2. Suivi des actions immdiates
Le niveau 2 (action structure locale) consiste mettre en uvre une
dmarche structure permettant de se poser toutes les questions afin daboutir
rapidement une solution optimale.
Chapitre 4. Vers un systme de production Lean adapt
120
Sur quels critres est dcide lvolution dune action immdiate vers une action
structure locale ? Les 5 questions de base qui justifient une action structure sont les
suivantes :
- Les symptmes d'un problme sont-ils dfinis ?
- Les clients et leurs consquences sont-ils identifis ?
- La cause racine est-elle identifie de faon certaine ou le problme est-il
rcurrent ? Ce qui suppose que la cause racine na pas t dtecte.
- La mise en uvre dune solution immdiate et la validation de son efficacit
peuvent- elles tre ralises dans un dlai court ?
- La rsolution du problme implique-t-elle plusieurs personnes ?
Laction structure locale doit tre applique tous les niveaux de lentreprise. Les
outils accompagnant cette dmarche sont de simples outils daide la rflexion et
la crativit, incluant notamment les 5M, les 5 pourquoi, la logique est/nest pas et le
diagramme de Pareto. Afin de garantir la comprhension de lensemble des outils par
les employs, lutilisation doutils demandant de fortes comptences statistiques est
viter.
Ce niveau 2 a t structur autour de lapproche 8D qui dfinit en 8 tapes la
dmarche de rsolution de problmes :
1. Identifier lquipe de travail
2. Dcrire le problme
3. Implmenter et vrifier les actions de correction immdiate
4. Identifier et vrifier les causes racines
5. Identifier les actions correctives long terme
6. Implmenter les actions correctives permanentes
7. Prvenir la rcurrence
8. Fliciter l'quipe
Le niveau 3 vise la ralisation dune amlioration de rupture ncessitant du
temps et des ressources.
Lorsque le problme devient important, impliquant plusieurs services et que
sa rsolution ncessite une analyse approfondie, une ressource comptente associe
Chapitre 4. Vers un systme de production Lean adapt
121
un groupe de travail doit tre ddie au problme. Les questions qui justifient le
dclenchement dune telle action sont les suivantes :
- Y a-t-il ncessit de prendre en compte la transversalit des causes
potentielles ?
- Les implications budgtaires sont-elles suffisamment importantes pour
justifier dy consacrer une ressource ?
- Le problme ncessite-t-il une analyse approfondie, notamment une analyse
de donnes ?
La dmarche Six Sigma est une parfaite illustration de ce niveau 3 (Harry et
Schroeder, 2000; Pillet, 2003) avec la prsence dun Black Belt, spcialiste de la
rsolution de problmes, expert dans les techniques danalyse statistique de donnes,
animateur de groupe de travail, qui se consacre quasi exclusivement la rsolution
des problmes critiques de lentreprise. La dmarche DMAICS (Dfinir, Mesurer,
Analyser, Innover, Contrler, Standardiser) de Six Sigma, associe lensemble de
la bote outils mthodologique et statistique constitue une base solide pour la
structuration de ce troisime niveau. Contrairement aux actions structures locales
conduites en autonomie, sans prsence de spcialiste de rsolution de problmes, le
niveau 3 sera pris en main par un pilote expriment qui se consacre exclusivement
la rsolution du problme.
Lidentification de ces trois niveaux de rsolution de problmes permet de
rpondre au principe de proportionnalit en garantissant ladquation des moyens au
but recherch. Le principe dhumanisme au travers de la sollicitation dides du
personnel est galement pris en compte. En effet, dans le cas dune non qualit
observ, une amlioration des acteurs des 15m o sest produit le dfaut est
sollicite. La comparaison entre les pratiques actuelles et le standard doit tre le
premier rflexe de ces acteurs. Le problme tant soit un standard mal adapt, soit un
cart au standard.
1.4.2. Vers une meilleure utilisation du diagramme de Pareto
Une mthode de rsolution de problmes frquemment utilise par les
entreprises est celle du diagramme de Pareto. Cet outil vise la recherche des
Chapitre 4. Vers un systme de production Lean adapt
122
principales causes de non performance afin de cibler les actions damlioration sur
ces causes. Or, pendant que de nombreuses ressources sont impliques dans la
rsolution de problmes, les autres petits problmes subsistent. Il est envisageable
que ces derniers deviennent les problmes importants de demain. Par consquent, les
entreprises doivent galement prter attention aux petites perturbations quotidiennes.
Dans cette logique, la dmarche Made In Cartier a tent de prendre en compte les
principes europens en rconciliant les deux approches suivantes :
1. Dcentraliser et dlocaliser au plus prs des sources de problmes les actions
sur les petites perturbations quotidiennes permet de respecter parfaitement les
principes dhumanisme et de subsidiarit. Bien que les actions prises au
niveau du groupe de travail puissent parfois sembler insignifiantes, ces
actions contribuent fortement diminuer le bruit de fond des perturbations du
flux de la production.
2. En accord avec le principe de proportionnalit, la hirarchisation des
problmes en trois niveaux devrait tre capable doptimiser la gestion des
causes les plus importantes de non performance au travers dune dmarche
impliquant les ressources ncessaires, lapproche DMAIC. Les moyens sont
galement donns lensemble des collaborateurs pour grer avec une
approche 8D les problmes pouvant tre grs de faon autonome.
Linteraction entre ces deux approches est fortement positive. La diminution
du bruit de fond des perturbations par de trs nombreuses petites actions associes
des projets damliorations transversales a conduit lentreprise dans une dynamique
de progrs continue acclre.
1.5. Conclusion
Pour favoriser la mise en uvre des mthodes de rsolution de problmes
dans les entreprises membres et non membres du ple de comptitivit, une
dmarche managriale de sollicitation a t dveloppe en prenant en compte les
principes de la culture europenne.
En accord avec les principes europens, la dmarche de progrs made in
cartier sappuie essentiellement sur les lments suivants :
Chapitre 4. Vers un systme de production Lean adapt
123
- la ractivit : la raction un problme doit se faire au plus tt et au plus
prs de lendroit o le dfaut a t gnr. Lexpert mondial des 15 m o a eu lieu le
dfaut est le collaborateur qui travaille dans ces 15 m. Lapplication du principe
dhumanisme nous incite solliciter les sources de progrs par chaque collaborateur.
- les amliorations ne doivent pas tre attendues, il faut aussi les solliciter.
Lorganisation du progrs continue doit en permanence challenger les hommes pour
rpondre aux non-qualits avres et suggres. Le principe de subsidiarit nous
incite trouver lorganisation qui permet de rsoudre le problme au plus bas niveau
ncessaire.
- le principe de Pareto invers. Il ne suffit pas de sattaquer aux ttes de
Pareto, il faut liminer toutes les petites sources de non-qualit par de petites actions
pouvant apparatre insignifiantes, mais qui au final font la performance.
- le principe de proportionnalit doit sappliquer aux dmarches de rsolution
de problmes. Est-il ncessaire de faire un projet Six Sigma pour un problme dont la
solution est immdiate ? La dmarche doit permettre de structurer les diffrents
niveaux daction en adaptant les dmarches et les outils au public concern.
Ainsi, la prise en compte de ces principes europens dans chaque action de
progrs de lentreprise Cartier a permis dobtenir des rsultats mesurables sur la non-
qualit interne mais aussi sur les marchs avec une rduction de 50% des retours
sous garantis au cours de ces deux dernires annes (Pillet et al., 2008).
Comme soulign prcdemment, les mthodes de rsolution de problmes
taient jusqu prsent utilises de manire occasionnelle par les entreprises
membres et non membres du ple. La prise en compte des trois niveaux de rsolution
de problmes identifis permettrait, notamment, de guider ces entreprises vers une
utilisation plus efficace de ces mthodes en assurant une adquation des moyens au
problme rencontr. Le dveloppement dune structure managriale fonde sur les
principes de la culture europenne permettrait de solliciter la mise en mouvement de
lentreprise.
Ce travail sur un cas dapplication a permis de mettre en vidence lintrt de
lutilisation des principes de subsidiarit, supplance, proportionnalit et humanisme
Chapitre 4. Vers un systme de production Lean adapt
124
dans le cadre dune application du Lean. Cependant, lorganisation de la supplance
pour dfinir le bon niveau daction mriterait une tude plus approfondie qui fera
lobjet dune des perspectives de ce travail de thse.
Chapitre 4. Vers un systme de production Lean adapt
125
2. Analyse critique dune mthodologie
doptimisation des flux par la Value Stream Mapping
(VSM)
A ct de la faible application des mthodes de rsolution de problmes un
faible niveau de mise en uvre de loutil VSM a galement t soulign. De la mme
faon, un manque de sollicitation de la structure managriale pourrait expliquer ce
rsultat. La complexit de loutil VSM pourrait galement expliquer cette faible
application.
2.1 Introduction
Lapplication dune cartographie de chane de valeur permet la visualisation
des tapes cratrices ou non de valeur dun flux de fabrication (Womack et Jones,
2005). Lobjectif final de cet outil est llimination des gaspillages en assurant un
flux continu des produits. Lutilisation de la VSM et la mise en place dactions
damlioration associes ont permis aux entreprises dobtenir des gains considrables
(Cua et al., 2001; Arbos, 2002; Cagliano et al, 2004; Abdulmalek et Rajgopol, 2007;
Hicks, 2007; Shah et Ward, 2007). Par exemple, suite la mise en place dune VSM
dans une entreprise des amliorations telles quune augmentation de la productivit,
une rduction des dlais et une rduction des stocks ont t montres (Abdulmalek
et Rajgopol, 2007).
Cependant, malgr lapport incontestable de lutilisation de la VSM dans le
dploiement dune dmarche Lean, plusieurs tudes ont montr la faible application
de cet outil par les PME de diffrents secteurs dactivit (Herron et Braiden, 2006;
Alaron et al., 2008). De la mme faon, cette faible application a galement t
souligne dans les entreprises membres du ple de comptitivit (Cf. Chapitre 2 ;
Lyonnet et al., 2010a).
Comment expliquer ce rsultat ? Quels sont les freins lutilisation de la
VSM ? Ce sujet a t peu trait dans la littrature. Seules quelques pistes ont t
proposes. Ainsi des difficults de comprhension de loutil (Alaron et al., 2008) et
Chapitre 4. Vers un systme de production Lean adapt
126
dadaptation selon le secteur dactivit concern (Abdulmalek et Rajgopol, 2007) ont
t montres. Notre hypothse est que la faible application de la VSM serait plus le
reflet dun manque de formation et de comprhension de loutil, mais aussi un
manque de sollicitation de la structure de management que la consquence de
spcificits locales.
Nous prsentons un cas dapplication ralis dans une PME de sous-traitance
membre du ple de comptitivit. Notre tude dtaille les diffrentes phases de
lapplication dune dmarche dlimination des gaspillages par lutilisation dune
cartographie de chane de valeur. Lobjectif de notre tude est didentifier les
difficults rencontres mais aussi les facteurs clefs de russite dune dmarche
globale damlioration des flux. Finalement, lidentification de ces facteurs clefs de
russite pourra permettre de faciliter lapplication de loutil VSM par les PME du
ple de comptitivit.
2.2. Mthode
2.2.1 Prsentation de lentreprise
Lentreprise tudie est une entreprise de sous-traitance employant 50
personnes. Cette entreprise membre du ple de comptitivit Arve Industries Haute-
Savoie Mont-Blanc propose ses clients une comptence dans le domaine de la sous-
traitance lectronique dans les secteurs de lindustrialisation. La dmarche
damlioration ralise concerne le flux de fabrication de cartes lectroniques pour
un des plus grands leaders internationaux de l'automatisme pour particuliers et
professionnels. Huit employs de lentreprise ont particip activement la mise en
place de cette dmarche.
2.2.2. Identification des axes stratgiques damlioration
Tout dabord une dmarche gnrale de rsolution de problmes doit tre
ralise pour identifier les axes stratgiques damlioration. Cette dmarche sappuie
sur la cration de plusieurs rapports sur une feuille A3 appels rapport A3 ou
diagnostic A3 (Cf. Figure 1). Le rapport A3 est un outil conu par Toyota Motor
Corporation permettant de guider lutilisateur dans sa dmarche de rsolution de
Chapitre 4. Vers un systme de production Lean adapt
127
problmes. La ralisation dun rapport A3 est un processus de collecte et danalyse
des informations prcdant la ralisation dun plan daction damlioration (Liker,
2004) permettant :
1. de faire apparatre tous les lments pouvant entraner des difficults et des
retards dans le flux de fabrication
2. dinclure toutes les personnes impliques dans la fabrication du produit
3. didentifier les premiers dysfonctionnements pour faciliter llaboration
dun plan dactions damlioration.
La premire tape de cette dmarche consiste formaliser le rapport A3
stratgique concernant lactivit globale de lentreprise. A partir de ce rapport A3
stratgique, lentreprise tudie a choisi de se concentrer sur lactivit de production
de cartes lectroniques. En effet, la fabrication des cartes lectroniques reprsente
une part importante du chiffre daffaires de lentreprise. Loptimisation du flux de
fabrication de ce produit constitue par consquent un axe majeur damlioration.
La seconde tape de la dmarche repose sur la ralisation dun rapport A3
pour cette activit de fabrication de cartes lectroniques. La rdaction de ce dernier a
conduit lentreprise raliser une cartographie de chane de valeur ltat actuel et
ltat futur.
Formalisation
A3 report
stratgique
Formalisation
A3 flux de
fabrication
Elaboration
Chantier VSM
Activit 1 Activit n
Formalisation
A3 report
stratgique
Formalisation
A3 flux de
fabrication
Elaboration
Chantier VSM
Activit 1 Activit n
Figure 1. Synthse de la dmarche ralise
Chapitre 4. Vers un systme de production Lean adapt
128
2.2.3. Cartographie de chane de valeur de ltat actuel
Pour identifier les gaspillages et les amliorations potentielles pour la
production de cartes lectroniques, llaboration dune cartographie de chane de
valeur de ltat actuel a t ncessaire. Pour construire cette cartographie du flux de
fabrication, il faut identifier et comprendre le flux actuel du produit tudi. Pour ce
faire, nous avons identifi chaque tape ncessaire la fabrication du produit en
commenant par la dernire tape du flux : lexpdition finale. Pour chacune de ces
tapes, les temps de cycle et les temps de changement de srie ont t chronomtrs
en temps rel.
A partir de cette cartographie de chane de valeur de ltat actuel, les
gaspillages sont identifis.
2.2.4. Cartographie de chane de valeur de ltat futur
Llaboration dune VSM ltat futur permet la visualisation du flux de
fabrication aprs llimination des tapes non cratrices de valeur. Cette VSM
permet de sassurer de la continuit du nouveau flux de fabrication. Pour construire
cette cartographie nous nous sommes appuys sur la mthode dveloppe par Rother
et Shook (Rother et Shook, 2009). Cette dmarche est guide par les rponses
obtenues aux 8 questions suivantes :
- Question 1 : Quel est le takt time (ou temps takt) pour la famille de produits
choisie?
Le takt time aussi appel rythme du client permet de synchroniser le rythme
de la production sur celui des ventes. Le calcul du temps takt est ralis de la faon
suivante :
jour par client du Demande
jour par effect if t ravail de Temps
client du Ryt hme =
- Question 2 : lentreprise devrait-elle produire pour lexpdition ou stocker dans un
supermarch ?
Lentreprise doit choisir entre deux systmes de production (Cf. Figure 2).
Chapitre 4. Vers un systme de production Lean adapt
129
Montage Expdition
Client
Montage Expdition
Client
Ou
Production pour un supermarch
Production pour lexpdition
Figure 2. Choix des systmes de production (Cf. Annexe 1, pour la signification des symboles)
Un supermarch correspond une zone tampon ou de stockage situ la fin du
processus de production pour les produits qui sont prts tre expdis (Rother et
Shook, 2009). Ce systme de production prsente lavantage de rguler le niveau de
stock alors que la production pour lexpdition peut conduire un niveau de stock
lev.
- Question 3 : A quel niveau du flux lentreprise pourrait-elle utiliser des systmes
tirs ?
Les systmes tirs permettent de rguler les flux entre les diffrents secteurs
de production. Un exemple de systme tir est prsent sur la figure 3.
Processus
Fournisseur
Processus
client
Processus
Fournisseur
Processus
client
Figure 3. Reprsentation dun systme tir (Cf. Annexe 1, pour la signification des symboles)
Sur cette figure le processus client sapprovisionne directement au supermarch. Le
processus fournisseur fabrique pour remplacer le produit venant dtre retir.
- Question 4 : A quel niveau lentreprise peut-elle introduire un flux continu ?
Chapitre 4. Vers un systme de production Lean adapt
130
Lentreprise doit identifier les processus amont pouvant produire la quantit juste
ncessaire pour le processus suivant. La mise en place de cellule en U permet de
faciliter la mise en uvre dun flux continu.
- Question 5 : A partir de quel point contrler la production ?
Pour rpondre cette question, lentreprise doit identifier le processus
cadenceur du flux de fabrication du produit. Ce poste va rythmer la production pour
lensemble des postes en amont. Le processus cadenceur est gnralement le
processus qui est le plus en aval dans le flux de production (Rother et Shook, 2009).
- Question 6 : Comment lentreprise peut-elle produire par petits lots et niveler sa
production sur le processus cadenceur ?
Lentreprise, doit dfinir la taille de lot optimale pour produire et livrer la quantit
commande par le client dans les dlais souhaits.
- Question 7 : Comment rythmer les prlvements sur le processus cadenceur ?
Pour rythmer ses prlvements, lentreprise doit utiliser le temps takt calcul
prcdemment. Lentreprise pourra ainsi calculer le nombre de kanban requis pour
rythmer ses prlvements ou la taille maximale des supermarchs pour chacun des
postes.
- Question 8 : Quelles amliorations sont ncessaires latteinte des objectifs de la
cartographie de ltat futur ?
A partir des gaspillages identifis et des suggestions damliorations mises,
le personnel pourra laborer un plan dactions damlioration.
Chapitre 4. Vers un systme de production Lean adapt
131
2.2.5. Evaluation des gains obtenus, deux mois aprs la mise en place
des amliorations
Nous avons choisi dvaluer les gains obtenus par lentreprise selon trois
catgories : oprationnelle, stratgique et administrative (Kilpatrick, 2003). Une
quatrime catgorie a galement t tudie : les bnfices humains.
Les bnfices oprationnels correspondent aux amliorations ralises sur les
temps de cycle, la productivit, la surface de production.
Les bnfices stratgiques peuvent correspondre une amlioration de la
gestion de la production, une augmentation du march.
Les bnfices administratifs peuvent se traduire par une diminution des
documents administratifs ou une amlioration du traitement des donnes.
Les bnfices humains correspondent aux conditions et lorganisation du
travail. Pour les valuer, nous avons interrog une partie du personnel.
2.2.6. Identification des freins la mise en place dune dmarche
damlioration
Cette identification a t ralise au cours de lensemble de la dmarche
damlioration et galement par le biais dentretiens auprs dun chantillon du
personnel impliqu dans laction.
2.3. Rsultats
2.3.1. Rdaction du diagnostic A3 ou Rapport A3
Les sept lments suivants ont t dfinis par le personnel de lentreprise sur
une feuille de format A3 : contexte du problme (1), situation actuelle (2), cibles et
objectifs atteindre, (3) analyse des causes racines du problme (4), mesures
proposes pour atteindre la cible et ses objectifs (5), plan dactions damlioration (6)
et suivi du droulement des actions ralises (7).
Chapitre 4. Vers un systme de production Lean adapt
132
2.3.1.1 Contexte du problme
Le contexte dans lequel sinscrit lentreprise dcoule dune volont de
rduction des cots de fabrication et daccroissement de sa ractivit par la rduction
des gaspillages. Lentreprise souhaite galement identifier les tapes non cratrices
de valeur ajoute par la ralisation dune cartographie de chane de valeur. Laction
associe cet objectif pourra ainsi contribuer laugmentation des marges
bnficiaires des produits fabriqus.
2.3.1.2 Situation actuelle
La famille de produits tudie comporte trois rfrences distinctes. Cette
famille de produits reprsente un chiffre daffaires majeur pour lentreprise. Sa
fabrication est ralise dans deux ateliers diffrents. Le dlai d'approvisionnement
des matires premires est de 1 semaine et le dlai de fabrication actuel est de 5
semaines. Les problmes rencontrs par lentreprise concernant le flux de fabrication
de ce produit sont rsums dans le tableau 3.
En quoi la situation pose problme ?
Retards de livraison : taux de service de 51%
Dures de fabrications longues
Manque de flexibilit dans le changement de rfrence
Dplacements inutiles importants (plusieurs ateliers)
Variation des volumes
Tableau 3. Synthse de la situation actuelle
2.3.1.3. Cibles et objectifs atteindre
Lentreprise souhaite rduire son dlai de fabrication 4 semaines, atteindre
un taux de service de 95% et rduire les dplacements et manutentions inutiles de
50%. Finalement, lobjectif majeur de lentreprise est laugmentation du temps de
cration de valeur ajoute.
Chapitre 4. Vers un systme de production Lean adapt
133
2.3.1.4. Analyse des causes racines du problme
Lanalyse des causes racines du problme li au faible taux de service
(< 95%) est ralise partir du diagramme dIshikawa (Cf. Figure 4).
Ce diagramme met en vidence de nombreuses causes racines telles quun
manque de polyvalence du personnel, des attentes, des dplacements pouvant tre
rduits et des tailles de lot suprieures la demande journalire du client.
Monotonie Taux de rendement
synthtique non optimal
Absentisme
Manque de polyvalence
Machine imposante non
dplaable
Attente entre les tapes
du processus
Mauvaise gestion de
lapprovisionnement
par rapport la
demande client
Trop de dplacements
MAIN D'UVRE MACHINE
MATIERE METHODE
Stockage
intermdiaire
Taille de lot trs
Suprieure la
demande
Taux de service
< 95%
Monotonie Taux de rendement
synthtique non optimal
Absentisme
Manque de polyvalence
Machine imposante non
dplaable
Attente entre les tapes
du processus
Mauvaise gestion de
lapprovisionnement
par rapport la
demande client
Trop de dplacements
MAIN D'UVRE MACHINE
MATIERE METHODE
Stockage
intermdiaire
Taille de lot trs
Suprieure la
demande
Taux de service
< 95%
Figure 4. Diagramme d'Ishikawa
2.3.1.5. Mesures proposes pour atteindre les objectifs et plan daction
Avec lensemble du personnel de lentreprise, nous avons ralis une
cartographie de chane de valeur de ltat actuel et de ltat futur pour identifier et
liminer les gaspillages du flux de fabrication du produit (Cf. Figures 5 et 6). La
cartographie de chane de valeur de ltat actuel comporte 13 tapes : prparation de
la srie, montage, pargne, cblage et soudure, rception au magasin, prparation
pour intgration, contrle fonctionnel, soudure, montage du chssis et du silicone,
montage final, test fonctionnel final, emballage, contrle qualit et expdition (Cf.
Figure 5). Pour la fabrication de ces cartes lectroniques, lentreprise reoit une
commande ferme trois semaines avant la date de lexpdition finale. Le temps de
cration de valeur ajoute correspond 842 secondes et celui de non valeur ajoute
correspond 565 856 secondes.
Chapitre 4. Vers un systme de production Lean adapt
134
Figure 5. Cartographie de chane de valeur de ltat actuel
(Cf. Annexe 1, pour la signification des symboles)
Chapitre 4. Vers un systme de production Lean adapt
135
Figure 6. Cartographie de chane de valeur de ltat futur
(Cf. Annexe 1, pour la signification des symboles)
Chapitre 4. Vers un systme de production Lean adapt
136
Par ailleurs, des stockages excessifs ont t observs en amont du poste de montage,
et du poste regroupant les tapes de contrle fonctionnel et de soudure engendrant
ainsi des temps de non valeur ajoute importants, respectivement, 189 336 secondes
et 376520 secondes. Par ailleurs, lobservation du flux de fabrication a rvl de
nombreux gestes et dplacements inutiles. Ce constat dcoule de lloignement
gographique des diffrents postes rpartis en deux ateliers. Pour laborer la
cartographie de chane de valeur de ltat futur, nous nous sommes bass sur les
diffrents lments dcoulant des huit questions prsentes prcdemment.
Tout dabord le calcul du takt time aussi appel rythme du client a donn le
rsultat suivant :
jour par client du Demande
jour par effect if t ravail de Temps
client du Ryt hme =
150
3600 * 8,17
client du Rythme =
s 66 , 198 client du Rythme =
A partir du temps takt, des temps de cycle des oprations et des tches
effectuer, plusieurs tapes ont t regroupes. La cartographie de chane de valeur de
ltat futur ne comporte plus que huit tapes (Cf. Figure 6). Les tapes de cblage,
soudure, contrle et reprise (processus cadenceur) ont t regroupes ainsi que celles
lies au contrle, soudure, reprise, montage du chssis et de la silicone (boucle
procd 1). Un troisime regroupement concerne les tapes de montage final, de test
fonctionnel final et demballage (boucle procd 2). Une tape de rception au
magasin a t supprime.
- Le processus cadenceur identifi par lentreprise est un processus de
fabrication situ en amont dans la chane de valeur. Seules trois oprations sont
ralises au pralable de cette dernire correspondant aux tapes de prparation et de
ralisation de composants (prformage et montage).
- Pour rguler le niveau de stock, un supermarch a t mis en place en amont
des boucles procds 1 et 2.
Chapitre 4. Vers un systme de production Lean adapt
137
- Un flux continu a pu tre introduit partir du processus cadenceur jusqu la
boucle procd 2. Lobtention dun flux continu a t facilite par la mise en place de
cellules en U sur ces postes.
- Un systme tir a pu tre utilis au niveau des boucles cadenceur et des
boucles procds 1 et 2.
- Lentreprise a pu niveler la production, en fabricant tous les jours une partie
des trois rfrences du produit.
- Les tailles de lots ont t diminues nexcdant pas 300 pices par jour pour
les encours de fabrication et 600 pices pour les composants.
Pour atteindre les objectifs de rduction des dlais de fabrication,
damlioration du taux de service, de rduction des dplacements et manutentions
inutiles et de diminution du temps de non cration de valeur ajoute, le personnel
impliqu dans la dmarche damlioration a :
- optimis lergonomie des diffrents postes de travail
- optimis lorganisation des tches effectuer
- regroup diffrentes tapes de production en un poste
- regroup gographiquement les postes de travail
- supprim une tape du processus de production correspondant
lpargne
- rduit les tailles de lot en adquation avec la quantit souhaite par le client
- rduit les documents administratifs pour certaines tapes du processus
(ordres de fabrication).
Deux mois aprs la mise en uvre des amliorations, une diminution des
temps de non cration de valeur ajoute a t observe, atteignant 176 472 secondes.
Le temps de cration de valeur ajoute a galement t diminu atteignant 577
secondes. Cette diminution est lie la suppression de plusieurs tapes de fabrication
du produit. Il est important de remarquer que le ratio aussi appel valeur de
fluidit a t multipli par un facteur de 2,2.
Chapitre 4. Vers un systme de production Lean adapt
138
2.3.1.6. Suivi du droulement des actions ralises
Le suivi du droulement des actions damlioration est essentiellement ralis
par la surveillance des lments suivants :
- suivi de la production en temps rel
- ergonomie du poste de travail
- cadence de production
- taille de lot
- respect de la quantit journalire souhaite.
2.3.2 Optimisation du flux de fabrication : gains obtenus
Nous prsentons les bnfices oprationnels, stratgiques, administratifs et humains.
2.3.2.1. Bnfices oprationnels
Les bnfices oprationnels obtenus concernent, tout dabord, une rduction
du dlai de fabrication de 5 semaines 4 semaines. De plus, la surface ncessaire la
fabrication de la famille de produits tudie a t divise par deux. Une diminution
de plus de 10% des temps de cycles des tapes de cblage, dpargne, de soudure et
dassemblage a t obtenue. Une diminution de 67% des stocks inutiles a t
observe. La productivit par personne et par heure a double (passage de 9 produits
par heure et par personne 20 produits).
2.3.2.2. Bnfices administratifs et stratgiques
Lentreprise a bnfici damlioration de la gestion administrative. En effet,
une partie du personnel nutilise plus dordres de fabrication pour la fabrication des
produits. La quantit produire est guide par lutilisation de supermarchs et de
systmes tirs.
Chapitre 4. Vers un systme de production Lean adapt
139
2.3.2.3. Bnfices humains
Le personnel a rapport une amlioration de lergonomie des postes de travail
et de la flexibilit de lorganisation du travail. Les modifications ralises ont permis
dobtenir une amlioration de la cohsion dquipe. La diminution des dplacements
inutiles a t juge par le personnel comme une amlioration de leurs conditions de
travail. Le personnel a rapport une amlioration gnrale de lorganisation du
travail. Lensemble des gains obtenus est rsum dans le tableau 4.
Avant Aprs Gain
Surface 26,5m 12,34m 53,43%
Dlai de
production
5 semaines 4 semaines 20,00%
Taux de service 51% 100% 49%
Flexibilit - ++ -
Temps de cycle
cblage/ pargne/
soudure
102 s 90 s 11,76%
Temps de cycle
contrle
fonctionnel/
sous-assemblage
126 s 126 s -
Temps de cycle
assemblage
86 s 71 s 17,44%
Personnel 3,5 personnes 1,5 personne 57,14%
Productivit 33 pices/ heures 30 pices/ heure -
Productivit par
personne et par
heure
9 pices 20 pices 122,22%
Tableau 4. Gains raliss
2.3.3. Identification des freins
Nous avons identifi au cours de la ralisation de cette dmarche, diffrents
types de freins. Des freins techniques ont t nots, tels quune machine non
dplaable cause de son volume imposant. Par ailleurs, des freins stratgiques ont
t galement observs. En effet la mise en uvre de la dmarche damlioration a
ncessit lengagement du personnel impliqu dans la fabrication du produit. Ceci a
Chapitre 4. Vers un systme de production Lean adapt
140
conduit lentreprise arrter la production pendant la mise en uvre des
amliorations (5 jours).
Deux mois aprs la mise en uvre des amliorations, quelques difficults
humaines lies lorganisation du travail ont pu tre observes. En effet, la
modification de lorganisation du travail ncessite la mise en uvre de formations.
Une partie du personnel a donc t forme pour chaque poste de travail. Ceci a
conduit amliorer la polyvalence du personnel, cependant un temps dadaptation
par le personnel est ncessaire.
2.4. Discussion
Nous avons prsent une application russie dune dmarche damlioration
dun flux de fabrication dans une PME membre du ple de comptitivit. Cette
dmarche a t ralise pour une famille de produits dans une entreprise de sous-
traitance lectronique. Nous nous sommes appuys sur lutilisation dune
cartographie de chane de valeur.
2.4.1. Amliorations observes
Des amliorations oprationnelles, administratives, stratgiques et humaines
ont t mises en vidence aprs la mise en place de cette dmarche. Lensemble des
objectifs souhaits par lentreprise a t atteint tels quune rduction des dlais de
fabrication (passage de 5 4 semaines), une amlioration du taux de service client
(passage de 51% 100%) et une diminution des dplacements inutiles lis la
rduction de la surface destine la production (rduction de plus de 50%). Ces
amliorations sont comparables celles rapportes par les prcdentes tudes sur
lutilisation de loutil VSM. En effet, de manire semblable notre tude, des
rductions de la surface ddie la production du produit tudi sont de lordre de
50% 90% (Kilpatrick, 2003; Shah et Ward, 2007).
Par ailleurs, le bnfice le plus cit par la mise en place des pratiques Lean est
celui relatif lamlioration de la productivit (Schonberger, 1982; White et al.,
1999; Shah et Ward, 2007). Dans notre tude, celle-ci est de lordre de 200%. En
effet, malgr une rduction de 50% du personnel, lentreprise ralise une production
Chapitre 4. Vers un systme de production Lean adapt
141
par heure quasiment identique. Il convient de remarquer que lambiance de travail
na pas t affecte par cette rduction de personnel touchant uniquement les
travailleurs intrimaires de lentreprise. Ces derniers ont t reclasss dautres
postes. Une amlioration majeure obtenue concerne le taux de service client
atteignant 100% (observ sur une dure de deux mois). Ce rsultat est en accord la
fois, avec lobjectif dfini par lentreprise et avec lutilisation de la cartographie de
chane de valeur. En effet, le point de dpart de la mise en uvre de cette dernire est
de rpondre de faon optimale la demande du client.
Notre cas dtude a favoris la rduction des dplacements inutiles. En effet,
la famille de produits tudie tait ralise dans deux ateliers bien distincts. Ceci
engendrait par consquent de nombreux dplacements inutiles. Lensemble des
oprations du flux de fabrication a t rassembl dans un seul atelier.
En plus de ces amliorations, des bnfices humains ont t observs tels
quune augmentation de la polyvalence et une diminution de la monotonie. La
nouvelle implantation des machines ncessite que les opratrices soient polyvalentes
pour chacun des postes de travail. La mise en place de la dmarche damlioration a
permis une amlioration des conditions de travail telles quune amlioration de
lergonomie des postes et une amlioration de la flexibilit. Il est important lors de la
ralisation du plan damlioration de prter une importance particulire aux aspects
lis aux conditions et lorganisation du travail, afin dassurer la russite de la
dmarche. En effet, lobjectif doptimisation du flux de production pourrait conduire
diviser certaines oprations en plusieurs pour rduire les gaspillages lis aux sur-
stockages intermdiaires. Ces divisions pourraient engendrer une augmentation des
mouvements rptitifs. Dans notre cas, nous avons choisi linverse de regrouper
diffrentes oprations sur un poste. Cette stratgie semble plus adquate
lamlioration de lorganisation du travail et permet par la mme occasion de rduire
les dplacements inutiles. Par ailleurs, au cours de lamlioration ddie
lergonomie des postes de travail il est important de laisser une cadence de
production suffisamment grande pour que les opratrices puissent amnager leurs
temps de travail.
Chapitre 4. Vers un systme de production Lean adapt
142
2.4.2. Facteurs clefs de russite
Notre tude nous a galement permis didentifier des facteurs cls de russite
dune dmarche damlioration. La clef de la russite se situe dans limplication forte
et visible de la direction et du personnel. Il est indispensable dimpliquer lensemble
du personnel affect la fabrication du produit tudi dans la ralisation du rapport
A3 du flux et des cartographies de chane de valeur ltat actuel et futur. Pour
faciliter cette implication du personnel, il est ncessaire que lentreprise alloue un
temps suffisamment important pour pouvoir raliser ces actions. Comme dans notre
cas dtude, ceci peut ncessiter un arrt total de la production. En effet, un manque
de ressources ddies la mise en place des actions damlioration nuit sa russite
(Real et al., 2010). Limplication du personnel a galement t facilite par la
ralisation dun rapport A3. En effet, ce dernier est un processus de collecte et
danalyse des informations permettant notamment dinclure toutes les personnes
impliques dans la fabrication du produit (Liker, 2004). Son utilisation permet ainsi
de rduire le risque de rsistance au changement par la prise en considration de
lavis du personnel sur chacune des actions damlioration proposes et sur
lamlioration de leurs conditions de travail. De plus, il est noter que le personnel
de lentreprise tudi avait particip auparavant la ralisation dune application 5S
russie et en avait apprci les bnfices.
Par ailleurs, lutilisation dun vocabulaire simple a contribu la
comprhension de la dmarche damlioration. En effet, il a t prcdemment
rapport que la difficult de comprhension de la VSM pouvait nuire la russite de
la dmarche damlioration (Herron et Braiden, 2006).
Chapitre 4. Vers un systme de production Lean adapt
143
2.4.3. Freins la mise en place de la dmarche
Nous avons galement observ plusieurs freins la russite dune dmarche
doptimisation du flux de fabrication.
Un frein majeur cette optimisation est lexistence de machines encombrantes et
non-dplaables qui ncessite dorganiser lensemble des postes de travail autour de
celles-ci. Dans notre tude, nous disposions dune seule machine encombrante autour
de laquelle nous avons organis le flux de fabrication. Or, dans certains cas, il est
possible que plusieurs machines dun mme flux de fabrication soient non-
dplaables. Il est alors plus compliqu doptimiser lorganisation du flux de
fabrication du fait de ces obligations dagencement. La seule solution pour diminuer
ce frein serait de privilgier lachat de moyens de fabrication mobiles et moins
encombrants et donc dadapter la stratgie de lentreprise.
Par ailleurs, le flux de fabrication concern par la dmarche damlioration
peut impliquer certains postes engags dans dautres flux de fabrication. Par
exemple, dans notre cas, les postes de contrle et dexpdition finale sont communs
dautres flux. Cest pourquoi lors de loptimisation du flux de fabrication du produit,
il faut absolument avoir une vision gnrale de limbrication des diffrents flux de
fabrication pour ne pas augmenter les gaspillages relatifs aux autres flux de
fabrication tel que notamment ceux issus des dplacements inutiles.
Un frein supplmentaire concerne la diminution des stocks intermdiaires
excdentaires considrs dans la dmarche Lean comme du gaspillage. Pour
optimiser son flux de production lentreprise a rduit ses stocks intermdiaires
inutiles. Cette nouvelle organisation conduit lensemble du personnel tre plus
ractif face aux dysfonctionnements. En effet, lapparition dun dysfonctionnement
peut gnrer larrt de toute la chane de production trs rapidement, puisque la
rduction des stocks intermdiaires ne permet plus de masquer les
dysfonctionnements persistants. Cette nouvelle stratgie amne de profonds
changements de mentalits et de culture de lentreprise.
Chapitre 4. Vers un systme de production Lean adapt
144
2.5. Conclusion
En accord avec notre hypothse selon laquelle la faible application de la VSM
serait plus le reflet dun manque de formation de loutil et de sollicitation de la
structure de management que la consquence de spcificits locales, notre tude a
montr que la mise en uvre dune VSM est adapte lamlioration de la
performance dune PME membre du ple de comptitivit Arve Industries. En effet,
la ralisation dune dmarche damlioration par lutilisation dun rapport A3 et de la
mise en uvre dun chantier VSM a permis de relles amliorations du flux de
fabrication tant sur un plan oprationnel, stratgique, administratif et humain. Les
outils tels que le rapport A3 et la VSM sont des outils mthodologiques defficience
intellectuels permettant de faire progresser le travail en quipe. Lutilisation
conjointe de ces deux outils a contribu faire impliquer lensemble du personnel.
Cependant, pour garantir une application russie, il est indispensable que
limplication du personnel et de la direction soient fortes. Le travail en quipe
favorise la russite dune dmarche damlioration. Il nous semble important de
former au pralable lensemble du personnel la dmarche et dlaborer une
concertation avec le personnel avant et pendant toute laction afin de la faire
progressivement partager ses collaborateurs.
Finalement, il est important de remarquer que le cas dapplication prsent
prcdemment concernait une entreprise de sous-traitance lectronique. Or, dans les
entreprises de dcolletage, majoritaires dans le ple de comptitivit, lorganisation
des flux de production rend plus complexe le choix du flux de production
optimiser. En effet, dans ce type dentreprises, les flux de fabrication sont simples et
comportent une deux tapes de transformation du produit (dcolletage et lavage).
Par consquent, il est opportun de mettre au point une mthode permettant de
hirarchiser les ressources dune entreprise, facilitant ainsi le choix des flux
ncessitant la mise en uvre des actions damlioration prioritaires.
Chapitre 4. Vers un systme de production Lean adapt
145
3. Dmarche didentification des ressources critiques
3.1. Introduction
La matrise des ressources du systme de production contribue galement
fortement la russite dune dmarche gnrale damlioration continue au sein
dune entreprise. En effet, un des piliers de sa performance repose sur les
ressources de son systme de production. Ainsi, pour assurer la disponibilit
ncessaire la production et rpondre aux besoins des clients, lidentification des
ressources prioritaires est essentielle. Lentreprise pourrait focaliser ses actions
prventives sur ses ressources pour rduire le nombre et la dure des
dysfonctionnements.
Dans certains cas, identifier la ressource prioritaire parat simple. Par
exemple, dans une compagnie arienne, la ressource prioritaire est lavion. En
revanche, dans le cas des PME du ple de comptitivit Arve Industries, dont la
majorit appartient au secteur du dcolletage et possde plusieurs moyens de
production, diffrents produits et clients, la hirarchisation des ressources est moins
vidente. En effet, au sein dune entreprise de dcolletage, gnralement le produit
subit deux oprations de transformations successives : le dcolletage et le lavage.
Quelle ressource gnre la plus grande perte financire en cas de
dysfonctionnement ? Lorsque cette question est pose au personnel dune PME du
secteur de dcolletage, les rponses sont multiples : ressource correspondant au
dernier investissement de lentreprise, ressource contribuant toutes les gammes de
fabrication de lentreprise, ressource disposant dune capacit de fabrication
suprieure aux autres ou ressource goulot.
Un principe de la dmarche Lean prconise la bonne utilisation des ressources
goulots (Baglin et Capraro, 1999). La ressource goulot dsigne une ressource limite,
infrieure ou gale aux besoins de production (Marris, 2005; Goldratt et Cox, 2006).
Le goulot est identifi selon les critres suivants : la capacit de production et la
demande de la ressource tudie. Deux grandes approches de management sont la
base de cette notion : la thorie des contraintes (Goldratt et Cox, 2006) et le
management par les contraintes (Marris, 2005). La thorie des contraintes considre
Chapitre 4. Vers un systme de production Lean adapt
146
que pour amliorer la performance globale dun systme il faut augmenter la
performance des ressources contraintes. La contrainte correspond tout ce qui
empche un systme d'atteindre dans le cadre de son objectif un niveau suprieur de
performance (Goldratt et Cox, 2006). Les ressources goulots sont les contraintes
limitant tout le systme. Le management par les contraintes se distingue quant--lui
par son mode de gestion de production fond sur le dsquilibre des capacits, les
contraintes sont limines les unes aprs les autres jusqu lobtention du goulot
considr comme le moins mauvais (Marris, 2005). A loppos, la thorie des
contraintes juge toute contrainte comme une mauvaise rgle. Ces approches sont
parfaitement adaptes dans le cas dune entreprise ayant des flux de production
complexes et troitement lis. En revanche, dans une PME du dcolletage o les flux
de fabrication sont simples, en parallles et avec peu dinterconnexions, cette
mthode ne nous semble pas suffisante.
Pour identifier les ressources prioritaires, une autre possibilit serait de
considrer les ressources impactant les performances cls de l'entreprise (Porter,
1980; Hax et Majluf, 1984; De Vasconcellos et Hambrick, 1989; Grant, 1991;
Prahalad et Hamel, 1994). En accord avec cette vision nous avons choisi de dfinir la
ressource prioritaire nomme ressource critique comme celle qui influence le
plus la performance dune entreprise. Cette dfinition se diffrencie donc de
ressource goulot et intgre un large ventail de critres ayant un impact sur la
performance, tels que la qualit, la disponibilit, l'importance de la clientle et les
cots.
Plusieurs auteurs se sont intresses la hirarchisation des ressources
matrielles de lentreprise et ont ainsi dvelopp diffrentes mthodes (Lavina, 1992;
Jamali et al., 2000; Chelbi et Ait-Kadi, 2002; Herrou et Elghorba, 2007). Par
exemple, un auteur propose de hirarchiser les ressources matrielles dune
entreprise agroalimentaire selon la mthode PIEU (Lavina, 1992). Cette mthode
permet de classer lensemble des quipements en leur attribuant quatre indices de
criticit : lincidence des pannes (P), limportance de lquipement (I), ltat de
lquipement (E) et le taux dutilisation (U). Chelbi et Ait-Kadi suggrent, quant--
eux, didentifier les critres de hirarchisation des ressources en utilisant une
Chapitre 4. Vers un systme de production Lean adapt
147
mthode de rangement propose par Roy (Bouyssou, 2001; Chelbi et Ait-Kadi,
2002). Cette mthode sarticule autour de 4 tapes: (1) identifier lensemble des
quipements classer, (2) tablir une liste cohrente de critres de priorit, (3)
valuer les performances de chaque quipement selon leur performance globale et (4)
appliquer une procdure dagrgation pour classer ces quipements selon leur
performance globale. A partir de cette dmarche, 9 critres de hirarchisation sont
identifis tels la contribution de la ressource la gamme de fabrication, la moyenne
des temps de rparation de la ressource et limportance de la ligne dont fait partie
lquipement (Chelbi et Ait-Kadi, 2002). Un travail plus rcent ralis dans une unit
de fabrication de produits plastiques classe les quipements selon une matrice
multicritre avec des coefficients de pondration pour chaque quipement (Herrou et
Elghorba, 2007). Les critres retenus sont notamment limportance de la machine, la
scurit et la consommation.
Finalement, il ny a pas de consensus autour de la mthode de hirarchisation
des ressources, chacune sappuient sur diffrents critres. Ces tudes conduisent
diffrentes hirarchisations des ressources dans un contexte de suivi de la
maintenance. Pour ces raisons, ces approches ne prennent pas directement en compte
laspect conomique. Or, il nous semble primordial de considrer cet aspect pour
identifier les ressources ncessitant la mise en uvre dactions damlioration
prioritaires.
Dans notre tude, nous nous proposons de dvelopper une nouvelle mthode
de hirarchisation des ressources partir d'une approche multicritre fonde sur une
matrice de criticit adapte aux entreprises concernes. Pour ce faire, nous avons tout
dabord, identifi les principaux critres de hirarchisation des ressources influenant
directement la performance. Pour illustrer notre approche, nous avons ensuite ralis
un cas dapplication au sein dune PME du dcolletage membre du ple de
comptitivit Arve Industries.
Chapitre 4. Vers un systme de production Lean adapt
148
3.2. Mthode propose
3.2.1. Proposition dune dmarche de hirarchisation des ressources
partir dune matrice de criticit
Pour dvelopper notre dmarche de hirarchisation, nous nous sommes
appuys sur une matrice de criticit. Notre choix a t guid par la simplicit et la
rapidit dune telle dmarche. En effet, les changements constants vcus par
lentreprise daujourdhui ncessite une connaissance perptuelle des ressources
impactant le plus sa performance conomique. De plus, lutilisation dune matrice de
criticit est parfaitement adapte une approche multicritres permettant de prendre
en compte lensemble des facteurs influant sur la perte financire de lentreprise.
3.2.1.1. Identification des critres de hirarchisation
Nous avons tout dabord cherch les principaux critres devant tre pris en
compte dans la matrice de criticit dveloppe.
Nous proposons dvaluer le risque de perte financire par lidentification des
critres influenant la performance de lentreprise. Les facteurs clefs de performance
peuvent tre rpartis en trois catgories (Rangone, 1999) :
- production (exemples : qualit, cots, dlais) : la gestion de la production est
considr comme une priorit comptitive des entreprises
- technologie et management (exemple : cot de dveloppement)
- march : (exemple : satisfaction des clients).
La rpartition des critres en fonction des facteur-clefs de performance est
prsente dans le tableau 5.
Chapitre 4. Vers un systme de production Lean adapt
149
Production
Technologie et
management
March
Cots de maintenance
Disponibilit de la
ressource
Consquence sur les
clients
Cots lis la qualit des
produits
Taux dengagement de la
machine
Marge des produits
Proportion de pices
fabriques
Unicit du moyen de
production
Scurit des employs
Tableau 5. Rpartition des critres par catgorie de facteur-clef de performance
3.2.1.2. Evaluation de la performance des ressources en fonction des
critres de hirarchisation
La performance globale pour chaque ressource est value partir des
donnes recueillies pour chacun des critres suivants :
a) Les cots lis la maintenance
Les cots lis la maintenance des ressources peuvent reprsenter jusqu' 40% du
budget oprationnel (Daft, 1992; Eti et al., 2006). Par consquent, lamlioration de
la maintenance est une source majeure de gains financiers. Lobjectif de ce critre est
didentifier la part des dpenses consacre la maintenance des quipements. Les
cots de maintenance incluent les cots de main duvre pour la rparation et la
fiabilit de linformation (Seo et Ahn, 2006).
b) Les cots lis la qualit
Le cot d'obtention d'une meilleure qualit dpend de la ressource utilise : les
perturbations lies la production auront un impact financier plus important pour les
ressources o les cots dobtention de la qualit sont suprieurs. Les cots de la
qualit comprennent tous les cots qui n'auraient pas t dpenss si la qualit avait
t parfaite. Ces cots refltent notamment la difficult de rgler la machine, la
complexit de la pice et l'exprience de l'employ.
Chapitre 4. Vers un systme de production Lean adapt
150
c) La marge bnficiaire
Une entreprise peut diffrencier ses ressources en fonction de la marge des pices
fabriques sur chacun des quipements quelle possde. La perte de marge dune
entreprise dpendant dun mix complexe entre la perte de pices et la combinaison de
multiples facteurs, nous avons cherch lensemble des critres influenant la marge.
La marge (M) peut tre calcule de la manire suivante :
i
n
i
i pi
pm PV Q M . .
1
=
= (Eq. 1)
Avec,
pi thi pi
P Q Q = (Eq. 2)
O,
Q
pi
: quantit de produit i fabriqu
Q
th.i
: quantit de produit i thoriquement ralise
P
Pi
: perte de production due aux dfaillances des moyens de production (matriel et
humain)
PV
i
: prix de vente du produit i
pm
i
: pourcentage de marge du produit i
d) Disponibilit machine
Pour lvaluation du calcul de la disponibilit (D) lquation est donne par :
MTTR MTBF
MTBF
D
+
=
(Eq. 3)
Avec,
MTBF = Mean Time Between Failure (moyenne des temps entre dfaillance)
MTTR = Mean Time To Repair (moyenne des temps de rparation)
Lesprance mathmatique E(t) qui reprsente la MTBF est :
MTBF = E (t) =
1
(Eq. 4)
Avec,
= taux de dfaillance
Chapitre 4. Vers un systme de production Lean adapt
151
De mme pour la maintenabilit, lesprance mathmatique des temps darrt E (tar)
reprsentant la moyenne des temps de rparation (MTTR) est :
MTTR = E (tar) =
1
(Eq. 5)
Avec,
= taux de rparation
e) Le taux dengagement de la machine
Le taux dengagement (TE) prvisionnel se calcule de la manire suivante :
TO
TC x
t h.i
TE
Q
=
(Eq. 6)
Avec,
Q
th.i
: quantit de produit i thoriquement ralise
TC : temps de cycle du produit
TO : temps douverture
f) Proportion de pices pouvant tre fabriques
La proportion (Pr) des produits pouvant tre fabrique se calcule de la manire
suivante :
Pr =
=
n
i
Q
Q
1
t h.i
t h.i
(Eq. 7)
n : types de produits fabriqus
g) Unicit du moyen de production
Ce critre a pour objectif didentifier les ressources disposant dun moyen de
fabrication rare ou unique lentreprise.
Chapitre 4. Vers un systme de production Lean adapt
152
h) Scurit du personnel
Ce critre vise lidentification du risque par rapport la scurit des personnes. Selon
la typologie des ressources possdes par lentreprise la dfaillance de certaines
ressources peut tre plus dangereuse que dautres.
i) Consquence sur les clients
Ce critre qualitatif a pour objectif didentifier les ressources pouvant pnaliser la
satisfaction des clients majeurs pour lentreprise. Ce critre est fonction de la
stratgie adopte par lentreprise.
3.2.1.3. Echelle de mesure
Lentreprise doit identifier les valeurs pour chacun des critres. Pour des
critres qualitatifs o si lentreprise ne dispose pas des valeurs actuelles pour chacun
des critres, il est possible dutiliser une chelle de Likert. Le choix de lchelle de 1
5 ou de 1 10 va dpendre de la capacit de lentreprise dvelopper une chelle
smantique. Lentreprise peut valuer le risque de perte de performance partir de
lchelle dvaluation propose (Cf. Tableau 6).
Cotation Risque
1 Trs faible
2 Faible
3 Moyen
4 Elev
5 Trs lev
Tableau 6. Echelle de mesure
Pour pouvoir comparer les donnes entre elles, la deuxime tape consiste
transformer les valeurs attribues pour chacun des critres dans une mme chelle.
Afin de faciliter lutilisation de notre mthode par le plus grand nombre des
entreprises du ple, nous avons choisi l'approche de la dsirabilit qui ncessite peu
dinformations et dont lutilisation est simple. De plus, la dsirabilit prsente
lavantage de pouvoir combiner des critres qualitatifs avec des critres quantitatifs.
Chapitre 4. Vers un systme de production Lean adapt
153
Cest une mthode dagrgation permettant de transformer une rponse estime yi
dans une chelle libre de valeur, appel dsirabilit (di) (Xu et Yang, 2001). La
valeur de la dsirabilit (di) est comprise entre 0 et 1. A partir de ces valeurs, notre
matrice de criticit pourra tre labore (Cf. Tableau 8). Chaque colonne est remplie
laide de critres de dsirabilit (di). La dsirabilit est calcule de la manire
suivante: la machine disposant de la valeur la plus haute obtient le critre de cotation
le plus lev, les autres critres de cotation sont calculs proportionnellement.
Les fonctions de dsirabilit des rponses considres sont ensuite combines
pour obtenir une dsirabilit gnrale (DG), dfinie comme la moyenne gomtrique
des dsirabilits individuelles :
( )
k
k
i
i
k
k
d d d d d DG
/ 1
1
/ 1
3 2 1
.... . .
|
|
.
|
\
|
= =
[
=
(Eq. 8)
Pour pouvoir affecter une pondration entre les critres nous avons introduit un poids
(p) dans ce calcul :
|
|
.
|
\
|
=
=
[
=
k
i
i
i
p
k
i
p
i
d DG
1
/ 1
1
'
(Eq. 9)
La figure 7 illustre limpact du poids sur la dsirabilit quand la valeur maximale
reprsente la valeur plus dsirable.
Figure 7. Illustration de la dsirabilit quand la valeur maximale reprsente la valeur plus dsirable
Dans ce cas, le calcul de la dsirabilit di est le suivant (Derringer et Suich, 1980) :
Chapitre 4. Vers un systme de production Lean adapt
154
V Min - V Max
V Min V
i
= di
(Eq. 10)
O,
Vi: valeur du critre i
Max V: valeur dsirable pour V
Min V: valeur non dsirable pour V
Ce calcul est adapt quand la valeur maximale est la plus dsirable. Lorsque ce nest
pas le cas, deux autres cas doivent tre considrs :
- le cas o la valeur minimale est la plus dsirable (Cf. Figure 8) :
di
Value of criterion
MinV MaxV
1
0
di
Value of criterion
MinV MaxV
1
0
Valeur du critre
di
Value of criterion
MinV MaxV
1
0
di
Value of criterion
MinV MaxV
1
0
Valeur du critre
Figure 8. Cas o la valeur minimale est la plus dsirable
Dans ce cas, le calcul de la dsirabilit est le suivant :
V Max - V Min
V Max - V
i
= di
(Eq. 11)
- le cas ou la valeur la plus dsirable est comprise entre la valeur minimale et
maximale (Cf. Figure 9)
di
Value of criterion
MinV MaxV
1
0
Target
di
Value of criterion
MinV MaxV
1
0
Target
Valeur du critre
Cible
Figure 9. Cas dune valeur cible
Chapitre 4. Vers un systme de production Lean adapt
155
Selon la dfinition de la moyenne gomtrique, si une dsirabilit di calcule sur un
critre est gale zro, la dsirabilit gnrale serait gale zro. Dans ce cas, les
autres critres ne seraient pas pris en considration. Pour viter la possibilit dune
dsirabilit di gale zro, nous avons adapt la formule de la dsirabilit. Dans
cette nouvelle formulation la dsirabilit (di) est ncessairement comprise entre 0,1
et 1 (Cf. Eq. 45).
- le calcul de la dsirabilit quand la valeur maximale est la plus dsirable est le
suivant :
V Min - V Max
V Min V
x 0.9 0.1
i
+ = di
(Eq. 12)
Nous dfinissons la ressource critique comme la ressource gnrant la plus
grande perte financire en cas danomalie, c'est--dire la ressource qui a la valeur la
moins dsirable. Le calcul de lindice de criticit (C) correspond donc au
complment de la dsirabilit gnrale (DG) pondre.
' 1 DG C = (Eq. 13)
Linterprtation de notre matrice de criticit est ralise partir du calcul de ces
indices de criticits. La ressource dont lindice de criticit est le plus lev est
considre comme critique.
3.3. Application de la mthode de criticit propose aux
donnes dune entreprise de dcolletage
3.3.1. Identification de lensemble des quipements hirarchiser
La reprsentation du flux de production pour la majorit des produits raliss
par lentreprise est prsente sur la figure 10.
Chapitre 4. Vers un systme de production Lean adapt
156
Fournisseurs
Approvisionnement
Dcolleteuse
Ressource 1
Dcolleteuse
Ressource 2
Dcolleteuse
Ressource n
Contrle Lavage
Emballage
Expdition
Clients
Figure 10. Flux de production des produits fabriqus
Chaque produit est fabriqu par une seule machine (une dcolleteuse) puis subit une
tape de contrle de lavage et dexpdition. Les dcolleteuses sont indpendantes les
unes des autres, contrairement aux schmas classiques rencontrs dans les entreprises
de mcanique reposant sur un systme de production plus complexe prsentant de
nombreuses interconnexions. Une particularit de ce systme est limportance dune
seule de ses ressources contribuant lensemble des gammes de fabrication de
lentreprise : la machine laver. Au sein de lentreprise tudie, 17 ressources sont
identifies au total notes R1 R17.
3.3.2. Evaluation de la performance des quipements
Les donnes recueillies ont t obtenues lors des observations effectues dans
lentreprise tudie et par le biais dun logiciel de la socit nomm Gesprodec .
Ce logiciel est utilis pour la gestion de toutes les activits de production
(commandes, achats, planification, fabrication, livraison et facturation).
Tout dabord, lentreprise a identifi les valeurs obtenues pour les critres
correspondant la contribution aux gammes de fabrication et au taux dengagement
(Cf. Tableau 7). Presque tous les produits ncessitent une opration de lavage,
d'approvisionnement, de contrle et d'emballage. Ces oprations sont effectues par
les ressources R6, R15, R16 et R17. Le taux dengagement pour lensemble des
ressources est compris entre 0,7 et 1. Pour tous les autres critres, une chelle de
mesure pondre est utilise, la valeur la plus leve est de 5 correspondant un
risque trs lev. Deux profils de ressources sont observs : les ressources
traditionnelles et les ressources numriques. Les cots de maintenance des ressources
Chapitre 4. Vers un systme de production Lean adapt
157
numriques (R7, R8, R9, R10, R11, R12, R13, R14) sont suprieurs aux ressources
traditionnelles. Dans cette mme logique, la disponibilit des ressources
traditionnelles est plus leve que celle obtenue pour les ressources numriques.
Cependant, les cots dobtention de la qualit pour les machines traditionnelles sont
plus importants en raison des rglages supplmentaires dont elles ont besoin. Le
risque li la perte de client est plus lev pour une seule ressource (R6). Cette
ressource est utilise pour la fabrication de produits jugs stratgiques pour
lentreprise. Les ressources traditionnelles, tant des ressources plus anciennes,
disposent dun risque sur la scurit du personnel plus important que les ressources
numriques.
Di sponi bi l i t
Contri buti on aux
gammes de
fabri cati on
Taux
d'engagement
Marge
Uni ci t du
moyen de
fabri cati on
Consquence
sur l es cl i ents
Cots de
mai ntenance
Cots
d'obtenti on de
l a qual i t
Scuri t du
personnel
Poi ds 1 1 1 2 1 1 1 1 1
Val eur maxi mal e 3 100 1 5 5 5 5 4 2
Val eur mi ni mal e 1 32 0,7 1,19 1 1 1 1 1
R1 1 32 0,7 1,48 3 1 1 3 2
R2 1 32 0,7 1,79 1 1 1 3 2
R3 1 32 0,7 1,95 3 1 1 3 2
R4 1 32 0,8 1,29 3 1 1 3 2
R5 1 32 0,8 1,19 3 1 1 3 2
R6 1 99 0,7 1,43 5 5 1 1 2
R7 3 68 1 5,00 1 1 5 1 1
R8 3 68 0,7 4,05 1 1 5 1 1
R9 3 68 0,7 3,52 1 1 5 1 1
R10 3 68 0,7 4,24 1 1 5 1 1
R11 3 68 0,8 4,05 2 1 5 1 1
R12 3 68 0,7 3,90 1 1 5 1 1
R13 3 68 0,7 3,57 1 1 5 4 1
R14 3 68 0,7 1,71 1 1 5 1 1
R15 1 100 5
R16 1 100 5 5 4
R17 1 100 5 2 3
Tableau 7. Donnes recueillies dans lentreprise tudie
3.3.3. Procdure dagrgation pour hirarchiser les quipements : matrice
de criticit
La matrice de criticit est prsente dans le tableau 8. La dsirabilit (di) est
comprise entre 0,1 et 1 pour lensemble des critres. Les six ressources identifies
avec un indice critique plus lev sont la ressource R16 (84,2%), R7 (70,4%), R17
(68,5%), R15 (68,1%). Les ressources R15, R16 et R17 sont des ressources uniques
et sont indispensables pour la fabrication de la majorit des produits. La criticit
leve de la ressource R7 pourrait tre relative sa forte contribution la marge
bnficiaire de lentreprise.
Chapitre 4. Vers un systme de production Lean adapt
158
Di sponi bi l i t
Contri buti on aux
gammes de
fabri cati on
Taux
d'engagement
Marge
Uni ci t du
moyen de
fabri cati on
Consquence
sur l es cl i ents
Cots de
mai ntenance
Cots
d'obtenti on
de l a qual i t
Scuri t du
personnel
Poi ds 1 1 1 2 1 1 1 1 1
Val eur l a pl us
dsi rabl e
1 1 1 1 1 1 1 1 1
R1 1,00 1,00 1,00 0,93 0,55 1,00 1,00 0,40 0,10 32,7%
R2 1,00 1,00 1,00 0,86 1,00 1,00 1,00 0,40 0,10 29,7%
R3 1,00 1,00 1,00 0,82 0,55 1,00 1,00 0,40 0,10 34,4%
R4 1,00 1,00 0,70 0,98 0,55 1,00 1,00 0,40 0,10 34,4%
R5 1,00 1,00 0,70 1,00 0,55 1,00 1,00 0,40 0,10 34,1%
R6 1,00 0,11 1,00 0,94 0,10 0,10 1,00 1,00 0,10 60,2%
R7 0,10 0,52 0,10 0,10 1,00 1,00 0,10 1,00 1,00 70,4%
R8 0,10 0,52 1,00 0,33 1,00 1,00 0,10 1,00 1,00 52,8%
R9 0,10 0,52 1,00 0,45 1,00 1,00 0,10 1,00 1,00 49,6%
R10 0,10 0,52 1,00 0,28 1,00 1,00 0,10 1,00 1,00 54,2%
R11 0,10 0,52 0,70 0,33 0,78 1,00 0,10 1,00 1,00 55,6%
R12 0,10 0,52 1,00 0,36 1,00 1,00 0,10 1,00 1,00 51,8%
R13 0,10 0,52 1,00 0,44 1,00 1,00 0,10 0,10 1,00 60,2%
R14 0,10 0,52 1,00 0,88 1,00 1,00 0,10 1,00 1,00 42,4%
R15 1,00 0,10 0,33 68,1%
R16 1,00 0,10 0,10 0,10 0,10 84,2%
R17 1,00 0,10 0,10 0,78 0,40 68,5%
Cri ti ci t
Tableau 8. Matrice de criticit selon lapproche de la dsirabilit
3.4. Discussion
3.4.1. Matrice de criticit
Pour identifier les ressources critiques, nous nous sommes appuys sur
llaboration dune matrice de criticit. Cette matrice a t dveloppe partir de
trois critres qualitatifs et six critres quantitatifs influenant la performance
conomique, paramtre essentiel pour les entreprises. Notre mthode permet de
combiner ces diffrents critres quantitatifs et qualitatifs laide de lapproche de la
dsirabilit. Lapplication de cette matrice de criticit au sein dune PME de sous-
traitance mcanique du ple de comptitivit nous a permis de montrer la faisabilit
de son utilisation qui se rvla simple et rapide.
Nous avons retenu comme critres qualitatifs impactant la performance
conomique, le risque relatif linsatisfaction des clients, les risques lis la scurit
des employs et lunicit des moyens de production. En effet, linsatisfaction dun
client peut engendrer une perte financire suite la rupture du contrat par le client.
Pour cette raison il est primordial de ne pas ngliger ce critre. De la mme manire,
le critre correspondant au risque relatif la scurit est galement important. Dans
un cas extrme, ce dernier pourrait influer sur la survie du personnel et engendrer une
perte financire importante. De plus, la prise en considration de ce critre contribue
directement l'amlioration des conditions de travail, constituant ainsi un avantage
Chapitre 4. Vers un systme de production Lean adapt
159
concurrentiel. Enfin, le critre li lunicit du moyen de production est
indispensable lidentification des ressources critiques dune entreprise (Herrou et
Elghorba, 2007). En effet, un dysfonctionnement de la ressource R16, ressource de
fabrication unique dans lentreprise tudie, conduirait l'insatisfaction de tous les
clients.
Les critres quantitatifs influenant la performance sont les suivants : le cot
de maintenance, les cots lis la qualit des produits, la marge des produits, la
proportion des pices fabriques par ressource, la capacit des ressources et la
disponibilit de ces ressources. Toutes les donnes relatives ces critres sont
facilement accessibles lentreprise.
3.4.2. Actions de prvention
Au travers de la connaissance de ses ressources critiques, lentreprise sera en
capacit de mieux grer son systme productif.
Afin d'amliorer la disponibilit de ces ressources et de rduire les
dysfonctionnements survenant sur ces ressources, l'entreprise peut mettre en uvre
des actions de maintenance prventive telles que la mise disposition rapide de
pices de rechange. De plus, dans le cas o plusieurs ressources critiques et non
critiques sont en panne, nous prconisons de privilgier une planification de la
maintenance corrective ou prventive sur les ressources critiques gnrant un risque
de perte financire plus important en cas danomalie.
Par ailleurs, les indices de criticit des ressources peuvent tre quilibrs par
la mise en uvre dactions stratgiques en fonction des diffrents critres pris en
considration. Par exemple, lorsque le risque relatif la scurit des employs est
lev, il peut tre diminu par la mise en uvre dun plan de scurit (Cai, 1996). De
la mme faon, le risque relatif lunicit de la ressource peut tre supprim par
lachat dune ressource similaire. Finalement, les pertes dues aux problmes
dobtention de la qualit peuvent tre rduits par lutilisation des techniques de
matrise statistique de processus.
Chapitre 4. Vers un systme de production Lean adapt
160
3.4.3. Prise en compte des risques lis aux ressources humaines
La mthode dveloppe dans le cas dapplication prcdente na pas pris en
considration limpact des ressources humaines, or la matrise de ces ressources est
au cur de lavantage concurrentiel (Dosi et al., 1992; Nanda, 1993). En effet, si la
ressource humaine possdant les comptences spcifiques dune machine est absente,
la machine laquelle elle est habituellement affecte est arrte. Cependant, dans
notre cas dapplication, lensemble du personnel tait polyvalent ; le risque li
larrt de la production suite labsence dune personne tait inexistant.
Lutilisation future de notre mthode pourrait intgrer un critre de
disponibilit des ressources humaines lorsque ce dernier est jug pertinent. Pour
prendre en considration ce risque le calcul dune MTBF homme-machine partir du
nombre dabsences du personnel de lentreprise pourrait tre ralis. Le risque
darrt des machines disposant dune comptence humaine unique serait reprsent
par la MTTR et la MTBF homme-machine (MTBF
HM
, MTTR
HM
). Les deux lments
Machine et Homme M
HM
correspondraient des systmes en srie dun point de vue
de la fiabilit, soit par consquent partir de lquation 4 la MTBF
HM
serait donne
par :
MTBF
HM
=
H M
+
1
(Eq. 14)
Pour lvaluation du MTTR
HM
nous aurions une moyenne des temps darrt pondre
donne par :
M H
M M
M H
H H
HM
MTTR MTTR
MTTR
+
+
=
(Eq. 15)
Avec,
M
= taux de dfaillance de la machine
H
= taux de dfaillance de lhomme
=
observ cumul Temps
arrts d' Nombre
(Eq. 16)
Avec,
Nombre darrts de lhomme = nombre dabsences
Chapitre 4. Vers un systme de production Lean adapt
161
Nombre darrts machine = nombre de pannes
Pour lvaluation du calcul de la disponibilit homme-machine (D) lquation serait
donne par :
HM HM
HM
MTTR MTBF
MTBF
D
+
=
(Eq. 17)
La prise en compte du risque humain de dfaillance pourrait augmenter le
nombre darrts possibles. Jusqu prsent, cette notion de dfaillance humaine
ntait pas prise en compte dans les diffrentes tudes de classification des
ressources ngligeant alors un risque pour lentreprise. Ce risque est tout
naturellement li aux problmes dabsentismes que connaissent les entreprises,
absentisme correspondant aux congs maladie du personnel mais galement aux
problmes de perte de motivation. Dans certaines entreprises, le risque de ressource
humaine unique est mme grandement accru, car labsentisme nest pas le seul
facteur, en effet, un fort taux de rotation du personnel avec notamment lheure
actuelle de nombreux dparts la retraite, augmente ce risque de comptence
humaine unique.
3.5. Conclusion
Dans cette tude, nous avons dvelopp une nouvelle mthode de
hirarchisation des ressources adapte aux PME du ple de comptitivit dont les
flux de production sont simples, organiss de manire parallle avec peu
dinterconnections. En effet, le principe Lean suggrant de bien utiliser les ressources
goulots ncessite un ajustement aux spcificits du systme de production des PME
du ple de comptitivit Arve Industries. Au sein de ces PME, en raison de
lorganisation de leurs flux de production, les ressources goulots sont trop
nombreuses. Il convient donc didentifier les ressources dites critiques , cest--
dire celles impactant le plus la performance conomique.
Notre mthode de hirarchisation des ressources repose sur une approche
multicritre base sur lutilisation dune matrice de criticit. Les critres retenus pour
Chapitre 4. Vers un systme de production Lean adapt
162
raliser cette hirarchisation sont ceux impactant la performance. Neuf critres ont
t identifis dans notre cas dapplication, mais un nombre plus ou moins importants
de critres peut tre choisi en fonction de la stratgie et des spcificits de
lentreprise concerne, tels que la disponibilit des ressources humaines via le calcul
dune disponibilit homme-machine.
De plus, cette approche prsente lavantage de combiner des critres
qualitatifs et quantitatifs laide du calcul de la dsirabilit. Sa simple utilisation
permet aux entreprises de connatre tout instant leurs ressources critiques, pour
adapter leur gestion de tous les jours et dvelopper leur stratgie.
Cette approche est complmentaire la mise uvre de la VSM. Ainsi, la
hirarchisation des ressources dune entreprise permettrait daider au choix du flux
ncessitant une optimisation. La VSM devrait tre mise en place, en priorit sur les
flux intgrant les ressources identifies comme critiques. Notre mthode
didentification des ressources critiques permet dintgrer des lments qui ne sont
pas forcment pris en compte dans la VSM. Hirarchiser les ressources permettra aux
PME dassurer une meilleure planification de leurs actions prventives cibles sur les
ressources qui pnalisent le plus leur performance.
Chapitre 4. Vers un systme de production Lean adapt
163
4. Vers un modle de calcul de la quantit optimale
produire
Un troisime constat dcoulant de ltude du niveau de maturit Lean des
entreprises du ple de comptitivit est le faible niveau dapplication du principe li
au flux tir.
4.1. Flux tir-flux pouss : aide la dcision
Gnralement, la fabrication des produits est ralise selon deux grandes
approches : la production flux tirs ou la production flux pousss.
La production flux tirs prconise par la dmarche Lean, est base sur la
demande relle des clients, rduisant de ce fait les cots induits par les stocks
excdentaires de produits finis (Ohno, 1988; Womack et Jones, 2005; Shah et Ward,
2007).
Contrairement cette approche la production flux pousss repose sur le
dclenchement de la production avant la demande du client. La plupart des
entreprises du ple utilisent cette mthode de production. Cette stratgie les conduit
raliser un pari sur le gain potentiel gnr par leur production supplmentaire et sur
leurs futures ventes et opportunits commerciales. Cette mthode de production peut
tre justifie par lexistence de temps de changement de srie particulirement levs
et difficilement compressibles dans le secteur du dcolletage. Ainsi, produire flux
pousss pourrait permettre de rduire le cot de revient des produits fabriqus en
amortissant les cots de changement de srie. De plus, les pices produites pourront
tre vendues plus tard sur opportunits commerciales. Cependant, cette stratgie de
fabrication prsente linconvnient daugmenter les cots dimmobilisation du stock
(Babai, 2008). Dans le cas o le cot de stockage devient plus important que le cot
de changement de srie, cette politique pourrait conduire leffet inverse de celui
souhait et augmenter les cots de revient des produits. Lentreprise pourrait alors
sexposer des pertes financires.
Les entreprises du ple sont confrontes au choix suivant : faut-il produire au
plus juste en fonction de la demande relle ou produire plus et stocker ?
Chapitre 4. Vers un systme de production Lean adapt
164
Lorientation vers une de ces deux approches de production reste dlicate.
Ces approches sont rarement utilises dune manire exclusive (Zhao et al., 2005).
Plusieurs tudes ont montr quil fallait intgrer ces deux mthodes de gestion (Ball
et al., 2004; Siala et al., 2006).
Le compromis raliser entre ces approches de production doit prendre en
considration les cots de changement de srie et les cots de stockage. Pour trouver
le meilleur quilibre entre ces deux lments, une mthode connue sous le nom de la
quantit conomique commander ou formule de Wilson a t dveloppe
(Erlenkotter, 1989; Diallo, 2006). Ce modle conduit un calcul de taille de lot
(Giard et Mendy, 2006). Initialement prvu pour calculer une quantit commander,
il peut tre appliqu pour identifier une quantit produire (Javel, 2003). Cependant,
cette mthode est inadquate lorsque la demande est variable au cours du temps
(Wagner et Whitin, 1958; Silver et Meal, 1973). De la mme manire, les cots et
gains lis aux opportunits de ventes sont ignors (Babai, 2008). Pour ces raisons il
apparat ncessaire de dvelopper une nouvelle approche permettant dvaluer la
quantit optimale fabriquer au moment dune commande client.
Notre tude consiste rpondre aux questions suivantes : Y a-t-il encore une
place pour la rgle de gestion danticipation de commandes potentielles futures ?
Lapproche Lean qui suggre de ne produire que la quantit ncessaire doit-elle tre
applique quels que soient le produit, sa rgularit, son histoire ? Si place il y a pour
la rgle de gestion intuitivement suivie par les entreprises du ple pouvons-nous
formaliser la dmarche pour fournir une aide la dcision ? Pour rpondre ces
questions, il faut prendre en considration les cots de stockage, les cots de
changement de srie, les demandes et opportunits de vente et les risques associs
la surproduction. Aussi, les contraintes de moyens matriels ne doivent pas tre
ignores. En effet, aucune fabrication nest possible sans ces dernires.
Pour ce faire, nous nous proposons de dvelopper un modle daide la
dcision assimilant le mix entre opportunits et contraintes. Les lments de rponse
ces questions conduisent llaboration dun outil daide la dcision, permettant
de choisir la stratgie de production la plus adapte.
Chapitre 4. Vers un systme de production Lean adapt
165
4.1.1. Mthode
La dmarche de recherche engage dans cette tude est fonde sur
lobservation de situations relles dans le secteur du dcolletage. Pour gnraliser ces
observations, nous avons mis au point un modle de calcul de la quantit optimale
produire partir des contraintes conomiques, des opportunits de vente, et des
contraintes de moyens.
4.1.1.1. Hypothses du modle
Un pralable cette tude a t de dcrire le cadre de fonctionnement courant
dune entreprise de dcolletage. Les hypothses suivantes sont prises en compte
(hypothses valides sur le terrain) :
- les temps de changement de srie sont longs (suprieurs 4h) et difficilement
compressibles
- les produits supplmentaires la quantit commande sont stocks avant dtre
vendus
- les quantits commandes sont considres livres immdiatement aprs fabrication
et ne subissent pas de cot de stockage.
4.1.1.2. Contraintes conomiques
Les contraintes conomiques prises en compte par notre modle sont
reprsentes par le calcul du cot de revient des produits fabriqus.
Le cot de revient est obtenu par laddition des trois cots suivants :
Cot de revient total = Cot dachat des matires premires
+ Cot de production
+ Cot hors production
O :
- les cots dachat des matires premires correspondent au prix factur par le
fournisseur augment des frais spcifiques lis lachat hors frais de structure (frais
de transports, assurance, frais de douane)
Chapitre 4. Vers un systme de production Lean adapt
166
- les cots de production correspondent la valeur ajoute (main duvre, cots
machine dont cots de changement de srie, plus les frais gnraux spcifiques la
production)
- les cots hors production du produit correspondent aux frais gnraux hors
production tels que les frais de distribution ou dadministration (Javel, 2003).
Dans le secteur du dcolletage, les temps de changement de srie tant longs et
difficilement compressibles, nous nous sommes concentrs sur limpact du cot de
changement de srie sur le cot de revient. Ce cot est indpendant de la quantit de
pices produites, il dpend principalement du temps ncessaire au changement de
srie.
Dans le cas dune production flux tirs, on tablit que le cot de revient (CR) par
pice est fonction de la quantit commande (QC) et du cot de changement de srie
(CS) :
QC
QC CU CS
CR
* +
=
(Eq. 18)
Avec :
CU = Cot de revient unitaire hors cot de changement de srie.
On en dduit la relation :
QC
CS
CR CU =
(Eq. 19)
Dans le cas dune production flux pousss, les pices supplmentaires sont stockes
avant dtre vendues, un cot de possession des stocks doit alors tre calcul. Le cot
total de possession (CP) des pices supplmentaires (X) pour la priode stablit en
fonction du taux de possession (i) et du cot de revient hors cot de changement de
srie (CU) :
i X CU CP * ) * ( =
(Eq. 20)
Dans cette relation le cot de changement de srie nest pas pris en considration. En
effet, dans le fonctionnement rel de lentreprise tudie le cot de changement de
srie est vendu avec les pices commandes. Le taux de possession annuel i (exprim
en pourcentage) est lquivalent du cot de possession ramen un euro de produits
Chapitre 4. Vers un systme de production Lean adapt
167
stocks. Il est obtenu en divisant le cot total des frais de possession par le stock
moyen. Ces frais couvrent :
- lintrt du capital immobilis,
- les cots de magasinage (loyer et entretien des locaux, assurance, frais de personnel
et manutention),
- les dtriorations du matriel,
- les risques dobsolescence.
Le taux utilis dans les entreprises se situe entre 15% et 35% selon le type de pice et
la qualit de la gestion des stocks (Javel, 2003).
Dans ce contexte, on tablit que le cot de revient par pice est fonction de la
quantit supplmentaire (X) et du cot de possession (CP) affect :
X QC
CP
X QC
X QC CU CS
CR
+
+
+
+ +
=
) ( *
(Eq. 21)
Do,
X QC
i X CU
X QC
X QC CU CS
CR
+
+
+
+ +
=
* ) * ( ) ( *
(Eq. 22)
Par suite,
X QC
CS QC.CU 1) CU.X(i
+
+ + +
= CR
(Eq. 23)
Notre modle vise rechercher la quantit X de pices supplmentaires produire
pour laquelle le cot de revient est minimal. Cest dire la valeur de X pour laquelle
la drive du cot de revient par rapport la quantit X est nulle.
Do,
0
) (
C - .CU.QC i
2
=
+
=
QC X
S
dX
dCR
(Eq. 24)
Dans cette quation, X tant au dnominateur, cette drive sannule lorsque X est
infinie. Par contre le dnominateur tant strictement positif, le signe de la drive
dpend du numrateur. On souhaite avoir une drive ngative, correspondant une
diminution du cot de revient en fonction de X. Ce qui conduit la relation
Chapitre 4. Vers un systme de production Lean adapt
168
suivante qui exprime la condition pour quil soit intressant denvisager de produire
sur stock :
QC.CU
CS
i s (Eq. 25)
Lorsque cette condition est obtenue lentreprise ralise un gain financier malgr le
cot de stockage. Lquation 25 ainsi calcule est indpendante de la quantit X
fabrique en plus. En effet, la quantit de pices supplmentaires fabriques dpend
du taux de possession des stocks (i) de lentreprise.
La stratgie qui consiste produire plus et stocker engendre cependant un risque
supplmentaire de perte financire lie au risque de non vente. Pour prendre en
considration ce risque nous proposons didentifier les gains et pertes associs un
risque de non vente estim. Trouver le meilleur compromis en prenant en
considration le risque de non vente consiste valuer deux cas : le cas o les pices
fabriques en plus se vendent et le cas o lentreprise ne peut les vendre.
Dans le cas o les pices fabriques en plus (X) se vendent lentreprise peut raliser
soit un gain soit une perte financire en fonction du taux de possession (Cf. Eq 8). Ce
rsultat financier (R) ralis par lentreprise dpend du cot de changement de srie
(CS) et du cot total de possession du stock (CP). En effet, en produisant plus que la
quantit commande, lentreprise conomise le cot de changement de srie (vendue
lors de la premire commande) mais perd de largent en fonction du cot total de
possession. Notre modle prend en considration lopportunit dune rduction du
nombre de changements de srie, en revanche il ne prend pas en compte
lopportunit souvent cite par les dcolleteurs de pouvoir rpondre par le stock
une commande urgente sans dlai.
On en dduit la relation :
CP CS R = (Eq. 26)
Avec,
i X CU CP * ) * ( = (Eq. 27)
En prenant en considration la probabilit de vente (P) on peut tablir:
Chapitre 4. Vers un systme de production Lean adapt
169
) ( * )) * ) * ( ( ' P i X CU CS R =
(Eq. 28)
Dans le cas o les pices supplmentaires (X) ne se vendent pas lentreprise ralise
une perte financire (PR) pouvant tre exprime comme suit :
) 1 ( * )) 1 ( * ( P i X CU PR + = (Eq. 29)
Avec,
1-P= probabilit de non vente
Pour prendre en considration ces deux relations, on peut tablir que lentreprise
ralise un gain lorsque les gains (G) financiers potentiels sont plus importants que les
pertes. On en dduit la relation suivante :
PR R G = ' (Eq. 30)
4.1.1.3. Contraintes de moyens
Un des principes de base dune bonne gestion rside dans le fait de ne pas
prendre du temps sur une machine pour faire de la vente virtuelle alors que lon peut
faire une vente relle. Pour prendre en considration ces contraintes de moyens, notre
modle sappuie sur le temps disponible (TD) des ressources ncessaires la
fabrication des pices et le temps de fabrication de la pice (TF). Ce temps
disponible est tabli partir de la ressource identifie comme goulot. En effet, la
ressource goulot limite lensemble du flux, si celle-ci nest pas disponible, le flux de
fabrication de la pice est arrt (Marris, 2005; Goldratt et Cox, 2006). Le temps
disponible doit donc prendre en compte le taux doccupation prvisionnel de la
ressource goulot.
Notre modle cherche la quantit de pices supplmentaires pouvant tre produites
selon le temps disponible des ressources.
Pour ce faire, lquation suivante peut donc tre propose :
TF
TD
X s
(Eq. 31)
Chapitre 4. Vers un systme de production Lean adapt
170
4.1.1.4. Prise en considration du mixe entre contraintes et
opportunits
Lobjectif de notre modle de dcision est la prise en considration des deux
lments prcdemment prsents :
- contraintes conomiques et opportunits de vente
- contraintes de moyens.
Pour maximiser les gains financiers des entreprises, la quantit optimale de
pices produire doit prendre en compte le mixe de contraintes et dopportunits
dont les quations sont les suivantes :
PR R G = ' (Eq. 32)
TF
TD
X s
(Eq. 33)
4.1.2. Rsultats
4.1.2.1. Donnes recueillies
Pour illustrer notre modle daide la dcision sur la quantit produire,
nous avons ralis deux cas dapplication partir des donnes dune entreprise de
dcolletage tudie. Les donnes recueillies pour la fabrication des pices nommes
a et b sont prsentes dans le tableau 9. Dans notre cas la pice fabrique a possde
un cot de changement de srie de 270 et la pice b de 2000. Le cot de revient
unitaire de la pice a hors cot de changement de srie est gal 0,06 alors que
celui de la pice b est de 0,3. Dans les deux cas prsents, lentreprise a reu une
commande de 20000 pices qui sera livre immdiatement aprs la fabrication. Pour
les deux pices, la taille de lot est de 20000.
Pices a b
Cot de changement de srie CS 270 2000
Cot de revient hors cot de
changement de srie
par pice
CU 0,06 0,3
Chapitre 4. Vers un systme de production Lean adapt
171
Quantit commande en nombre
de pices
QC 20000 20000
Cot de revient (dans le cas d'une
fabrication au plus juste)
CR 0,074 0,400
Taux de possession affect pour un
an d'immobilisation
i% par an 9% 9%
Tableau 9. Donnes recueillies pour la fabrication de la pice a
Le cot de revient calcul par lentreprise pour cette commande est de 0,07
pour la pice a et pour la pice b de 0.4. Ce cot de revient est obtenu lorsque
lentreprise produit en fonction de la demande relle exige par le client.
4.1.2.2. Rsultats obtenus partir des contraintes conomiques et
opportunits de ventes
Dans le cas o lentreprise produirait des pices supplmentaires le taux de
possession affect pour un an dimmobilisation est de 9% pour les deux pices. Ce
taux de possession est faible puisque la taille des produits fabriqus est petite. Ce
taux permet de calculer le cot de stockage des pices fabriques en plus de la
quantit commande. A partir de ces donnes, le cot de revient par pice en cas de
fabrication supplmentaire la demande du client est calcul selon lquation 23 (Cf.
Tableaux 10 et 11). Dans les deux cas prsents, malgr lajout dun cot de
stockage, le cot de revient des pices a et b est infrieur celui obtenu lorsque
lentreprise fabrique au plus juste. Pour la pice a le cot de revient des pices
produites en plus de la demande client est de 0,068 et de 0,333 pour la pice b. Ce
rsultat est en accord avec le risque li limmobilisation calcul avec lquation 8.
Daprs les calculs prsents dans le tableau 10, lentreprise raliserait un gain
financier lorsque la probabilit de vente de la pice a est gale ou suprieure 90%
pour une dure dimmobilisation de 150 jours. Pour la pice b lentreprise raliserait
un gain financier partir dune probabilit de vente de 80% (Cf. Tableau 11). Pour
les deux pices, quelque soit la probabilit de vente les cots de stockage
nengendrent pas de perte financire. En effet, les rsultats financiers en cas de vente
sont toujours positifs malgr un taux de possession du stock correspondant 3,7%.
Les gains financiers potentiels pour la fabrication de pices a sont denviron 78
lorsque la probabilit de vente est de 90% et denviron 225 lorsque la probabilit de
Chapitre 4. Vers un systme de production Lean adapt
172
vente est de 100%. Pour la pice b les gains financiers sont de 178 environ pour une
probabilit de vente de 80%, de 978 pour une probabilit de 90% et de 1778 pour
une probabilit de vente de 100%.
Dure de stockage maximale en jours 150
Quantit supplmentaire (X) 20000
Taux de possession pour
la priode de stockage (i%)
3,7%
Cot de revient de la pice (CR calcul par l'quation 23 en euros) 0,068
Risque li l'immobilisation maximale (calcul par l'quation 25) 22,5 %
Probabilit de
ventes (P)
10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
Rsultat financier
en cas de vente (R'
calcul par
l'quation 28)
22,56 45,12 67,68 90,25 112,81 135,37 157,93 180,49 203,05 225,62
Rsultat financier
en cas de non vente
(PR calcul par
l'quation 29)
1 119,95 995,51 871,07 746,63 622,19 497,75 373,32 248,88 124,44 -
Gain si on fabrique
par anticipation (G
calcul par
l'quation 30)
- 1097,38
-
950,38
-
803,38
- 656,38
- 509,38
- 362,38
-
215,38
-
68,38
78,62 225,62
Tableau 10. Rsultats obtenus pour la pice a
Dure de stockage maximale en jours 150
Quantit supplmentaire (X) 20000
Taux de possession pour la priode de stockage (i%) 3,7%
Cot de revient de la pice (CR calcul par l'quation 23 en euros)
0,333
Risque li l'immobilisation maximale (calcul par l'quation 25)
35,55%
Probabilit de
ventes (P)
10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
Rsultat financier en
cas de vente (R'
calcul par l'quation
28)
177,81 355,62 533,42 711,23 889,04
1 066,85
1 244,66
1 422,47
1 600,27
1 778,08
Rsultat financier en
cas de non vente (PR
calcul par l'quation
29)
5 599,73
4 977,53
4 355,34
3 733,15
3 110,96
2 488,77
1 866,58
1 244,38
622,19 -
Gain si on fabrique
par anticipation (G
calcul par l'quation
30)
- 5 421,92
- 4 621,92
- 3 821,92
- 3 021,92
- 2 221,92
- 1 421,92
-
621,92
178,08 978,08
1 778,08
Tableau 11. Rsultats obtenus pour la pice b
Chapitre 4. Vers un systme de production Lean adapt
173
4.1.2.3. Rsultats obtenus partir des contraintes de moyens matriels
Les donnes prises en considration concernant les contraintes de moyens
matriels sont rsumes dans le Tableau 12.
Pice a Pice b
Quantit commande en pices QC 20000 20000
Temps de cycle de la pices en minute TC 0,3 0,5
Temps disponible en minute TD 2000 12000
Donnes ncessaires
Tableau 12. Donnes recueillies pour la prise en compte des contraintes de moyens
Daprs lquation 31 les rsultats pour la pice a sont les suivants :
6666
3 , 0
2000
= =
TC
TD
Soit,
6666 s X
pices
Pour la pice b les rsultats sont les suivants :
5 , 0
12000
=
C T
TD
24000 =
C T
TD
Soit, 24000 s X pices
Les contraintes de moyens matriels limitent donc la production de pices a
supplmentaires 6666 et de pices b 24000.
A partir de ce mix entre opportunits et contraintes lentreprise peut
dsormais dcider de la stratgie la plus favorable. La prise en compte des
contraintes conomiques nous a permis didentifier une quantit de pices
supplmentaires (X) pouvant tre fabriques en fonction des opportunits
commerciales pour une probabilit de vente suprieure ou gale 90% pour la pice
a et une probabilit de vente suprieure ou gale 80% pour la pice b. Dans notre
exemple le cot de stockage des pices fabriques en plus gnre peu de perte
financire sur une dure dimmobilisation infrieure ou gale 150 jours. La seconde
Chapitre 4. Vers un systme de production Lean adapt
174
tape de notre modle a t la prise en compte des contraintes de moyens matriels.
Dans notre cas dapplication, lentreprise ne peut pas fabriquer plus de 6666 pices a
et 24000 pices b supplmentaires la demande. Dans cet exemple lentreprise est
limite par ses contraintes de moyens matriels pour la pice a. Comme lentreprise
fabrique par lot de 20000, elle devra se limiter la production de pices a en fonction
des demandes clients. En revanche, pour la pice b lentreprise pourra produire
20000 pices supplmentaires la demande si la probabilit de vente sur une dure
de 150 jours maximum est suprieure ou gale 80%. Il est cependant, important de
souligner que si lentreprise produit moins de 20000 pices pour des produits qui
sont habituellement commands par lot de 20000 cette dernire devra faire un
changement de sries supplmentaire pour fabriquer le complment.
4.1.3. Discussion
Plusieurs raisons nous ont conduits au dveloppement de notre modle.
Jusqu prsent les entreprises de dcolletage ralisaient un pari sur le gain potentiel
gnr par leur production supplmentaire qui repose sur leurs ventes potentielles.
Instinctivement, lencontre des principes de la dmarche Lean, ces entreprises
cherchent produire plus que la demande exige par le client. Lensemble de cette
profession se tromperait-elle dans son mode de gestion ? Cette tude nous a permis
de fournir des lments de dcision pour connatre les limites de cette rgle de
gestion. Le dveloppement de ce modle permet le calcul dune quantit optimale
produire en optimisant les cots de revient. Ce modle souligne limportance du taux
de possession et plus particulirement de la probabilit de vente (P). Ainsi, les
entreprises du ple dont la majorit possde des cots de changement de srie levs
peuvent connatre le meilleur compromis entre les deux approches de production :
flux tir et flux pouss. Ce compromis est ralis en prenant en considration les
contraintes conomiques telles que les cots de changement de srie, les cots de
stockage, les demandes clients et les opportunits commerciales de vente. Un grand
avantage de notre modle daide la dcision est la prise en considration de ces
opportunits commerciales. Dans notre tude, cette estimation repose sur la prise en
compte de la probabilit de non vente et conduit une estimation de limpact des
paris raliss par les entreprises.
Chapitre 4. Vers un systme de production Lean adapt
175
Notre modle est parfaitement adapt aux entreprises disposant dun cot de
changement de srie lev. En revanche, pour les entreprises disposant de cot de
changement de srie faible, le modle prsente moins dintrt, lvolution du cot
de revient des produits en cas de fabrication supplmentaire la demande est
prvisible. Pour ces dernires, une fabrication au plus juste est recommande. De
plus, dans notre cas dapplication, mme avec un cot de changement de srie
important, lentreprise de dcolletage tudie ralise un gain financier lorsque le
risque de non vente est infrieur 20%. Lentreprise doit donc tre sre 80% des
estimations ralises pour sengager dans cette stratgie ; le cas contraire la
conduirait une perte. Cette trs faible marge dincertitude possible sur les ventes
futures, mme avec un cot de changement de srie important montre bien lintrt
dappliquer les principes du Lean. Il existe cependant une zone correspondant des
situations bien connues des dcolleteurs justifiant les pratiques de gestion appliques
empiriquement. Malheureusement lempirisme conduit souvent un sur stockage
excessif, lapproche propose permettrait dapporter un compromis plus raisonnable.
4.1.4. Conclusion
Le modle de calcul de la quantit optimale que nous proposons devrait
permettre aux entreprises du ple une meilleure stratgie de production. La faible
application du principe du flux tir par ces entreprises repose a priori plus sur les
spcificits de leur systme de production, justifiant dans certains cas la production
en flux pousss.
Cependant, lutilisation de ce modle ncessite une estimation de la
probabilit de vente par lentreprise. Nos rsultats soulignent particulirement
limportance de cette dernire. Or, cette estimation ralise par lentreprise savre
difficile et pourrait, par consquent tre biaise. Il est donc important de chercher
rduire ce biais.
4.2. Modlisation probabiliste de la prvision de vente
Afin de rduire le risque derreur associe lestimation de la probabilit de
vente, nous nous proposons dintroduire une modlisation probabiliste de
Chapitre 4. Vers un systme de production Lean adapt
176
lestimation des ventes potentielles. Le choix des lois de probabilits utilises sera
ralis partir de lhistorique des ventes dune entreprise de dcolletage de la valle
de lArve et nous conduira identifier le modle de loi le plus adapt. Nous
prsenterons trois situations de modlisation probabiliste de lhistorique des ventes
selon une loi Exponentielle et une loi de Weibull.
4.2.1. Mthode
La probabilit de vente est associe deux vnements : le cas o la quantit
supplmentaire (X) est vendue et le cas o la quantit supplmentaire nest pas
vendue. Le cot (C1) associ au premier vnement peut tre estim partir de
lquation du cot de revient (Eq. 23) :
X QC
CS X QC i X CU
C
+
+ + +
=
) . .(
1
(Eq. 34)
Avec :
P = probabilit de vente
Le cot (C2) associ au second vnement correspondant au cas o la
quantit supplmentaire (X) nest pas vendue est le suivant :
QC
CS X QC i X CU
C
+ + +
=
) . .(
2
(Eq. 35)
Avec,
1-P = probabilit de non vente
Dans cette quation, le cot unitaire est uniquement amorti en fonction de la
quantit commande. Les pices supplmentaires la demande (X) sont considres
comme perdues. La prise en compte de ces deux vnements peut tre ralise
partir du calcul de lesprance mathmatique suivant :
=
=
n
i
i i
X P X x E
1
) ( . ) (
(Eq. 36)
Applique aux cots (C), cette quation sexprime de la faon suivante :
=
=
n
i
i i
C P C C E
1
) ( . ) (
(Eq. 37)
Chapitre 4. Vers un systme de production Lean adapt
177
A partir du calcul de ces deux cots indpendants lesprance du cot total de
fabrication est la suivante :
)) 2 ( . 2 ) 1 ( . 1 ) ( . )) , ( (
1
C P C C P C C P C X i CT E
n
i
i i
+ = =
=
(Eq. 38)
Par suite,
)) ( 1 .(
) . .(
) ( .
) . .(
)) , ( ( X P
QC
CS X QC i X CU
X P
X QC
CS X QC i X CU
X i CT E
+ + +
+
+
+ + +
=
(Eq. 39)
4.2.1.1. Modlisation de la probabilit de vente
Afin de modliser la probabilit de vente les trois tapes suivantes sont
ncessaires :
Etape de recherche du modle dvolution, de lhistorique des ventes
Etape de transformation des donnes dans le mme rfrentiel temporel
Etape de recherche du modle le plus en adquation aux donnes
Etape 1 : recherche du modle dvolution, de lhistorique des ventes
Pour estimer la probabilit de vente et donc les prvisions de vente, il faut
prendre en compte lhistorique de ventes de la pice fabrique.
Les mthodes de prvisions des ventes prennent en considration les formes
dvolution de lhistorique des ventes. Ainsi, par exemple pour un historique
constant horizontal, les mthodes de la moyenne mobile simple, de la moyenne
mobile pondre sont utilises. Pour un historique avec tendance (croissante ou
dcroissante) les mthodes du lissage exponentiel avec tendance prsentent
lavantage de limiter la quantit de donnes prendre en considration. Pour les
aspects de saisonnalit des produits, la mthode multiplicative saisonnire est une
approche adapte (Ritzman et al., 2004). Lune des principales mthodes de
prvision causale est la rgression linaire (Ritzman et al., 2004). Finalement,
lanalyse des sries chronologiques permet de gnrer rapidement un nombre de
Chapitre 4. Vers un systme de production Lean adapt
178
prvisions court terme ncessaire ltablissement dun planning de production.
Ces modles permettent destimer lvolution de la moyenne des ventes futures.
Etape 2 : transformation des donnes dans le mme rfrentiel temporel
Dans le cas du recueil des donnes de lhistorique des ventes, il y a parfois un biais
li au phnomne de tendance (augmentation ou diminution des ventes). Pour rduire
et corriger le biais ventuel li la tendance de lhistorique de vente, il faut
transformer ces donnes en un chantillon homogne. Un chantillon est homogne
lorsque ses valeurs sont recueillies la mme date et lies la mme loi de
probabilit de vente. Or, un historique de vente est constitu de valeurs recueillies sur
plusieurs mois ou annes. Dans la plupart des cas, les ventes voluent selon
diffrents modles tels que le modle tendance (laugmentation ou la diminution de
la moyenne des sries chronologiques est fonction de la dure), le modle saisonnier
(les variations de la demande sont priodiques), le modle cyclique (les variations de
la demande sont graduelles sur de longues priodes). Pour obtenir un chantillon
homogne, nous proposons dappliquer une transformation chaque donne pour
corriger ce biais.
Correction du biais temporel
Ce biais est introduit par lvolution des ventes au cours du temps (biais temporel) et
suit par consquent un modle dvolution connu. La connaissance de ce modle
permet de smanciper de ce biais et dobtenir un chantillon homogne.
Soit
tj
i
Y une donne i quelconque obtenue la priode t
j.
Un chantillon est dfini
comme homogne si tous les
i
Y
sont recueillis dans la mme priode t
j
ou dans une
priode quivalente caractrise en particulier par la mme valeur centrale E(Y) ou la
mdiane.
Si nous avons une connaissance de lvolution de cette caractristique dune
priode j une priode p, nous pouvons transformer les donnes j la mme priode
p et ainsi obtenir un chantillon homogne. Nous rappelons que ces modles
correspondent la rgression (modle tendance), au lissage exponentiel simple et
Chapitre 4. Vers un systme de production Lean adapt
179
avec tendance, au modle saisonnier. Si nous appliquons ce modle
tj
i
Y pour un
changement de rfrence temporelle de t
j
t
p
alors
tj
i
Y devient
tp
i
Y et la
transformation
p
i
T est telle que :
p
i
T
tj
i
Y
tp
i
Y
Avec le modle tendance, nous avons :
) (
j p
tj
i
tp
i
t t a Y Y + = (Eq. 40)
Avec,
tp
i
Y = donne transforme
tj
i
Y = donne relle correspondant la quantit vendue lanne
tj
a = coefficient directeur calcul partir du modle de prvision de lhistorique
p
t = rfrence priodique
j
t = priode j correspondant lanne actuelle
Ainsi lchantillon homogne de taille n recherch sobtient par transformation
p
i
T :
{ }
tp
n
tp
i
tp tp tp tp
n
Y Y Y Y Y E ,... ,... , ,
3 2 1
= (Eq.
41)
Etape 3 : recherche du modle le plus en adquation aux donnes
A partir de ces donnes transformes en un chantillon homogne nous
pouvons chercher ensuite le modle de la loi de probabilit de vente le plus
appropri. En effet, les possibilits de ventes supplmentaires se traduisent par
diffrentes lois de probabilits. Diffrents modles de lois sont distingus selon les
variables tudies : des modles de lois continues pour des variables continues et des
modles de lois discrtes pour des variables discrtes (par exemple, le nombre de
pices fabriques). Plusieurs modles de lois sont susceptibles dtre appliqus dans
le cas destimation de probabilit de ventes. Ainsi, pour les variables alatoires
discrtes, les modles suivant une loi gomtrique, une loi de Weibull discrte de
Chapitre 4. Vers un systme de production Lean adapt
180
type I, une loi de Poisson, une loi Binomiale, une loi hypergomtrique et une loi
dErlang, peuvent tre utiliss ; pour des variables alatoires continues, les modles
suivant une loi Exponentielle, une loi de Weibull, une loi Log-normale et une loi
Gamma peuvent tre proposs. Notons que les modles de lois continues sutilisent
aussi dans la plupart des applications industrielles (en arrondissant au nombre entier
dunits le rsultat trouv).
Le choix du modle de loi le plus adapt est ralis en deux tapes. La
premire consiste dfinir le paramtre dchelle partir des modles classiques de
prvision de ventes cits prcdemment. La seconde tape consiste dfinir le
paramtre de forme de la loi qui caractrise la partie alatoire de la probabilit de
vente. Par exemple, dans le cas dune loi de Weibull deux paramtres, le paramtre
dchelle q est li lvolution de la moyenne et le paramtre de forme est le
paramtre .
Le choix du modle de loi le plus appropri sappuie sur la mthode du
maximum de vraisemblance. Pour notre application nous utilisons le logiciel Weibull
++ (http://weibull.reliasoft.com).
4.2.2. Modlisation probabiliste de lestimation des ventes partir dune
application industrielle
4.2.2.1. Donnes recueillies
Nous avons tudi trois exemples de pices mcaniques indpendantes
fabriques dans une entreprise de dcolletage. Les donnes recueillies pour la
fabrication des pices nommes c, d et e sont prsentes dans le tableau 13. La pice
fabrique c possde un cot de changement de srie de 3000, la pice d de 2500 et
la pice e de 2300. Le cot de revient unitaire de la pice c hors cot de changement
de srie est gal 0,06, celui de la pice d est de 0,5 et celui de la pice e de 0,05.
Le taux de possession affect pour un an dimmobilisation a t estim 15% pour
ces trois pices. Lentreprise a reu une commande de 10000 pices c, une
commande de 15000 pices d et une commande de 16000 pices e.
Chapitre 4. Vers un systme de production Lean adapt
181
Pices c d E
Cot de changement
de srie
CS 3000 2500 2300
Cot de revient hors
cot de changement de
srie
CU 0,06 0,5 0,05
Quantit commande
en nombre de pices
QC 10000 15000 16000
Taux de possession
affect pour un an
d'immobilisation
i% par an 15% 15% 15%
Tableau 13. Donnes recueillies pour la fabrication des pices c, d et e. Les cots sont exprims en
euro.
Lhistorique des ventes des pices c, d et e est rsum dans le tableau 14.
Anne
Nombre de produits vendus
C d e
2009 10000 15000 16000
2008 18390 9000 15000
2007 16500 4000 11000
2006 23760 14500 6500
2005 25500 3000 4500
2004 26000 2000 4000
Tableau 14. Historique des ventes
4.2.2.2. Application des modles probabilistes de lestimation des
ventes
a) Recherche du modle dvolution de lhistorique de vente
Lvolution des historiques de ventes des pices c, d et e est prsente dans la figure
11.
Chapitre 4. Vers un systme de production Lean adapt
182
0
5000
10000
15000
20000
25000
30000
2004 2005 2006 2007 2008 2009
N
o
m
b
r
e
d
e
p
i
c
e
s
p
r
o
d
u
i
t
e
s
Anne
Nombre de
produits c
Nombre de
produits d
Nombre de
produits e
Figue 11. Evolution des historiques de vente des produits
Lhistorique de vente des produits c et e peut tre modlis par un modle
tendance de la forme suivante :
b at t y + = ) ( (Eq. 42)
Avec,
a = coefficient directeur
t = temps
b = ordonne lorigine
A partir de lquation 42 les modlisations des historiques de vente des
produits c et e sont les suivantes :
6245335 3103 ) ( + = t t y
c
(Eq. 43)
2742 5494042 ) ( + = t t y
e
(Eq. 44)
Lhistorique des ventes de la pice d prend la forme dun modle moyenne
constante :
c y
d
= (Eq. 45)
Avec,
C = moyenne des ventes
Do,
10917 = C
Chapitre 4. Vers un systme de production Lean adapt
183
b) Transformation des donnes dans le mme rfrentiel temporel
A partir de lquation 42, la quantit transforme de lanne 2004 pour
lanne 2009 est calcule de la faon suivante pour la pice c :
) 2004 2009 .( 3103 26000
2009
=
i
X
10487
2009
=
i
X
La transformation des donnes recueillies dans la mme rfrence temporelle
fournit les rsultats suivants pour les pices c et e :
Transformation des donnes avec comme rfrence temporelle l'anne
2009
Anne Pice c Pice e
2004 10487 17714
2005 13090 15471
2006 14452 14729
2007 10295 16486
2008 15287 17743
2009 10000 16000
Tableau 15. Actualisation des donnes en 2009
Pour la pice d, aucune transformation des donnes nest ncessaire puisque
lhistorique de cette pice prend la forme dun modle moyenne constante.
4.2.2.3. Recherche du modle le plus en adquation aux donnes
Lanalyse dadquation entre les modles de lois cits prcdemment et
lhistorique de vente des produits fabriqus fait apparatre les rsultats suivants :
Distribution
Classement
Pice c Pice d Pice e
Exponentielle 1 7 2 8
Exponentielle 2 3 2 1
Normale 2 5 3
Lognormale 5 2 6
Weibull 2 1 1 2
Gamma 6 3 7
Logistique 2 4 4
Loglogistique 4 1 5
Tableau 16. Classement des diffrents modles pour lestimation des ventes des pices c, d et e
suivant la mthode du maximum de vraisemblance.
Chapitre 4. Vers un systme de production Lean adapt
184
Lanalyse dadquation entre les modles de lois et les historiques des ventes montre
que le modle de Weibull deux paramtres est le plus adapt pour modliser
lestimation des ventes des pices c et d. Pour la pice e, le modle exponentiel est
plus appropri (Cf. Tableau 16).
4.2.2.4. Modlisation probabiliste des ventes
La modlisation probabiliste des ventes de type Weibull sexprime de la
manire suivante :
|
q
|
|
.
|
\
|
=
x
V
e x P ) ( (Eq. 46)
A partir de lquation 46 du modle de vente obissant une loi de type
Weibull, lesprance du cot total de fabrication est la suivante:
) 1 .(
) . .(
.
) . .(
)) , ( (
|
q
|
q
|
|
.
|
\
|
|
|
.
|
\
|
+ + +
+
+
+ + +
=
x x
e
QC
CS X QC i X CU
e
X QC
CS X QC i X CU
X i CT E
(Eq. 47)
a) Cas dapplication de la pice c
A partir de lquation 47 et des donnes relatives la fabrication de la pice
c, nous obtenons lquation suivante :
) 1 .(
10000
3000 ) 10000 15 , 0 .( 06 , 0
.
10000
3000 ) 10000 15 , 0 .( 06 , 0
)) , ( (
69 , 7
13651
69 , 7
13651
|
.
|
\
|
|
.
|
\
|
+ + +
+
+
+ + +
=
x x
e
X X
e
X
X X
X i CT E
(Eq. 48)
Il est possible de calculer la quantit de pices supplmentaires qui minimise
le cot total correspondant au minimum de la courbe partir de lquation 48 (Cf.
Figure 12).
Chapitre 4. Vers un systme de production Lean adapt
185
0 5000 10000 15000
0.08
0.09
0.1
0.11
0.12
0.13
0.14
0.15
0.16
0.17
X: 6900
Y: 0.07459
Figure 12. Relation entre la quantit supplmentaire de pices c produire et le cot total associ
Comme illustr sur la figure 12, le cot total est minimis lorsque lentreprise
produit une quantit de 6900 pices supplmentaires la quantit commande.
b) Cas dapplication de la pice d
A partir de lquation 47 et des donnes relatives la fabrication de la pice
d, nous obtenons lquation suivante :
) 1 .(
15000
2500 ) 15000 15 , 0 . .( 5 , 0
.
15000
2500 ) 15000 15 , 0 . .( 5 , 0
)) , ( (
61 , 1
13402
61 , 1
13402
|
.
|
\
|
|
.
|
\
|
+ + +
+
+
+ + +
=
x x
e
X X
e
X
X X
X i CT E
(Eq. 49)
Il est possible de calculer la quantit de pices supplmentaires qui minimise
le cot total correspondant au minimum de la courbe partir de lquation 49 (Cf.
Figure 13).
Chapitre 4. Vers un systme de production Lean adapt
186
0 200 400 600 800 1000 1200 1400 1600 1800 2000
0.583
0.5835
0.584
0.5845
0.585
0.5855
0.586
0.5865
X: 532
Y: 0.5832
Figure 13. Relation entre la quantit supplmentaire de pices d produire et le cot total associ
Comme illustr sur la figure 13, le cot total est minimis lorsque lentreprise produit
une quantit de 532 pices supplmentaires la quantit commande.
c) Cas dapplication de la pice e
Concernant les ventes de la pice e, nous avons utilis le modle de loi de
type exponentiel (Cf. Tableau 15). La modlisation probabiliste des ventes de type
exponentiel peut tre exprime comme suit :
x
e x P
t
= ) ( (Eq. 50)
Lesprance du cot total (E (CT)) prenant en compte une modlisation
probabiliste des ventes obissant une loi exponentielle de paramtre sexprime
ainsi :
) 1 .(
) . .(
.
) . .(
)) , ( (
x x
e
QC
CS X QC i X CU
e
X QC
CS X QC i X CU
X i CT E
t t
+ + +
+
+
+ + +
=
(Eq. 51)
A partir de cette dernire quation et des donnes relatives la fabrication de
la pice e, nous obtenons lquation suivante:
) 1 .(
16000
2300 ) 16000 15 , 0 . .( 05 , 0
.
16000
2300 ) 16000 15 , 0 . .( 05 , 0
)) , ( (
5 5
09 , 5 09 , 5 x E x E
e
X X
e
X
X X
X i CT E
+ + +
+
+
+ + +
=
(Eq. 52)
Chapitre 4. Vers un systme de production Lean adapt
187
Comme prcdemment, il est possible didentifier loptimum du cot total
lorsque lentreprise produit plus que la demande partir de lquation 52 (Cf. Figure
14).
0 100 200 300 400 500 600 700 800 900 1000
0.0571
0.0572
0.0572
0.0573
0.0573
0.0574
0.0574
Figure 14. Relation entre la quantit supplmentaire de pices e produire et le cot total associ
Le cot total de fabrication de la pice e augmente quelque soit le nombre de
pices fabriques en plus (Cf. Figure 14). Pour cette pice, la production flux tir
est prconise.
4.2.2.5. Contraintes de moyens matriels
A partir de lquation 31 les rsultats concernant les contraintes de moyen matriels
pour les pices c, d et e sont rsums dans le tableau 17 :
Donnes ncessaires Pice c Pice d Pice e
Temps de fabrication de la pice en
minute
TC 0,4 0,6 0,7
Temps disponible en minute TD 1440 960 1440
Quantit supplmentaire X 3600 1600 2057
Tableau 17. Prise en compte des contraintes de moyens
Les contraintes de moyens matriels limitent la production supplmentaire de
pices c 3600, de pices d 1600 et de pices e 2057.
Chapitre 4. Vers un systme de production Lean adapt
188
4.2.3. Discussion des rsultats
Lintroduction dune modlisation probabiliste de lestimation des ventes
dans le calcul du cot total de fabrication dune production commande et dune
surproduction permet de considrer limpact du risque de non vente sur le cot total
de production.
Afin de raliser cette modlisation probabiliste de lestimation des ventes, la
premire tape de notre tude a consist rechercher le modle de prvision de vente
le plus adapt. Nous nous sommes intresss la fabrication de trois pices
indpendantes associes trois historiques de vente diffrents. Lhistorique de ventes
des pices c et e nous a conduit utiliser des modles tendance alors que celui de la
pice e nous a conduit utiliser un modle moyenne constante. Il convient de
remarquer que les historiques de vente utiliss comportent peu de donnes.
Cependant, dans le cas dun chantillon homogne, ce faible nombre de valeurs est
suffisant pour trouver le modle reprsentatif mais avec un intervalle de confiance
large. Un nombre plus grand de donnes permettrait de rduire cet intervalle de
confiance. Or, il est difficile de disposer dhistorique de vente sur une trs longue
priode dans les entreprises.
Les tapes suivantes ont consist modliser la loi de probabilit de vente par
les modles de lois les plus en adquation avec les donnes transformes de
lhistorique de vente. Ainsi, la modlisation probabiliste de la pice e a conduit
lutilisation dun modle de type exponentiel alors que celle des pices c et d a
conduit un modle de type Weibull de paramtre gale 7,69 pour la pice c et
1,61 pour la pice d. Le paramtre caractrise la forme de la loi ; plus ce dernier est
lev moins les quantits vendues sont disperses. A loppos, la loi exponentielle
utilise pour la modlisation de la pice e caractrise des phnomnes alatoires trs
disperss. Ces rsultats soulignent limportance de disposer de lhistorique de ventes
le plus fiable possible. En effet, de cet historique dpend le choix du modle
prvisionnel de vente et le choix de la loi la plus adapte pour modliser la loi de
probabilit de vente. Selon le modle de prvision utilis lvolution du cot total de
production sera donc diffrente.
Chapitre 4. Vers un systme de production Lean adapt
189
Lutilisation dun modle de type Weibull entrane tout dabord une
diminution lgre du cot total de fabrication jusqu une surproduction de 6900
pices c et de 532 produits pour la pice d. En revanche, pour la pice e, lutilisation
dun modle de type exponentiel engendre une augmentation du cot total de
fabrication ds la premire pice supplmentaire fabrique.
Dans le cas dun produit nouveau (pour lequel lentreprise ne disposerait pas
dhistorique de vente), il conviendrait alors de sorienter vers des mthodes
dintgration davis dexpert telles les mthodes Delphi et de logique floue ou encore
de Bayes. Le cas dapplication concernant la fabrication de la pice c a permis
didentifier la quantit maximale supplmentaire produire garantissant un cot total
de fabrication minimum (6900 pices). Cependant, le calcul des contraintes de
moyen limite lentreprise une surproduction de 3600 pices. Amortir le cot de
changement de srie sur un plus grand nombre de pices fabriques permet dans ce
cas de rduire le cot total de fabrication.
Concernant la fabrication de pices e, quelques soient les contraintes de
moyens, lentreprise ne doit pas produire plus que la demande relle du client. Toute
surproduction supplmentaire entranerait directement une augmentation de son cot
total de production. Ce rsultat est en accord avec le principe du systme Lean.
4.2.4. Conclusion
Lintroduction dune modlisation probabiliste de lestimation des ventes
dans notre modle de calcul de la quantit optimale produire permet de guider les
entreprises de faon plus rigoureuse.
Lhypothse selon laquelle lapproche Lean devrait ncessiter des
adaptations, une appropriation voire mme des ajustements de certains de ses
concepts dans les PME du ple de comptitivit a t confirme. Ainsi, lapplication
du principe du flux tir dans les entreprises du ple, dont le systme de production
prsente des cots de changement de srie levs, ne doit pas tre faite de faon
systmatique mais ncessite rflexion.
Chapitre 4. Vers un systme de production Lean adapt
190
Orienter les entreprises du ple vers une seule stratgie pour lensemble de
leur production, production flux tir ou production flux pouss est complexe,
voire inadapt. En effet, comme nous lavons montr, selon la pice fabrique, il peut
tre prfrable de produire au plus juste ou de produire plus que la demande relle du
client. Pour choisir la meilleure stratgie de production lentreprise doit considrer
chaque produit indpendamment.
Chapitre 4. Vers un systme de production Lean adapt
191
5. Conclusion gnrale
Les entreprises du ple de comptitivit Arve Industries natteignent pas
toujours le niveau dapplication escompt de certaines pratiques Lean. Des
ajustements ou des appropriations sont ncessaires dans ces entreprises.
Le faible niveau dintgration des mthodes de rsolution de problmes nous
a, tout dabord, amens proposer une dmarche de management de progrs fonde
sur les principes de la culture europenne. Le dploiement des mthodes de
rsolution de problmes et plus gnralement dune dmarche de progrs doit tre
encourag par la structure managriale. Comme soulign par lvaluation du niveau
de maturit Lean ralise dans les entreprises membres et non membres du ple de
comptitivit, limplication du management est troitement lie avec le niveau
dapplication des pratiques Lean.
La mise en uvre des mthodes de rsolution de problmes doit galement
prendre en compte la culture de lentreprise concerne. Cette approche devrait ainsi
permettre damliorer lappropriation des dmarches de rsolution de problmes et
aussi de lensemble des pratiques Lean au sein des entreprises europennes. En effet,
la barrire culturelle ne se limite pas aux pratiques de rsolution de problmes, mais
touche lensemble des pratiques Lean. De plus, la dmarche propose reposant sur
une sollicitation damliorations bottom up et top down devrait favoriser la mise
en mouvement de lentreprise.
Nous nous sommes ensuite intresss la faible mise en uvre de loutil
VSM par les PME du ple. Pour ce faire, nous avons identifi les freins
lapplication de cet outil et propos les facteurs clefs de succs contribuant la
russite des plans daction. Loutil VSM ne nous semble pas ncessiter
dappropriation particulire pour tre utilis par les PME du ple. Nanmoins,
comme prcdemment, le rle primordial de la structure managriale a t suggr.
De plus, la majorit des entreprises du ple peut rencontrer une difficult pour
choisir le flux de production optimiser. En effet, une autre spcificit des
entreprises de dcolletage est lorganisation des flux de production simples, en
Chapitre 4. Vers un systme de production Lean adapt
192
parallle avec peu dinterconnexion. Cette organisation rend peu pertinente
lutilisation de la notion de ressource goulot. Nous avons donc propos une dmarche
didentification des ressources critiques, ressources impactant le plus la performance
de lentreprise. Le choix des flux de production amliorer en priorit peut ainsi tre
orient vers les flux intgrant les ressources identifies comme critiques.
Par ailleurs, en raison des temps de changement de srie levs des
entreprises du ple de comptitivit Arve Industries, nous nous sommes interrogs
sur la pertinence de lapplication du principe du flux tir au travers dun modle
analytique de calcul de la quantit optimale produire. Les particularits du systme
de production des entreprises de dcolletage nous amne conclure que le choix
dune seule stratgie de production, production en flux tir ou production en flux
pouss est inadapt. La stratgie de production doit tre adapte selon le produit
concern.
193
CHAPITRE 5. CONCLUSION ET
PERSPECTIVES DE RECHERCHE
Chapitre 5. Conclusion et perspectives de recherche
194
Ce travail de thse sest inscrit dans le cadre de ltude de lapplication de la
dmarche Lean dans les entreprises membres du ple de comptitivit Arve
Industries Haute-Savoie Mont-Blanc. Lapproche Lean dont nous avons expos les
principaux concepts au cours du premier chapitre est une dmarche de management
visant lamlioration de la performance industrielle axe sur llimination des
gaspillages.
Or, les spcificits locales des PME du ple de comptitivit nous ont amens
proposer des adaptations ou des ajustements de cette approche.
Notre travail de thse a conduit aux grands rsultats suivants :
- mise en vidence dune faible application des pratiques Lean relatives aux
mthodes de rsolution de problmes, lutilisation de la cartographie de
chane de valeur et aux flux tirs au sein des entreprises membre du ple de
comptitivit Arve Industries Haute-Savoie Mont-Blanc,
- identification dun standard de dploiement de lapproche Lean partir de la
recherche des antriorits existantes entre les pratiques Lean,
- introduction des principes de la culture europenne visant lamlioration de
lutilisation des mthodes de rsolution de problmes et, de faon plus
gnrale, la mise en mouvement de lentreprise dans une dmarche de
progrs,
- identification des freins et des facteurs clefs de succs dune dmarche
doptimisation des flux de production ralise au travers dune VSM au sein
dune PME membre du ple de comptitivit,
- proposition dune dmarche didentification des ressources critiques
permettant didentifier les flux ncessitant les actions damlioration
prioritaires,
- dveloppement dune nouvelle approche permettant didentifier la quantit
optimale produire en prenant en considration les risques de non vente dans
un contexte de flux tirs/flux pousss.
Nous apprcierons, tout dabord, la pertinence de ces rsultats soutenant la
ncessit dappropriation et dajustement de la dmarche Lean par les PME membres
Chapitre 5. Conclusion et perspectives de recherche
195
du ple de comptitivit Arve Industries Haute-Savoie Mont-Blanc et conduisant au
dveloppement dun systme de production Lean adapt. Nous discuterons ensuite de
lintrt dune dmarche de progrs axe sur la sollicitation des hommes et de la
mise en mouvement de lentreprise. Finalement, les perspectives de ce travail de
recherche seront exposes.
Chapitre 5. Conclusion et perspectives de recherche
196
1. Appropriations et ajustements de la dmarche
Lean aux entreprises du ple de comptitivit
1.1. Etat des lieux de lapplication des pratiques Lean au
sein du ple de comptitivit
Afin dtudier la dmarche Lean, il nous a fallu, en premier lieu, dfinir les
valeurs fondamentales de cette approche. En effet, lvolution permanente de la
dfinition de la dmarche Lean et son appropriation par les entreprises et les
diffrents auteurs a conduit une multiplicit de dfinitions (Baglin et Capraro,
1999; Liker, 2004; Womack et Jones, 2005; Shah et Ward, 2007). Pour dfinir le
Lean, nous avons identifi six concepts Lean communs 26 auteurs rfrents :
1. Llimination des gaspillages consiste supprimer toute action non cratrice
de valeur pour le client. Huit types de gaspillages ont t identifis : la
surproduction, les temps dattentes, les transports inutiles, les usinages
inutiles ou mal faits, les stocks excdentaires, les gestes inutiles, la
production de pices dfectueuses et la crativit inexploite.
2. Le juste temps repose sur la fabrication du produit en quantit juste
ncessaire, au moment voulu et disponible lendroit voulu. Ce concept
inclue les notions de lissage de la charge de travail, de flux tir, de rduction
des stocks, dutilisation des systmes Kanban et de rduction des temps de
changement de srie.
3. La qualit, qui va de la notion du simple contrle du produit un
management par la qualit totale, concerne la prennit de l'entreprise
garantie par la satisfaction et la fidlisation de ses clients. Lobjectif de
qualit parfaite recherche la satisfaction de tous les acteurs de lentreprise.
4. Lamlioration continue est un rel tat desprit reposant sur la mise en uvre
de multiples actions par lensemble des acteurs de lentreprise.
Chapitre 5. Conclusion et perspectives de recherche
197
5. Le management visuel consiste utiliser de manire pertinente des moyens
visuels tels que les panneaux daffichage sur lesquels sont distingus un
ensemble dindicateurs (indicateurs de performance, objectifs de production,
suggestions damlioration ou rapport A3). Dautres outils et mthodes
contribuent galement cette notion de management visuel tels que la
mthode 5 S, les mthodes Kanban et les systmes andon.
6. Le management des hommes regroupe les principes de travail en quipe, de
multifonction des quipes, de polyvalence et dimplication du personnel.
Nous avons utilis cette dfinition tout au cours de notre travail de thse.
Lidentification de ces six concepts Lean communs et des pratiques associes nous a
permis de dfinir la dmarche Lean de faon claire et comprhensible par tous.
Lutilisation de cette dfinition comprhensible par tous nous a permis d'viter toute
quivoque concernant lapproche Lean avec les personnes interroges.
Au cours du deuxime chapitre, lvaluation du profil Lean du ple de
comptitivit Arve Industries Haute-Savoie Mont-Blanc a t ralise partir dun
questionnaire dauto-valuation bas sur les six concepts Lean communs identifis
prcdemment. Ce questionnaire dauto-valuation est gnralisable toute
entreprise dsireuse de connatre son niveau de maturit pour les principaux concepts
de la dmarche Lean.
A partir des donnes recueillies dans 44 entreprises, chantillon reprsentatif
en termes de taille et de chiffre daffaires des entreprises du ple de comptitivit
Arve Industries Haute-Savoie Mont-Blanc, nous avons montr une faible application
des pratiques relatives aux flux tirs, la rsolution de problmes et lutilisation de
la cartographie de chane de valeur. Il est intressant de remarquer que la faible
application des mthodes de rsolution de problmes a galement t observe dans
50 entreprises non membres du ple de comptitivit Arve Industries Haute-Savoie
Mont-Blanc. A ce jour, nous collectons encore des rponses ce questionnaire
dauto-valuation du niveau de maturit Lean dans des entreprises membres et non
Chapitre 5. Conclusion et perspectives de recherche
198
membres du ple afin de confirmer nos rsultats sur un plus grand nombre
dentreprises.
Lanalyse factorielle de nos donnes a montr une corrlation entre
lensemble des pratiques Lean, soulignant laspect systmique du Lean. En effet, le
Lean ne doit pas tre considr comme un ensemble de pratiques indpendantes
(Womack et Jones, 2005).
En conclusion, cette premire tude a montr dune part, labsence
dentreprises du ple atteignant un niveau de maturit Lean lev, et dautre part,
lexistence de difficults dapplication de certaines pratiques Lean.
1.2. Proposition dajustements de la dmarche Lean aux
spcificits des entreprises du ple de comptitivit
La proposition dajustements de la dmarche Lean contribuant au
dveloppement dun systme de production Lean adapt a constitu le cur de notre
travail de thse. En effet, nous avions mis lhypothse que les spcificits locales
relatives la situation gographique, les aspects techniques et organisationnels des
entreprises du ple pourraient jouer un rle prpondrant dans le faible niveau
dapplication de certaines pratiques Lean.
1.2.1. Les spcificits locales des entreprises du ple
La majorit des entreprises du ple de comptitivit Arve Industries Haute-
Savoie Mont-Blanc sont des sous-traitants appartenant au secteur du dcolletage.
Ces entreprises prsentent plusieurs spcificits dont les plus marquantes sont les
suivantes :
- la majorit des entreprises sont des PME sous-traitantes de dernier rang,
- les temps de changement de srie sont longs et difficilement compressibles :
les entreprises justifient leur production ralise en quantit supplmentaire
la demande par des temps de changements de srie importants, des
opportunits de vente et des commandes urgentes,
Chapitre 5. Conclusion et perspectives de recherche
199
- les flux de fabrication sont simples (une deux oprations de transformation
du produit),
- il existe peu de ressources alloues aux amliorations,
- la taille de la production est varie (petite, moyenne et grande srie).
1.2.2. Le standard de dploiement de la dmarche Lean
Le faible nombre dentreprises atteignant un niveau Lean lev nous a, tout
dabord, amen rechercher un standard de dploiement de la dmarche Lean
favorisant la russite de sa mise en uvre. En effet, diffrentes dmarches de mise en
uvre du Lean sont proposes dans la littrature (hlstrm, 1998; Melton, 2005;
Womack et Jones, 2005; Rivera et Chen, 2007; Alaron et al., 2008). Cette absence
de standard de dmarche de dploiement de lapproche Lean contribue une
variabilit dapplication des pratiques Lean et pourrait donc jouer un rle dans
lchec de mise en uvre du Lean. Pour identifier un standard de dploiement de la
dmarche Lean, nous avons ralis une tude des antriorits existantes entre les
diffrentes pratiques Lean partir dentretiens semi-directifs auprs de 25 experts
Lean. Loriginalit de notre tude est lutilisation de la mthode des antriorits. A
notre connaissance, aucune tude concernant lordre de mise en place des pratiques
Lean na utilis cette mthodologie. Cette mthode prsente lavantage didentifier
un cheminement de mise en place des pratiques Lean en tenant compte de la
possibilit dune mise en parallle de certaines dentre elles.
Ce travail a conduit la proposition dun standard de dploiement de la
dmarche Lean compos de cinq niveaux de mise en place des pratiques. Ce standard
de dploiement de la dmarche Lean a rvl lexistence dune pratique
incontournable la mise en place de lensemble des autres pratiques : lengagement
de la direction. Lengagement du personnel a galement t identifi prcocement au
cours de la mise en uvre de lapproche Lean. Ces rsultats sont en accord avec une
des dfinitions du Lean rcemment rhabilite, considrant le Lean comme un
systme socio-technique dans lequel les hommes jouent un rle central (Trist, 1981;
Dibia et Onuh, 2010). Le systme socio-technique peroit lhomme comme une
ressource devant tre dveloppe (Niepce et Molleman, 1998), notion fondamentale
pour la russite du Lean.
Chapitre 5. Conclusion et perspectives de recherche
200
Par ailleurs, il est intressant de remarquer quun nombre important dantriorits est
ncessaire la russite des pratiques relatives aux systmes tirs. Or, les entreprises
dsireuses de sengager dans une dmarche Lean ont tendance vouloir mettre en
place rapidement cette pratique ce qui contribue lobtention de rsultats mitigs.
De prime abord lexistence dune mise en uvre squentielle des pratiques
Lean semble en opposition dune part, avec la notion de systme sous-tendant
lapproche Lean et dautre part, avec la corrlation entre les niveaux de maturit de
lensemble des pratiques Lean mise en vidence au cours de notre premire tude. Or
plusieurs arguments doivent tre noncs. En premier lieu, il est important de
remarquer que le standard de dploiement du Lean identifi ne comporte que cinq
niveaux. En effet, dans ce standard une majorit des pratiques peuvent tre mises en
uvre en parallle. Par ailleurs, le dploiement squentiel de la dmarche Lean ne
remet pas en cause la perception systmique du Lean et donc la corrlation entre
lensemble de ses pratiques.
En conclusion, nous prconisons dutiliser ce standard de dploiement dans
toute entreprise dsireuse de mettre en place le Lean afin de rduire le risque dchec
pouvant survenir au cours de la mise en place de la dmarche Lean et de contribuer
une meilleure application des pratiques.
1.2.3. Les ajustements spcifiques la faible application des pratiques
relatives aux mthodes de rsolution de problmes, de cartographie de
chane de valeur et de flux tirs
Afin damliorer la performance des entreprises du ple de comptitivit
Arve Industries Haute-Savoie Mont-Blanc nous avons propos divers ajustements et
adaptations de la dmarche Lean en regard des spcificits locales du ple de
comptitivit.
Nous rsumons ci-dessous les lments fondamentaux de ces nouvelles
approches et en discutons la pertinence.
En regard du faible niveau de maturit des pratiques relatives la rsolution
de problmes observ au sein des 94 entreprises tudies (membres et non membres
Chapitre 5. Conclusion et perspectives de recherche
201
du ple de comptitivit Arve Industries Haute-Savoie Mont-Blanc), nous avons
propos une approche fonde sur lintroduction des principes de la culture
europenne dans une dmarche de progrs : lhumanisme, la subsidiarit, la
supplance et la proportionnalit. Ainsi, lintgration de ces principes nous permet de
guider une dmarche de progrs au travers de la sollicitation du personnel. Notre
dmarche vise notamment loptimisation de la ractivit de chacun face un
dysfonctionnement. Cette sollicitation du personnel repositionne galement lhomme
au cur du systme Lean.
Le faible niveau de mise en uvre de loutil VSM observ au sein des
entreprises membres du ple de comptitivit Arve Industries Haute-Savoie Mont-
Blanc nous a amen, en premier lieu, tudier lapplication de cet outil dans ces
entreprises. Au cours de notre travail de thse, nous avons ralis des applications de
loutil VSM dans plusieurs entreprises membres du ple de comptitivit Arve
Industries Haute-Savoie Mont-Blanc. Un exemple dtaill de lapplication de loutil
VSM a t prsent au cours du troisime chapitre. Cette tude a mis en vidence des
facteurs clefs de succs mais aussi des freins la mise en uvre de la cartographie de
chane de valeur. Comme prcdemment, limplication et la sollicitation des hommes
sont apparues comme un lment majeur de la russite de la dmarche. En effet, la
mise en uvre des actions associes la VSM ncessite une mobilisation de
lensemble des collaborateurs que la direction doit encourage. Ainsi, dans lexemple
prsent, la direction a allou plusieurs ressources organisationnelles et financires
dont larrt de la production complte pendant la dure de laction, le suivi et
lencouragement des actions damlioration.
Dautre part, nous nous sommes intresss au choix du flux de fabrication
prioritaire ncessitant lutilisation dune cartographie de chane de valeur. Pour
rpondre cette problmatique, nous avons dvelopp une approche didentification
des ressources critiques, ressources impactant le plus la performance des entreprises.
A partir de cette approche, lentreprise pourra privilgier loptimisation des flux de
production qui intgrent les ressources identifies comme critiques. La dmarche
didentification des ressources critiques a t ralise partir dune approche
multicritres. Les critres permettant de dterminer les facteurs intgrer dans le
Chapitre 5. Conclusion et perspectives de recherche
202
modle didentification des ressources critiques ont t choisis partir des lments
standards dvaluation des performances que sont la production, la technologie, le
management et le march. Lillustration de cette dmarche sest appuye sur une
entreprise de notre champ dtude membre du ple de comptitivit Arve Industries
Haute-Savoie Mont-Blanc. Dans cet exemple, neuf critres de hirarchisation ont t
identifis dont les cots lis la maintenance, lunicit de la ressource et la capacit
de fabrication de la ressource. Lidentification des ressources critiques est ralise
partir de lapproche de dsirabilit. Cette approche prsente lavantage, dune part,
de pouvoir prendre en considration des donnes qualitatives et quantitatives et
dautre part, de pouvoir pondrer les diffrents critres. Il est galement important de
souligner que cette dmarche peut tre adapte en fonction de lentreprise concerne.
En effet, dautres critres complmentaires jugs pertinents peuvent sintgrer
aisment dans la mthode dveloppe. Lapproche multicritres associe
lutilisation dune matrice de criticit sidentifie comme un outil pertinent daide la
dcision rpondant aux proccupations des industriels. La hirarchisation des
ressources dune entreprise permet de dterminer le flux ncessitant une optimisation
prioritaire, ce qui en fait un outil complmentaire la VSM.
Finalement, le faible niveau de mise en uvre du principe de production en
flux tirs observ dans les entreprises du ple de comptitivit Arve Industries
Haute-Savoie Mont-Blanc nous a conduits nous interroger quant la pertinence de
cette stratgie de production dans les entreprises de dcolletage. En effet, une
particularit du secteur du dcolletage est lexistence de cots et de temps de
changement de srie levs et difficilement compressibles. Ainsi, produire plus que
la demande relle du client permet aux entreprises de rpondre des demandes
prvisionnelles et de rduire le cot de revient de fabrication lorsque la dure
dimmobilisation des produits est suffisamment faible. Mais si cette surproduction
nest pas vendue, les entreprises sexposent alors de lourdes pertes financires.
Pour rpondre cette problmatique nous avons dvelopp une dmarche pour
connatre le cot total de fabrication engag par une production commande et par
une surproduction ventuelle. Le calcul de ce cot total de fabrication prend en
considration la fois les cots de fabrication des pices commandes et des pices
Chapitre 5. Conclusion et perspectives de recherche
203
fabriques en quantit supplmentaire, les cots de changement de srie et les cots
de stockage. De plus, la probabilit de vente des pices supplmentaires et donc
limpact du risque de non vente sur le cot total de production a galement t pris
en compte. Loriginalit de notre travail rside dans lintroduction dune
modlisation probabiliste de lestimation des ventes. La modlisation probabiliste de
lestimation des ventes dans notre systme daide la dcision apporte un
complment important pour mieux guider les entreprises. Cette nouvelle approche a
t applique dans plusieurs PME du ple soulignant le fait quorienter les
entreprises de dcolletage vers une seule stratgie pour lensemble de leur
production, production flux tir ou production flux pouss, est complexe, voire
inadapt.
En conclusion, en accord avec notre hypothse principale, lensemble de ces
rsultats confirme la ncessit dadaptations et dajustements de la dmarche Lean
aux spcificits locales des entreprises du ple de comptitivit Arve Industries. Ces
ajustements nous permettent de contribuer au dveloppement dun systme de
production Lean adapt ces entreprises.
Chapitre 5. Conclusion et perspectives de recherche
204
2. Systme Lean adapt et hybridation
Pour amliorer leur performance, les entreprises du ple de comptitivit se
sont naturellement orientes vers lapproche Lean qui semblait tre une solution
idale. Or, gnralement, la supriorit dun modle de production est relative au
contexte dans lequel il agit. Les modles productifs sont tout autant faonns par
lenvironnement conomique et social qui dterminent son volution (Freyssenet et
al., 2000).
Jusqu prsent, le transfert de la dmarche Lean vers les entreprises du ple
de comptitivit tait ralis par simple imitation. Cette stratgie de pure imitation a
conduit des difficults dapplication de certaines pratiques Lean, se traduisant par
le faible niveau de maturit de celles relatives aux mthodes de rsolution de
problmes, aux flux tirs et la VSM. Notre travail de thse a cherch quelles
adaptions et ajustements taient ncessaires lapplication de la dmarche Lean au
sein des entreprises du ple de comptitivit. En effet, la diffusion dun modle
totalement cohrent et invariant (en termes de principes et de routines) est
lexception, puisquil est exceptionnel que deux pays ou espaces rgionaux possdent
les mmes institutions conomiques et sociales. Le cas gnral est celui de
ladaptation au contexte local, cest--dire la poursuite dun mme principe productif
mais selon des routines diffrentes (Boyer et al., 1998).
Les adaptations et ajustements que nous avons proposs contribuent au
dveloppement dun systme productif adapt dans lequel intervient la notion
dhybridation, dfinie comme intermdiaire entre simple imitation et innovation
radicale (Boyer et al., 1998). Dans ce contexte, lhybridation doit tre pense comme
un processus de transformation, dynamique, ayant pour objectif lamlioration des
performances initiales et la rponse aux volutions conomiques et sociales propres
au nouvel espace que composent les entreprises du ple de comptitivit.
Ainsi le systme de production Lean adapt est constitu des principes et
outils Lean pouvant tre additionns ou soustraits, sans affecter la logique de la
dmarche Lean.
Chapitre 5. Conclusion et perspectives de recherche
205
Ce systme productif adapt repose sur le dploiement de la dmarche Lean
en cinq niveaux, sur lapplication de lensemble des pratiques Lean de manire
standard except pour celle relative aux flux tirs, sur lintroduction des principes
europens, et sur la prise en compte des ressources critiques.
La diffusion du principe du juste temps aux entreprises du ple de
comptitivit est limite. Notons, quOhno lui-mme, le pre fondateur du juste
temps, mettait des doutes concernant la possible diffusion de ce principe aux
entreprises voluant dans un environnement diffrent de celui du Japon (Ohno,
1988). Ainsi, nous avons propos un amendement de ce principe en prconisant la
flexibilit de son application. Dans ce cas, cette adaptation fait intervenir la notion
dhybridation dite partielle (Boyer et al., 1998). Lorientation de la production vers
une stratgie de production en flux tir ou en flux pouss est guide par le calcul de
la quantit optimale produire. Le dveloppement de cette mthode et son
intgration comme outil supplmentaire dans la dmarche Lean reprsente une relle
approche innovante dans lapplication du Lean.
De la mme faon, afin de faciliter la difficult de diffusion du principe VSM,
nous avons propos une nouvelle dmarche indite de hirarchisation des ressources
dont nous prconisons lapplication en complmentarit de loutil VSM.
Bien quun des facteurs clefs reconnu de russite de la dmarche Lean repose
sur lengagement de la direction et du personnel, nous avons observ (1) un faible
niveau dengagement de la direction au niveau du profil Lean des entreprises du ple
de comptitivit, (2) un faible niveau dapplication de loutil VSM qui pourrait tre
rectifi en partie au travers dune plus forte sollicitation de lensemble du personnel
et (3) un faible niveau de maturit des mthodes de rsolution de problmes qui,
pour tre amlior, ncessite galement une sollicitation du personnel et de la
direction plus importante. Les PME du ple de comptitivit sont pour la plupart des
entreprises familiales dans lesquelles les relations salariales ont une place
prpondrante dans lorganisation de lentreprise.
Par ailleurs, il est intressant de mettre en parallle ce rsultat avec les rcents
vnements survenus au sein de lentreprise Toyota. Lentreprise a t contrainte de
rappeler massivement plusieurs modles phares de voitures en raison de
Chapitre 5. Conclusion et perspectives de recherche
206
dysfonctionnements multiples. Courant fvrier 2010, plus de 8,5 millions de
vhicules ont par exemple t rappels pour un problme de pdale d'acclrateur
dfectueux et de rupture du systme. Une rcente tude fait lhypothse que les
dfaillances du systme qualit de lentreprise seraient le rsultat dune croissance
trop rapide conduisant des erreurs stratgiques majeures telles quune diminution
drastique de lutilisation de lintelligence humaine et de formation du personnel
(Dibia et Onuh, 2010). Lentreprise Toyota, lorigine du systme Lean, sest elle-
mme loigne dun de ses principes de base : lhomme au cur du systme de
production (Ohno, 1988; Liker, 2004).
Dans ce contexte, comment amliorer la mise en mouvement de la direction
et du personnel dans les actions de progrs ? Un lment clef de notre systme Lean
adapt repose sur loptimisation de cette mise en mouvement via lintroduction des
principes de la culture europenne. La prise en compte de ces principes favoriserait
la ractivit du personnel et de la direction face aux dysfonctionnements.
Finalement, se pose la question de la gnralisation de ces innovations
dautres secteurs gographiques ou domaines dactivit.
Lutilisation des nouveaux outils dvelopps au cours de ce travail de thse
(ie. calcul de quantit optimale produire, hirarchisation des ressources critiques et
introduction des principes de la culture europenne) nous semble gnralisable
toute entreprise europenne.
En effet, dune part, les donnes ncessaires pour le calcul de la quantit
optimale produire (contraintes conomiques, contraintes de moyens matriels et
opportunits de ventes) sont accessibles tout type dentreprise. Dans dautres
environnements conomiques et secteurs dactivits, des spcificits similaires
(temps de changement de srie levs, opportunits de vente et commandes en
urgence) pourraient galement conduire une production supplmentaire la
demande relle du client. Dautre part, les critres de hirarchisation des ressources
critiques peuvent tre modifis en fonction des cas tudis. Enfin, les principes
europens insrs dans une dmarche de progrs sont ceux rgissant le
fonctionnement gnral de nos socits europennes.
Chapitre 5. Conclusion et perspectives de recherche
207
Enfin, notre travail de thse a t ralis auprs dentreprises appartenant un
ple de comptitivit. A lheure actuelle, la constitution de ces ples ( lchelle
nationale ou rgionale) est encourage par ltat franais et a pour but de favoriser le
dveloppement de synergie et de cooprations entre diffrents acteurs sur un
territoire donn afin damliorer la croissance conomique. Ce type denvironnement
combinant entreprises, organismes de recherche et tablissements de formation, est
particulirement favorable la promotion dinnovations au sein des entreprises.
Chapitre 5. Conclusion et perspectives de recherche
208
3. Conclusion et perspectives de recherche
Notre travail a, tout dabord, permis dapprofondir la connaissance thorique
du Lean afin de mieux apprhender cette dmarche. Lensemble de nos travaux nous
a permis de valider lhypothse selon laquelle lapplication du systme Lean dans les
PME du ple de comptitivit Arve Industries Haute-Savoie Mont-Blanc ncessite
une adaptation de certains de ses concepts phares. Pour amliorer la performance
industrielle de ces entreprises nous avons propos plusieurs mthodes innovantes
contribuant au dveloppement dun systme industriel Lean adapt aux spcificits
locales de ces entreprises. Nous prconisons une utilisation de ces nouvelles
mthodes en complment des principes et outils du systme Lean.
Au-del de lapplication de ces ajustements, les futurs travaux pourront se
focaliser sur les thmatiques suivantes : valuation de limpact de la dmarche Lean
sur la performance socio-conomique, optimisation de lutilisation des dmarches de
rsolution de problmes, amlioration de la sollicitation des hommes et prennisation
de la dmarche Lean.
Au cours du deuxime chapitre, nous avons propos une mthode
dvaluation de lapplication de la dmarche Lean au sein des entreprises, permettant
dapprcier leur niveau de maturit Lean. Il serait ensuite intressant destimer
limpact socio-conomique des pratiques Lean sur la performance. En effet, lheure
actuelle, aucune tude na utilis les travaux issus du management socio-conomique
pour valuer limpact des pratiques Lean. La connaissance de limpact socio-
conomique des pratiques Lean pourrait tre une source de motivation pour la
direction et le personnel, contribuant ainsi accrotre leur engagement dans la
dmarche Lean. Le management socio-conomique intgre troitement la dimension
sociale de lentreprise et sa performance conomique (Savall et Zardet, 2007). Ainsi
la mthode socio-conomique danalyse des cots et performance cachs pourrait
tre utilise. Cette mthode repose sur 5 indicateurs socio-conomiques considrs
comme des familles de dysfonctionnement : labsentisme, laccident du travail, la
rotation du personnel, la non qualit et les carts de productivit directe (Savall et
Zardet, 2007).
Chapitre 5. Conclusion et perspectives de recherche
209
Dautre part, une difficult importante rencontre par les entreprises est
lutilisation adquate des diffrents outils Lean, notamment ceux de la rsolution de
problmes (6 sigma, 8D, PDCA, 5 pourquoi, diagramme Ishikawa, 5S, logique
est/nest pas, rapport A3, QRQC, etc) en rponse aux dysfonctionnements identifis.
Comme montr dans ce travail de thse, lintroduction des principes europens de
proportionnalit, de supplance et de subsidiarit peuvent aider identifier le passage
dune dmarche locale de rsolution de problmes un niveau hirarchique suprieur
plus structur.
La suite logique de ce travail consisterait tendre cette initiative de
recherche lensemble des outils Lean pour identifier de manire systmatique le
niveau adapt dutilisation de ces outils, ainsi que les comptences requises et les
employs devant participer. En effet, Pavnascar et ses collaborateurs ont montr
lexistence de plus dune centaine doutils Lean dont les liens avec lorganisation de
lentreprise et les problmes rencontrs ne sont pas clairement dfinis (Pavnascar et
al., 2003). Des lments de rponses aux problmatiques suivantes devraient tout
dabord tre apports :
- Comment slectionner les outils appropris pour amliorer la performance ?
- Comment tous ces outils interagissent entre eux ? Y a-t-il une cohrence entre
ces outils ?
Loptimisation de lutilisation des outils Lean au travers notamment de lintgration
des principes de proportionnalit, subsidiarit et supplance permettrait damliorer
lapplication de la dmarche Lean dans les entreprises.
Par ailleurs, nous avons soulign au cours de nos travaux de thse
limportance du facteur humain et de la sollicitation des hommes dans lapplication
du Lean. Or la dmarche Lean est certainement trop perue comme un systme
technique alors quelle devrait tre apprhende comme un systme intgr socio-
technique (Paez et al., 2004). Les rcents checs de Toyota en sont un exemple.
Comment les hommes interagissent dans une dmarche de progrs ? Comment
obtenir cette sollicitation et comment la russir ? Ces pistes de rflexion pourraient
tre traites dun point de vue managrial. Cette thmatique fait lobjet dun des axes
Chapitre 5. Conclusion et perspectives de recherche
210
de recherche actuel au sein du ple de comptitivit Arve Industries. En effet, les
pratiques de mobilisation des ressources humaines, dont par exemple les pratiques de
formation et dveloppement des comptences, celles de rcompenses et dincitations,
pourraient favoriser ladoption du Lean au sein des entreprises (Dubouloz, 2010).
Finalement, un autre axe de recherche dvelopper dans le futur concerne la
prennisation des actions Lean. En effet, nous avons soulign plusieurs reprises le
fait que des problmes de prennisation pourraient tre lorigine des checs de la
russite du Lean. La prennisation de lapplication de la dmarche Lean et de ses
actions repose essentiellement sur lengagement de la direction et du personnel.
Comment conserver la motivation du personnel dans les actions de progrs ? Aprs
la phase dexcitation de la mise en place de la dmarche Lean et de lobtention
des premiers rsultats, la dynamique damlioration conduite par le personnel peut
sessouffler. Il est important de rechercher des solutions adaptes pour garantir une
dynamique de progrs du personnel au sein de lentreprise. Une nouvelle fois,
lintgration de pratiques de mobilisation des ressources humaines pourraient tre
une des clefs.
Rfrences
211
REFERENCES
Rfrences
212
= A =
Abdulmalek F.A., Rajgopal J. (2007) Analyzing the benefits of lean manufacturing
and value stream mapping via simulation: A process sector case study. International
Journal of Production Economics; 107(1):223-236.
Achanga P., Shehab E., Roy R., Nelder G. (2006) Critical success factors for lean
implementation within SMEs. Journal of Manufacturing Technology Management;
17(4):460-471.
hlstrm P. (1998) Sequences in the Implementation of Lean Production. European
Management Journal; 16(3):327-334.
Alaron L.F., Diethelm S., Rojo O., Caldern R. (2008) Assessing the impacts of
implementing lean construction. Revista Ingeniera de Construccin; 23(1):26-33.
Arbos C.L. (2002) Design of a rapid response and high efciency service by lean
production principles: Methodology and evaluation of variability of performance.
International Journal of Production Economics; 80(2):169-183.
= B =
Babai M.Z. (2008) Politique de pilotage de flux dans les chanes logistiques : impact
de lutilisation des prvisions sur la gestion des stocks. Thse de doctorat, Ecole
centrale Paris.
Baglin G., Capraro M. (1999) L'Entreprise Lean Production ou la PME comptitive
par l'action collective. Presses Universitaires de Lyon.
Ball M.O., Chen C.Y., Zhao Z.-Y. (2004) Available to Promise. In D. Simchi-Levi,
S. David Wu, and M. Shen (eds), Handbook of Quantitative Supply Chain Analysis -
Modeling in the e-Business Era. Kluwer Academic Publishers, Boston.
Rfrences
213
Ball M. (2004) Jidoka, le deuxime pillier du Lean. Projet Lean Entreprise, working
paper n2.
Barkema H.G., Bell J.H.J., Pennings J.H. (1996) Foreign entry, cultural barriers, and
learning. Strategic Management Journal 17:151-166.
Bicheno J.R. (1989) Cause and Effect of JIT: A Pocket Guide. PICSIE Books,
Buckingham.
Blashfield R.K., Aldenderfer M.S. (1988) The methods and problems of cluster
analysis. Dans Handbook of Multivariate Experimental Psychology (pp. 447-474),
Nesselroade J.R. et Cattell R.B. Editors, Plenum Press, New York.
Bocquet R., Mothe C. (2009) Gouvernance et performance des ples de PME. Revue
franaise de gestion; 35(190):101-122.
Bouyssou D. (2001) Aiding Decisions with Multiple Criteria Essays in Honor of
Bernard Roy. Kluwer Academic Publishers, Boston.
Boyer R. (1986) La flexibilit du travail en Europe. La dcouverte, Paris.
Boyer R., Charron E., Jrgens U., Tolliday S. (1998) Between Imitation and
Innovation: The Transfer and Hybridization of Productive Models in the
International Automobile Industry. Oxford University Press, Oxford.
Bruun P., Mefford R.N. (2004) Lean production and the Internet. International
Journal of Production Economics; 89(3):247-260.
Buisine S., Martin J.C. (2006). Ltude de Corpus par Analyse en Composantes
Principales. Second Workshop sur les Agents Conversationnels Anims (WACA)
Rfrences
214
= C =
Cagliano R., Caniato F., Spina G. (2004) Lean, Agile and traditional supply: how do
they impact manufacturing performance? Journal of Purchasing & Supply
Management; 10:151-164.
Cai K. (1996) System failure engineering and fuzzy methodology, an introductory
overview. Fuzzy Sets and Systems; 127(2):199-208.
Carillon J.P. (1986) Le "juste temps" dans la gestion des flux industriels. Les
Editions d'Organisation, Paris.
Carillon J.P. et Colin P. (1990) Le juste--temps pour l'Europe : flexibilit,
diffrenciation. Les Editions d'Organisations, Paris.
Chan J.S., Samson D.A., Sohal A.S. (1990) An integrative model of Japanese
manufacturing techniques. International Journal of Operations and Production
Management; 10(9):37-56.
Chase R.B., (1980) A classification and evaluation of research in operations
management. Journal Operations Management; 1(1):9-14
Chelbi A., Ait-Kadi D. (2002) Classifying equipment with respect to their
importance for maintenance: a multicriteria approach. Journal of decision systems;
11(1):99-108.
Conti R., Angelis J., Cooper C., Faragher B., Gill C., (2006) The effects of lean
production on worker job stress. International Journal of Operations & Production
Management; 26(9):1013-1038.
Coriat B. (1979) Latelier et le chronomtre. Christian Bourgois diteur, Paris.
Rfrences
215
Courtois A., Pillet M., Martin-Bonnefous C. (2007) Gestion de production. Editions
dorganisation, 4me dition, Paris.
Crute V., Ward Y., Brown S., Graves A. (2003) Implementing Lean in aerospace-
challenging the assumptions and understanding the challenges. Technovation;
23:917-928.
Cua K.O., McKone K.E., Schroeder R.G. (2001) Relationships between
implementation of TQM, JIT, and TPM and manufacturing performance. Journal of
Operations Management; 19(6):675-694.
Cusumano M.A. (1994) The limits of Lean. MIT Sloan Management Review;
35(4):27-32.
Cusumano M. A., Nobeoka K. (1998) Thinking Beyond Lean,.The Free Press, New
York.
= D =
Daft R.L. (1992) Organization theory and design. West Publishing Company, 4
me
edition, Saint Paul.
Dean J.W., Bowen D.E. (1994) Management theory and total quality: improving
research and pratice through theory development. The Academy of Management
Review; 19(3):392-418.
Dedoussis V. (1995) Simply a question of cultural barriers? The search for new
perspectives in the transfer of Japanese management practices. Journal of
Management Studies; 32(6):731-45.
Demeter K., Matyusz Z. (2010) The impact of lean practices on inventory turnover.
International Journal of Production Economics; In Press, Corrected Proof.
Rfrences
216
Denimal D. (2010) Dploiement du tolrancement inertiel dans la relation client
fournisseur. Thse de doctorat, Universit de Savoie.
Derringer G., Suich R. (1980) Simultaneous Optimization of Several Response
Variables. Journal of Quality Technology; 12(4):214-219.
De Treville S., Antonakis J. (2006) Could lean production job design be intrinsically
motivating? Contextual configurational, and levels-of-analysis issues. Journal of
Operations Management; 24(2):99-123.
De Vasconcellos J.A., Hambrick D.C. (1989) Key Success Factors: Test of a General
Theory in the Mature Industrial Product-Service. Strategic Management Journal;
10(4):367-382.
Dibia I.K., Onuh S. (2010) Lean revolution and the human resource aspects. World
Congress on Engineering, Londres, Angleterre.
Dickson E.W., Singh S., Cheung D.S., Wyatt C.C., Nugent A.S. (2009) Application
of lean manufacturing techniques in the Emergency Department. The Journal of
Emergency Medicine; 37(2):177-82.
Diallo C. (2006) Dveloppement dun modle de gestion des pices de rechange.
Thse de doctorat, Universit Laval Quebec.
Doolen T.L., Hacker M.E. (2005) A Review of Lean Assessment in Organizations:
An Exploratory Study of Lean Practices by Electronics Manufacturers. Journal of
manufacturing systems; 24(1):55-67.
Dosi G., Teece D.J., Winter S.G. (1992) Toward a theory of corporate coherence. In
G. Dosi, R. Giametti and P.A. Tonelli Technology and the enterprise in a historical
perspective. Oxford University Press, New York.
Rfrences
217
Drew J., McCallum B., Roggenhofer S. (2004) Journey to Lean: Making Operational
Change Stick. Palgrave MacMillan, New York.
Dubouloz S. (2010) Leffet des pratiques de mobilisation sur ladoption dune
innovation organisationnelle. Le cas du Lean. 21me congrs de lAssociation
francophone de Gestion des Ressources Humaines, Rennes/Saint Malo, France.
= E =
Erlenkotter D. (1989) An early classic misplaced: Ford W. Harris's economic order
quantity model of 1915. Management Science; 35(7):898-900.
Eti M.C., Ogaji S.O.T., Probert S.D. (2006) Reducing the cost of Preventive
Maintenance (PM) through adopting a proactive reliability-focused culture. Applied
energy; 83(11):1235-1248.
= F =
Filippini R., Forza C., Vinelli A. (1998) Sequences of improvement in operations.
International Journal of Operations and Production Management; 18(2):195-207.
Finch B.J., Cox J.F. (1986) An examination of just-in-time management for the small
manufacturer with an illustration. International Journal of Production Research;
24(2):329-342.
Flynn B.B., Schroeder R.G., Flynn E.J. (1999) World class manufacturing: an
investigation of Hayes and Wheelwrights Foundation. Journal of Operations
Management; 17(2):249-269.
Ford H. (1926) Mass Production. Encyclopedia Britannica, 13
me
dition; 2:821-823.
Freyssenet M., Mair A., Shimizu K., Volpato J. (2000) Quel modle productif?
Trajectoires et modles industriels des constructeurs automobiles mondiaux. La
Dcouverte, Paris.
Rfrences
218
Friedmann G. (1936) Problmes humains du machinisme industriel. Gallimard, Paris.
= G =
Gauthey F., Xardel D. (1991) Management interculturel, modes et modles.
Economica, Paris.
Giard V., Mendy G. (2007) De lapprovisionnement synchrone la production
synchrone dans la chane logistique. Revue Franaise de Gestion; 33(171):65-88.
Giard V., Mendy G. (2006) Amlioration de la synchronisation de la production sur
une chane logistique. Revue franaise de Gnie Industrielle; 25(1):63-82.
Goldratt E., Cox J. (2006) Le but, un processus de progrs permanent. AFNOR, 3
me
dition, Paris.
Grant R.M. (1991) The Resource Based Theory of Competitive Advantage:
Implications for Strategy Formulation. California Management Review (Spring);
33:114-135.
Guizzi L. (2005) Configuration stratgique des PME de sous-traitance traditionnelle :
Proposition dune mthode daide la configuration stratgique applique aux
entreprises de sous-traitance mcanique de la Valle de lArve. Thse de Doctorat,
Universit de Savoie.
= H =
Hammer M., Champy J. (1993) Le reengineering, rinventer lentreprise pour une
amlioration spectaculaire de ses performances. Editions Dunod, Paris.
Harry N., Schroeder R. (2000) Six Sigma. The breakthrough management strategy
revolutionizing the worlds top corporations. Editions Currency Doubleday, Londres.
Rfrences
219
Hax A.C., Majluf N.S. (1984) Strategic Management: An Integrative Perspective.
Englewood Cliffs: Prentice Hall.
Hay E.J. (1988) The Just-in-Time Breakthrough: Implementing the New
Manufacturing Basics. John Wiley & Sons, New York.
Herron C., Braiden P.M. (2006) A methodology for developing sustainable
quantifiable productivity improvement in manufacturing companies. International
Journal Production Economics; 104(1):143-153.
Herron C., Hicks. C. (2008) The transfer of selected lean manufacturing techniques
from Japanese automotive manufacturing into general manufacturing (UK) through
change agents. Robotics and Computer-Integrated Manufacturing; 24(4):524-531.
Herrou B., Elghorba M. (2007) Dmarche dOptimisation du plan daction
maintenance, tude de cas dune PME marocaine. Congrs Conception et Production
Intgre, Rabat, Maroc.
Hicks B.J. (2007) Lean information management: Understanding and eliminating
waste. International Journal of Information Management; 27(4):233-249.
Hirano H. (1995) 5 pillars of the visual workplace: the sourcebook for 5S
implementation. Productivity Press, Portland.
Holweg M. (2007) The genealogy of Lean production. Journal of Operations
Management; 25(2):420-437.
Houy T. (2008) Articulation entre pratiques managriales et systmes dinformation:
construction dun idal type de modlisation. Thse de doctorat, Tlcom ParisTech.
Rfrences
220
= I =
Imai M. (1997) Gemba Kaizen: A Commonsense, Low-Cost Approach to
Management. McGraw-Hill, 1
re
dition, New York.
= J =
James-Moore S.M., Gibbons A. (1997) Is Lean manufacture universally relevant? An
investigative methodology. International Journal of Operations & Production
Management; 17(9):899-911.
Jamali M. A., Ait-Kadi D., and Artiba A. (2000) Aid tools in implementation of
maintenance management system. Congrs Conception et Production Intgre,
Maroc.
Javel G. (2003) Pratique de la gestion industrielle: organisation, mthodes et outils.
Dunod, Paris.
= K =
Kilpatrick J. (2003) Lean principles. Utah manufacturing Extension Partnership,
Utah.
Kochan A., Lanvury A.D. Macduffie J.P. (1998) After Lean Production: Evolving
Employment Practices in the World Auto Industry. ILR Press books.
Kochan A. (1998) The Automotive industry looks for lean production. Assembly
Automation; 18(2):132-137.
Kos A.J., Psenicka C. (2000) Measuring cluster similarity across methods.
Psychological Reports; 86:858-862.
Rfrences
221
Koskela L. (2004) Moving on - beyond Lean thinking. Lean Construction Journal;
1(1)24-37.
Koufteros X.A., Vonderembse M.A., Doll W.J. (1998) Developing measures of time
based manufacturing. Journal of Operations Management; 16(1):21-41.
Krafcik J.F. (1988) Triumph of the lean production system. Sloan Management
Review; 30 (1):41-52.
= L =
Landsbergis P.A., Schnall P., Cahill J. (1999) The impact of Lean production and
related nex system of work organisation on worker helth. Journal of Occupational
Health Psychology 4(2):108-130.
Lavina Y. (1992) Audit Maintenance. Editions dorganisation, Paris.
Lee S.M., Ebrahimpour M. (1984) Just-in-time production system: some
requirements for implementation. International Journal of Operations and Production
Management; 4(4):3-15.
Lerat-Pytlak J. (2002) Le passage dune certification ISO 9001 un management par
la qualit totale. Thse de doctorat, Universit des Sciences Sociales-Toulouse I.
Liker J.K. (2004) The Toyota Way: 14 Management Principles from the Wold
greatest Manufacturers. McGraw-Hill, New York.
Lillrank P. (1995) The transfer of management innovations from Japan. Organization
Studies; 16(6):971-89.
Lyonnet B., Pillet M., Pralus M., Guizzi L., Habchi G. (2008) A method to identify
Critical Resources: illustration by an industrial case. International Conference on
Business Sustainability, Ofir, Portugal.
Rfrences
222
Lyonnet B., Pillet M., Pralus M. (2009a) Optimisation de la taille de la srie,
illustration par un cas industriel. 8
th
International Congress of Industrial Engineering,
Tarbes, France.
Lyonnet B., Pillet M., Pralus M. (2009b) A method to identify Resources of
opportunity: illustration by an industrial case. International Conference on Industrial
Risk Engineering, Reims, France.
Lyonnet B., Pillet M., Pralus M. (2010a) Lean manufacturing in the screw cutting
sector: assessment of maturity level. International Journal of Rapid Manufacturing,
special issue on Lean manufacturing; 1(3):256-277
Lyonnet B., Pralus M., Pillet M. (2010b) Critical analysis of a flow optimisation
methodology by Value Stream Mapping. International Conference on Advances in
Production Management Systems, Como, Italie.
Lyonnet B., Pillet M., Pralus M. (2010c) An approach to identify critical resources:
an industrial case study. International Journal on Industrial Risks Engineering;
3(1):66-80.
Lyonnet B., Pralus M., Pillet M. (2010d) A Push-Pull Manufacturing Strategy:
Analytical Model in the Screw Cutting Sector. World Congress on Engineering,
Londres, Angleterre.
= M =
Maire J.L., Bronet V., Pillet M. (2005) A Typology of best practices for processes
improvement. Benchmarking : An International Journal (BIJ); 12(1):45-60.
Marris P. (2005) Le Management par les Contraintes. Editions d'Organisation, Paris.
McAdam R., Kelly M. (2002) A business excellence approach to generic
benchmarking in SMEs. Benchmarking: An International Journal; 9(1):7-27.
Rfrences
223
Melton T. (2005) The benefits of Lean manufacturing, What Lean Thinking has to
Offer the Process Industries. Chemical Engineering Research and Design;
83(A6):662-673.
Molet H. (2006) Systmes de production et de logistique. Hermes Science
Publications, Paris.
Monden Y. (1981) What makes the Toyota production system really tick? Industrial
Engineering; 13(1):13-16.
Morey L.C., Blashfield R.K., Skinner H.A. (1983) A comparison of cluster analysis
techniques within a sequential validation framework. Multivariate Behavioral
Research; 18(3):309-329.
= N =
Nanda A. (1993) Resources, capabilities and competencies. Harvard Business
School; Working Paper.
Niepce W., Molleman E. (1998) Work design issues in lean production from a
sociotechnical systems perspective neo-Taylorism or the next step in sociotechnical
design. Human Relations; 51:259-287.
= O =
Ohno T. (1988) Toyota Production System: Beyond Large-Scale Production.
Productivity Press, Portland.
Orr C. (2005) Lean leadership in construction. Proceedings of the 13
th
Annual
Conference of the International Group for Lean Construction, Sydney.
Rfrences
224
= P =
Paez O., Dewees J., Genaidy A., Tuncel S., Karwowski W., Zurada J. (2004) The
Lean Manufacturing Enterprise: An Emerging Sosciotechnological System
Integration. Human Factors and Ergonomics in Manufacturing; 14(3):285-306.
Pavnascar S.J., Gershenson J.K., Jambekar A.B. (2003) Classification scheme for
lean manufacturing tools. International Journal of Production Research; 41(13):
3075-3090.
Pegels C.C. (1984) The Toyota production system: lessons for American
management. International Journal of Operations and Production Management;
4(1):3-11.
Pillet M. (2003) Six Sigma comment lappliquer. Editions dorganisation, Paris.
Pillet M., Lyonnet B., Mignon E., Boillon R. (2008) Retour dexprience sur une
dmarche damlioration continue intgrant les principes culturels europens. Revue
Franaise de Gestion Industrielle; 17(4):7-27.
Piper C.J., McLachlin R.D. (1990) Just-in-time production: eleven achievable
dimensions. Operations Management Review; 7(3/4):1-8.
Porter M.E. (1980) Competitive Strategy. The Free Press, New York.
Prahalad C.K., Hamel G. (1994) Strategy as a Field of Study: Why Search for a New
Paradigm? Strategic Management Journal; 15:5-16.
= R =
Rangone A. (1999) A Resource-Based Approach to Strategy Analysis in Small-
Medium Sized Enterprises. Small Business Economics; 12(3):233-248.
Rfrences
225
Rapkin B.D., Luke D. (1993) A Cluster analysis in community research:
Epistemology and practice. American Journal of Community Research; 21(2):247-
277.
Ray B., Ripley P., Neal D. (2006) Lean manufacturing - a systematic approach to
improving productivity in the precast concrete Industry. PCI Journal; 51(1):62-71.
Real R., Pralus M., Pillet M., Guizzi L. (2010) Une premire tape vers le Lean dans
les entreprises de sous-traitance mcanique, Retour sur 7 ans de pratique. Revue
Franaise de Gestion Industrielle; 29(1): 29-35.
Reeves C.A., Bednar D.A. (1994) Defining quality: alternatives and implications.
The Academy of Management Review; 19(3):419-445.
Richey D. (1996) The Shingo Prize for excellence in manufacturing. Journal for
Quality and Participation; 19(4):28-31.
Ritzman L., Krajewski L., Mitchell J., Townley C. (2004) Management des
oprations - principes et applications. Pearson Education France, Paris.
Rivera L., Chen F. (2007) Measuring the impact of Lean tools on the cost-time
investment of a product using costtime profiles. Robotics and Computer-Integrated
Manufacturing; 23(6):684-689.
Roos L.U. (1990) Japanisation in Production Systems: Some Case Studies of Total
Quality Management in British Manufacturing Industry. Handelshogskolan vid
Goteborgs Universitet, Goteborg.
Rother M., Shook J. (2009) Learning to See: Value Stream Mapping to Create Value
and Eliminate Muda. Lean Enterprise Institute, Cambridge.
Rfrences
226
= S =
Saaty T.L. (1996) Decision Making with Dependence and Feedback: The Analytic
Network Process. RWS Publication, Pittsburgh.
Sakakibara S., Flynn B.B., Schroeder R.G., Morris W.T. (1997) The impact of just-
in-time manufacturing and its infrastructure on manufacturing performance.
Management Science; 43 (9):1246-1257.
Saurin T.A., Ferreira C.F. (2009) The impacts of lean production on working
conditions: A case study of a harvester assembly line in Brazil. International Journal
of Industrial Ergonomics; 39(2):403-412.
Savall H., Zardet V. (2007) Matriser les cots et les performances cachs.
Economica, 4
me
dition, Paris.
Scheibler D., Schneider W. (1985) Monte Carlo tests of the accuracy of cluster
analysis algorithms. Multivariate Behavioral Research; 20(3):283-304.
Scherrer-Rathje M., Boyle T.A., Deflorin P. (2009) Lean, take two! Reflections from
the second attempt at lean implementation. Business Horizons; 52(1):79-88.
Schneider S., Barsoux J. (2003) Management intercultural. Pearson Education
France, Paris.
Schonberger R.J. (1982) Japanese Manufacturing Techniques: Nine Hidden Lessons
in Simplicity. Free Press, New York.
Seo K., Ahn B.J. (2006) A learning algorithm based estimation method for
maintenance cost of product concepts. Computers and Industrial Engineering; 50(1):
66-75.
Rfrences
227
Shah R., Ward P.T. (2003) Lean manufacturing: context, practice bundles, and
performance. Journal of Operations Management; 21(2):129-149.
Shah R., Ward P.T. (2007) Defining and developing measures of Lean production.
Journal of Operations Management; 25(4):785-805.
Shiba S. (1995) Le Management par Perce, mthode Hoshin. INSEP Editions, Paris.
Shimizu K. (1999) Le Toyotisme. La Dcouverte, Paris.
Shingo S. (1983) Matrise de la production et mthode Kanban, le cas Toyota. Les
ditions dorganisation, Paris.
Shingo S. (1985) A revolution in manufacturing: the SMED system. Productivity
Press, Portland.
Siala M., Campagne J.P., Ghedira K. (2006) Proposition dune nouvelle approche
pour la gestion du disponible dans les chanes logistiques. MOSIM06, Rabat,
Maroc.
Siebenborn T. (2005) Une approche de formalisation du processus de changement
dans lentreprise. Thse de doctorat, Universit de Savoie.
Silver E.A., Meal H.A. (1973) A heuristic for selecting lot size requirements for the
case of a deterministic time varying demand rate with discrete opportunities for
replenishment. Production and Inventory Management Journal; 14(2):64-74.
Sugimori Y., Kusunoki K., Cho F., Uchikawa S. (1977) Toyota Production System
and kanban system Materialization of just-in-time and respect-for-human system.
International Journal of Production Research; 15(6):553-564.
Suri R.., De Treville S. (1986) Getting from just-in-case to just-in-time: insights
Rfrences
228
from a simple model. Journal of Operations Management, 6(3-4):295-304.
Suzaki K. (1985) Japanese manufacturing techniques: their importance to US
manufacturers. Journal of Business Strategy; 5(3):10-19.
= T =
Taylor F. W. (1957) La direction scientifique du travail, Dunod, Paris. University
Press, 1998.
Trist E. (1981) The evolution of socio-technical systems; a conceptual framework
and action research program. Ontario Quality of working Life Centre, Toronto.
= V =
Vachon M., Beaulieu-Prvost D., Ouellette A., Achille M. (2005) Analyse de
classification hirarchique et qualit de vie. Tutorials in Quantitative Methods for
Psychology; 1(1):25-30.
Vaghefi M.R., Woods L.A., Huellmantel A. (2000) Toyota Story 2: Still Winning the
Productivity Game. Business Strategy Review; 11(1):59-70.
Voss C.A., Robinson S.J. (1987) Application of just-in-time manufacturing
techniques in the United Kingdom. International Journal of Operations and
Production Management; 7(4):46-52.
= W =
Wagner H.M., Whitin T.M. (1958) Dynamic Version of the Economic Lot Size
Model. Management Science; 5(1):89-96.
Wantuck K.A. (1983) The Japanese approach to productivity. Bendix Corporation,
Southfield.
Rfrences
229
White R.E. (1993) An empirical assessment of JIT in US manufacturers. Production
and Inventory Management Journal; 34(2):38-42.
White R.E., Pearson J.N., Wilson J.R. (1999) JIT Manufacturing: a survey of
implementation in small and large US manufacturers. Management Science; 45(1):1-
15.
Womack J., Jones D., Roos D. (1990) The Machine that changed the World. Rawson
Associates, New York.
Womack J., Jones D. (2005) System Lean : Penser lentreprise au plus juste. Village
mondial, 2
me
dition, Paris.
= X =
Xu L., Yang J.B. (2001) Introduction to Multi-Criteria Decision Making and the
Evidential Reasoning Approach. MSM Working Paper; 1(6):1-21.
= Z =
Zhao Z.Y., Ball M.O., Kotake M. (2005) Optimization- Based Available-To Promise
with Multi-Stage Resource Availability. Annals of Operations Research; 135(1):65-
85.
230
ANNEXES
Annexes
231
Annexe 1 : symboles utiliss pour la cartographie de
chane de valeur
Icnes de flux de matire
Icnes gnrales
Icnes de flux dinformation
Vous aimerez peut-être aussi
- Analyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsD'EverandAnalyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsPas encore d'évaluation
- 4.management Visuel FI 2015 PDFDocument18 pages4.management Visuel FI 2015 PDFAsraoui ZakariaPas encore d'évaluation
- Améliorer la gestion du changement dans les organisations: Vers de nouvelles connaissances, stratégies et expériencesD'EverandAméliorer la gestion du changement dans les organisations: Vers de nouvelles connaissances, stratégies et expériencesPas encore d'évaluation
- Amélioration Continue de La Productivité D'une Entreprise TunisienneDocument72 pagesAmélioration Continue de La Productivité D'une Entreprise TunisienneAhmed MrabetPas encore d'évaluation
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- Amelioration Des Indicateurs de Performance de L UAPDocument61 pagesAmelioration Des Indicateurs de Performance de L UAPismail0% (1)
- Management Visuel PerformanceDocument91 pagesManagement Visuel PerformanceAZIPas encore d'évaluation
- PFE LEAN Management PDFDocument120 pagesPFE LEAN Management PDFHamdi HamedPas encore d'évaluation
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- Lean ManagementDocument20 pagesLean ManagementIngenieur EnsaPas encore d'évaluation
- Changement organisationnel : Théorie et pratiqueD'EverandChangement organisationnel : Théorie et pratiqueÉvaluation : 4 sur 5 étoiles4/5 (4)
- VSM RapportDocument118 pagesVSM RapportMikaNefaAnja .Pas encore d'évaluation
- Définition, Objectifs Et Méthodes Du Lean ManagementDocument3 pagesDéfinition, Objectifs Et Méthodes Du Lean Managementkfigo667% (3)
- Amélioration de La Performance Par La TPM À 3M en FranceDocument37 pagesAmélioration de La Performance Par La TPM À 3M en FranceBenj BenPas encore d'évaluation
- Rapport PIFE Lean Avec AnnexesDocument171 pagesRapport PIFE Lean Avec AnnexesYouness Nassir100% (1)
- ATELIER 6 - DMAIC Et Lean 101(s) PDFDocument68 pagesATELIER 6 - DMAIC Et Lean 101(s) PDFAbdelillah YamoulPas encore d'évaluation
- Outils DmaicDocument16 pagesOutils DmaicANASS KHADRAOUIPas encore d'évaluation
- Cahier de Charge: A. Les Acteurs Du ProjetDocument11 pagesCahier de Charge: A. Les Acteurs Du ProjetYous RaPas encore d'évaluation
- 2016 Value Stream Mapping Et Le Concept de LeanDocument4 pages2016 Value Stream Mapping Et Le Concept de LeanSamiBouaziziPas encore d'évaluation
- Lean ManagementDocument293 pagesLean ManagementRitaLmPas encore d'évaluation
- Lean Management &manufacturingDocument6 pagesLean Management &manufacturingHamid HamidPas encore d'évaluation
- Amelioration ContinueDocument50 pagesAmelioration ContinueFatima Ouhaddou100% (3)
- Amélioration de La Qualité 6 SigmaDocument96 pagesAmélioration de La Qualité 6 SigmaAmri AkremPas encore d'évaluation
- Methode DMAIC Méthodologie RigoureuseDocument136 pagesMethode DMAIC Méthodologie Rigoureusebasma hassaniPas encore d'évaluation
- Implantation de La Totale Prod - LEBBAR Ghita - 2763Document105 pagesImplantation de La Totale Prod - LEBBAR Ghita - 2763hofPas encore d'évaluation
- Amelioration de Temps de ChangDocument95 pagesAmelioration de Temps de ChangmarouaPas encore d'évaluation
- Page de Garde Rapport Du Stage 2ème Année 2018Document41 pagesPage de Garde Rapport Du Stage 2ème Année 2018Daoud ZerzourPas encore d'évaluation
- Amelioration Du Processus Logi - FELLAHI Jihane - 3966Document62 pagesAmelioration Du Processus Logi - FELLAHI Jihane - 3966Fatima zahraePas encore d'évaluation
- Amelioration de La Productivit - MOUSSAMIH Tariq - 475Document111 pagesAmelioration de La Productivit - MOUSSAMIH Tariq - 475Šïď ÃļỉPas encore d'évaluation
- Groupe N°17 - Le Changement Rapid D'outilsDocument18 pagesGroupe N°17 - Le Changement Rapid D'outilsOverDocPas encore d'évaluation
- Groupe N°24 - Les Outils de La Gestion de ProductionDocument18 pagesGroupe N°24 - Les Outils de La Gestion de ProductionOverDoc100% (3)
- Methode GimsiDocument42 pagesMethode Gimsihounoud60% (5)
- Cours Gestion Industrielle - Equilibrage Part 2Document70 pagesCours Gestion Industrielle - Equilibrage Part 2Ayoub KARROUMPas encore d'évaluation
- Soutenance PfaDocument23 pagesSoutenance PfaNorddine AkouasPas encore d'évaluation
- Management Visuel F PDFDocument33 pagesManagement Visuel F PDFAmal AhmadPas encore d'évaluation
- Pfe Koaik RahhouDocument66 pagesPfe Koaik RahhouYouness Ouarrak100% (1)
- Amélioration ContinueDocument8 pagesAmélioration Continuebenkhiate mouad0% (1)
- Melek SassiDocument100 pagesMelek Sassihamza garnaouiPas encore d'évaluation
- Amelioration Des Performances - ElHaqyqy Meryem - 2395Document58 pagesAmelioration Des Performances - ElHaqyqy Meryem - 2395Chulu Xzar100% (1)
- Lean Six SigmaDocument97 pagesLean Six SigmaZakaria Bouhouch0% (1)
- Polycopie Lean Six Sigma v13012017Document32 pagesPolycopie Lean Six Sigma v13012017Imad NAKHIPas encore d'évaluation
- Optimisation de La Zone de Cou - Sara ADROUJI - 4191Document89 pagesOptimisation de La Zone de Cou - Sara ADROUJI - 4191Aziza KarirPas encore d'évaluation
- Rapport Final Omayma RouaneDocument70 pagesRapport Final Omayma RouaneayoubPas encore d'évaluation
- Cours Lean Logistique - IntroductionDocument17 pagesCours Lean Logistique - IntroductionRa Dia100% (2)
- L'implémentation de La Méthode Lean ManufacturingDocument104 pagesL'implémentation de La Méthode Lean ManufacturingMed FerrounPas encore d'évaluation
- 05 - 0 5 Phases DMAIC - Version CourteDocument11 pages05 - 0 5 Phases DMAIC - Version CourteFatima-ezzahra LotfiPas encore d'évaluation
- RapportPFE RaniaMFARREJDocument123 pagesRapportPFE RaniaMFARREJRania MfarrejPas encore d'évaluation
- Plaquette CerelogDocument8 pagesPlaquette Cerelogapi-3834500100% (3)
- Amélioration ContinueDocument3 pagesAmélioration ContinuebeacPas encore d'évaluation
- VSMDocument50 pagesVSMMoutaai Nezha100% (1)
- Guide de Mise en Œuvre Du 5S-Kaizen Dans Un Établissement de SantéDocument76 pagesGuide de Mise en Œuvre Du 5S-Kaizen Dans Un Établissement de SantéAdama KONE100% (5)
- Outils QualitéDocument32 pagesOutils QualitéAbdessamad BenbahPas encore d'évaluation
- Mise en Place Et Deploiement D - Khaoula ARAKRAK - 4655 PDFDocument72 pagesMise en Place Et Deploiement D - Khaoula ARAKRAK - 4655 PDFSlaheddine KhlifiPas encore d'évaluation
- Amelioration Continue SMQSE Cofiroute ST02 MERESSEAurore 04062012 V0 PDFDocument41 pagesAmelioration Continue SMQSE Cofiroute ST02 MERESSEAurore 04062012 V0 PDFAdam Hadj CharifPas encore d'évaluation
- Eb 608667Document50 pagesEb 608667maryamPas encore d'évaluation
- TFM AmaiaTerradillosDocument55 pagesTFM AmaiaTerradillosCharaf LeoPas encore d'évaluation
- Comment Appliquer Le Lean Six Sigma (Théorie+Pratique)Document77 pagesComment Appliquer Le Lean Six Sigma (Théorie+Pratique)Gwladys BettoPas encore d'évaluation
- TDEE LeyDocument46 pagesTDEE LeyLeon-fils MukebaPas encore d'évaluation
- Aperçu Sur La Logistique Au MarocDocument3 pagesAperçu Sur La Logistique Au Marocetudiante91Pas encore d'évaluation
- Audit OrganisationnelDocument2 pagesAudit Organisationneletudiante91Pas encore d'évaluation
- L'association Aide Et SecoursDocument17 pagesL'association Aide Et Secoursetudiante91Pas encore d'évaluation
- La Loi de Finance Au MarocDocument18 pagesLa Loi de Finance Au Marocetudiante9150% (2)
- TBPDocument11 pagesTBPetudiante91Pas encore d'évaluation
- Cour 3 OUTIL DE RECRUTEMENTDocument31 pagesCour 3 OUTIL DE RECRUTEMENTetudiante91100% (1)
- Cour 2 LE PROCESSUS DE RECRUTEMENTDocument47 pagesCour 2 LE PROCESSUS DE RECRUTEMENTetudiante9150% (4)
- Remerciements: Rapport de Stage Auto HallDocument30 pagesRemerciements: Rapport de Stage Auto HallAbdou DcPas encore d'évaluation
- Porsche EntretienDocument2 pagesPorsche EntretienIceman 29Pas encore d'évaluation
- Gruas Rought Terrain RC Terex Rt230 1Document22 pagesGruas Rought Terrain RC Terex Rt230 1Edgar Carmen Paladines100% (3)
- TRAFIC 3 - Mécanismes Et AccessoiresDocument83 pagesTRAFIC 3 - Mécanismes Et Accessoires0001fred100% (1)
- ABCDocument34 pagesABCBohdan OzhibkoPas encore d'évaluation
- Freins: CaractéristiquesDocument17 pagesFreins: CaractéristiquesMr CONNARDPas encore d'évaluation
- Sommaire Inhal T IndiceDocument104 pagesSommaire Inhal T IndiceNorr MalPas encore d'évaluation
- Objet: Arrangement AmiableDocument2 pagesObjet: Arrangement Amiableautomobile 42Pas encore d'évaluation
- Sirecom Journey Management PlanDocument2 pagesSirecom Journey Management PlanLANDRYPas encore d'évaluation
- Rapport de Stage MARSA MAROCDocument32 pagesRapport de Stage MARSA MAROCyousseftaleb83% (6)
- 5498 50Document2 pages5498 50mraduca-10% (1)
- 01 - GPV IntroductionDocument21 pages01 - GPV IntroductionWoïla FantasiaPas encore d'évaluation
- Plaquettesfrein BOSCHDocument2 pagesPlaquettesfrein BOSCHhoussem houssemPas encore d'évaluation
- Electrolux Ew935s (ET)Document16 pagesElectrolux Ew935s (ET)ivoa1Pas encore d'évaluation
- Gestion de Projet - Partie 1 - Slides 1 À 23Document23 pagesGestion de Projet - Partie 1 - Slides 1 À 23Ibrahima DiengPas encore d'évaluation
- Gilbert James Voyages - Présentation de La SociétéDocument11 pagesGilbert James Voyages - Présentation de La SociétéRollingboxPas encore d'évaluation
- Les PneusDocument34 pagesLes PneusNorbert Wallon100% (1)
- LEtabli - Robert LinhartDocument196 pagesLEtabli - Robert LinhartmicgelePas encore d'évaluation
- Tronconneuse Stihl Ms251 Liste-Des-piecesDocument30 pagesTronconneuse Stihl Ms251 Liste-Des-piecesPhilippe FaurotPas encore d'évaluation
- Revision Del EmbgragueDocument6 pagesRevision Del EmbgraguejltorresPas encore d'évaluation
- La Publicité Est Dans Le FilmDocument6 pagesLa Publicité Est Dans Le FilmLaura WillocqPas encore d'évaluation
- Les 500 EntrepriseDocument66 pagesLes 500 Entreprisenaj100% (1)
- Ion Fonctionnelle D'un ProduitDocument17 pagesIon Fonctionnelle D'un ProduitMIMFS100% (1)
- Exemple Rapport de Stage PFE RTE Traverse & FATDocument42 pagesExemple Rapport de Stage PFE RTE Traverse & FATSaid BoujnanPas encore d'évaluation
- Corrigé Partiel 1-2018Document4 pagesCorrigé Partiel 1-2018Ramdane BoulahiaPas encore d'évaluation
- Chapitre 3Document25 pagesChapitre 3Abderazaq Rahmaouy100% (1)
- Cerfa 15776-01 PDFDocument2 pagesCerfa 15776-01 PDFestebanPas encore d'évaluation
- Rapport de StageDocument30 pagesRapport de StageMeryem Elkorchi0% (1)
- PFE Final CorrigéDocument134 pagesPFE Final CorrigéwilfriedPas encore d'évaluation
- FR Comment Changer Plaquettes de Frein Avant Sur Toyota Matrix 35 Portes E14 Guide de RemplacementDocument12 pagesFR Comment Changer Plaquettes de Frein Avant Sur Toyota Matrix 35 Portes E14 Guide de RemplacementrabahmedrarPas encore d'évaluation