Vous aimerez peut-être aussi
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesD'EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesPas encore d'évaluation
- Autodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsD'EverandAutodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsPas encore d'évaluation
- Shop TurnDocument436 pagesShop TurnBoutef El HachemiPas encore d'évaluation
- Manuel de Programation ComplementaireDocument688 pagesManuel de Programation Complementairemahdi elmayPas encore d'évaluation
- Haas Notice 17Document31 pagesHaas Notice 17Usi redPas encore d'évaluation
- Programmation de Commande Numérique - WikipédiaDocument14 pagesProgrammation de Commande Numérique - WikipédianonoPas encore d'évaluation
- Chapitre 6 Technique Sous Programmes Cycles Fraisage Siemens 840dDocument15 pagesChapitre 6 Technique Sous Programmes Cycles Fraisage Siemens 840dKhalid TamiPas encore d'évaluation
- Compte Rendu Du TP TCNDocument13 pagesCompte Rendu Du TP TCNJaoui RachidPas encore d'évaluation
- M13 Marocetude - Com Programmation Reglage Et Conduite Des MOCN Version 2-FM-TSMFMDocument43 pagesM13 Marocetude - Com Programmation Reglage Et Conduite Des MOCN Version 2-FM-TSMFMlouloukrimousPas encore d'évaluation
- Cazeneuve CT 200Document20 pagesCazeneuve CT 200Ayoub BOUFTINI100% (1)
- Formation Mastercam - CAO - DAO - CFAO - Usinage ProductiqueDocument2 pagesFormation Mastercam - CAO - DAO - CFAO - Usinage ProductiqueRania KarkarPas encore d'évaluation
- M4 - Fabrication de Pièces D'usinage Simples en Fraisage 45h 1er AnnéeDocument93 pagesM4 - Fabrication de Pièces D'usinage Simples en Fraisage 45h 1er AnnéeMOHAM BELHOUDAPas encore d'évaluation
- Sinumerik810820 Mill FRDocument90 pagesSinumerik810820 Mill FRDick ManPas encore d'évaluation
- Introduction Au MastercamDocument3 pagesIntroduction Au MastercamAsma MensiPas encore d'évaluation
- Catalogue AMF Elements de Bridage MecaniquesDocument176 pagesCatalogue AMF Elements de Bridage MecaniquesAli TrikiPas encore d'évaluation
- FLUIDSIMDocument7 pagesFLUIDSIMWassim BhaPas encore d'évaluation
- Auto-Formation Mastercam Solids 2018Document118 pagesAuto-Formation Mastercam Solids 2018Anis Ziani100% (1)
- Exercice Simulation SolidworksDocument2 pagesExercice Simulation SolidworksKarim Ben SalemPas encore d'évaluation
- Programmation CNCDocument39 pagesProgrammation CNCwalidnasri0% (2)
- TP 4 Mise en PlanDocument9 pagesTP 4 Mise en PlanKamel BousninaPas encore d'évaluation
- Dune TrottinetteDocument15 pagesDune TrottinetteTonio EstradasPas encore d'évaluation
- Usinage ConventionnelDocument2 pagesUsinage ConventionnelAyoub El BadriPas encore d'évaluation
- Répertoire Des ModulesdigitalisésDocument87 pagesRépertoire Des ModulesdigitalisésHamza ChaloutPas encore d'évaluation
- Djemili Lotfi PDFDocument70 pagesDjemili Lotfi PDFfaouzi sellaliPas encore d'évaluation
- Fiche FaoDocument2 pagesFiche FaoTUNIMECAPas encore d'évaluation
- Rapport Du Stage P F E: Plan de Maintenance Pour LesDocument29 pagesRapport Du Stage P F E: Plan de Maintenance Pour Leswahiba safaaPas encore d'évaluation
- Presentation-Totale TOTADocument24 pagesPresentation-Totale TOTAMa HdiPas encore d'évaluation
- Technicien D'usinageDocument2 pagesTechnicien D'usinageHassenKhlifiPas encore d'évaluation
- h1 Faucheuse RotativeDocument4 pagesh1 Faucheuse RotativeAbdelhafid OmariPas encore d'évaluation
- Machine de Perçage Et Découpage Automatisée: I. Cahier de ChargeDocument3 pagesMachine de Perçage Et Découpage Automatisée: I. Cahier de ChargeSyrine MzoughiPas encore d'évaluation
- Programation - Notion de BaseDocument83 pagesProgramation - Notion de BasesinchicovichPas encore d'évaluation
- Driver de Moteurs Pas-À-PasDocument7 pagesDriver de Moteurs Pas-À-PasAHMED YTPas encore d'évaluation
- Sadt 2Document12 pagesSadt 2Armand EssPas encore d'évaluation
- Fraisage A Commande NumériqueDocument13 pagesFraisage A Commande NumériqueYassine ĐesTrôỷỹPas encore d'évaluation
- TP de Tournage Cfao: École Supérieure de TechnologieDocument2 pagesTP de Tournage Cfao: École Supérieure de TechnologieAbderrahmane AzPas encore d'évaluation
- M1 Fabrication Des Pièces Simple en TournageDocument76 pagesM1 Fabrication Des Pièces Simple en TournageBadr El Rhazzali100% (1)
- Correction EMD Moulage Injection Plastique 2021 BOUTAANI MSDocument5 pagesCorrection EMD Moulage Injection Plastique 2021 BOUTAANI MSHocine BoukhiarPas encore d'évaluation
- Programmation ISO Sur MOCN Les Fondamentaux 239Document2 pagesProgrammation ISO Sur MOCN Les Fondamentaux 239Ait Abderrahman AbderrahimPas encore d'évaluation
- Catia v5 Machining Brochure FR PDFDocument8 pagesCatia v5 Machining Brochure FR PDFWalid BenaziPas encore d'évaluation
- Manuel Op 840d 828d Operate FRDocument50 pagesManuel Op 840d 828d Operate FRKadar Arpad0% (1)
- Notice Rosilio TBI 280Document33 pagesNotice Rosilio TBI 280achiva100% (1)
- FAOTRCATIADocument13 pagesFAOTRCATIAHicham HallouâPas encore d'évaluation
- Installer Mastercam X6Document4 pagesInstaller Mastercam X6Triki BilelPas encore d'évaluation
- Cours1 MOCNDocument8 pagesCours1 MOCNayariseifallahPas encore d'évaluation
- Gamme UsinageDocument12 pagesGamme UsinageYouness El HamriPas encore d'évaluation
- Manuel D'utilisation de L'imprimante 3D Ender - Manuels+Document15 pagesManuel D'utilisation de L'imprimante 3D Ender - Manuels+Anonymous 9qKdViDP4100% (1)
- 01 SolidWorksDocument5 pages01 SolidWorksAlix BoubanPas encore d'évaluation
- Poziaopaezc OpazcDocument4 pagesPoziaopaezc OpazcBadr HadriPas encore d'évaluation
- Livre de Fabrication Mecanique 2020-2021Document82 pagesLivre de Fabrication Mecanique 2020-2021SERVICETECHIQUE DMT100% (1)
- Memoire AbdelkhalekDocument148 pagesMemoire AbdelkhalekSupradayaLight0% (1)
- M10 - Programmation Et Mise en Oeuvre Des Outils de Production À Commande NumériqueDocument56 pagesM10 - Programmation Et Mise en Oeuvre Des Outils de Production À Commande Numériquemohamed50% (2)
- Ptpam BM 2Document52 pagesPtpam BM 2ELMustaphaELMoukhtariPas encore d'évaluation
- TP TournageDocument3 pagesTP TournageHajar Oumnas100% (1)
- Cycle Fanuc FraisageDocument33 pagesCycle Fanuc FraisageBarou Haya SanniPas encore d'évaluation
- TP 51 6 PDFDocument4 pagesTP 51 6 PDFdz filmPas encore d'évaluation
- Secteur: Fabrication Mécanique Filière: Mécanicien Général Polyvalent Niveau: QualificationDocument2 pagesSecteur: Fabrication Mécanique Filière: Mécanicien Général Polyvalent Niveau: QualificationYsf ÂtáRÿPas encore d'évaluation
- AC3DP Formation Autocad 3d Perfectionnement PDFDocument4 pagesAC3DP Formation Autocad 3d Perfectionnement PDFCertyouFormationPas encore d'évaluation
- Catia Presentation Interface Et EsquisseDocument13 pagesCatia Presentation Interface Et EsquisseSaid EL FakkoussiPas encore d'évaluation
- Programme Formation Mastercam Mai2016Document4 pagesProgramme Formation Mastercam Mai2016Mounir Frija0% (1)
- Cycle Fanuc Tournage PDFDocument16 pagesCycle Fanuc Tournage PDFAminChaariPas encore d'évaluation
- Chap IDocument17 pagesChap IJames Clerk MaxwellPas encore d'évaluation
- Cours Les Roulements PDFDocument21 pagesCours Les Roulements PDFamr_akram_2100% (7)
- Norme D'apprentissage Programme de Formation en Établissement. Confectionneur Ou Confectionneuse de Moules. Niveau 3 Avancé. Code de Métier - 431A PDFDocument51 pagesNorme D'apprentissage Programme de Formation en Établissement. Confectionneur Ou Confectionneuse de Moules. Niveau 3 Avancé. Code de Métier - 431A PDFamr_akram_2Pas encore d'évaluation
- MecaniqueDocument14 pagesMecaniqueMarc HauserPas encore d'évaluation
- Cours Les Roulements PDFDocument21 pagesCours Les Roulements PDFamr_akram_2100% (7)
- Guide4 RPKDocument101 pagesGuide4 RPKSara BenchekrounePas encore d'évaluation
- 2 - Enoncer Et Decrire Les Fonctions de Service A Realiser PDFDocument9 pages2 - Enoncer Et Decrire Les Fonctions de Service A Realiser PDFamr_akram_2Pas encore d'évaluation
- Symboles Des Matériaux de Base HTTP - WWW - Epa.gov-Osw-Conserve-Materials-Plastics PDFDocument12 pagesSymboles Des Matériaux de Base HTTP - WWW - Epa.gov-Osw-Conserve-Materials-Plastics PDFamr_akram_2Pas encore d'évaluation
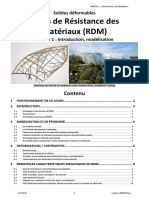
- Cours de Résistance Des Matériaux (RDM) PDFDocument12 pagesCours de Résistance Des Matériaux (RDM) PDFamr_akram_2Pas encore d'évaluation
- Cours TolerieDocument93 pagesCours TolerieEtienne Bouron100% (2)
- PDF PDFDocument6 pagesPDF PDFamr_akram_2Pas encore d'évaluation
- COURS Élève Alimenter PDFDocument9 pagesCOURS Élève Alimenter PDFamr_akram_2Pas encore d'évaluation
- Centrale 2005 Si PSIDocument20 pagesCentrale 2005 Si PSIbackhousiaPas encore d'évaluation
- 152 PDFDocument1 page152 PDFamr_akram_2Pas encore d'évaluation
- Electroerosion PDFDocument15 pagesElectroerosion PDFamr_akram_2Pas encore d'évaluation
- Afi Prof PDFDocument8 pagesAfi Prof PDFamr_akram_2Pas encore d'évaluation
- Produit COURS PROF PDFDocument12 pagesProduit COURS PROF PDFamr_akram_2Pas encore d'évaluation
- Notice Passer de Solidworks À CharlyGraalDocument11 pagesNotice Passer de Solidworks À CharlyGraalamr_akram_2Pas encore d'évaluation
- COURS Élève Distribuer PDFDocument9 pagesCOURS Élève Distribuer PDFamr_akram_2Pas encore d'évaluation
- SYS849 4 Usinage Partie 2Document51 pagesSYS849 4 Usinage Partie 2amr_akram_2Pas encore d'évaluation
- Electroerosion PDFDocument15 pagesElectroerosion PDFamr_akram_2Pas encore d'évaluation
- Electroerosion PDFDocument15 pagesElectroerosion PDFamr_akram_2Pas encore d'évaluation
- 2015 - 12 - 16 - CSCH - Modele 3PDocument40 pages2015 - 12 - 16 - CSCH - Modele 3Pamr_akram_2Pas encore d'évaluation
- 228459P03Document94 pages228459P03amr_akram_2Pas encore d'évaluation
- La Fonction Tôlerie de SolidWorksDocument11 pagesLa Fonction Tôlerie de SolidWorksNadia DridiPas encore d'évaluation
- 228459P03Document94 pages228459P03amr_akram_2Pas encore d'évaluation
- Guide de L'enseignant PDFDocument330 pagesGuide de L'enseignant PDFlekouf43Pas encore d'évaluation
- 228459P03Document94 pages228459P03amr_akram_2Pas encore d'évaluation
- Epreuve de Sciences Industrielles CDocument49 pagesEpreuve de Sciences Industrielles CMOHAMMED OTMANEPas encore d'évaluation
- Module 02 Formation NourrissonDocument3 pagesModule 02 Formation NourrissonMounir FrijaPas encore d'évaluation
- Chapeau de VentousexDocument7 pagesChapeau de VentousexNassro ZiadPas encore d'évaluation
- Notice EficnswDocument13 pagesNotice EficnswAbdelilah ElmesbahiPas encore d'évaluation
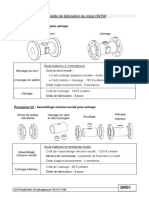
- Procédés de Fabrication Du Corps DN100: Processus C1: Moulage Puis UsinageDocument10 pagesProcédés de Fabrication Du Corps DN100: Processus C1: Moulage Puis UsinageHichem ArfaouiPas encore d'évaluation
- Go2cam v2Document2 pagesGo2cam v2marhiPas encore d'évaluation
- Rapport de StageDocument16 pagesRapport de StageDjamal Mamadi100% (1)
- Guide de Capitalisation Pour La Caracterisation Et La Mesure Des Etats de Surface en Complement A La Normalisation IsoDocument27 pagesGuide de Capitalisation Pour La Caracterisation Et La Mesure Des Etats de Surface en Complement A La Normalisation IsoMiguel QueirosPas encore d'évaluation
- Chapitre III Taillage Des EngrenagesDocument6 pagesChapitre III Taillage Des EngrenagesMehdi Hassine100% (1)
- Fiches Matieres GM S1 Tronc CommunDocument11 pagesFiches Matieres GM S1 Tronc CommunAbderrahim BaccarPas encore d'évaluation
- Cours Chap1 Cycles D'usinage Tournage S4 2016-2017 V2Document24 pagesCours Chap1 Cycles D'usinage Tournage S4 2016-2017 V2youssefabdelkalakPas encore d'évaluation
- DTcontrôle N°1 3ème Sc-Tech dt09-10Document3 pagesDTcontrôle N°1 3ème Sc-Tech dt09-10Mohamed SaifPas encore d'évaluation
- Cahier de Cours 2020 2021 (Soudani Sami)Document80 pagesCahier de Cours 2020 2021 (Soudani Sami)Mohamed Amin Mnasri88% (25)
- Progression Programme 2STMDocument1 pageProgression Programme 2STMadil100% (1)
- BPT2001 SI3 eDocument20 pagesBPT2001 SI3 eOlivier ORMAN100% (1)
- 03 - Le Perçage ProfDocument4 pages03 - Le Perçage ProfntayoubPas encore d'évaluation
- TP AffutageDocument12 pagesTP AffutageEya EssayelPas encore d'évaluation
- 1 Procédé Fab PDFDocument8 pages1 Procédé Fab PDFtravail compte100% (1)
- Calcul Des Incertitudes (Cours Etudiant DIP)Document49 pagesCalcul Des Incertitudes (Cours Etudiant DIP)Timo ShmittPas encore d'évaluation
- Fellah YoucefDocument5 pagesFellah YoucefOussama CherifiPas encore d'évaluation
- B23 Machines-Outils Travail Des Métaux Non Prévu Ailleurs: XXXX B23B B23B XXXXDocument25 pagesB23 Machines-Outils Travail Des Métaux Non Prévu Ailleurs: XXXX B23B B23B XXXXBelk BehPas encore d'évaluation
- Syl M1 GMDocument46 pagesSyl M1 GMTomás Alberto Torres ForeroPas encore d'évaluation
- Simulation Usinage12Document23 pagesSimulation Usinage12Hiba DallasPas encore d'évaluation
- IntroductionDocument23 pagesIntroductionofouekouassijuniorulrichPas encore d'évaluation
- TP FaDocument7 pagesTP FaAbderrahmen MakhebiPas encore d'évaluation
- Estimation Des Coûts en Production Mécanique (1999)Document17 pagesEstimation Des Coûts en Production Mécanique (1999)Hamdi IbrahimPas encore d'évaluation
- Methode de Production Groupe 9Document11 pagesMethode de Production Groupe 9Emilie BrendaPas encore d'évaluation
- PHDCOMPANY2000 Robot DeltaDocument229 pagesPHDCOMPANY2000 Robot DeltaguygillesPas encore d'évaluation
- 4-Le Vocabulaire Des Formes de PièceDocument5 pages4-Le Vocabulaire Des Formes de PièceSegaAlainCoulibalyPas encore d'évaluation